集装箱的制作技术方案
储能集装箱制作说明
储能集装箱制作说明1. 准备材料
- 标准集装箱(20或40英尺)
- 锂电池组或其他储能电池
- 逆变器
- 电力管理系统
- 通风和冷却系统
- 绝缘材料
- 电线和连接件
2. 集装箱改造
- 清理和除锈集装箱内部
- 安装绝缘层,防止电池组接触金属外壳
- 切割集装箱侧面开口,用于安装电池组
3. 电池组安装
- 根据电池组尺寸规划布局
- 固定电池组,确保稳固
- 连接电池组串并联电路
4. 电力管理系统集成
- 安装逆变器,将直流电转换为交流电
- 设置电力管理系统,监控电池状态和功率输出 - 连接储能系统与外部电网或负载
5. 通风和冷却系统安装
- 设计通风管道,确保电池组散热
- 安装风扇和温控装置
6. 电路连接和测试
- 连接所有电路,包括电池、逆变器和管理系统
- 进行充放电测试,检查系统运行状况
7. 外观装饰(可选)
- 对集装箱外观进行喷漆或包装
- 添加标识和警示标志
8. 运输和部署
- 储能集装箱可通过标准货运方式运输
- 部署时连接电网或负载,并启动系统
以上是储能集装箱的基本制作流程,具体的设计和参数需根据实际需求调整。
在制作过程中,请确保遵守相关的电气和安全规范。
汽车透明集装箱制作方法

汽车透明集装箱制作方法
1. 设计和规划:确定透明集装箱的尺寸、形状和功能需求。
考虑汽车的大小、展示要求以及运输和搬运的便利性。
2. 材料选择:透明集装箱通常使用透明的材料制成,如透明亚克力板、玻璃板或聚碳酸酯板等。
选择具有足够强度和耐用性的材料。
3. 结构框架:制作集装箱的框架结构,可以使用金属框架或木结构。
确保框架坚固稳定,能够支撑透明材料和汽车的重量。
4. 切割和加工透明材料:根据设计尺寸,将透明材料切割成所需的形状和尺寸。
使用适当的工具和技术进行加工,如锯切、钻孔、磨光等。
5. 组装和固定:将加工好的透明材料安装到框架上,使用螺栓、铆钉、胶粘剂或其他固定方法进行固定。
确保透明材料牢固连接到框架上,以承受压力和振动。
6. 门和密封:设计并安装集装箱的门或开口,以便进出汽车。
确保门的密封性能良好,防止水和灰尘进入。
7. 内部照明和装饰:考虑在集装箱内部安装照明设备,以增强展示效果。
根据需要进行内部装饰,如铺设地毯、安装展示架等。
8. 安全和标识:确保集装箱配备适当的安全措施,如锁具、固定装置等。
在外部设置标识和标志,指示集装箱的用途和注意事项。
9. 质量检查和测试:在完成制作后,进行质量检查和测试,确保透明集装箱的结构强度、密封性能和外观质量符合要求。
请注意,这只是一个基本的制作方法概述,实际的汽车透明集装箱制作可能需要更专业的工具、技术和工程知识。
如果你没有相关经验或专业知识,建议咨询专业的制造商或工程师进行设计和制作。
3600 TEU集装箱船建造方案设计

Shipbuilding Technology Research3 600 TEU集装箱船建造方案设计朱雨雷,伍平平(舟山中远海运重工有限公司,浙江舟山 316131)摘要:集装箱船特点是线型变化大、精度要求高,相对于其他常规船型,建造难度较大。
针对造船领域集装箱船建造方案策划所需考虑的多种因素,进行研究探讨,以3 600 TEU集装箱船为例,介绍集装箱船建造方案策划的各项举措,保障项目成功实施。
关键词:集装箱船;建造方案;设计中图分类号:U671.4 文献标志码:A DOI:10.14141/j.31-1981.2021.01.005Design on Construction Scheme of 3 600 TEU Container ShipZHU Y ulei, WU Pingping(COSCO SHIPPING Heavy Industry (Zhoushan) Co., Ltd., Zhoushan 316131, Zhejiang, China) Abstract: Container ships are characterized by large type changes and high accuracy requirements. Compared with other