6.25m捣固焦炉解析
6.25m捣固焦炉烘炉的炉温管理

6 . 2 5 m捣 固 焦 炉 整 个 烘 炉 过 程 炉 温 控 制 合 理 . 管 理得 当 . 各 项 温 度 指 标 达 到 了 预 定 的 标 准 。 现 分 析 总 结该焦 炉的烘炉 温度管理 经验 . 为 新 建 焦 炉 的 烘 炉 操 作提供参 考 。
设 备 安 装 进 度 的缓 慢 . 后 期 进 行 了保 温 , 延 长 了 烘 炉
第 5 期( 总第 1 6 8 期)
2 0 1 3年 1 0月
煤 化 工
C o a l Ch e mi c a l I n d u s t r y
N o . 5 ( T o t  ̄ N o . 1 6 8 )
Oc t .2 0 1 3
6 . 2 5 m 捣 固焦炉烘 炉 的炉 温 管理
值 可 稍 大 。按 照 此 规 定 。 炉温合 格率达 7 0 % 为合格 : 大
于 8 5 % 为 优 秀
2 . 2 烘 炉 孔 板 更 换 原 则 根 据 炉 温 的大 小 适 当 调 节 煤 气 管 道 压 力 . 当压 力
收 稿 日期 : 2 0 1 3 — 0 5 — 2 6
王少波
( 孝义市鹏 飞实业集 团公司 , 山西 孝义 0 3 2 3 0 0 )
摘 要
介 绍 了孝 义市鹏 飞集 团 6 . 2 5 m捣 固焦炉 的烘炉 温度管 理经 验 , 并对 升温 过程 中出现 的个别 立火
道 温度偏差 大 、 直 行温度 均匀性 差 、 蓄热 室机侧 温度高 于焦侧 温度等 问题进 行 了分 析 , 通过加 强设备维 护力度 、 加 强炉体严 密性 检查 、 调 节炉 门刀边等 措施 , 确保 了焦 炉顺利 由冷态 过渡到 生产状态 。 关键词 6 . 2 5 I l l , 捣 固焦 炉 , 升温
6.25m SCP一体机技术简介
唐山佳华项目6.25m SCP一体机技术简介6.25m捣固装煤推焦一体机(SCP机)是天津新港船舶重工有限责任公司和德国KOC H公司联合开发设计的大型捣固焦炉设备。
我们将应用世界上最新、最可靠的技术,采用先进科学的制造模式和管理手段,竭尽全力为用户打造世界一流、功能完善、设施先进、运行稳定的捣固焦炉设备。
2008年初开始为唐山佳华煤化工有限公司制作3台6.25mSCP一体机,现在已经有1台调试完毕,等待投产。
作为我国第一台大型捣固焦炉设备,它所表现出来的良好的性能得到了用户的一致好评。
一、6.25m SCP机功能简介SCP机工作于焦炉机侧,采用二点对位方式对焦炉炭化室进行操作。
SCP机主要设有煤料的储存和皮带输送机构、捣固系统、钢结构、走行装置、装煤装置、推焦装置、启闭炉门装置、炉门清扫装置、炉门框清扫装置、密封框装置以及在推焦头上设置的吹扫炭化室顶部及侧面石墨的超级汽刀装置等。
此外,还设有液压系统、集中润滑系统、气动系统、空调系统、电气系统、装煤和推焦自动显示和记录系统、自动定位系统等,各系统装置通过主控室控制协调,保证了整套SCP机高效、稳定、智能地完成生产任务。
现在将其工作过程描述如下。
在焦炉设备运行过程中,由皮带输送机将所需要的煤料连续不断地从SCP机皮带给料系统运送到SCP机车载的煤斗内,煤斗里的煤料再通过板式给料器输送到捣固箱中。
自动化操作的捣固系统安装在捣固箱上方,当检测系统检测到捣固箱底部有1m高的底煤时,捣固机驱动捣固锤上下移动,夯实装入捣固箱内的煤料,一直等到煤饼高度达到6m时停止捣固,等待装煤命令。
