润滑油切削油
切削油配方

切削油配方1. 引言切削油是在金属切削加工过程中起到润滑和冷却作用的重要润滑剂。
合理的切削油配方可以提高切削过程的效率和表面质量,延长切削工具的使用寿命,并减少切削过程中产生的废弃物。
本文将介绍切削油的组成成分,常见的切削油配方以及它们的应用。
2. 切削油的组成成分切削油主要由基础油和添加剂两部分组成。
2.1 基础油切削油的基础油是实现润滑和冷却效果的基础。
常见的切削油基础油有矿物油和合成油两种。
•矿物油:具有较高的稳定性和承载能力,适用于一般的切削过程。
•合成油:具有优异的抗氧化性能和高温稳定性,适用于高速、高温、重负荷的切削过程。
2.2 添加剂为了增强切削油的性能,常常需要添加一些化学添加剂。
•抗乳化剂:防止切削油与水发生乳化,保持切削液的稳定性。
•极压添加剂:提高润滑膜的承载能力,减少摩擦和磨损。
•抗氧化剂:延长切削油的使用寿命,防止氧化变质。
•防锈剂:保护金属切削表面,防止产生氧化层。
3. 常见的切削油配方根据不同切削过程的要求,切削油配方可以有所差异,下面介绍几种常见的切削油配方。
3.1 通用切削油配方•基础油:矿物油或合成油•抗乳化剂:2-5%•极压添加剂:5-8%•抗氧化剂:1-3%•防锈剂:1-3%•辅助添加剂:适量3.2 钢铁材料切削油配方•基础油:矿物油•抗乳化剂:2-5%•极压添加剂:10-15%•抗氧化剂:1-3%•防锈剂:1-3%•辅助添加剂:适量3.3 铝合金材料切削油配方•基础油:合成油•抗乳化剂:2-5%•极压添加剂:5-8%•抗氧化剂:1-3%•防锈剂:1-3%•辅助添加剂:适量4. 切削油的应用根据不同切削过程的需求,切削油的应用也会有所不同。
•一般切削过程:通用切削油配方可满足大多数金属切削的需求。
•高速切削:选择优质的合成油基础油和高性能的添加剂,以提高润滑和冷却效果。
•重载切削:采用添加剂中含有高极压性能的切削油,以提高润滑效果和减少磨损。
•高温切削:使用具有较高稳定性和抗氧化性能的合成油基础油。
切削油用途问题回答
切削油用途切削油是一种用于金属切削加工的润滑剂,它可以在切削过程中减少摩擦和热量,从而提高切削效率和工件质量。
切削油的用途非常广泛,下面我们将详细介绍其主要内容。
一、切削油的种类切削油根据其成分和用途的不同,可以分为多种类型,如水溶性切削液、合成切削液、矿物油切削液等。
其中,水溶性切削液是最常用的一种,它具有良好的冷却性能和润滑性能,可以有效地降低切削温度和摩擦系数,从而提高切削效率和工件质量。
二、切削油的作用1.润滑作用:切削油可以在切削过程中形成一层润滑膜,减少金属之间的摩擦和磨损,从而延长刀具寿命。
2.冷却作用:切削油可以吸收和带走切削过程中产生的热量,降低切削温度,从而减少工件变形和刀具磨损。
3.清洗作用:切削油可以清洗切削过程中产生的金属屑和切屑,防止它们堆积在工件和刀具上,影响切削效率和质量。
4.防锈作用:切削油可以在切削过程中形成一层保护膜,防止金属表面氧化和生锈。
三、切削油的应用领域切削油广泛应用于机械加工、汽车制造、航空航天、电子制造等领域。
在机械加工中,切削油可以用于车削、铣削、钻孔、磨削等工艺,提高加工效率和质量。
在汽车制造中,切削油可以用于发动机零部件的加工和装配,提高零部件的精度和耐用性。
在航空航天中,切削油可以用于航空发动机的加工和维修,提高发动机的性能和寿命。
