带式输送机胶带跑偏原因及其调整方法
皮带运输机胶带跑偏原因及维修对策
12研究与探索Research and Exploration ·智能制造与趋势中国设备工程 2020.11(上)皮带运输机胶带跑偏原因及维修对策汤兴季,赵云祥,陈石平(云南源鑫炭素有限公司,云南 建水 654300)摘要:带式输送机主要用于输送物料。
该文详细分析了带式输送机输送带跑偏的原因,提出了带式输送机的维护措施。
关键词:跑偏;胶带;原因分析;措施中图分类号:S573 文献标识码:A 文章编号:1671-0711(2020)11(上)-0012-021 运输机胶带跑偏的影响输送带偏转是输送带运行中最常见的故障,是一种高风险故障。
从实际的角度来看,这种变化对带式输送机的运行和生产有以下影响:(1)这种差异可能导致系统故障和生产力。
当皮带运行到一定程度时,松开紧急刹车,避免泄漏,从而关闭操作系统,影响生产过程。
(2)皮带装置的主要部分损坏。
首先,皮带会增加轴向弯曲力和怠速,这会增加怠速损伤。
第二种皮带材料的弯曲会落在皮带上,减少皮带传动带和皮带的非正常磨损寿命。
另外,方向盘在运行过程中会对保持架产生异常摩擦,导致带刃漂移,影响带的使用寿命。
(3)安全风险。
因为输送带与输送带材质的较大偏差是输送带的单向力大于输送带的纵向张力,导致输送带的横截面等安全风险。
(4)环境污染影响着物料的运输质量。
煤渣通常在喷洗过程中产生,对环境造成污染。
同时,原材料价格的下跌也影响了原材料的质量。
因此,皮带滑块的实际运行不仅对输送机构成重大风险,而且影响安全、生产效率、货物运输质量和环境污染。
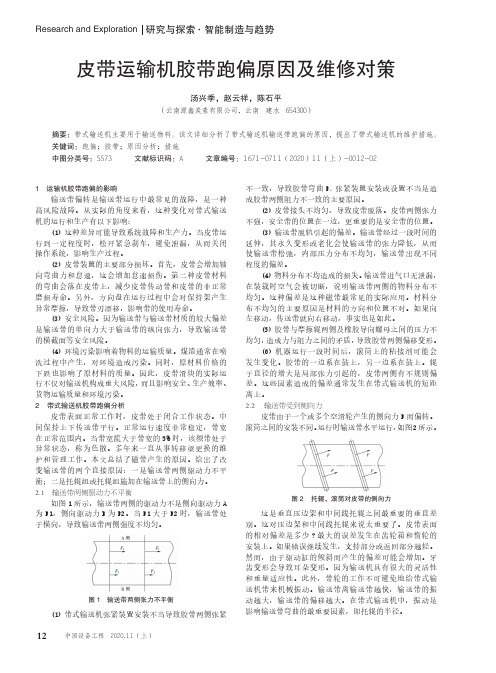
2 带式输送机胶带跑偏分析皮带表面正常工作时,皮带处于闭合工作状态。
中间保持上下传送带平行。
正常运行速度非常稳定,带宽在正常范围内。
当带宽流大于带宽的5%时,该频带处于异常状态,称为色散。
多年来一直从事转移梁更换的维护和管理工作。
本文总结了磁带产生的原因。
给出了改变输送带的两个直接原因:一是输送带两侧驱动力不平衡;二是托辊组或托辊组施加在输送带上的侧向力。
带式输送机胶带跑偏原因及其调整方法
带式输送机胶带跑偏原因及其调整方法带式输送机是一种广泛应用于工业生产中的输送设备,它采用胶带作为传递物料的载体。
在长期使用过程中,有时会出现胶带跑偏的情况,这不仅会影响生产效率,还可能导致设备损坏和安全隐患。
因此,及时发现胶带跑偏的原因并采取调整措施是非常重要的。
胶带跑偏的原因主要有以下几点:1.胶带张力不均匀:胶带张力不均匀是导致胶带跑偏的主要原因之一、胶带张力不均匀可能是由于张力调整装置故障、张力辊损坏等原因导致的。
2.胶带松弛:如果胶带过于松弛,可能会导致胶带跑偏。
胶带过度松弛主要是由于胶带连接不牢固、胶带张紧装置失效等原因造成的。
3.导向辊磨损:导向辊是起到引导作用的关键部件,如果导向辊磨损,就会导致胶带跑偏。
导向辊的尺寸变化或者滑动不灵活可能是导致胶带跑偏的原因。
4.传动装置故障:传动装置是带式输送机胶带运行的关键部件之一,如果传动装置故障,就会导致胶带跑偏。
传动装置故障可能是由于齿轮磨损、链条松动等原因造成的。
5.胶带磨损:胶带长时间使用可能会磨损,从而导致胶带跑偏。
胶带磨损可能是由于过度使用或者腐蚀等原因引起的。
对于胶带跑偏的调整方法,可以根据具体情况选择以下几种措施:1.调整胶带张紧装置:如果胶带张紧装置故障或者未调整到合适的位置,就会导致胶带跑偏。
可以通过调整胶带张紧装置来均匀分配胶带张力,从而减少胶带跑偏的情况。
