IMD印刷工艺
IMD工艺简介

IMD工艺简介1,IMD工艺简介IMD即模内覆膜技术,又叫模内镶件注塑成型装饰技术,即IMD (In-Mole Decoratiom)。
IMD就是将已印刷成型好的装饰片材放入注塑模内,然后将树脂注射在成型片材的背面,使树脂与片材接合成一体固化成型的技术。
IMD是在注射成型的同时进行镶件加饰的技术,产品是和装饰承印材覆合成为一体,对立体状的成形品全体可进行加饰印刷,使产品达到装饰性与功能性于一身的效果。
IMD是目前国际风行的表面装饰技术,主要用于家电产品的装饰及功能控制面板,汽车仪表盘、空调面板,手机按键、外壳、视窗镜片等应用非常广泛。
IMD与IML,IMR及传统产品的比较传统注塑产品:1、需要有喷漆或电镀等二次加工的过程(增加成本和造成污染)2、油墨等在产品的表面,时间一长的话就会被磨花或刮伤(降低产品的整体质量和外观效果)3、注塑成型后进行后续工作,造成良率下降等IMD模内装饰工艺产品:1、降低成本与时工要。
IMD制程中只需要开一套模具,不像其他老替代制程需开多套模具,降低系统成本与库存成本。
2、制程简化。
有一次注塑成型的工法,将成型与装饰同时达成,降低成本与工时,可稳定生产。
3、产品的稳定性和耐久性。
由于油墨是在片材和注塑料之间,立体成型增加了设计的自由度,图文、色彩在塑料夹层中,耐磨损及抗腐蚀,且色彩亮丽,印刷图案随时变更而无须更换模具。
4、3D复杂形状设计和多样化风格。
图案,颜色,字体,LOGO 是丝印或网印印刷载频面的片材上,成型为3D形状,可以依客户需求创造金属电镀或天然材质特殊式样。
一些效果是电镀喷漆所达不到的。
5、良率高。
高压成型只有下模,没有上模。
成型过程中不接触片材,不会污染片材。
6、适合做3D产品和高拉伸产品。
高压成型可以拉伸的高度有25厘米。
7、薄膜厚度的变化不用改变成型模等。
薄膜片材可以是皮革,置绒等,提高产品的档次和质量。
IMR(即日本的IMD)转印:1、产品表面没有一层保护模,不能防腐蚀和防刮。
IMD工艺流程

IMD工艺流程IMD(In Mould Decoration)是将已印刷好图案的膜片放入金属模具(molud)内,将成形用的树脂注入金属模内与膜片接合,使印刷有图案的膜片与树脂形成一体而固化成产品的一种成形方法。
该工艺具有表面耐腐蚀、耐磨、不脱落、色彩鲜艳、颜色图案可随时更换、表面装饰效果极佳等优点,广泛应用于手机、MP3、家电、仪器仪表等产品的表面装饰。
IMD定义:I IMD解释:IMD的中文名称:模内装饰技术,英文名称:In-Mold Decoration,IMD是目前国际风行的表面装饰技术,表面硬化透明薄膜,中间印刷图案层,背面注塑层,油墨中间,可使产品防止表面被刮花和耐磨擦,并可长期保持颜色的鲜明不易退色。
IMD包含IML,IMF,IMR IML:IN MOLDING LABEL ﹝无拉伸,曲面小,用于2D产品﹞IMF:IN MOLDING FILM ﹝适合高拉伸产品,3D 产品﹞IMR:IN MOLDING ROLLER ﹝产品表面薄膜去掉,只留下油墨在产品表面。
)IML,IMF与IMR区别(表面是否留下一层薄膜)传统的塑料加工技术已渐渐无法满足新时代的需求,轻、薄、短小的消费性电子产品及环保意识的抬头,IMD技术就是在这个基础上应运而生。
由於(IMD) 之优点适合於3C、家电、LOGO铭板及汽车零件之塑料产品,特别是目前流行的手机外壳及各式仪表面板。
世界各先进厂商如德国Bayer、美国GE、均全面在开发此制程。