假设此时SCP机处于第n孔炭化室的推焦位置,通过取门装置打开(提起)机侧炉门,然后反压制动装置的楔块作用于轨道的基础结构,传输推焦过程中所产生的水平作用力。
随后,主控室发出控制信号,拦焦车作好拦焦准备,熄焦车作好接焦准备,推焦装置推出炽热的焦碳,同时打开推焦头处的超级汽刀,吹扫炭化室两侧及炉顶的石墨。
6.25m捣固焦炉简介
6.25m捣固焦炉简介一、简介6.25米捣固焦炉为双联火道,废气循环,焦炉煤气下喷,高炉煤气侧入的复热式捣固焦炉。
我们新建4×46孔6.25米捣固焦炉,年产干全焦220万t,日产煤气279.5万m3。
四座焦炉(3号、4号、5号、6号)布置在一条中心线上。
(3号、4号)组成一个炉组,( 5号、6号)组成一个炉组,两个炉组布置在一条中心线上,两个炉组之间设有独立的中控楼,除电力控制室和夜压交换机室外的所有房间如中控室、休息室、办公室、洗手间、变送器室、自动放散点火装置控制室和集控室等各房间都布置在中控楼内。
在两炉组之间机侧设一个双曲线斗槽的煤塔及两条带有卸料小车的输送皮带。
焦炉端部设炉端台,在3号和6号焦炉端台的端部分别设置10吨电动葫芦一台,炉端台顶层设炉顶工人休息室,二间层设推焦杆托煤板试验站、事故煤槽和炉门修理站,底层设工具间、灰浆搅拌站和事故煤槽内煤料的输送系统。
在4号焦炉端台的端部设捣固机检修更换站,二间层设推焦杆托煤板试验站,底层设工具间。
5号焦炉端台地层设工具间。
在3、4号焦炉和5、6号焦炉之间的间台设置液压交换机室、配电室、卫生间等,另外布置加热煤气管道引入管,每炉管道在预热站预热后单独引入。
焦炉两侧设机焦侧操作台,在机侧操作台上有运送余煤的胶带运输机。
每组焦炉各用一个高度约135m的烟囱,布置在焦炉的焦侧,在3、6号炉端台外分别设一套新型湿法熄焦系统和预留的迁车台。
此外在两炉组之间的焦侧预留两套与焦炉配套的干熄焦装置。
焦炉炉体的主要尺寸及技术指标二、焦炉炉体的主要尺寸及技术指标注:附表1中数据均为焦炉冷态尺寸。
四、焦炉机械1.焦炉机械配置如下表4×46孔焦炉机械配置表2.焦炉机械的主要性能及特点焦炉机械的设计在引进国际最先进技术的基础上,同时吸收我国6m 焦炉机械的技术优势,并在总结其设计经验的基础上进行了完善和提高。
从提高机械效率、降低劳动强度和改善操作环境为出发点又吸收7.63m焦炉机械的一些优点,以先进、安全、实用、可靠为原则进行设计、制造的。
德国6.25米捣固焦炉介绍

德国6.25米捣固焦炉介绍节能减排是全球钢铁行业发展的一个重要课题和必然趋势,这也促使煤焦化工业更新技术和装备,以满足日益苛刻的环保要求。
在这种情况下,德国ZKS焦化厂建造的3号焦炉点火投产。
该焦炉采用了单孔炭化室压力控制系统,使炭化室内的压力在整个炼焦过程中保持稳定,而且能够避免装煤过程中产生烟尘。
ZKS的第二座新型焦炉(1号)也正在加紧建设,即将竣工投产。
两座焦炉的总产量约为每年130万吨焦炭。
位于德国迪林根(Dillingen)市的ZKS焦化厂的3号新型焦炉是基于捣固炼焦技术的焦炉组。
在捣固式焦炉中,煤饼是在装入焦炉之前被压实的,通过机侧炉门装入。
得益于这一技术,即使采用半焦煤也能生产出优质焦炭。
该工程由两个阶段组成(3号和1号焦炉),总体规划计划如下:兴建3号焦炉(50孔)3号焦炉投产拆除原有1号焦炉在原址新建1号焦炉(40孔)新建的1号和3号焦炉投产后,关停2号焦炉。
该大型投资项目采用最先进的环保型炼焦技术,同时维持ZKS焦化厂原有的约130万吨焦炭年生产能力。