2.更换导向辊:导向辊的磨损可能导致胶带跑偏,可以通过定期检查导向辊的磨损情况,及时更换磨损的导向辊,保持导向辊的正常工作状态。
3.检查并修复传动装置故障:传动装置故障是导致胶带跑偏的主要原因之一,可以通过定期检查传动装置的工作情况,及时发现故障并进行修复,确保传动装置正常工作。
4.更换磨损胶带:如果胶带磨损严重,可能会导致胶带跑偏,需要及时更换磨损的胶带,确保输送机正常工作。
综上所述,胶带跑偏是带式输送机常见的故障现象之一,它可能会导致生产效率下降和设备损坏,因此需要及时发现跑偏原因并采取相应的调整措施。
带式输送机常见的胶带跑偏故障原因及改善策略
带式输送机常见的胶带跑偏故障原因及改善策略一、胶带跑偏故障原因:1.胶带张力不均匀:胶带两侧张力不一致是胶带跑偏的主要原因之一、这可能是由于胶带张力过紧或者过松,也有可能是由于胶带在安装或使用过程中出现了变形或损坏。
2.胶带运行方向不正确:胶带的运行方向不正确也会导致跑偏问题,这可能是由于输送机的安装不正确或者使用过程中发生了调整。
3.胶带接头不平整:胶带接头不平整会导致跳跃和颠簸,进而导致跑偏故障。
这可能是由于接头的安装不准确或者接头磨损、损坏引起的。
4.输送机滚筒不平整:输送机滚筒的不平整度过大会导致胶带跑偏。
这可能是由于滚筒的制造问题、安装不正确或者使用过程中的磨损造成的。
5.外界因素干扰:外界因素,如风力、地震等也可能导致胶带跑偏。
特别是在露天作业场所,这些因素对胶带的影响更为明显。
二、胶带跑偏故障改善策略:1.张力均匀调整:调整胶带张力是解决跑偏故障的首要方法。
根据实际情况,合理调整滚筒的位置、重量和张力,使胶带两侧的张力基本均匀。
2.检查和调整运行方向:定期检查胶带的运行方向,确保其与输送机的运行方向一致。
如果发现胶带运行方向错误,立即进行调整。
3.检查和修复胶带接头:定期检查胶带接头的平整度,如果发现问题,及时进行修复或更换。
确保胶带接头安装平整,无明显颠簸或不平稳现象。
4.检查和修复输送机滚筒:定期检查输送机滚筒的平整度,如果发现不平整现象,及时进行修复或更换。
确保滚筒表面光滑,没有明显磨损或凹陷。
5.加强外界因素的防护措施:根据实际情况,加强外界因素对输送机的干扰的防护措施。
例如,在露天作业场所,可以加装风蓬等设备,减少风力对胶带的影响。
总之,胶带跑偏故障是带式输送机运行中常见的问题,但通过合理的调整和维护措施可以有效解决。
在使用带式输送机时,需要定期检查和维护胶带的张力、运行方向、接头和滚筒等部件,及时发现和解决问题,确保输送机的正常运行。
带式输送机胶带跑偏故障分析与解决措施
带式输送机胶带跑偏故障分析与解决措施摘要:电力是经济发展的重要能源,带式输送机是燃料输送系统的重要组成部分,是热电厂内不可或缺的机械设备。
在其存在的故障中,胶带跑偏是最为常见的类型。
本文就带式输送机胶带跑偏故障分析与解决措施展开探讨。
关键词:带式输送机;胶带跑偏;原因分析;调整引言带式输送机是热电厂内输送系统的重要工具之一,承担着锅炉燃料供给,炉渣的运输等功能,输送机运行正常与否直接影响着锅炉燃料供给是否连续,炉渣转移是否及时。
在实际运行过程中,带式输送机最常遇到的是胶带跑偏故障,这样会严重地影响到了物料的运输效率,甚至造成相关设备毁坏。
于是不管从工作效率或者经济效益上来看,解决带式输送机胶带跑偏故障变得尤为重要。
1跑偏危害分析带式输送机在运行中,由于各种因素的影响,导致胶带中心线偏离机架中心线,从而使胶带偏向输送机一侧的现象称为胶带跑偏。
当偏移量达到带宽的5%且未及时进行纠偏,则胶带跑偏量将越来越大。