页脚内容1(IMD)模内装饰是一种相对新的自动化生产工艺,与其他工艺相比(IMD)能减化生产步骤和减少拆件组成部件,因此能快速生产节省时间和成本,同时还具有提高质量,增加图像的复杂性和提高产品耐久性优点应用在产品外观上,(IMD)是目前最有效率的方法,它是在薄膜表面上施以印刷、高压成型、冲切,最後与塑料结合成型,免除二次作业程序及其人力工时,尤其一般在需背光、多曲面、仿金属、发线处理、逻辑光纹、肋骨干涉...等印刷喷漆制程无法处理的时候,更是使用IMD制程的时机。
水转印、IMD、INS工艺比较
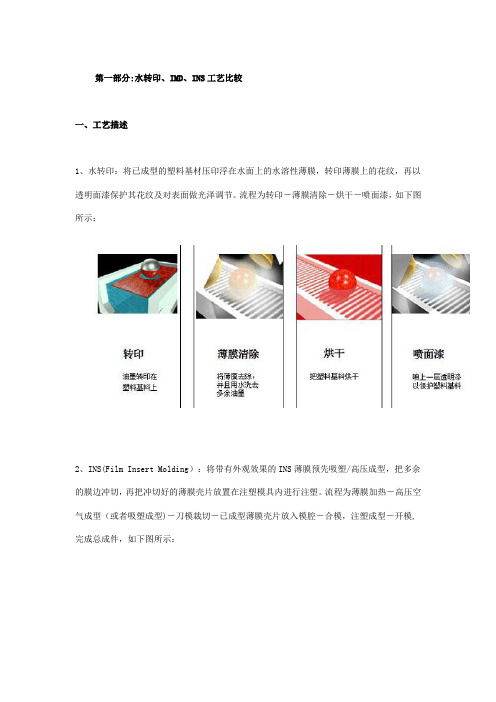
第一部分:水转印、IMD、INS工艺比较
一、工艺描述
1、水转印:将已成型的塑料基材压印浮在水面上的水溶性薄膜,转印薄膜上的花纹,再以透明面漆保护其花纹及对表面做光泽调节。
流程为转印-薄膜清除-烘干-喷面漆,如下图所示:
2、INS(Film Insert Molding):将带有外观效果的INS薄膜预先吸塑/高压成型,把多余的膜边冲切,再把冲切好的薄膜壳片放置在注塑模具内进行注塑。
流程为薄膜加热-高压空气成型(或者吸塑成型)-刀模裁切-已成型薄膜壳片放入模腔-合模,注塑成型-开模,完成总成件,如下图所示:
3、IMD(In—Mold Decoration):带有外观效果的IMD薄膜(圈材)被安装在输膜机上,而输膜机则固定在注塑机上,在注塑开模时让薄膜输进模具中间,合模后让胶料注射,让薄膜贴覆在模具上同时与胶料成型。
流程为薄膜输送-薄膜定位,取模件-注塑成型-后处理,清理飞边,如下图所示:。
汽车制造IMD、INS工艺概述

好,外观效果显著,在汽车行业应用范围很广,装饰效果较好,但 是需要投入专用设备及模具,精度较高,成本较高。
由于该技绿色环保、自动化程度高,不会产生飞边披峰等等 特点,现已经在家电,3C、汽车等等产品中广泛应用。
二
IMD工艺流程
1)送膜机送膜到指定位置
2)固定膜片
3)合模注塑
4)开模取件(膜片图案 已转移到塑件表面)
三
INS工艺流程
1)薄膜加热
2)高压空气成型(或者吸 塑成型)
3)刀模裁切
4)已成型薄膜壳片放入 模腔-合模
1.需专用设备及专 用模具; 2.无高拉深; 3.受形状结构限制 比较大等。
六
标杆车IMD应用
宝马X5 2011款
宝马X6 2010款
奥迪Q5 2012款
奥迪A8L 2011款
七
总结及规划
1.XX车型仪表板装饰条及门护板装饰条上已应用IMD表面处理技术 (如上图),后续将进行切换。 2.CH071车型门护板装饰条已确定应用IMD表面处理技术。
汽车制造IMD、INS工艺
一 工艺介绍
IMD全称为IN MOULD DIRECDION,即模内装饰技术的首音 简称。
IMD-TR全称Transfer-Print,即转移印刷术。
INS全称为Film Insert Molding。将带有外观效果的INS薄膜 预先吸塑/高压成型,把多余的膜边冲切,再把冲切好的薄膜壳片放 置在注塑模具内进行注塑。
5)合模注塑
6)开模取件
四
应用范围
由于其特有的工艺特性,此 工艺已经在汽车行业内得到广泛 的应用,如汽车的车标,门板装 饰条,IP板装饰条,迎宾板,空 调出风口,DVD面板,出风口面 板,烟灰箱盖板,排挡面板等等。
imd工艺案例

imd工艺案例
IMD(IML、IMR、IMF)是一种模内装饰工艺,将印刷完成的薄膜利用不同型式置入模具,经射出成型后,得到具有印刷质感之成型产品。
