不锈钢管技术要求
不锈钢管 技术规程

不锈钢管技术规程第一部分:概述不锈钢管是由不锈钢材料制成的管材,具有耐腐蚀、耐高温、耐压等优点,常用于化工、石油、食品、医药等行业。
本技术规程旨在规范不锈钢管的生产、加工和使用,确保不锈钢管的质量和安全。
第二部分:原材料要求1. 不锈钢管的原材料应选用优质不锈钢板材或带材,应符合国家标准GB/T 1220的相关要求。
其成分应符合以下范围:- C:≤0.08%- Si:≤1.00%- Mn:≤2.00%- P:≤0.045%- S:≤0.030%- Cr:16.00-18.00%- Ni:10.00-14.00%2. 原材料应经过化学成分分析和金相组织检验,确保符合要求后方可投入生产。
第三部分:生产工艺要求1. 不锈钢板材应经过开卷、平整、切割等工序,制成管坯。
2. 管坯经过冷拔、冷轧或冷拔、热轧等工艺,制成不同规格、不同厚度的不锈钢管。
3. 生产过程中,应确保管材表面光洁、无裂纹、无氧化层等缺陷。
第四部分:质量控制1. 对不锈钢管的尺寸、化学成分、金相组织、硬度等质量指标进行全面检测。
2. 对不锈钢管进行非破坏检测,包括超声波探伤、射线检测等,确保管材内部无缺陷。
3. 对不锈钢管进行压力试验,确保其耐压性能符合要求。
第五部分:表面处理要求1. 不锈钢管的表面应进行除油、酸洗等处理,确保表面清洁。
2. 对不锈钢管进行抛光、喷砂等工艺,确保表面光洁、无划痕。
第六部分:包装和运输1. 不锈钢管应进行合理、牢固的包装,防止在运输过程中受到损坏。
2. 在运输过程中,严禁与酸、碱等腐蚀性物品混装混运。
第七部分:使用和储存1. 使用不锈钢管时,应根据管材规格、厚度等要求进行安装和使用,避免超负荷使用造成管材变形或破裂。
2. 不锈钢管应存放在通风、干燥的仓库内,远离酸、碱等腐蚀性物品,避免管材被腐蚀。
第八部分:安全注意事项1. 不锈钢管在使用过程中,应避免长时间接触高浓度氯化物、硫化物等介质,以免引起应力腐蚀开裂。
不锈钢管道技术要求
技术参数要求一、资料要求1.管道、管件主要为 304、 316L 不锈钢(薄壁、厚壁)和两种材质;2.不锈钢厚壁管道和板材采用太钢、不锈钢厚壁管件采用华尔德;不锈钢锻打法兰采用培英牌;不锈钢球阀采用德星牌;不锈钢碟阀采用良工牌;3.焊接 304 不锈钢管道和管件,采用 308L 焊丝;焊接 316 不锈钢管道和管件,采用 316L 焊丝;4.氩气,要求使用高纯氩或液态氩,高纯氩的纯度为 %;二、技术要求1、所有焊缝打标标记,保证每道焊缝都有检查记录,做好内窥镜检查录像。
所有焊缝的成型不同样样意有未焊透、管道裂缝、气泡、焊接凹槽等弊端现象,焊道成型圆润圆滑,焊缝宽度均匀,焊高偏差≤ . ;色彩要求,内部焊道成淡黄色或银白色为合格。
2、不锈钢管道焊接工艺要求:(1)不锈钢卫生薄壁管:采用氩气保护热熔一次成型焊接工艺;(2)不锈钢厚壁管:底焊和面焊都为氩弧焊焊接,底焊和面焊为加焊丝焊接,底焊焊接完后需自然冷却到 40℃(不小于 1 小时),并对底焊进行检验,对存在缝隙问题点进行办理合格后,方可进行面焊施工。