出现跑偏如不及时调整,长时间运行会造成以下危害:(1)运输过程中物料外撒,污染现场及环境。
(2)胶带边缘与机架相互摩擦,造成承载托辊、下托辊支架和中间架支腿磨损,同时导致胶带边缘刮伤、拉毛损坏,全面缩短带式输送机使用寿命。
(3)在头部滚筒、尾部滚筒处严重跑偏则会造成胶带卷曲、撕裂,并增加胶带运行阻力,严重时烧坏电机、胶带从滚筒处脱落,引起设备停机,直接影响生产。
(4)胶带造价高,一般为一条完整带式输送机设备成本造价的30%左右,若出现滚筒断轴、胶带撕裂甚至报废等严重事故,则会造成更大经济损失,给生产安全带来严重隐患。
(5)在不使用非阻燃胶带的输送线上,长时间跑偏使得胶带与机架摩擦,从而发热甚至着火,造成设备损坏甚至人员伤亡事故。
综上所述,解决胶带跑偏问题,不仅可以提高输送设备运行的安全可靠性,也能维护经济效益免于损失。
2胶带跑偏故障机理分析2.1带式输送机自身的问题带式输送机在制造的时候存在现质量不过关的问题,机架整体的结构不平整,使得胶带在运行中不均匀受力,胶带随即跑偏。
皮带输送机胶带跑偏的解决方法

皮带输送机胶带跑偏的解决方法1. 介绍皮带输送机作为一种常见的物料输送设备,在工业生产中扮演着至关重要的角色。
然而,随着设备运行时间的增长,皮带可能会出现跑偏的问题,这不仅会影响输送效率,还可能对设备和人员造成安全隐患。
深入了解皮带输送机胶带跑偏的解决方法,对于确保设备顺利运行具有重要意义。
2. 胶带跑偏的原因在深入探讨解决方法之前,我们有必要先了解一下胶带跑偏的原因。
可能是安装时未对输送机进行水平校准,或者输送机支架松动、基础不牢固。
输送机在运行过程中受到外力冲击,导致胶带跑偏。
长时间使用也可能导致胶带老化、变形,从而引起跑偏问题。
3. 解决方法3.1 加强设备维护在避免胶带跑偏问题上,加强设备维护是至关重要的一环。
定期对输送机进行检查和维护,确保设备的各项部件处于良好状态,可以有效预防胶带跑偏的出现。
3.2 定期校准另外,定期对输送机进行水平校准也是非常重要的。
保持设备水平、稳定能够有效防止胶带跑偏,减少设备故障发生的可能性。
3.3 使用导向装置针对胶带跑偏问题,我们还可以考虑在输送机上安装专门的导向装置,这些导向装置可以有效避免胶带跑偏,并且能够提高设备的运行效率。
3.4 更新更换老化胶带当发现输送机胶带出现老化、变形等问题时,及时更换更新胶带也是必不可少的手段。
新的胶带能够有效提高设备的使用寿命,并减少了胶带跑偏问题的出现。
4. 个人观点作为文章写手,我深信维护设备,定期检查和维护输送机是预防胶带跑偏问题的关键。
只有保持设备在良好状态,充分发挥设备性能,才能更好地确保生产的顺利进行。
我认为对于老化、变形的胶带及时更换更新也至关重要,避免了可能出现的安全隐患。
5. 总结皮带输送机胶带跑偏的解决方法并不复杂,但需要企业加强设备维护,定期校准,使用导向装置以及及时更换老化胶带等多方面的综合措施。
只有全面,深入地掌握这些解决方法,才能更好地确保输送机的正常运行,提高生产效率。
以上就是本次文章的全部内容,希望对你有所帮助。
胶带输送机常见跑偏原因及解决方案
() 装 皮带 前 , 4安 进行 空 运 转 , 检查 张紧 装置 、 卷带 方向上的力很容易使胶带发生跑偏 。 装置是否良好 , 同时观察整机安装是否平直 。 2 解 决 方 案 ( 安装胶带 机应做到 “ 、 、 、 , 5 ) 横 平 竖 直”高质量 的 安装好胶带输送机 , 既能保证整机的安全正常运行 , 21 安装前 后加 强质 量控 制 又 .