未来2号焦炉是否重建需要ZKS最终作出决定。
最大的捣固式焦炉(前)原有的1号和2号焦炉共由90孔炭化室组成,高度(热态)为6.25米,新建的50孔3号焦炉与原有的两座焦炉并排而立,高度为6.25米。
新焦炉的尺寸设计旨在增加炉体耐材的坚固性(与原焦炉相比增加30%),其SUGA值(焦炉炉墙的极限负荷)达到12千帕,并且适用原有的焦炉机械设备。
该新建焦炉为之前世界上炭化室最高的捣固式焦炉(现为中冶焦耐自主研发的6.78米捣固焦炉,浩宇正大、安昆新能源6.78米捣固焦炉已投产),整个焦炉的设计、供货、安装和烘炉涵盖以下方面:炉体耐材模块、支撑系统、操作走台、燃烧系统和荒煤气系统(包括单孔炭化室压力控制系统)。
3号焦炉的加热系统设计为枪式双烟道构造,以交错助燃空气和废气再循环设计对称加热。
该项目的主要特点是集先进的炼焦技术与环保措施于一身。
6.25m捣固焦炉温控管理的经验和思考

和管 理工作
发性煤 比例 , 煤饼 收缩 一般 也在 3 0m左 右 , 5m 对高 向
3一 0
煤 化 工
21 第 5 00年 期
加 热 有 一定 影 响 。建 议 厂 家 建 造 捣 固焦 炉 时 , 配 比 将 类 型 提供 给设 计 单 位 。
宽 50m 锥 度 4 m , 入 煤 饼 的机 焦 侧 宽 度 相 同 为 5m 、 0m 装
第 5期 ( 总第 10期) 5
21 0 0年 l 0月
煤 化 工
Co l Che c lI usr a mi a nd ty
N . T t N . 0 o (o l o1 ) 5 a 5
0c .2 O t 0l
62 m 捣 固焦 炉 温 控 管 理 的经 验 和 思 考 .5
朱力华
( 山佳 华 煤 化 T 有 限公 司 , 山 0 3 1 ) 唐 唐 6 6 1
摘 要 介绍 了 6 2 m捣 固焦炉生 产 中的一些 温度特 点和 温控经 验 ,并 对捣 固焦炉标 准温度 及加 热特性 .5
等方 面做 了论 述 。分 析 了影 响 6 2m捣 固焦 炉热工 系数 的因素 , } 了一些 改进 方法 和措施 , 索和实 践 了新 .5 提 n 探
关考克 或间断加热等处 理方法 。
12 炉 头 温 度 .
饼上部 一尺左 右 的煤饼 成熟 不好 , 其是炉 头 , 尤 推焦
伴有黑烟 。
表 1 炉顶 空 间温 度
3焦炉开工 初期一 炉操作 时 间 l , 焦时 间长 , h结
煤气 用量少 , 因此炉 头温度 普遍偏 低 , 均在 9 0C。 平 5 ̄
11 塌饼 或 故 障 导 致 结 焦 时 间延 长 .
浅谈6.25m捣固装煤推焦一体机

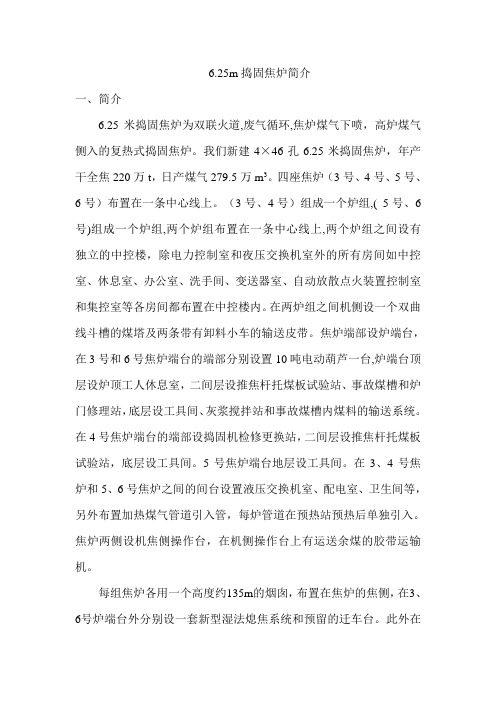
图 1 6 . 2 5 m捣 固焦炉 机 械 S C P—体 机
1 . 主体钢结构 2 崔. 媒 装置 3 . 切煤机 4 . 走行装置 5 . 密封框装置 6 . 清框装置 7 . 取 门装置 8 . 清门装置 9 推 焦装置 1 0 . 捣 固机和摇动给料器 1 1 . 电气室 、 液压室和司机室 1 2 . 车载皮带机
与常规捣固焦炉机械相 比, S C P 一体机是在车上 捣固, 通过设置尾部皮带连接煤仓 , 走行过程 中连续
( 下转 第 1 6页 )
一
1 9—
重 工与起 重技术
HEAVY I NDUS T RI AL& HOI S  ̄N G MACHI N ERY
表l
序 号 试验 1