面焊的施工要求连续快速,尽可能防范或缩短 500℃-800 ℃敏感温度地域的停留时间;3、不锈钢管道安装技术要求:(1)不锈钢卫生薄壁管:采用不锈钢卫生薄壁管专用切割机进行下料,用锉刀修整切口毛刺,借助角钢或槽钢将两管(或管与管件)进行对正,不同样样意对接口有错边情况出现,留~缝隙,采用氩弧焊将要对接的管对称点焊 3~ 4 点,今后管道两端封堵,一端插入氩气管,另一端留一个小排气孔,待氩气充满管道后,对卫生薄壁管进行熔焊,熔焊达成仍保持氩气充填管道1~2 分钟,以防范不锈钢在高温下氧化。
如采用手工氩弧焊接时须保持搭接口过渡圆滑,焊缝宽度均匀, 熔缝宽度保持在4~5mm内,且焊缝接口过渡均匀一致,保证管道内壁成型面圆滑均匀。
焊口外壁要求进行酸洗办理。
(2)不锈钢厚壁管:采用专用环形切管机进行管道切管和坡口办理,坡口办理后,并用丙酮冲刷,借助角钢或槽钢将两管(或管与管件)进行对正,不同样样意对接口有错边情况出现,管道留缝缝隙为该管道所焊接焊丝的直径,采用氩弧焊将要对接的管对称点焊3~4 点,今后管道两端封堵,一端插入氩气管,另一端留一个小排气孔(由于公共管道属于长距离室外安装方式,故安装时,采用多瓶氩气同时充气,水溶纸封堵的方法进行安装;焊接时必定设置挡风板),待氩气充满管道后,对管道进行焊接,焊接时须保持搭接口过渡圆滑,焊缝宽度均匀 , 底焊缝宽度保持在 6~ 8mm内,且焊缝接口过渡均匀一致,保证管道内壁成型面圆滑均匀。
不锈钢管技术规格书--技术要求
不锈钢方管技术规格书 /技术要求
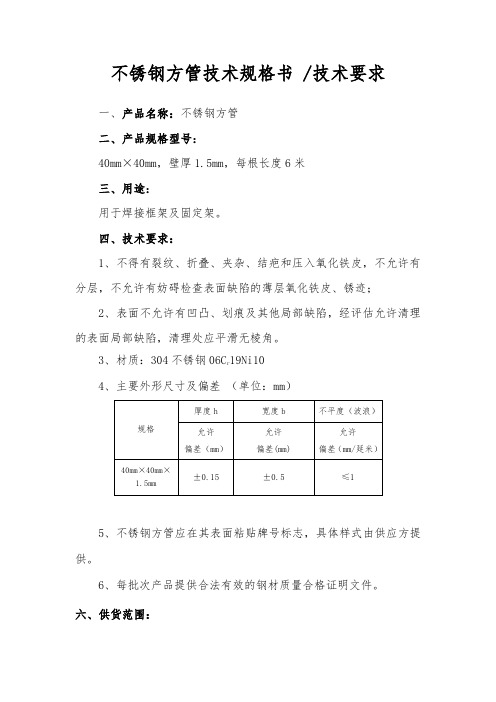
一、产品名称:不锈钢方管
二、产品规格型号:
40mm×40mm,壁厚1.5mm,每根长度6米
三、用途:
用于焊接框架及固定架。
四、技术要求:
1、不得有裂纹、折叠、夹杂、结疤和压入氧化铁皮,不允许有分层,不允许有妨碍检查表面缺陷的薄层氧化铁皮、锈迹;
2、表面不允许有凹凸、划痕及其他局部缺陷,经评估允许清理的表面局部缺陷,清理处应平滑无棱角。
3、材质:304不锈钢06C r19Ni10
4、主要外形尺寸及偏差(单位:mm)
5、不锈钢方管应在其表面粘贴牌号标志,具体样式由供应方提供。
6、每批次产品提供合法有效的钢材质量合格证明文件。
六、供货范围:
供方所供不锈钢方管,须按甲方要求的规格型号加工,供货数量以需方月度计划或书面通知为准。
七、检验标准:
执行ASTM A312标准
执行GB/T14976 -2002《不锈钢冷轧钢板和钢带》标准。
不锈钢排水管安装技术要求
不锈钢排水管安装技术要求安装不锈钢排水管时,需要遵循一些技术要求,以确保管道系统的安全、有效运行。
以下是一些建议的不锈钢排水管安装技术要求:选择合适的材料:选择适用于具体应用场景的不锈钢材料,例如304或316不锈钢。
考虑介质的腐蚀性、温度和其他环境因素。
管道设计和规划:在进行安装前,进行充分的管道设计和规划。
确保管道布局合理,避免过度弯曲和压力损失。
准备工作:在安装前检查不锈钢排水管的表面,确保无划痕、腐蚀或其他损伤。
清理管道内部,确保没有异物。
正确的连接方式:使用适当的连接方式,如焊接、螺纹连接或法兰连接。
确保连接牢固,防止漏水。
焊接技术:若使用焊接连接,确保焊接技术符合相关标准。
避免过度加热和过度焊接,以防止不锈钢的腐蚀和变质。