以下是IMD工艺的一个案例:
产品:车用烟灰盒装饰件
在塑件的结构上,要求外观整洁美观,不能有污点及微尘,表面不能有缺陷或缩影。
在制造过程中,薄膜成型模具的设计是模内注射是否成功的关键。
工艺流程:
1. 裁料:将印刷完成的薄膜裁剪成适当的大小和形状。
2. 平面印刷:在薄膜表面进行平面印刷,以增加美观和辨识度。
3. 油墨干燥固定:确保油墨在薄膜表面固定,不会在后续的加工过程中脱落或变形。
4. 贴保护膜:在印刷完成的薄膜表面贴上一层保护膜,以防止在加工过程中对表面造成损伤。
5. 冲定位孔:在薄膜上冲出定位孔,以确保在置入模具时能够准确对位。
6. 热成型:将印刷完成的薄膜加热并放入模具中,利用热压成型技术将其成型为所需的产品形状。
7. 剪切外围形状:根据产品要求,将多余的边缘部分剪切掉,使产品更加整洁美观。
8. 材料注塑成型:将已成型的薄膜放入注塑模具中,注入塑料材料进行注塑成型,得到最终的成型产品。
通过以上工艺流程,可以得到具有印刷质感的车用烟灰盒装饰件。
这种工艺不仅可以提高产品的美观度和辨识度,还可以增强产品的耐用性和抗刮性。
以上内容仅供参考,建议查阅专业书籍或咨询专业人士以获取更准确的信息。
IMD工艺流程

IMD工艺流程IMD(In Mould Decoration)是将已印刷好图案的膜片放入金属模具(molud)内,将成形用的树脂注入金属模内与膜片接合,使印刷有图案的膜片与树脂形成一体而固化成产品的一种成形方法。
该工艺具有表面耐腐蚀、耐磨、不脱落、色彩鲜艳、颜色图案可随时更换、表面装饰效果极佳等优点,广泛应用于手机、MP3、家电、仪器仪表等产品的表面装饰。
IMD工艺流程介绍如下:IMD工艺主要由下列几部分过程-油墨和印刷技术-成型工艺-冲床和切割-背部注塑每一个过程即独立,又要相互最佳紧密连接一、工艺设计1、工件形状设计2、模具设计3、注塑口设计:注塑口的种类、位置、数量等二、工艺选择:1、根据产品要求适当片材的材质、厚度及油墨的类型(UV或溶剂)。
2、根据片材材质选择适当系列的专用IMD油墨,如溶剂型的选择宝龙品牌:普通PC片材选择Noriphan HTR系列薄型PC片材选择Noriphan N2K系列PET片材选择Noripet 系列PMMA片材选择Noricryl系列3、根据油墨类型如溶剂型或UV,选用合适的干燥方式及干燥设备。
三、过程:1、菲林输出、制版:根据图文要求选择合适的丝网、感光浆或菲林。
2、印刷:油墨充分搅拌,取适量油墨----按比例加入食粮稀释机----印刷(影响油墨印刷的参数:网版质量、刮刀速度及硬度等)3、干燥方法和条件(以宝龙HTR系列油墨为例):A、三段式干燥(第一段为70 C,第二段为70-90 C,第三段为室温,传送带速度3-7米/分钟)B、后补干燥:放置在晾架上入烘箱中干燥,烘箱空气流通及空气交换良好,温度为70-90C 1-5个小时。
4、成型:金属模成型、真空成型、高压成型等5、剪切:与成型模、注塑模的匹配6、注塑:根据需求选择注塑料,根据注塑料选择不同的注塑温度。