发 电 机 保 护装 置 内部 电 流 回路 的 负 序 保 护 用 小
T A输 出接 线 柱脱 焊 , 成 三相 不 平 衡 , 起 T 造 引 A断 线 的作 用 ,它动作 的正确 与否对 系统 能否 稳定 运行 有重
和负序过电流保护动作 , 电机停机 。 发
发电机负序电流保护( 不对称过负荷保护)因继电 置误 动作 就显 得非 常重要 。除 了对 工作 人员 进行 严格 , 的培训 , 在装置合理设定其动作值和延时时间 , 以及在 器整定 阻值变化 , 造成定值漂移 , 引起保护误动跳 闸。 或 今 发 电机跳闸, 出现“ 不对称过负荷保护动作” 信号 , 装置 中加 设振 荡 闭锁 , 电压 闭锁 装置 等措施 之 外 , ① 经检 查发 现保 护装 置 内的继 电器 绝缘 不好 ,其 接点 后发 展 的趋势是 研 制新 型继 电器 ,利用 系统 在故 障 时
构。对于使用螺旋张紧或液压张紧的带式运输机可调整 小落料的不正 ; 张紧行程来增大张紧力。但是 , 有时张紧行程已不够, 皮
() 落料 口处 安 装可 调整 挡 板 , 2在 这样 就 可根 据 物 带 出现 了永久 l变形 ,这时可将皮带截去一段重新 进行 料特性不同, 生 利用调整挡板来改变物料的下落方 向, 使 胶接 。 另外安装拉紧轨道时两轨道的平行度 ≯2 m, .m 对 物料落在胶带中心 , 0 保证胶带正常运转。 角线 ≯4 m 轨道面 的高低差 ≯1 m . m, 0 . m。 0
调整皮带机中胶带跑偏的方法
调整皮带机中胶带跑偏的方法
当皮带输送机的胶带发生跑偏时,可以采用多种控制方法进行调整,这些方法的使用率较高,包括:
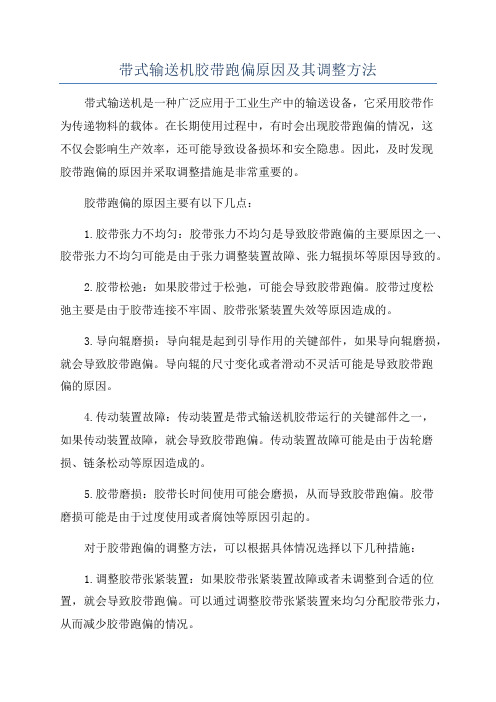
1. 调整托辊组、滚筒的位置:在运行过程中发生胶带跑偏时,可以通过对托辊组的位置进行调整来阻止跑偏的情况。
具体方法是将皮带跑偏侧的托辊组朝着皮带运行方向向前推移,或者将另一侧托辊组朝着皮带运行方向向后推移。
2. 安装调心托辊组:这种方法让托辊在阻挡力的作用下产生横向推力,让皮带自动向中心线的方向转动,从而阻挡皮带向水平方向转动,以此来达到阻止皮带跑偏的目的。
通常适用于皮带输送机胶带总长度相对较短时。
3. 调整落料在转载点处的位置:根据物料落料情况调整可以有效地防止胶带跑偏。
4. 调整两侧皮带的张力:保持两侧皮带张力平衡可以有效减少胶带跑偏的可能性。
5. 安装挡边纠偏托辊、防偏挡轮:这些设备可以帮助纠正胶带的跑偏,并防止其再次发生。
另外,还有一种常见的调整方法是采用调偏托辊法进行自动调整。
利用胶带“跑后不跑前”的规律,当胶带跑偏时,碰到槽型调偏托辊上的挡辊,因挡辊与胶带边缘的磨擦作用而沿胶带运行方向向前移动,另一侧则相对向后移动。
不过要注意的是,这些方法的选择和使用需要根据实际的场地条件和作业需求来确定。
皮带输送机胶带跑偏的15种原因及调整方法,全在这了,赶紧收藏!
造成皮带跑偏的根本原因是胶带所受的外力在皮带宽度方向上的合力不为零,或垂直于皮带宽度方向上的拉应力不均匀,从而导致托辊或滚筒等对皮带的反力产生一个向一侧的分力,在此分力的作用下引起皮带向一侧偏移。
常见的跑偏现象如下。
1、皮带跑偏的原因分析01机头、机尾、中间架的中心不在一条直线上造成的皮带跑偏。
这种情况通常是由于安装造成的。
由于这三者的中心不在一条直线上,使得皮带纵向中心线与滚筒轴线不垂直,从而造成皮带机在运行中跑偏。
02滚筒的安装位置不正造成皮带在滚筒处的跑偏。
一条带式输送机有多个滚筒,所有滚筒的安装位置必须保证垂直于胶带的中心线且与水平面平行,如果滚筒的安装水平不够,滚筒轴向窜动,或滚筒的一端在前一端在后,使得滚筒的安装位置和胶带的纵向中心线不垂直,或滚筒轴线与水平面不平行,则皮带所受的外力在皮带宽度方向上的合力不为零,皮带会向合力所指方向跑偏。
03输送带接头不正,造成输送带中部跑偏。
常用的皮带接头有机械接头和硫化接头两种形式。
不论哪种方式,都要求接头处平整,如果接头不正,将使皮带两侧的拉力不一致,从而在运行中跑偏。
胶带接头不正所造成的跑偏是胶带接头运转到哪里,哪里就发生跑偏。
04托辊架不正或固定托辊架的螺栓松动引起的皮带跑偏。
带式输送机在安装时托辊组中心线对输送机机架中心线的对称度不得大于3.0mm,托辊上表面应位于同一水平面或倾斜面上。
如果托辊组安装误差过大或紧固螺栓发生松动则会造成皮带跑偏。
05输送带损伤造成的皮带跑偏。
输送带在运行过程中容易受到损伤,当输送带中心线两侧的损伤程度不一样时,往往两侧的拉伸率发生变化,当因两侧的拉伸率相差较大,致使两侧皮带的伸长量不一致时,容易造成皮带跑偏。
06物料卸载点不在输送带中间引起的皮带跑偏。
当物料卸载点不在胶带中间时,由于偏载使得胶带受力沿纵向中心线两侧的分布不均匀,两者之差较大时,将直接导致输送带在运行中发生跑偏。