在电子制造中,切削油可以用于半导体芯片的加工和制造,提高芯片的质量和可靠性。
综上所述,切削油是一种非常重要的润滑剂,它可以在金属切削加工中发挥重要的作用,提高加工效率和质量。
在使用切削油时,需要根据不同的加工工艺和材料选择合适的切削油类型和使用方法,以达到最佳的切削效果。
不锈钢切削油
不锈钢切削油
不锈钢切削油,也叫不锈钢加工油,不锈钢研磨油,钻孔切削油等,也可称:车床车削油,机床切削油,机械切削油,设备切削油,不锈钢润滑油等.本产品由高度精炼矿物油配合极压剂、润滑剂、活性硫复合剂制成,中等粘度,具有较高的极压性能,有效降低切削的温度和油雾的产生,延长刀具寿命,提高产品的光洁度(如不锈钢手表表壳,特别适用于316材质手表行业的切削加工)
一、不锈钢切削油参数:
二、不锈钢切削油相关推荐:
三、不锈钢切削油知识分享:
切削液是如何测试其腐蚀性的
其实这个过程也非常简单,首先准备好一块尺寸合适的铝合金材料和一杯装好新配置的铝合金切削液。
然后将铝合金材料放在杯子中,使材料完全被切削液所覆盖,再加上玻璃盖子放在55摄氏度左右的恒温箱里面,才在规定好的时间内取出来,管材铝合金材料上颜色
的变化。
工业油分类

工业油分类工业油是一种广泛应用于各个工业领域的润滑剂,它可以减少机械设备的磨损和摩擦,提高工作效率,延长设备的使用寿命。
根据不同的用途和性能要求,工业油可以分为多个分类。
第一类是润滑油。
润滑油主要用于润滑机械设备的各个运动部件,减少摩擦和磨损。
根据黏度的不同,润滑油可以分为高黏度和低黏度两种。
高黏度润滑油适用于高负载和高温环境下的设备,如齿轮箱和重型机械。
低黏度润滑油适用于低负载和低温环境下的设备,如轻型机械和精密仪器。
第二类是冷却油。
冷却油主要用于冷却机械设备的热量,防止设备过热损坏。
根据冷却效果的不同,冷却油可以分为传导冷却油和对流冷却油。
传导冷却油通过直接接触设备表面,将热量传导到外部环境。
对流冷却油通过循环流动,将热量带走。
冷却油的选择要根据设备的工作温度和散热要求来确定。
第三类是绝缘油。
绝缘油主要用于绝缘电气设备,防止电流外泄和短路。
绝缘油的性能要求较高,主要包括绝缘性能、热稳定性和抗氧化性能。
常见的绝缘油有矿物绝缘油和合成绝缘油,其中合成绝缘油的性能更优越,适用于高压和高温环境下的设备。
第四类是防锈油。
防锈油主要用于防止金属设备被氧化和腐蚀。
防锈油可以形成一层保护膜,隔绝金属表面和外部环境的接触,防止水分和氧气的侵蚀。
防锈油的选择要考虑金属的种类和使用环境的湿度。
第五类是清洗油。
清洗油主要用于清洁机械设备表面的污垢和沉积物。
清洗油可以溶解各种污垢,快速清洁设备表面,并具有良好的蒸发性,不会在设备表面留下残留物。
清洗油的选择要考虑清洗效果和对设备材料的腐蚀性。
第六类是压缩油。
压缩油主要用于润滑压缩机的运动部件,减少机械损耗和能量消耗。
压缩油要求具有较高的黏度和耐热性能,以适应高温和高压的工作环境。
压缩油的选择要根据压缩机的类型和工作条件来确定。
第七类是切削油。
切削油主要用于金属切削和加工过程中的润滑和冷却,以减少刀具磨损和提高加工质量。
切削油可以分为水溶性切削油和油溶性切削油两种。
水溶性切削油适用于大面积切削和高速切削,油溶性切削油适用于重载切削和重负荷切削。
机械加工各类油的管理制度
机械加工各类油的管理制度一、引言随着工业发展的进步和机械加工技术的不断提高,对各类油品的管理也变得越来越重要。