IMD工艺流程应用注意参数:影响IMD工艺的参数有50多种,其中主要参数有如下:-工件设计-片材的选择-稀释剂/硬化剂加入量-油墨干燥-印刷及注塑间停留时间-注塑口-注塑温度-热塑性塑料选择-热塑性塑料的流平性-注塑压力-循环周期-机械工具温度IMD工艺中的每一过程步骤都很重要,每一步骤的成功及紧密结合才能做好的IMD工件IMD成型生産的效率我認爲要從兩方面考慮:1.產品結構,如果產品膠位本身較厚,成型周期自然會長,以手機鏡片為例,膠位厚度0.8-1mm,一模4穴周期在15秒較爲正常;2.機器效率:a.成型機器的效率,成型機器及機械手的速度;b.Feeder的傳送速度很關鍵,一般Feeder有兩种功能,“正常功能”,Foil 寬度為120mm,傳送距離以200mm計,一般傳送時間在4-5秒;“三軸聯動功能”,即Foil橫送縱送同時動作,傳送時間可以在3秒内完成;所以,衡量成型效率要考慮設備/產品結構/品質及操作方面因素,IMD生産周期以手機鏡片為例一般不會超過16秒。
IMD油墨工艺说明及印刷工艺参数2010

IMD油墨工艺说明及印刷工艺参数2010-07-17 17:30转载自yaoyunxi ng27最终编辑yaoyun x i ng27一、宝龙IMD油墨工艺说明及印刷工艺参数1、印刷选用90-150目/聚酯网,在耐高温的特殊PC、PET片的背面印上耐高温、附着力好,且柔软性好的德国宝龙油墨公司H TR系列油墨。
2、干燥是在隧道式具有良好通风的干燥机中进行,干燥分三个阶段,先在40度下干燥,在进入80度温区,最后室温冷却。
在40~80温区的烘烧时间为3~8min。
再在90度以下的温度彻底排除残留的溶剂,这一点相当重要,若油墨中残留的溶剂没有排除干净,容易在注塑时油墨向四周扩散,造成飞油或气泡,而且成型时易掉墨,影响油墨的耐候性、耐高温性及其他最终性能。
3、丝网为有色聚酯丝网90~150目/cm,耐溶剂型网版感光涂层。
4、所提供的HTR系列溶剂可以按不同比率混合以达到理想干燥速度。
5、刮刀硬度为70-80肖氏度。
6、印刷黏度调节不当会导致针眼和流平性差,一般彩色油墨稀释剂加入量为油墨重量的20%。
7、承印物表面需进行去污处理,若软片太潮,应先用无水酒精清结软片后干燥。
二、诺固IMD UV油墨工艺说明及印刷工艺参数1、产品特点:柔软性特好、遮盖力好、可成型印刷精细度佳、附着力好、层间附着力好。
2、油墨准备:在使用前彻底搅拌,在大多数情况下可直接进行印刷,如要调整固化结果,可加入049光油。
3、丝网:120-180目/CM低延伸率单丝聚脂丝网,建议丝径31-34μm,丝网张力稳定,为18-25N/CM。
4、网版:直接感光浆或毛细菲林(15-25μ)。
5、刮刀:硬度80的聚胺脂胶刮,要求刮面成型性好。
也可选择60-90度有边或无边的胶刮,但机器胶刮更易于被溶剂腐蚀。
imd覆膜工艺流程
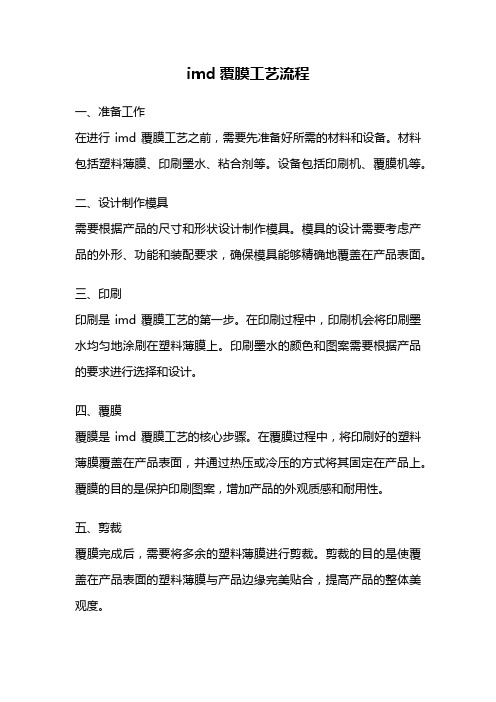
imd覆膜工艺流程一、准备工作在进行imd覆膜工艺之前,需要先准备好所需的材料和设备。
材料包括塑料薄膜、印刷墨水、粘合剂等。
设备包括印刷机、覆膜机等。
二、设计制作模具需要根据产品的尺寸和形状设计制作模具。
模具的设计需要考虑产品的外形、功能和装配要求,确保模具能够精确地覆盖在产品表面。
三、印刷印刷是imd覆膜工艺的第一步。
在印刷过程中,印刷机会将印刷墨水均匀地涂刷在塑料薄膜上。
印刷墨水的颜色和图案需要根据产品的要求进行选择和设计。
四、覆膜覆膜是imd覆膜工艺的核心步骤。
在覆膜过程中,将印刷好的塑料薄膜覆盖在产品表面,并通过热压或冷压的方式将其固定在产品上。
覆膜的目的是保护印刷图案,增加产品的外观质感和耐用性。
五、剪裁覆膜完成后,需要将多余的塑料薄膜进行剪裁。
剪裁的目的是使覆盖在产品表面的塑料薄膜与产品边缘完美贴合,提高产品的整体美观度。
六、成品检验经过剪裁后的产品需要进行成品检验。