如果输送带在空载时不跑偏,而重载时总向一侧跑偏,说明输送带已出现偏载。
关于带式胶带输送机跑偏原因的分析及处理
关于带式胶带输送机跑偏原因的分析及处理带式输送机是以胶带兼做牵引机构和承载机构的连续运输机械,运输能力大、运距长、工作阻力小、耗电量小,而且运输过程中撒煤少。
因此广泛应用于煤矿井下主要运输巷道或者选煤厂地面。
对于运输工作而言,其对矿井正常运行等产生了非常大的影响。
文章主要以带式输送机为研究基础,针对皮带运转过程中的具体跑偏原因进行分析,找到其中的原因和影响因素,以供参考。
标签:胶带跑偏;研究分析;解决措施所谓输送带跑偏,即带式胶带输送机运转过程中,输送的纵向中心线偏离了理论中心线,一旦发生了跑偏现象,则必然会造成物料被撒现象,更严重的是:输送带如果翻边、磨损严重,机架如果间隙太小,存在零部件凸起,则可能会导致覆盖胶局部剥离、或者输送带纵向撕裂,出现严重的划伤事故。
在此过程中,因输送带的成本比较高,大约占整台机器的40%左右,所以如果输送带出现跑偏现象,则不仅会对正常的生产产生影响,而且还要缩短输送带服务期限,造成严重的经济损失。
就胶带输送机而言,其跑偏是较为常见的一种故障和问题,因此应当加强思想重视和日常管理,以确保矿井安全生产。
胶带输送机是一种摩擦驱动连续动作的运输机械设备,由一条环形胶带绕在传动滚筒与导向滚筒之上,且由固定于机架的上下托辊支撑;胶带靠张紧设备在两滚筒间产生拉紧力;当驱动设备带动滚筒转动时,通过传动滚筒、胶带摩擦力拉动胶带,将物料放到胶带上通过传动滚筒将物料卸下。
现就皮带跑偏的原因分析如下:(1)导向滚筒或托辊表面有煤泥或其他附着物(原因:煤太湿);(2)传动滚筒或尾部滚筒两头直径不等,一头大,一头小;(3)皮带接头不正或输送带老化造成两侧松紧不一,这要对输送带的质量产生疑问、所用材质不均匀或已经老化变形、边缘磨损,另外输送带损坏后重新制作的接头中心不正,(制作接头要求:接头反角300mm,皮带接头1200mm,每个台400mm)这些都会使输送带两侧边所受拉力不一致而导致跑偏;(4)皮带架子被矸石等异物卡,造成皮带受力不均匀;(5)机身变形或不正;滚筒以机架及的有效歪斜,就会使托辊轴线与输送带中心线不垂直。
皮带输送机跑偏的原因及防偏措施
皮带输送机跑偏的原因及防偏措施皮带输送机跑偏是指输送带在运行过程中偏离预定轨道,导致输送效率下降,甚至产生安全隐患。
造成皮带输送机跑偏的原因有很多,主要包括以下几个方面:
1. 皮带张力不均匀:皮带张力在不同部位不均匀或过紧过松,导致皮带在运行过程中发生侧移。
2. 传动轮与托辊不平行:传动轮或托辊的安装不平行,使得皮带在传送过程中受到额外的侧向力,导致跑偏。
3. 皮带不对中:输送带在安装或调整过程中没有正确对中,使得皮带偏离预定位置。
4. 托辊设备故障:托辊无法正常转动或转动阻力很大,引起皮带产生侧向力,导致跑偏。
为避免皮带输送机跑偏带来的问题,可以采取以下防偏措施:
1. 定期检查和调整皮带张力,确保各处张力均匀。
2. 确保传动轮和托辊正确安装,保证与皮带平行。
3. 定期检查和调整皮带对中,保持皮带在正确的位置运行。
4. 定期检查和维护托辊设备,确保其正常运转。
5. 安装侧向导向装置,帮助稳定和引导皮带运行。
6. 设备投入运行前,进行调试和试运行,及时发现和纠正跑偏问题。
7. 增加皮带支撑,减少皮带挠度,提高稳定性。
通过以上防偏措施的采取,可以有效防止皮带输送机的跑偏问题,提高输送效率和安全性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
煤炭科技 机电与信息化带式输送机胶带跑偏原因及其调整方法吴奶明(西山煤电集团东曲矿,山西省古交市,030200)摘要阐述了矿用掘进带式输送机胶带跑偏的原因,分析了胶带跑偏的规律,并提出几种常用处理胶带跑偏的方法。
关键词带式输送机跑偏调整方法中图分类号T D528 1文献标识码B带式输送机作为连续散状物料运输机械广泛应用于煤矿采掘行业。
作为掘进用途的带式输送机由于其随巷道不断延伸,以及地压原因造成的底鼓影响,其运行时胶带跑偏最为常见。
跑偏轻则造成带式输送机局部或全线撒煤,胶带边缘磨损、撕裂;重则由于胶带与机架剧烈摩擦引起胶带软化、烧焦甚至火灾等。
因此胶带跑偏不但会影响安全生产、缩短胶带的使用期限,而且还会造成重大经济损失。
下面就掘进带式输送机几种常见跑偏现象进行分析,并提出相应的处理方法,便于更好地解决上述问题。
1胶带跑偏的主要原因(1)设备本身质量问题,如:驱动滚筒和改向滚筒外圆圆柱度制造有误差、机架刚度差,产生变形等原因,造成胶带跑偏。
(2)胶带接头不平直,造成胶带两边张力不均匀,胶带始终往张紧力大的一边跑偏。