试验 2 试验 3
主流 机型 流量 试验
水 泵型 号 C R I 5 — 4
C R I 5—5 C R I 5—4
6 结论
系统 流量 1 2 5 L n l i n
1 4 8 L / ai r n l 3 8 L / m i n
管 路通径 D N 3 O
摘 要: 介绍了6 . 2 5 m捣固装煤推焦—体机( 简称 S C P 一体机)
的设备构成 及工艺生产流程 , 分析了其技术特点及优越性。
李
响
杨永朋
3 工艺生产流程
6 . 2 5 m S C P 一体机工艺生产流程包括 : 走行对位 、 推焦作业 、 装煤作业、 捣固作业及煤料输送作业。其 中, 捣 固作业和推焦作业可 同时进行 , 煤料输送作业 则可与其它任何作业重叠。具体工艺生产流程如下 : ( 1 ) 所需煤料连续不断地从 S C P 一体机皮带给 料系统运送到车载时性煤斗内,煤料通过车上煤斗, 借助摇动给料器将煤输入捣固煤槽内, 自动化操作 的 捣固机安装在捣固煤槽上面, 当系统检测到捣固煤槽 底部煤高 8 0 0 m m时,捣固锤开始夯实装人捣固槽 内 的煤料 , 直至煤饼高度达到 6 m时停止捣固操作 。 ( 2 ) 如此时 S C P 一体机处于第 n 孔炭化室的推 焦位置, 通过取 门装置打开机侧炉门, 然后车体锁闭 装置 的楔块作用于轨道的基础结构 , 用来抵抗推焦过 程中所产生的水平作用力。随后 , 主控室发出控制信 号, 拦焦机和熄焦车做好导焦、 接焦准备, 推焦装置推 出炽热的焦炭,同时打开推焦头处的吹扫石墨装置 , 吹扫炭化室两侧及炉顶的石墨。完成推焦操作的同 时,清扫炉门框和炉门,退回车体锁闭装置的楔块 , S C P 一体机移动至装煤位置。 ( 3 ) 在装煤位置时, 当从 中控室获得释放信号后 , 拦焦机关闭炉 门, 捣固槽活动壁和前挡板打开 , 车体 锁闭装置楔块再次作用于轨道基础结构上 , 用来抵抗 装煤过程中所产生的水平作用力。煤槽活动壁打开, 随后装煤底板在链轮链条的驱动下将煤饼装入焦炉。 此时 , 装煤后挡板锁紧装置打开 , 后挡板随装煤板一 起移动。装煤底板从炭化室退出时, 锁闭装置锁闭后 挡板 , 将煤饼堵住 , 防止煤饼随装煤板一起移出焦炉 炭化室。 等煤饼彻底落人炉底后 , 装煤后挡板解锁 , 后 挡板卷扬装置将其拉回至装煤板上的起始位置。 ( 4 ) 装煤底板退 回其原始位置 , 止推装置的楔块 退出, 煤槽活动壁和前挡板关闭, 装煤操作完成 , 开始 个新的捣 固循环。然后 , S C P 一体机重新移动到原 推焦位置 , 在此位置关 闭该孔炭化室炉门 , 然后定位 至第 n + 5 号炭化室 , S C P 一体机完成一个循环。
6.25m捣固焦炉护炉铁件的设置和管理

今日制造与升级 57制造与工艺捣固焦炉是采用捣鼓法装煤炼焦的侧装焦炉。
对于捣固焦炉来说,为了使其作用能够得到合理发挥,要对其的高度进行合理设计。
在设计捣固焦炉时,要综合考虑经济、技术、环境等多项影响因素,综合分析,6.25m 是一个相对较为理想的高度。
针对6.25m 捣固焦炉来说,其护炉铁件设计和管理与以往焦炉存在一定差别,因此,为了使护炉铁件的作用能够得到合理发挥,必须要加强对其合理设计和管理。
1 捣固焦炉的环境效益和经济效益捣固焦炉在具体应用过程中具有良好的环境效益和经济效益,通过对其进行应用,可以减少生产作业过程中各种污染物的排放量,同时,在生产作业开展期间可以减少原材料应用量,提高最终生产的焦炭的质量,进而提高经济效益[1]。