检验的内容包括外观质量、印刷图案的清晰度和粘合度等。
只有通过严格的成品检验,才能保证产品的质量和可靠性。
七、包装和出货经过成品检验合格的产品需要进行包装和出货。
包装的方式根据产品的特点和要求进行选择,可以采用盒装、袋装或其他包装方式。
出货时需要对产品进行分类和整理,确保产品能够按时、按量地交付给客户。
总结:通过以上的步骤和流程,imd覆膜工艺可以将印刷图案覆盖在产品表面,提升产品的外观质感和耐用性。
这种工艺技术广泛应用于电子产品、家电产品等领域,为产品的市场竞争力和附加值增加了很大的空间。
同时,imd覆膜工艺也需要高度的精确度和质量控制,以确保每个产品都能够符合客户的要求和期望。
通过不断的技术创新和工艺改进,imd覆膜工艺将会在未来的发展中展现更大的潜力和应用范围。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
过墨体积模拟图
V=(a×b) ×D×(M-1) [ cm3/m2]
邝列展 KLZHAN@
东莞市深芏塑胶科技有限公司(DOD)
影响印刷品质的参数
• 1.印刷室条件( Printing room condition )
温度:22度-24度 湿度:50%-60%
• 2.合适的设备( Equipment suitability )
IMD流程:即是在透明片材上丝印(IMD的丝印油墨),然 后经过注塑形成一个透明基片的过程
不良率最高站别为丝印
邝列展 KLZHAN@
东莞市深芏塑胶科技有限公司(DOD)
3.全自动印刷流程 作业前准备---上片材---上网版---套色--上刮刀/回墨刀---品管检查---上油--试印刷---检查(对色,对图案等)---设定 烤箱---印刷---巡检
邝列展 KLZHAN@
网版的基本知识
东莞市深芏塑胶科技有限公司(DOD)
开度:用来描述丝网孔宽、孔径、网孔大小的重要 参数。实际表示的是网孔的宽度,用丝网的经纬 两线围成的网孔面积的平方根来表示:
O=A1/2=(a×b) 1/2
开口率:亦称丝网通孔率、有效筛选面积、网孔面积 百分比等,即单位面积的丝网内,网孔面积所占 的百分比。
邝列展 KLZHAN@
东莞市深芏塑胶科技有限公司(DOD)
最佳的刮刀压力
邝列展 KLZHAN@
东莞市深芏塑胶科技有限公司(DOD)
大尺寸的刮刀对套色的影响
邝列展 KLZHAN@
东莞市深芏塑胶科技有限公司(DOD)
刮刀长度与网距(离触)对套色的影响
邝列展 KLZHAN@
东莞市深芏塑胶科技有限公司(DOD)
7.人员技术问题
1.网版清洗后未检查网版上是否残留异物; 2.印刷过程随意调节套位导致后几道色套偏严重; 3.品质意识不高,认为不良与己无关; 4.出现异常不能冷静分析真因,错误调机; 5.责任心不强,缺少一颗学习心; 6.部分人员工作不够细心; 7.机械,印刷知识不强;
邝列展 KLZHAN@
东莞市深芏塑胶科技有限公司(DOD)
丝网印刷工艺原理图
邝列展 KLZHAN@
网版的基本知识
东莞市深芏塑胶科技有限公司(DOD)
丝网网版外形
网框外形
邝列展 KLZHAN@
网版的基本知识
东莞市深芏塑胶科技有限公司(DOD)
邝列展 KLZHAN@
点检表
东莞市深芏塑胶科技有限公司(DOD)
Microsoft Excel 工作表
邝列展 KLZHAN@
8.品质意识
东莞市深芏塑胶科技有限公司(DOD)
目标:良品率95%
1.不接受不良 2.不制造不良 3.不流出不良
全员从一开始就应该把正确的事情做好.