(3)机架歪斜,机架受重力或基础下沉影响造成胶带整体或部分沉降程度不同,引起胶带跑偏。
(4)驱动滚筒和换向滚筒中心线不平行,或两者与机架中心线不垂直引起胶带跑偏。
(5)给料器、卸料槽和清扫器安装有误差,造成胶带受力不均匀引起胶带跑偏。
(6)滚筒、托辊由于磨损变形、粘料、损坏,胶带边缘磨损严重引起的胶带跑偏。
(7)张紧处换向滚筒不垂直于胶带长度方向,即其轴中心线不平引起胶带跑偏。
(8)多台胶带搭接时,两边中心线不重合,带式输送机来料方向、高度布置不合理,矿料分布不均匀或落点不对中引起胶带跑偏。
2胶带跑偏的规律针对胶带跑偏现象的观察分析,我们总结了胶带跑偏的基本规律。
(1)偏大不偏小。
滚筒与托辊两侧直径大小不一,胶带运行过程中会向大的一侧跑偏。
(2)偏高不偏低。
支承装置造成胶带两侧不在同一个水平面,胶带运行中向高的一侧跑偏。
(3)偏紧不偏松。
胶带两侧的松紧程度不一样,运行中向紧的一侧跑偏。
(4)偏后不偏前。
以胶带运行方向为准,托辊或滚筒不在运行方向的垂直截面上,一侧后一侧前,则胶带在运行中向后一侧跑偏。
3胶带跑偏的处理方法基于以上分析,针对胶带跑偏的原因和胶带跑偏的规律,可以采取相应的对策来进行调整。
(1)在订购设备到货时,应严格执行到货检验制度。
发现设备存在质量问题(如:滚筒加工外圆圆柱有误差、机架刚度差等)要进行及时处理,避免给生产造成更大损失。
(2)胶带接头两边中心线不重合,胶带总向一边跑偏,且最大跑偏正好在胶带搭结处,此时应该重新矫正接头;胶带边缘磨损严重,导致两侧所受拉力不等,总向一边跑偏,且最大跑偏正好在胶带38中国煤炭2010年第36卷增刊边缘磨损最严重处,应对胶带磨损处进行处理。
(3)架体的调整。
由机架或托辊支架歪斜造成的胶带跑偏,可对架体采取卧底或垫高的方法,调平架体。
若架体变形,变形较小时,可根据胶带偏高不偏低规律,此时可适当增加跑偏处相邻几个托辊组的另一侧架体高度,可以消除跑偏现象;若变形较大时则应当校正架体的水平度和垂直度,并更换变形严重的部件。
(4)滚筒的调整。
传动滚筒与改向滚筒的调整是胶带跑偏调整的重要环节。
所有滚筒的安装位置必须垂直于带式输送机长度方向的中心线,若偏斜过大,会造成胶带两侧张力不等,带式输送机运行时不论空载、重载都会向一侧跑偏。
根据胶带跑偏偏紧不偏松的规律,可对驱动滚筒和改向滚筒处的丝杠进行调整纠偏。
对于机头部滚筒,若胶带向一侧跑偏,则将滚筒跑偏侧的轴头向胶带运行方向调整,相对应的也可将跑偏对侧轴头向运行相反方向调整,尾部滚筒的调整方法与头部滚筒刚好相反。
(5)给料器、卸料器和清扫器安装有误差,胶带两侧所受阻力差别较大,胶带在上述部位向摩擦阻力较小的一侧跑偏,此时应重新调整相关部件,使输送带两侧阻力均匀。
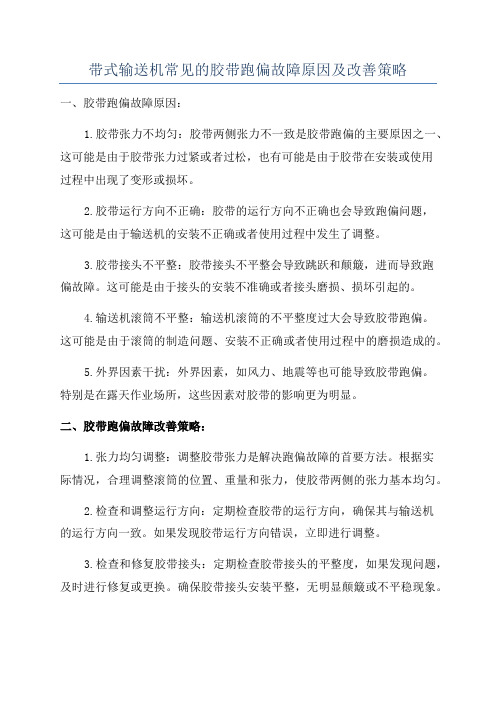
(6)托辊的调整。
胶带在整部带式输送机中部跑偏时,应采取调整托辊组的位置来调整跑偏,具体方法是胶带偏向那一侧,托辊组的那一侧朝胶带运行方向前调整,或另外一侧向胶带运行相反方向调整。
调整托辊组示意图如图1所示。
落料点偏斜时受力情况。
图1 调整托辊组示意图胶带向下方向跑偏,则托辊组的上位处应当向左移动,托辊组的下位处向右移动。
这种方法可消除由于架体歪斜、矿料分布不均、振动等引起的胶带跑偏。
单侧托辊损坏或轴承转动不灵活,或托辊上粘有脏杂物,使胶带两侧线速度不等,也是造成跑偏的一个重要原因,可重新更换托辊或将托辊清扫干净,使之减少转动阻力,消除跑偏因素。
另外,对跑偏不易调整的部分,可安装调心托辊组,调心托辊组一般每隔6~10组安装一组,其工作原理是采用阻挡或托辊在水平面内方向转动阻挡或产生横向推力使胶带自动向心,达到调整胶带跑偏的目的。
一般在带式输送机总长度较短或带式输送机双向运行时采用上述方法比较合理,因为较短带式输送机更容易跑偏且不容易调整,长带式输送机最好不采取此方法,因为调心托辊组的使用会影响带式输送机的使用寿命。
该方法可防止各种原因引起的胶带跑偏,但有时效果不是太好。
(7)张紧处的调整。
胶带张紧处的调整是胶带跑偏调整的一个非常重要的环节。
张紧处改向滚筒除应垂直于胶带长度方向以外,还应垂直于重力垂线,即保证其轴中心线水平。
进行张紧时,张紧滚筒两边应当同时平移,以保证滚筒轴线与胶带纵向方向垂直。
具体胶带跑偏的调整方法与滚筒处的调整类似。
该方法可有效消除胶带松弛、架体歪斜引起的胶带跑偏。
(8)带式输送机搭接运输造成跑偏的调整。
巷道较长或多条不同角度巷道矿料的运输通常采取多台带式输送机搭接的方法,其转载点处落料位置是否偏斜对胶带的正常运行有非常大的影响,尤其在两条带式输送机垂直交叉转运时影响最大。
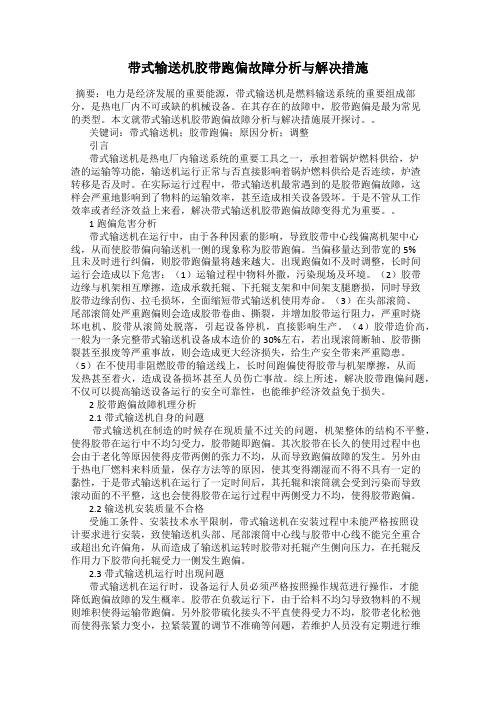
其主要原因胶带上矿料位置的偏斜造成,通常应当考虑转载点处上下两条带式输送机的相对高度。