conventional ship types, it is relatively difficult to build. The various factors that needto be considered in the construction planning of container ships in the field of shipbuilding are studied.T aken a 3 600 TEU container ship as an example, the various measures of container ship construction planning are introduced to ensure the successful implementation of the project.Key words: container ship; construction plan; design0 引言船舶建造是一项庞大的综合工程,其中建造方案是船舶制造的重要组成部分,是每个项目的建造指导性文件,用以指导项目的生产、工艺和管理等方面的工作。
集装箱制作范文范文

集装箱制作范文范文
集装箱是由钢板制成的大型运输容器,一般有20尺、40尺和45尺三种尺寸,是在海洋、陆路和空运中普遍使用的一种国际货物运输工具,是近代国际货运的重要组成部分。
集装箱将所承载货物完全封闭起来,以保证货物在运输过程中不受外界环境的影响,有效地防止船货损坏或者窃取。
下面介绍几个集装箱制作的主要步骤。
首先,集装箱的外部材料要选择合格的钢板,要求钢板具有足够的强度和韧性,以应付海上运输过程中的摇晃和撞击作用。
在编号时,集装箱的上下部分和左右部分要分别编号,以便于安装时可以准确地安装到位。
集装箱把外壳和内衬板焊接在一起,将来要装货物时,可以为货物保护外壳不受划伤、磕碰等损坏。
第三步,是安装集装箱的重要部分,要确定好货物的位置,把重中之重垫得牢固,以确保集装箱的安全运输。
以及安装其他零部件,如吊环、止推器、安全锁等,这些零件是用来保护集装箱安全的。
简述集装箱制造工艺流程
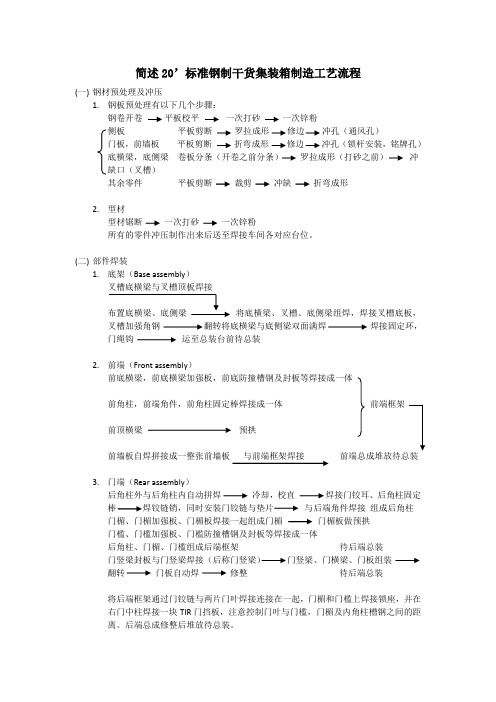
简述20’标准钢制干货集装箱制造工艺流程(一)钢材预处理及冲压1.钢板预处理有以下几个步骤:钢卷开卷平板校平一次打砂一次锌粉侧板平板剪断罗拉成形修边冲孔(通风孔)门板,前墙板平板剪断折弯成形修边冲孔(锁杆安装,铭牌孔)底横梁,底侧梁卷板分条(开卷之前分条)罗拉成形(打砂之前)冲缺口(叉槽)其余零件平板剪断裁剪冲缺折弯成形2.型材型材锯断一次打砂一次锌粉所有的零件冲压制作出来后送至焊接车间各对应台位。
(二)部件焊装1.底架(Base assembly)叉槽底横梁与叉槽顶板焊接将底横梁、叉槽、底侧梁组焊,焊接叉槽底板,叉槽加强角钢翻转将底横梁与底侧梁双面满焊焊接固定环,门绳钩运至总装台前待总装2.前端(Front assembly)前底横梁,前底横梁加强板,前底防撞槽钢及封板等焊接成一体前角柱,前端角件,前角柱固定棒焊接成一体前端框架前顶横梁预拱前墙板自焊拼接成一整张前墙板与前端框架焊接3.门端(Rear assembly)后角柱外与后角柱内自动拼焊冷却,校直焊接门铰耳、后角柱固定棒焊铰链销,同时安装门铰链与垫片与后端角件焊接组成后角柱门楣、门楣加强板、门楣板焊接一起组成门楣门楣板做预拱门槛、门槛加强板、门槛防撞槽钢及封板等焊接成一体后角柱、门楣、门槛组成后端框架待后端总装门竖梁封板与门竖梁焊接(后称门竖梁)门竖梁、门横梁、门板组装翻转门板自动焊修整待后端总装将后端框架通过门铰链与两片门叶焊接连接在一起,门楣和门槛上焊接锁座,并在右门中柱焊接一块TIR门挡板,注意控制门叶与门槛,门楣及内角柱槽钢之间的距离。
后端总成修整后堆放待总装。
4. 侧壁(Side assembly )侧壁拼板自动焊将侧板与顶侧梁方管定位点焊波纹焊 焊接顶侧梁固定绳环 修整 待总装 5. 顶板(Roof assembly )顶板拼板 自动焊 修整 待总装(三) 总装1. 将底架放置与总装台上2. 将门端与前端固定于总装台上3. 将两侧壁吊至总装台4. 将底侧梁、底侧梁、门楣、前顶横梁与角件焊接,门楣板、前顶横梁与顶侧梁焊接,侧壁板与底侧梁、顶侧梁点焊定位5. 焊接前后顶角加强板,盖顶板,顶板与顶侧梁点焊定位(四) 总焊(五) 油漆与美妆1. 二次打砂及油漆2.木地板与美妆。