机械加工中使用的润滑油、切削油、防锈油等不同种类的油品,直接关系到设备的正常运行和产品的质量。
因此,建立科学的机械加工各类油管理制度,对于确保生产的安全性、高效性和稳定性具有重要意义。
二、管理目标1.确保车间设备正常运行,避免因润滑不当而产生的故障;2.提高机械加工过程中的效率和质量,降低生产成本,提高市场竞争力;3.确保操作人员的劳动保护,降低机械加工过程中的危险因素;4.加强油品的使用管理,保护环境,促进企业的可持续发展。
三、油品的采购管理1. 工作人员应该根据设备的需要和使用要求,定期制定油品的采购计划。
在油品采购过程中,应对供应商的信誉、质量和价格进行全面考察,确保购买到合格的油品。
2. 在采购的过程中要关注润滑油、切削油和防锈油的品种和规格,保证采购到正确种类的油品,以防止因误用而造成设备故障和产品质量问题。
3. 严禁采购非正规渠道的油品,以免使用劣质油品影响生产效率和产品质量。
四、油品的存储管理1. 安排专人负责油品的存储和管理工作,确保油品的储存环境干燥、通风、避免阳光直射,远离火源,防止发生火灾事故。
2. 在油品存储区域内,应设置标志,明确标明油品的种类、品牌、生产日期和有效期,保证油品的使用规范和及时更换。
3. 对不同种类的油品要进行分类存放,避免混淆使用。
4. 对油品的库存量进行定期盘点,及时采购和更换。
五、油品的使用管理1. 在机械加工过程中,应根据设备要求和工艺要求合理选择润滑油、切削油和防锈油,并确保相对应的油品按使用规范添加并持续保持油品清洁。
2. 润滑油、切削油和防锈油的使用应遵循标准操作流程,防止因误操作而造成机械设备故障和产品质量问题。
3. 对于过期的油品,应立即停止使用,并按照相应的处理流程进行处理,以防止因油品质量问题而引起的设备故障和质量问题。
4. 严格控制油品的使用量,避免浪费和过度使用。
工业油的种类和用途价格

工业油的种类和用途价格工业油是指用于工业生产和加工过程中的润滑、冷却、防锈等目的的一类润滑油。
根据不同的用途和特性,工业油可以分为润滑油、液压油、切削油、防锈油、变压器油等多种种类。
每种工业油都有其特定的用途和适用领域,并且价格也因种类、品牌、规格而有所不同。
首先,润滑油是工业生产中广泛使用的一种工业油,它的主要作用是减少机械运动部件之间的摩擦,降低磨损和热量,在机械设备运行稳定过程中填充摆动部分的缺口,冷却润滑工件,同时带出切屑,以提高加工质量和效率。
润滑油的种类繁多,包括轴承润滑脂、齿轮油、空气压缩机油、导轨油等。
润滑油价格因品牌、粘度等因素而异,一般在10-50元/升不等。
其次,液压油是用于工业液压设备中的一种工业油。
液压油主要用于传动和控制液压设备执行机构,起到传力、传动、传递动力的作用。
液压油在工业生产中起着至关重要的作用,因此其质量和性能要求较高。
液压油价格一般在15-60元/升之间。
切削油是用于金属切削和加工过程中的一种工业油。
切削油主要用于降低金属材料在切削过程中的摩擦阻力,提高切削表面的光洁度和加工效率。
切削油通常分为乳化切削油和合成切削油两种类型,价格在10-80元/升之间。
防锈油是用于对金属表面起防锈保护作用的一种工业油。
防锈油主要用于对金属制品进行防锈处理,防止金属制品受潮氧化,保持其光亮度和表面质量。
防锈油价格在10-50元/升之间。
变压器油是用于电力变压器和其他电气设备的一种绝缘工业油。