相对高度越低,物料的水平速度分量越大,其对下层胶带侧向的冲击力Fr 也越大。
同时物料也很难居中,使胶带横断面上的矿料偏斜,冲击力Fr 的水平分力Fx 最终导致胶带跑偏,落料点偏斜时受力情况如图2所示。
图2 落料点偏斜时受力情况如果物料偏到那侧,则胶带向那侧跑偏。
在具体调整时应先调整最先出矿料的带式输送机,然后39带式输送机胶带跑偏原因及其调整方法逐次调整,且导料槽的宽度也至关重要,一般导料槽宽度应为胶带宽度的2/3左右比较合适。
4结语带式输送机在使用过程中,胶带跑偏不仅会影响生产,损坏胶带,还会因跑偏增加胶带运行阻力,使胶带打滑,可能引起矿井火灾事故,严重影响矿井的安全生产。
因此在带式输送机安装过程中要提高安装质量,在日常维护过程中要加强巡回检查与维护,通过分析产生跑偏的各种原因,分别采取不同的方法进行处理,解决胶带跑偏的问题,更好地保障矿井的安全生产。
参考文献:[1]徐灏等 新编机械设计手册[M] 北京:机械工业出版社,1995[2]于学谦 矿山运输机械[M] 北京:中国矿业大学出版社,1989作者简介:吴奶明(1984-),男,2006年毕业于太原理工大学,助理工程师。
(责任编辑张艳华)(上接第31页)设备状态检修的各项选择和决定,因限于当时的技术、管理等方面的条件而不够准确或完整,应在实践检验的基础上不断加以改进完善。
同时,随着新技术的应用和对某些故障机理的进一步认识,应对原定的状态判据、监测手段和频度、检修方式作出调整。
在每个检修项目结束后都应进行评估,根据检修中发现的问题和检修结果,重新审视所采用的检修方式是否恰当、检测技术和检测频度是否合理、状态的分析诊断是否正确、相关的管理制度和作业指导书是否可行等等。
3结语实践证明,设备状态检修是一种先进的机电设备管理模式,它具有定期检修不具备的优越性。
应用现代管理理念和管理技术,采用有效的监测手段和分析诊断技术,可准确掌握设备状态,保证设备的安全、可靠和经济运行;科学合理安排检修项目、检修间隔和检修工期,降低检修成本,提高设备可用性;同时可形成符合状态检修要求的管理体制,提高设备检修、运行的基础管理水平,为煤矿正常生产创造条件。
状态检修是机电设备管理的大势所趋。
作者简介:张瑞峰(1981-),男,山西省太原人, 2002年毕业于山西省煤炭工业学校。
(责任编辑张艳华)(上接第35页)环境和管理方面的因素。
因此,要提高管理、工作人员的素质,加强安全管理手段,合理使用设备,有效地预防煤矿机电事故的发生,为煤矿的可持续发展奠定坚实的基础。
参考文献:[1]李平,陈健永 当前煤矿机电管理中的问题探析[J]煤矿开采,2006(11)[2]王朝连.煤矿机电事故研究对策[J] 科技资讯,2008(11)[3]何学秋等 安全工程学[M].北京:中国矿业大学出版社,2000作者简介:赵宏丽(1975-),女,2002年毕业于太原理工大学,助理经济师。
(责任编辑张艳华)40中国煤炭2010年第36卷增刊Abstracts in EnglishAn analysis of Longwall face shortening technology In or der to solve the pro blems and difficulties in longw all coal mining resulting from faults,non coal columns and other r elated geolo gical structures,face shortening technolo gy is adopted to g o around the faults and/or non coal columns The results show that this technolog y can achiev e a fast connection of co al production under the precondition o f safety guarantee to both w orkers and equipment.Advancing longwall face to pass through collapse column technology In this article,the real case of18303 longw all face o f Dongqu coal mine is dealt w ith to discuss the pr oblem s of roo f m anagement,mining tech niques and pro ductive organizatio nal manag ement w hen the face is advancing to pass through