混凝土集装箱房制作方法

混凝土集装箱房制作方法一、准备工作1.1设计和计划:首先,需要根据具体需求进行集装箱房的设计,包括尺寸、结构、材料、颜色等。
同时,需要制定详细的制作计划,包括时间表、预算、人力和物力等。
1.2材料准备:根据设计要求,准备适量的水泥、沙子、石子、钢筋、涂料等材料。
同时,需要确保这些材料的质量符合标准,以保证制作出的集装箱房质量。
1.3工具准备:准备好所需的各种工具,如搅拌机、振动器、切割机、钻孔机等。
这些工具将用于后续的施工工作中。
二、框架制作2.1基础制作:根据设计要求,制作集装箱房的基础。
基础通常采用混凝土浇筑而成,需要保证基础的稳定性和承载能力。
2.2立柱安装:将预先制作好的立柱按照设计要求安装在基础上,并确保垂直度和稳定性。
2.3横梁安装:将横梁与立柱连接起来,形成完整的框架。
确保所有连接部分牢固可靠。
三、墙体浇筑3.1模具制作:根据设计要求,制作用于墙体浇筑的模具。
模具需要具有一定的强度和刚度,以保证浇筑出来的墙体尺寸准确、表面光滑。
3.2钢筋布置:在模具内布置适量的钢筋,形成墙体的骨架。
钢筋的布置需根据设计要求进行,确保其承载能力和稳定性。
3.3混凝土浇筑:将搅拌好的混凝土倒入模具内,充分振捣并确保混凝土密实。
浇筑过程中需注意防止混凝土表面出现气泡或裂纹。
3.4养护:墙体浇筑完成后,需要进行适当的养护,以保证其强度和稳定性。
养护时间通常为7天左右。
四、屋顶制作4.1支撑和模板安装:在集装箱房框架的上部安装支撑和模板,用于屋顶的浇筑。
支撑和模板需要根据设计要求进行制作和安装,以确保屋顶的形状和尺寸准确。
4.2钢筋布置:在支撑和模板内布置适量的钢筋,形成屋顶的骨架。
钢筋的布置需根据设计要求进行,确保其承载能力和稳定性。
4.3混凝土浇筑:将搅拌好的混凝土倒入支撑和模板内,充分振捣并确保混凝土密实。
浇筑过程中需注意防止混凝土表面出现气泡或裂纹。
4.4养护:屋顶浇筑完成后,需要进行适当的养护,以保证其强度和稳定性。
集装箱的制作技术方案
集装箱的制作技术方案一、防爆集装箱的外形尺寸:长*宽*高=5000*2200*2600mm:1个,集装箱安全负苛SWL为3吨,要求提供中国船级社CCSI的检验证书,以及无损探伤、试重检验的相关证书。
(含CCSI)检验证书)。
防爆等级I级。
二、集装箱的制作工艺要求:1、基本结构形式为:四周由结构梁围成框架,外设大波纹板,顶部设置吊耳。
2、底框和顶部门框全部采用16#国标槽钢制作,包括底部的叉车槽。
3、顶部框架除门框外采用14#国标槽钢制作。
4、前后立柱采用6mm厚的钢板标准压型件,门立柱两边外框采用100#国标方钢管。
a.) 大门采用标准2000mm*1000mm304不锈钢板材料防火门,门整体凹进去50mm左右,防止吊装过程中碰撞损坏。
b.) 逃生门采用标准850mm*750mm304不锈钢板材料制作,门整体凹进去50mm左右,防止吊装过程中碰撞损坏。
c.) 440V/60HZ电源进线孔处,采用防雨保护设计。
5、箱体的八个角均采用标准集装箱角配件。
6、底盘a) 边框在正面门口槽钢槽向内,其余三面槽钢槽向外。
b) 边框纵向及横向的中间位置各设置二道加强结构。
c) 底盘四面在各面中心位置开叉孔,叉车槽不应破坏底盘承载结构的连续性和完整性,否则应对叉口处进行局部加强,各面和两叉车槽孔边距离为800mm,正面的叉车槽孔加焊60mm的防撞块。
d) 底板采用6mm厚的钢板制作,与底框槽钢的焊接处按CCSI要求满焊。
7、顶部a) 顶内框采用40*40*4mm的方通制作成内支撑框架,纵向设置二道、横向设置三道的支撑结构,中间设计成稍有拱形,以利排水防漏;b) 顶板采用3mm厚钢板,顶板与顶框架槽钢、角配件的焊接处内外均要求满焊,与顶内框的方通的焊拉处亦按SSCI要求焊满;c) 门上方的顶板伸出与角配件平齐,作为挡雨的门缘。