变压器油的主要作用是绝缘和冷却,防止电力设备因电介质击穿而损坏。
变压器油价格在20-100元/升之间。
需要注意的是,工业油的价格还受到市场供求、原材料成本、生产技术等因素的影响,因此价格有一定的浮动性。
此外,不同品牌的工业油其价格差异也比较大,一般来说,知名品牌的工业油价格会高于一般品牌的工业油。
总的来说,工业油的种类繁多,每种工业油都有其特定的用途和适用领域。
在选择工业油时,需要根据具体设备和工艺要求来进行选择,同时也需要考虑价格和性价比。
切削油与切削液区别,加工过程中使用切削油、切削液的区别
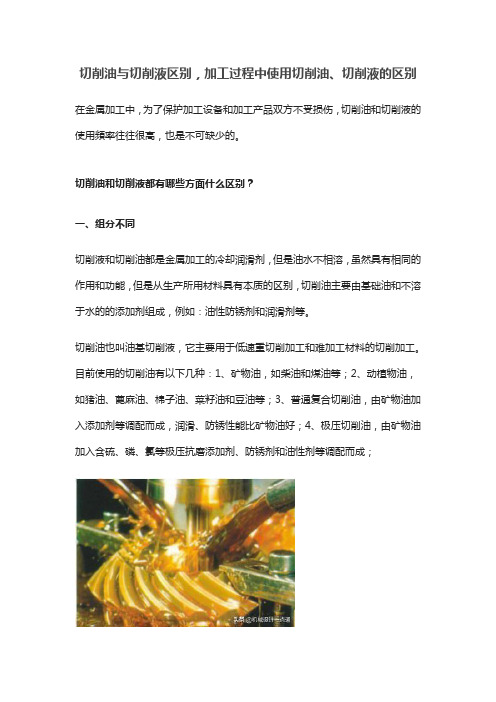
切削油与切削液区别,加工过程中使用切削油、切削液的区别在金属加工中,为了保护加工设备和加工产品双方不受损伤,切削油和切削液的使用頻率往往很高,也是不可缺少的。
切削油和切削液都有哪些方面什么区别?一、组分不同切削液和切削油都是金属加工的冷却润滑剂,但是油水不相溶,虽然具有相同的作用和功能,但是从生产所用材料具有本质的区别,切削油主要由基础油和不溶于水的的添加剂组成,例如:油性防锈剂和润滑剂等。
切削油也叫油基切削液,它主要用于低速重切削加工和难加工材料的切削加工。
目前使用的切削油有以下几种:1、矿物油,如柴油和煤油等;2、动植物油,如猪油、蓖麻油、棉子油、菜籽油和豆油等;3、普通复合切削油,由矿物油加入添加剂等调配而成,润滑、防锈性能比矿物油好;4、极压切削油,由矿物油加入含硫、磷、氯等极压抗磨添加剂、防锈剂和油性剂等调配而成;切削液主要组分是水,并加入水溶性防锈剂,润滑剂,耦合剂,杀菌剂,清洗剂等,从组成上看切削油组分简单,切削液组分复杂。
二、使用性能上不同具体表现为切削油润滑防锈性能好,因此在使用性能上切削油一般用于精加工,切削液清洗冷却性能好,切削液主要用于需要冷却性能好的高速加工和粗加工。
三、使用过程中的维护不同切削油根据消耗情况补加新油即可。
切削液在使用过程中非常容易腐败变质,产生难闻的气味。
所以使用过程中随时随时注意浓度和PH值变化,补加原液和水。
四、使用成本上的区别切削液在使用过程中要用水稀释10-20倍。
切削油是直接使用,因此切削液的使用成本要低于切削油,为了克服切削液和切削油的缺点和发挥他们各自的优点,通过使用乳化剂把不相溶的油水有机结合在一起,就产生了新的金属加工液乳化油。
切削油的润滑性能好,但冷却性能差。
切削液与切削油相比,润滑性能相对较差,冷却性能较好。
切削速度低于30m/分钟,用切削油(含有极压抗磨剂的切削油)。
当切削速度高于30m/分钟在高速切削阶段时,由于发热量大,切削油的传热效果差,会使切削区的温度过高,会出现切削油产生烟雾和起火等现象,直接影响工件的加工精度,故一般使用水基切削液。
切削油安全操作及保养规程

切削油安全操作及保养规程随着工业的发展,机械加工已经成为现代工业中不可或缺的一部分。
在机械加工中,切削油是非常重要的辅助材料。
它可以起到冷却、润滑、清洗等作用,保证机床的正常工作。
但是,切削油的使用也存在一些安全隐患。
本文将详细介绍切削油的安全操作及保养规程。
1. 切削油的成分和分类切削油是由多种元素配制而成的复杂物质,主要由基础油和添加剂组成。
基础油的类型有矿物油、合成油、生物油等。
添加剂包括防锈剂、抗氧化剂、抗磨剂等。
根据不同的工艺要求和机床要求,需要选择不同类型的切削油。