需要注意的是,对于捣固焦炉,要想使其作用得到合理发挥,必须要合理应用护炉铁件,而为了使其作用能够得到合理发挥,必须要做好设计的与管理。
2 护炉铁件在捣固焦炉中发挥的作用做好护炉铁件管理作业,能够使护炉铁件的作用得到合理发挥,进而延长炉体的寿命长度,完成生产工作,提高经济效益。
在烘炉与生产作业进行期间,晶体转化,炉体在横向和纵向上都会发生不同程度膨胀,在该状况下,若没有设置护炉铁件对捣固焦炉进行保护,膨胀力会导致捣固焦炉遭受破坏的,而在对捣固焦炉情况进行全面分析基础上,进行护炉铁件设置,从而使其可以发挥出保护捣固焦炉的作用。
3 设置捣固焦炉护炉铁件3.1 分析保护板受力情况保护板和钢柱之间接触力通常有刚性力和弹性力。
通过对刚性力与弹性力进行分析可以发现,弹性力使持续存在的,其与刚性力相比,更加稳定,刚性力是由于刚性接触而形成的,因此,在控制过程中出现不合理问题,会发生负荷过大或传递中断,如此在设计大型捣固焦炉时,更加注重对弹性力的设置[2]。
对于6.25m 捣固焦炉来说,在对其进行设计时,结构中钢柱没有刚性力只有弹性力。
对于结构中设置的10线小弹簧来说,其在应用过程中发挥的作用是对5mm 高凸台进行保护,在生产作业期间,若发生弹簧吨位异常,或者结构中采用的钢柱在应用期间发生了较为严重的变形问题,此时,钢柱会出现刚性力,需要对钢柱合理保护[3]。
6.25m捣固焦炉讲解

中冶焦耐开发的6.25m捣固焦炉于振东戴成武张长青陈海文王明登杨俊锋马小波中冶焦耐工程技术有限公司中冶焦耐开发的6.25m捣固焦炉由中冶焦耐工程技术有限公司在2007年初依据储备和唐山佳华公司的要求,决定为唐山佳华二期工程项目开发建设4座46孔,炭化室高6.25m 的大型捣固焦炉及建设与其配套的生产设施、公用设施及辅助设施等。
年产焦碳在220万吨。
6月25日,中冶焦耐公司董事长于振东和唐山佳华董事长张希文在鞍山就6.25m捣固焦炉总承包合同正式签字,并确定佳华工程将于2008年7月18日投产,现在土建工程已开始建设,大型设备及耐火材料业已采购完毕。
此举标志着拥有自主知识产权,目前世界上炭化室高度最高,单孔炭化室容积最大,技术水平最先进,自动化程度最高,环保设施最完善的超大型捣固焦炉在中国唐山佳华开始建设。
是中冶焦耐继开发出7m顶装焦炉之后的又一壮举和里程碑。
1.中冶焦耐对大型捣固焦炉进行了科学的总结,其特性如下:1)煤饼从机侧装入炭化室;2)煤饼上的荒煤气流通通道小;3)炭化室锥度小;4)装煤期间煤饼和炭化室墙面有空隙,装煤后很快消失;5)煤饼和炭化室墙砖间有空隙;6)机、焦侧煤饼头部有斜度;7)焦侧煤饼头部倒塌,将被推到焦侧炉门处;8)机侧炉头炭化室墙面温度波动大;9)煤饼密度均匀,水分稳定;10) 结焦时间达到2/3时,煤饼开始收缩;11) 从结焦初期到相当长的结焦时间里,炭化室墙面承受很高的侧压。
2.炼焦车间布置炼焦车间新建4×46孔炭化室高6.25m超大型捣固焦炉,四座焦炉(3号、4号、5号、6号)布置在一条中心线上。
3号、4号焦炉组成一个炉组,5号、6号焦炉组成一个炉组,两个炉组之间设有独立的中控楼,除电力控制室和液压交换机室外,其余功能房间如中控室、休息室、办公室、洗手间、变送器室、自动放散点火装置控制室和集控室等各房间都布置在中控楼内。