东莞市深芏塑胶科技有限公司(DOD)
5.印刷不良现象
全自动 美的 格兰仕 苏泊尔 志高
9月至11月平均不良率 82.50% 半自动 82.84% 美的 83% 格兰仕 80.70% 苏泊尔 81.10% 志高
76.98
9-11月品 质月表
81.63 自动机最大(54%)不良机种为: FZ12和FS50J
邝列展 KLZHAN@
东莞市深芏塑胶科技有限公司(DOD)
9.油墨配色时应注意的问题
A0=(a×b)/[(a+T) ×(b+T)]×100% 屈服点(F0):丝线在拉伸时弹性变形范围内张力数值
的临界点(不可用力过度洗网版)。
网线角度:是指相邻网点中心线与网框边的夹角。
邝列展 KLZHAN@
网版的基本知识
东莞市深芏塑胶科技有限公司(DOD)
丝网的过墨量:在实际印刷中,通过丝网的油墨量受 丝网的材质、性能、规格、油墨的粘度(控制开油 水比例)、颜料及其它成分、承印物的种类、刮刀 的硬度、压力、速度、以及网版与承印物的间隙 (网距)等影响
1.2 适用范围: 主要应用于家电产品的表面装饰及功能性面板,常用在手机 视窗镜片及外壳、洗衣机控制面板、冰箱控制面板、空调控 制面板、汽车仪表盘、电饭煲控制面板多种领域的面板、标 志等外观件上
邝列展 KLZHAN@
2.IMD流程
东莞市深芏塑胶科技有限公司(DOD)
裁料---丝印---油墨干燥固定---检查--贴保护膜---冲定位孔---热成型---剪切 外围形状---材料注塑成型---检查覆膜
邝列展 KLZHAN@
不良原因
东莞市深芏塑胶科技有限公司(DOD)
堵网潜在不良原因(及对策) 1.油墨,网版的灰尘和异物堵塞网孔(清洗网版)。 2.油墨在丝网印版上干燥后而结膜-主要发生于异常停机后
(清洗网版,重新上油) 。 3.油墨的粘度过高影响漏印(调节开油水比例,降低黏度) 。 4.气温较低油墨的流动性差(调节开油水比例,降低黏度) 。 5.印刷油墨中的颗粒较大(反馈供应商改善)
73.1 主要不良为: 套偏、异色(沾网导致)
75.35
邝列展 KLZHAN@
东莞市深芏塑胶科技有限公司(DOD)
主要印刷不良现象
全自动:
套偏,异色印,渗透
半自动:
异色,灰尘,划伤,渗透
邝列展 KLZHAN@
东莞市深芏塑胶科技有限公司(DOD)
不良原因
目数(M):每平方厘米丝网所具有的网孔数目。
丝网产品规格中可以表达目数的单位单位:孔/英 寸或线/英寸。目数一般可以说明丝网的丝与丝之 间的密疏程度。
丝网厚度(D):指丝网表面与底面之间的距离,
一般以毫米或微米计量。丝网在无张力状态下静置 时的测定值。
网孔宽度:
丝网孔径的大小。
丝径(T):
编制丝网的丝线的直径。
套偏不良潜在原因(及对策): 1.材料边缘不齐;(反馈供应商改善) 2.材料宽度不稳定,时大,时小;(增加弹性压边,迫使片材单边
定位) 3.片材定位夹基准设置不良--不成直线;(重新调整基准,开机
前点检) 4.片材定位夹设置不良,过宽/过窄; (重新调整,开机前点检) 5.人为套位不准;(首次套准后,禁止印刷过程调节,印刷过程
内容
1. IMD的定义 2. IMD工艺流程 3. 自动印刷工艺流程 4. 印刷原理 5. 印刷不良现状 6. 不良原因及对策范例 7. 不良习惯 8. IMD 知识了解
邝列展 KLZHAN@
1. IMD定义
东莞市深芏塑胶科技有限公司(DOD)
1.1 定义:
*注塑表面装饰技术即IMD(In-Mold Decoratiom) .IMD产品包含表面硬化透明薄膜,中间印刷图案层,背 面注塑层 .