8、外板采用3mm厚的大波纹瓦愣钢板竖向制作,与顶框架、底框架的槽钢,以及角配件的焊接处内外均按CCSI要求焊满,波纹板之间的连接内外均要求为自动焊的满焊。
最新集装箱制作技术要求书

集装箱制作技术要求书一、概述我公司预定制6米x3米x2.9米的集装箱23个,作为生活楼使用,其中办公室2间,会议室1间,六人间14间,两人间2间,洗簌间2间,厕所2间。
二、结构预制形式集装箱底部主梁为C22a槽钢,中间横梁为L100x63x5角钢;角柱采用6mm厚折弯角柱和SHS100x100x6方管;顶梁为SHS100x100x6的方钢管,中间横梁为L100x63x5角钢;集装箱四周采用2mm厚的瓦楞板,顶板采用2mm厚的平板,底板采用5mm厚的平板;八个角加八个标准集装箱角件用于组对时的吊装、就位及固定。
具体结构形式请参见附件图纸,集装箱因使用部位及功能不同,请严格按照图纸施工。
图纸请以我公司设计提供供建造版本为准。
(招标图纸不作为施工图纸)三、技术要求1、集装箱结构应坚固并具有水密性;2、集装箱应有平坦的底部,在底部下面应无凸出部分,各侧梁和底脚件的下表面应与箱体底面齐平;3、集装箱必须有足够的强度,在由角件吊装后不能出现任何影响使用的永久性变形和异状;4、与上下角件连接的角柱两端应开45°坡口,坡口深度≥3mm;5、焊缝表面应成型均匀、致密,向母材过渡平滑,无裂缝和过大余高,以及不应有焊瘤、弧坑和咬边等缺陷存在;6、角柱与角件连接的角焊缝不应超出集装箱各顶点角件外表面所围成的平面;7、集装箱的任何部分均不应超越各角件相应外表面所形成的界限;8、集装箱板材厚度公差为0~0.19mm;9、单个集装箱尺寸公差范围为:长宽高±3mm;10、集装箱上下顶面和侧面上两对角的角件吊孔中心距公差为±5mm,两端面上两对角的角件吊孔中心距偏差不得大于±5mm;11、角柱垂直度公差为1/1000,小于3mm;12、底板上任意两点间的高差小于5mm,任意1平米内2点高差小于3mm。
四、检验要求1、生产过程中的检查其中包括:尺寸检查、下料加工检查、装配质量检查、焊接质量检查。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
集装箱的制作技术方案
集装箱是一种用于运输货物的大型金属箱体结构。
它的重要性在于提
供了方便、高效、安全的货物运输方式。
制作高质量的集装箱需要采用一
系列的技术方案。
本文将介绍集装箱的制作技术方案。
首先是集装箱的结构设计。
集装箱基本上由底板、柱、壁板、顶板和
门组成。
底板通常采用两层钢板,中间填充木质材料以增加强度。
柱和壁
板则采用厚度较大的钢板,通过焊接方式固定在底板上。
顶板一般也是由
两层钢板组成并和其他部分焊接连接。
门则通过铰链和锁具与集装箱相连接。
结构设计需要考虑到强度、稳定性、密封性以及负荷能力等因素。
其次是集装箱的生产工艺。
集装箱通常采用钢材为主要材料进行制作。
生产的第一步是切割和成型。
通过使用切割机械,将钢材切割成所需尺寸。
然后,将钢板通过冷弯、滚压等方式成型为底板、柱、壁板和顶板。
接下
来是焊接和拼装。
使用焊接机械将各部件焊接在一起,形成集装箱的骨架。
最后,对集装箱进行表面处理,如除锈、喷涂防腐漆等,以增加其防腐蚀
性能和耐用性。
然后是集装箱的质量检测。
质量检测是确保集装箱的质量和安全性的
重要环节。
常用的质量检测包括外观检查、尺寸检查、焊接检查和质量试
验等。
外观检查主要检查表面有无腐蚀、变形、划痕等。
尺寸检查用来确
保集装箱的尺寸符合规定标准。
焊接检查用于检查焊缝的质量和完整性。
质量试验包括静载试验、堆码试验、水密性试验等,检验集装箱的负荷能
力和密封性能。
最后是集装箱的装备和配件。
集装箱通常需要配备一系列的装备和配件,以提供更便捷、高效的货物运输服务。
常见的装备和配件包括吊装环、
封口设备(铅封锤、铅封钳)、挂锁、封条、门锁等。
这些装备和配件的选用需要考虑到使用的方便性、安全性、耐用性等因素。
总结起来,集装箱的制作技术方案包括结构设计、生产工艺、质量检测和装备配件等。
通过合理的技术方案,可以制作出高质量、可靠的集装箱,为货物运输提供可靠的保障。