在两炉组之间机侧设一个双曲线斗槽的煤塔及两条带有卸料小车的输送皮带。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中冶焦耐开发的6.25m捣固焦炉于振东戴成武张长青陈海文王明登杨俊锋马小波中冶焦耐工程技术有限公司中冶焦耐开发的6.25m捣固焦炉由中冶焦耐工程技术有限公司在2007年初依据储备和唐山佳华公司的要求,决定为唐山佳华二期工程项目开发建设4座46孔,炭化室高6.25m 的大型捣固焦炉及建设与其配套的生产设施、公用设施及辅助设施等。
年产焦碳在220万吨。
6月25日,中冶焦耐公司董事长于振东和唐山佳华董事长张希文在鞍山就6.25m捣固焦炉总承包合同正式签字,并确定佳华工程将于2008年7月18日投产,现在土建工程已开始建设,大型设备及耐火材料业已采购完毕。
此举标志着拥有自主知识产权,目前世界上炭化室高度最高,单孔炭化室容积最大,技术水平最先进,自动化程度最高,环保设施最完善的超大型捣固焦炉在中国唐山佳华开始建设。
是中冶焦耐继开发出7m顶装焦炉之后的又一壮举和里程碑。
1.中冶焦耐对大型捣固焦炉进行了科学的总结,其特性如下:1)煤饼从机侧装入炭化室;2)煤饼上的荒煤气流通通道小;3)炭化室锥度小;4)装煤期间煤饼和炭化室墙面有空隙,装煤后很快消失;5)煤饼和炭化室墙砖间有空隙;6)机、焦侧煤饼头部有斜度;7)焦侧煤饼头部倒塌,将被推到焦侧炉门处;8)机侧炉头炭化室墙面温度波动大;9)煤饼密度均匀,水分稳定;10) 结焦时间达到2/3时,煤饼开始收缩;11) 从结焦初期到相当长的结焦时间里,炭化室墙面承受很高的侧压。
2.炼焦车间布置炼焦车间新建4×46孔炭化室高6.25m超大型捣固焦炉,四座焦炉(3号、4号、5号、6号)布置在一条中心线上。
3号、4号焦炉组成一个炉组,5号、6号焦炉组成一个炉组,两个炉组之间设有独立的中控楼,除电力控制室和液压交换机室外,其余功能房间如中控室、休息室、办公室、洗手间、变送器室、自动放散点火装置控制室和集控室等各房间都布置在中控楼内。
在两炉组之间机侧设一个双曲线斗槽的煤塔及两条带有卸料小车的输送皮带。
焦炉端部设炉端台,在3号和6号焦炉端台的端部分别设置10吨电动葫芦一台,炉端台顶层设炉顶工人休息室,二间层设推焦杆托煤板实验站、事故煤槽和炉门修理站,底层设工具间、灰浆搅拌站和事故煤槽内煤料的输送系统。
在4号焦炉端台的端部设捣固机检修更换站,底层设工具间。
5号焦炉端台地层设工具间。
在3号、4号焦炉和5、6号焦炉之间的间台设置掖压交换机室、配电室、卫生间等。
每座焦炉加热煤气管道在预热站预热后单独引汝。
焦炉两侧设机焦侧操作台,在机侧操作台上有运送余煤的胶带运输机。
每组焦炉各用一个高度约135m的烟囱,布置在焦炉的焦侧,在3、6号焦炉端台外分别设有一套新型湿法熄焦系统和预留的迁车台。
此外在两炉组之间的焦侧预留两套与焦炉配套的干熄焦装置。
3. 6.25m捣固焦炉的平面布置及焦炉机械配置图。
(图1、图2)注:表中数据均为焦炉冷态尺寸。
3. 2 炉体结构6.25米捣固焦炉为双联火道、废气循环、焦炉煤气下喷、高炉煤气侧入的复热式捣固焦炉。
1)蓄热室主墙用带有三条沟舌的异型砖相互咬合砌筑,而且蓄热室主墙砖煤气道管砖与蓄热室无直通缝,保证砖煤气道的严密。
蓄热室单墙为单沟舍结构,用异型砖相互咬合砌筑,保证炉墙的整体性和严密性。
(图3)2)炭化室越高蓄热室封墙的窜漏越严重,为了减少蓄热室封墙的窜漏,设计将斜道口阻力增加,减少蓄热室顶的吸力,相对改小外界与炉头蓄热室的压力差,从而减少蓄热室的漏气率,保证足够的煤气量供应炉头火道。