邝列展 KLZHAN@
不良原因
东莞市深芏塑胶科技有限公司(DOD)
异色印不良潜在原因(及对策): 1.网版有针孔漏油墨于片材上(补网,新开网版) 2.片材粘版,底色沾其它地方,(洗网版,调印刷参数) 3.网版异物堵孔,漏印导致露底色误判为异色印(洗
网版,上油前点检) 4.油墨颜料未搅拌均匀(重新搅拌,上油前点检) 5.油墨有异物(上油前点检) 6.套色不良导致异色
发现偏位,必须仔细分析后方处理) 6.定位光标感应不良(调节追标长度,速度,拉料速度,首次套
准后,禁止印刷过程调节) 7.网距不合理(降低网距,原则上网距一致,及越低越好) 8.网版未固定及不平衡,(重新调节及固定,开机前点检) 9.吸风不良,导致片材晃动(检查吸风) 10.机器不稳定,精度不足(降低印刷速度) 11.刮刀长度,压力(选择适当刮刀,及压力) 12 .片材烘烤后变形(提升预烘温度,烘烤时间等)
尽可能的采用高精度、高可靠性印刷机
• 3.网框的尺寸( Frame size )
使用较大的网框, 不考虑图形大小, 都能轻而易举提高印刷效果
• 4.丝网类型( Fabric type ) • 5.网版张力( Screen tension )
当张力计在5 个检测点上测得的张力变化大于+/-1N/cm ,可能会出现 图纹的扭曲和沉积。
• 6. 图形位置(Image positioning)
邝列展 KLZHAN@YAHOO.COLeabharlann
东莞市深芏塑胶科技有限公司(DOD)
影响印刷品质的参数 • 7.印刷速度(Off-contact) • 8.刮刀压力(Squeegee pressure) • 9.刮刀长度,网距(Squeegee length) • 10.回墨刀长度(Floodcoater length) • 11.刮刀与回墨刀的影响(Squeegee/flood influence)
邝列展 KLZHAN@
东莞市深芏塑胶科技有限公司(DOD)
印刷速度(Off-contact)
由于丝网的纤维 回缩太快,仍有 很多油墨留在丝 网里。
过度使 用“剥离” 也会产 生同样 的现象
油墨断断续续会导致颜色沉积 不均匀和图象扭曲变形。
因为油墨没 有足够的时 间来与基材 吸附,本来 是‘粘接’ 的区域,现 在变成了 ‘剪切’和 ‘回缩’结 合区之后的 现象
邝列展 KLZHAN@
不良原因
东莞市深芏塑胶科技有限公司(DOD)
蹭脏潜在原因: 印刷机与烤箱间的片材过长,油墨未干的片材互相摩擦导
致蹭脏(主要发生于换空卷筒后,卷料速度低于印刷速 度)。 对策:1.降低拉料速度,提升卷料速度; 拉伤潜在原因: 印刷机与烤箱间的片材过短而绷直,导致印刷机压轮压坏 片材(主要发生于卷筒卷满后,卷料速度高于于印刷速 度) 对策:1.提升拉料速度,降低卷料速度; 注意: 烤箱换料后需将烤箱速度调到最大,送料机装料后,烤箱速度 则需调低
邝列展 KLZHAN@
东莞市深芏塑胶科技有限公司(DOD)
印刷时刮刀\ 回墨刀的影响
使用常规油墨进行印刷时,可能产生的效果等级: 1 (最少)—— 5 (最多)
邝列展 KLZHAN@