a no n-coal col umn.Techniques relating to analysis,monitoring and control of roadway floor heaving T o deal w ith the pro blem o f hig h gro und pr essure,fr actured roof and heaving floor that discontinues heading o peratio n,means such as ex periment in headings section by sectio n and enhanced monito ring w er e employ ed to limit ro adw ay deforma tion effectively and reduce roadw ay maintenance cost.Belt deviation of belt conveyor:reasons and ways to fix T his article discusses the reasons and the rules of the belt dev iation found w ith the belt convey ors for mine use.Several m ethods to fix the belt deviation are also presented in this article.An analysis of coal accumulating regularities of the#8and#9coal seams of Jinci Group in Dongqu coal mine area Based o n the g eo logical data of Do ng qu Co al Mine and by applying the theory of moder n coal field ge o logy,a sy stematic analy sis is carried out on the co al accumulating reg ularities of the#8and#9co al seam s of Jinci Gr oup in the mine area,on the basis o f w hich a discussion is carried o ut o n the changes in coal seam thickness and coal quality,their reaso ns and influences.An analysis of coal prep's electro-mechanical equipment dismantling and recyclability The author pr opo ses the m anagement method for coal prep's electro mechanical equipment dism antling and r ecycling and also pro v ides an analysis of facto rs that influence the electro mechanical equipment dism antling,recy cling and r euse. Besides,equipm ent's dism antling eco no my is discussed.Overhaul and technological transformation of electromechanical equipment at coal mines T o overco me the dif ficulty of electromechanical equipm ent manag em ent resulting from mining conditions and com plex mining pro cesses,the paper emphasizes enhancement o f the fundam ental w ork o f electro mechanical equipment m an ag em ent,w hich includes enhancement o f equipment m aintenance and technical innovation,standardized qual ity manag em ent,and building up com petent technical staff.。