3)将蓄热室封墙分四层,由内而外分别为硅砖、无石棉硅酸钙板、隔热砖、新型保温涂料。
内层硅砖膨胀系数大,烘炉结束后蓄热室就形成一个密封体;整块的无石棉硅酸钙板具有很好的密封和隔热效果好;最外层的新型保温涂料确保封墙的严密性和隔热效果,而且便于维修。
(图3)4)为保证炭化室高向加热均匀,设计采用了加大废气循环量和设置焦炉煤气高灯头等措施。
5)炭化室墙采用“宝塔”砖结构,它消除了炭化室与燃烧室之间的直通缝,增强了炉体的严密性,使荒煤气不易窜漏,并便于炉墙剔茬维修。
(图4)6)由于出焦时炉头炭化室墙面温度下降快、易剥蚀,因此燃烧室炉头采用双层结构,外层为高铝砖,抗热震性好;内层为硅砖,使炉头第一火道形成一个气密性好的箱体结构,减少炭化室荒煤气向立火道窜漏;炉头硅砖和高铝砖之间采用多部位咬合,克服了烘炉过程中高铝砖和铝砖高向膨胀量不一致,避免了开工初期炉头荒煤气泄露。
(图5)7)为了适应大型捣固焦炉的生产操作特点,6.25米捣固焦炉炉体做了如下主要改进:a )为了延长焦炉的使用寿命,将6.25米捣固焦炉炉墙的极限侧负荷增大到11000pa。
b )为改善捣固焦炉装煤除尘效果,把装煤饼时产生的烟气导入相邻的炭化室,把焦炉的上升管移打扫焦炉的焦侧。
C )增加焦炉炭化室铺底砖的厚度,提高铺底砖耐磨性。
d )炭化室的锥度设计为40mm,减小推焦阻力,减少推焦对焦炉炉墙的损坏。
e )将导烟车的轨道基础设计到燃烧室上,防止炭化室过顶砖被压断,同时便于炉顶排水。
4. 6.25m捣固焦炉的焦炉机械技术含量最高也最复杂的捣固装煤推焦机采用德国科赫技术,由天津新港船厂制造安装。
而其它焦炉机械从提高机械效率、降低劳动强度和改善操作环境为出发点,结合我国6m焦炉机械的技术优势并吸收7.63m焦炉机械的一些优点,以先进、安全、使用、可靠为原则进行设计和制造。
焦炉机械的各个单元既可手动操作,又可单元程序控制;并采用了炉号识别,自动对为装置,实现了各车辆的安全连锁。
焦炉机械还具有炉门、炉框、炉台的清扫和头尾焦以及余煤收集处理功能,司机室和配电时室内壁和顶棚镶有保温板,具有防热、防寒的作用,同时司机室、配电室设有工业空调,显著改善了司机室的操作环境。
各机械的主要性能及特点如下:1) 捣固装煤推焦机(SCP机)(图6)捣固装煤推焦机工作上焦炉机侧,由皮带输送机往SCP机煤斗给煤,当捣固操作时,煤料通过车上煤斗借助摇动给料器将煤输入捣固煤箱内,自动画操作的捣固系统安装在捣固箱上的上面,采用落锤机械装如捣固箱内的煤料,装煤装置捣固成形的煤饼从机策送入炭化室内。
捣固装煤推焦机设置走行、机械化送煤、余煤回收、炉头挡烟、推焦装置、启闭炉门装置以及炉门清扫装置、炉框清扫装置、炉台清扫装置、头尾焦挥手处理装置,此外还有煤饼的切割功能。
移动运煤加料装置将煤随时供给移动的捣固装煤推焦机,利用多锤固定式捣固机将煤料在捣固装煤推焦机的煤箱内上捣固成煤饼,在捣固成煤饼的工作过程中捣固装煤推焦机的任何操作不受捣固影响,其工作效率大大提高。
在捣固装煤推焦机上采用煤饼顶部表面处理装置,在装入煤饼的同时刮平煤饼的浮煤,使煤饼顶面平实。
轨距14000mm轨型QU120走行速度7.5-75m/min走行对位精度±5mm走行装置采用变频调速(VVVF)供电电源:10KV 50HZ 3ph供电方式:通过电缆和电缆卷筒(包括电源电缆和信号传输)交接点在地上接线箱,接线箱有SCP机配带。