根据切削油的基础油性质和适用环境不同,切削油可以分为以下几类:(1) 矿物油切削液矿物油切削液是由重质、粘度高、含硫、含铁等物质丰富的石油基础油与能够提高粘度、降低热量、改善机械加工质量等效果的添加剂配制而成。
(2) 合成切削液合成切削液是由雪佛龙油、轻质酚醛树脂等为原料的合成物制成的。
其优点是粘度小,不飞溅,不污染环境。
(3) 微润滑油切削液微润滑油切削液也称为无润滑切削液,是近年来发展起来的一种节能型新型切削液。
主要成分是大分子量有机碳水化合物,它与金属表面反应生成一层防腐蚀膜,具有极好的润滑性能,可有效减少工件表面毛刺、毛边,降低铣削、切削时噪声和共振现象,同时减小工件热变形和润滑油对机床室温影响。
2. 切削油的安全操作规程(1) 操作前的准备工作在操作前,需要根据不同的工艺要求和机床的要求选择对应的切削液,并准备储存和搬运切削液所需的相关设备和工具。
在搬运时,需要注意切削液的包装是否完好,并采取防止翻倒的措施。
(2) 操作过程中的安全措施在操作过程中,应严格按照相关的安全规程进行操作。
首先,要保持工作场所的清洁,避免滑倒和废弃材料引起的火灾等事故。
其次,当使用切削油时,需要注意液体是否漏出,特别是使用涌流式液压套筒时,必须保证切削液无渗漏。
最后,在切削工件时,要注意避免废气中的切屑和切削液对身体的伤害。
(3) 切削油的储存和处理在长期储存和处理切削油时,需要注意以下几点:储存•切削油的储存环境应干燥、通风。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
润滑:减少摩擦、磨损
改善刀具寿命、工件表面质量 降低摩擦力和能耗
清洗:带走切屑
防锈:保护“新”加工表面
刀具和工件热量分布
切屑
刀具:15% 工件
灰口铸铁 铸铁 白口铸铁
普通灰口铸铁 可锻铸铁 球墨铸铁
黑色金属
碳素钢
碳素结构钢 优质碳素结构钢 碳素工具钢 低合金结构钢 渗碳钢 合金结构钢 调质钢 弹簧钢 滚动轴承钢 刃具钢 合金工具钢 模具钢 量具钢 不锈钢 特殊性能钢 耐热钢 耐磨钢 其它
性能指标 类型 产品名称
粘度 (40° C, 2 mm /s) 闪点(开 口,° C)
应用说明
ACO-12
10-15
≥140
含氯、硫的高极压切削油。适用于黑色 金属,精磨、珩磨、深孔钻及剃齿等轻 负荷加工。
含氯、硫的高极压切削油。适用于不锈 钢、黑色金属,螺纹、车、研磨、铣、 钻孔、镗孔、拉削及滚齿等中、重负荷 加工。 含氯、硫的高极压切削油。适用于高合 金钢、超合金钢和不锈钢等难加工金属 的攻丝、铣、铰、镗、拉削等超重负荷 加工方式。
延长切削液的使用寿命
优秀的抗乳化性,及卓越的与切削液分离特 性,让导轨润滑油很容易地与切削液分离开 来,从而使切削液减少因润滑油污染而引起 的细菌生长。
抗磨液压/导轨两用油
一品两用的液压系统/机床导轨润滑油(ISO 32 、68),其FZG(A/8.3/90)试验载荷级 别高达10级以上,有效地降低导轨及液压 元件的磨损,并减少库存品种。
Timken OK 载荷 kg
粘度mm^2/s@40 ℃ 粘度mm^2/s@100 ℃ 粘度指数
31.8
68 8.8 101
31.8
100 11.4 100
31.8
150 14.9 99
34
220 19.2 98
34
320 24.4 97
工业齿轮油ASG
ISO级别 (原)AGMA润滑剂级 别 David Brown级别 FZG 载荷级别 倾点 ℃ Timken OK 载荷 kg 粘度mm^2/s@40 ℃ 粘度mm^2/s@100 ℃ 粘度指数 460 7EP 7E 12 -15 34.0 439 29.8 96 680 8EP 8E 12 -12 34.0 650 36.5 91 1000 8AEP -12 -3 34.0 955 44.0 85 3200 10EP -12 0 34.0 3050 ---
减少故障停机
抗磨损极压添加剂系统,即使在重载荷下也 能形成有效的保护膜层,从而防止导轨和滑 轨的划伤,有效的防锈防腐蚀剂防止机场零 部件不受腐蚀。
减少润滑剂流失
特别的粘附性添加剂,防止润滑剂从润滑面 尤其是从竖直滑轨面上流失掉。此外,优越 的粘附性及高强度的润滑膜,不仅在重载荷 滑轨上不易被挤掉,而且还能防止被乳化切 削液冲洗掉。
传动轴和万向节
材料: 钢,铸铁 加工工艺: 万向节十字头: 车,磨 万向节滚针: 车,磨
推荐产品:切削油ACO-32,ACO-12
等速联轴节
材料: 钢 加工工艺: CVJ内表面:研磨(关键点) 推荐产品: 切削油ACO-32(CVJ内表面研磨)
Engine
Out-bound joint
In-bound joint
加工工艺: 研磨
推荐产品:切削油ACO-32
钢板研磨油
材料: 不锈钢 加工工艺: 钢板表面研磨
推荐产品:切削油 ACO-60
水 杂质/过滤 杂油 检测 粘度,水含量,闪点,总酸值,外观,润滑性能
Out-bound joint
工业减速器
材料: 齿轮组件:合金钢 加工工艺 – 齿轮: 车削、滚齿、插齿、剃齿、磨齿等 推荐产品:切削油ACO-12、AC0-32
设备及机床关键零部件
主轴 材料: 合金钢 加工工艺: 研磨 深孔钻
推荐产品:切削油ACO-32
设备及机床关键零部件
导轨 材料:
合金钢
粘度mm^2/s@40 ℃
粘度mm^2/s@100 ℃
30.5
5.3
44.0
6.7
65.0
8.6
95.5
10.8
粘度指数(下限值)
95
95
95
95
产品特点
使设备平稳、无振动、精准地运行
特别的摩擦改进剂提供高的润滑性能,减少 摩擦阻力防止出现粘滑运动和机床振动,进 而提高机床加工件的表面光洁度,粘附剂添 加剂提供强度高,油膜厚的润滑油膜,从而 确保刀具盘的定位精度、
ANSI/AGMA9005-E02 EP(级别68~1000)
美国钢铁US Steel224(级别68~320)
David Brown Table E核准(级别68~680) DIN 51517第三部分,CLP(级别68~1000)
工业齿轮油ASG ISO级别 (原)AGMA润滑剂级 别 David Brown级别 FZG 载荷级别 倾点 ℃ 68 2EP 2E 12 -21 100 3EP 3E 12 -21 150 4EP 4E 12 -21 220 5EP 5E 12 -21 320 6EP 6E 12 -21
活性切 削油
ACO-32
30-35
180
ACO-60
60
≥180
发动机活塞和活塞环
材料:
活塞环 (气环, 油环): 合 金铸铁(镀铬或锡)
加工工艺:
活塞环: 切削、磨削
推荐产品:切削油(ACO-12)
油泵油嘴
材料: 油嘴: 合金钢 加工工艺: 柱塞组件, 油嘴: 自动车床, 深孔钻, 研磨 推荐产品:切削油ACO-12、ACO-32(柱塞组件、 油嘴)