电气设备总容量约1250KW外形尺寸(长×宽×高)约26000mm×35000mm×24000mm整车重量1200t捣固装煤推焦机中捣固机由安全挡装置、导向辊装置、提锤传动装置、停锤装置、捣固锤、机架、集中润滑系统、电控系统等组成。
2) 拦焦机(图7)拦焦机设有除尘罩,一次对位,设有取、装炉门和导焦机构,机械清扫炉门、炉门框机构,头尾焦回收装置和炉台清扫装置,所有上述单元即可手动操作又可采用单元程序控制(PC)轨道中心9200mm轨型QU100走行速度:移动速度60m/min清扫炉台速度10m/min走行装置采用变频调速(VVVF)电源3ph 380V 50HZ供电方式滑触线导入总功率250KW外形尺寸(长×宽×高)19500mm×12400mm×8700mm整车重量300 t3) 装煤烟尘转换车(图8、9)装煤烟尘转换车在炉顶轨道上运行,由车体、启闭导烟孔盖装置、双U 形管系统、上升管清扫装置、高低压氨水切换及上升管水封盖、阀体的启闭装置组成,在装煤烟尘转换车的车体上布置了位于车体机侧的U型导烟管,构成双U形管系统。
U型管系统能最大限度减少炭化室机侧的冒烟冒火现象,并能将导烟后残留的微量有害气体放散掉,非常安全可靠。
车体机侧的U 型导烟管连通正装煤的第n孔炭化室和第n+2孔炭化室。
车体中部的U 型导烟管,连通正装煤的第n孔炭化室和第n-1孔炭化室,启闭导烟孔盖装置位于车体机侧U型导烟管和车体中部的U型导烟管的上部,采用机械控制,实现导烟孔盖的自动启闭,操作过程中没有烟气外冒现象。
上升管清扫装置布置在车体的焦侧,高低压氨水切换及上升管水封盖、阀体的启闭装置布置在车体的焦侧。
通过第n+2孔桥管处高压氨水喷射产生的抽吸力,正装煤的第n孔炭化室装煤产生的大量烟气首先通过布置在车体机侧U型导烟管到第n+2孔炭化室进入集气管,避免炭化室机侧吸人大量空气,也避免炭化室机侧有大量烟气益处。
随着煤饼的装入,开启第n-1孔桥管处高压氨水,通过第n -1孔桥管处高压氨水喷射产生的抽吸力,第n孔炭化室内产生的大量烟气通过布置在车体中部的U型导烟管导入第n-1孔炭化室进入集气管,随着煤饼的继续装入,开启第n孔桥管处高压氨水,通过第n孔桥管处高压氨水喷射产生的抽吸力,烟气直接导入集气管,全部操作作为程序控制。
各孔高压氨水开闭的顺序和时间可调。
装煤烟尘转换车操作与SCP机的装煤装置连锁,并适用与5-2串序的焦炉操作。
电源3ph ,380v,50Hz供电方式滑触线导入电机总功率140kW外形尺寸(长×宽×高)约12000×11000×8000mm重量50t吸口数量为两个轨道中心距约8750mm轨型50kg/m驱动方式电动机走行速度0-92m/min走行装置采用变频调速(VVVF)1)熄焦车(湿法熄焦固定底板式)(图10)熄焦车为底板固定,侧开车门,主要由转向架、车底板、车箱及开门机构成。
熄焦车与电动车、拦焦机配合设计。
轨距与轨型:轨距2800mm,轨型QU100车箱有效容量:-35t(焦)车箱有效长度:-8500m车箱底板固定,底板面与水平面夹角28°车箱门打开最大宽度:650mm 偏差±20mm开门机构和制动装置为气动,工作压力600kpa,气源设在电动车上,又机电车司机操作,车门在关闭位置时能自锁。
熄焦车车箱内壁及底板均镶有耐热铁板,以适应聚热的工作环境。
熄焦车车箱通过最小曲率半径:100mm熄焦车两端部设有缓冲器及车钩,并与电机车配合设计,使电机车可位于熄焦车的两端。
外型尺寸(长×宽×高)-18000×5890×6700mm自重-130t开门机构:开门汽缸1个,为单向作用套筒式,由机电车司机操作。