特级导轨油ASH ISO级别 32 68 220
闪点 ,COC,℃ 倾点 , ℃
粘度mm^2/s@40 ℃ 粘度mm^2/s@100 ℃ 粘度指数
200 -30
32.5 5.34 112
215 -27
654.6 8.42 110
234 -15
210 19.4 105
金属加工液的主要功能
冷却:冷却切削面,降低表面温度及变形
ISO11158,HG类型液压导轨油 (ISO 32 68)
Cincinnati Machine标准P-47: 中重型导轨润滑油(ISO 68)
Cincinnati Machine标准P-50: 重型导轨润滑油(ISO 220) Cincinnati Machine标准P-53: 联合液压及导轨润滑油(ISO 32)
产品特点
让设备可靠地工作
有效的抗磨损添加剂配方,即使运动 部件表面的润滑膜在受到符合压力损坏的情 况下,也能提供抗磨损保护,从而降低磨损。
减少停机检修次数
有效的防锈抗氧化剂添加系统,防止 因锈蚀而出现磨蚀性固体颗粒,减缓因油液 氧化而形成沉积物,油垢和漆质。从而避免 因这些物质过早地引起设备表面和密封的损 坏,以及过滤器的堵塞
钢
金属材料
合金钢
有色金属
铝合金 铜合金 镁合金 钛合金
普通材料——铸铁,碳钢
难加工材料——不锈钢,钛合金,高温合 金 非铁合金——铝合金,铜合金
• • • • • •
车床 铣床 镗床 钻床 锯床 刨插床
• • • • •
磨床 齿轮加工机床 螺纹加工机床 拉床 电加工机床
锯削 车削 镗削 铣削 孔加工——钻削、扩孔、镗孔、铰孔、深孔钻 螺纹加工——车螺纹和攻丝 齿轮加工——滚齿、插齿、铣齿、剃齿、磨齿 拉削 磨削 电火花
◉ 工业设备的液压系统 ◉ 移动式或建筑设备的液压系统 ◉ 叶片泵、齿轮泵、柱塞泵的液 压系统 ◉ 机床 ◉ 闭式齿轮系统 ◉ 工业循环系统
抗磨液压油AHS
ISO级别
闪点 ℃ 倾点 ℃ 防锈特性(D665B)
32
196 -21 通过
46
204 -21 通过
68
210 -15 通过
100
220 -12 通过
◉各种机床导轨、滑轨 -机床导轨/液压系统两用油(ISO32 68 ) -水平导轨、滑轨(ISO 68) -轻型至中型应用场合(ISO 220) -更恶劣的场合(ISO 220) ◉要求抗磨损功能的机床液压系统(ISO 32 68) ◉适用与Bijur润滑剂自动释放系统共用 ◉要求采用粘附性强,抗磨类(FZG试验载荷 级别高达10)润滑油的其它工业场合
加工工艺
加工难度 加工速度 润滑要求 冷却要求
拉削
滚齿 插齿、剃齿 深孔钻 攻丝、车螺纹 铰孔 镗孔
高
低
高
低
铣削
钻孔 车削(单刃刀具) 锯削磨削
低
高
低
高
切削油系列的特点
基础油经特殊精制,无色透明,操作能 见度好;精选无挥发性添加剂和抗烟雾 剂,可实现无烟洁净操作,部份产品虽 含硫,却无异味; 基础油对添加剂的溶解能力强,可加工 各种难加工金属,精度高,表面粗糙度 好; 通用性强,可用于多种难加工方式;极 压性强,可成倍提高刀具寿命及生产效 率。 切削油组成:矿物油、脂肪油、极压剂、 抗氧化剂、金属防蚀剂。
无故障运行
上佳的水解稳定性和水分离特性,即使 有水污染也能提供良好的可过滤性,上佳的 抗泡沫性能和空气释放能力确保液压系统设 备平衡,高效地运行。
使用经济性好