螺纹连接注意事项:如果使用螺纹连接,应使用适当的密封材料,如PTFE或丝扣密封剂。
注意螺纹连接时不要造成过度变形。
防腐层处理:对于埋地或暴露于潮湿环境的管道,考虑增加防腐层,以延长不锈钢排水管的使用寿命。
支架和固定:使用合适的支架和固定装置,确保管道能够承受其自身重量和流体的压力,避免振动和共振。
防止电解腐蚀:在不锈钢排水管与其他金属或电解质相接触的地方,使用绝缘垫片或采取其他措施,以防止电解腐蚀。
验收和测试:在安装完成后,进行系统验收和测试,检查是否存在漏水、渗漏或其他问题。
确保排水系统的正常运行。
定期检查和维护:建立定期检查和维护计划,确保排水系统长期稳定运行。
这些技术要求可以根据具体的工程要求和不锈钢排水管的规格进行调整。
在安装过程中,最好遵循相关的标准和规范,以确保整个排水系统的安全性和可靠性。
不锈钢管管道工程技术规程
不锈钢管管道工程技术规程一、设计与计算在进行不锈钢管管道工程的设计时,应充分考虑管道的工作压力、温度、腐蚀等条件,合理选择管材、管径、管道附件等。
设计时应遵循国家相关标准和规范,确保管道系统的安全可靠。
二、管道材料不锈钢管管道工程所使用的管材应符合相关标准,具有良好的耐腐蚀性能、机械性能和焊接性能。
同时,管材的外表面应光滑、无裂纹、气泡等缺陷,以保证管道系统的长期稳定运行。
三、管道连接不锈钢管管道的连接方式应根据管材、管径、工作压力等条件选择,常用的连接方式有承插连接、螺纹连接、法兰连接和焊接连接等。
在连接过程中,应保证连接的牢固、严密,防止渗漏和腐蚀。
四、管道支撑为保证不锈钢管管道的稳定和安全,应在适当的部位设置支撑和固定装置。
支撑装置应具有足够的强度和稳定性,能够承受管道的重量和工作压力,防止管道变形和位移。
五、管道防腐不锈钢管管道的防腐措施应根据土壤、水质、气候等条件选择,常用的防腐措施有涂层防腐、电化学防腐等。
防腐措施应具有长效性、稳定性和耐久性,能够有效地防止管道的腐蚀和老化。
六、管道试压在安装完成后,应对不锈钢管管道进行强度和严密性试验,以检验管道系统的可靠性。
试验压力应符合相关标准和设计要求,试验介质一般为水或空气。
在试压过程中,应记录试验数据,并对不合格部位进行整改。
七、验收标准不锈钢管管道工程的验收应符合相关标准和设计要求,验收内容应包括管道系统的工作压力、温度、流量等参数以及管道的外观质量、防腐措施、支撑装置等。
验收合格后方可投入使用。
八、安全措施在进行不锈钢管管道工程施工和使用过程中,应采取必要的安全措施,防止人员伤亡和财产损失。
例如:在施工前应对操作人员进行安全培训;在安装过程中应遵循安全操作规程;在使用过程中应定期检查和维护管道系统等。
九、维护与保养不锈钢管管道系统在使用过程中应进行定期的维护与保养,以保证其长期稳定运行。
维护与保养的内容包括:定期检查管道的外观质量、防腐层完好情况;定期清理管道内部的积垢和杂质;对出现问题的部位进行及时修复和更换等。
304薄壁不锈钢管技术要求

304薄壁不锈钢管技术要求1)规范和标准材料(产品)制造厂必须采用ISO9001系列标准进行生产,对材料(产品)的生产过程进行严格控制,同时所采购的材料(产品)的设计、制造、检验,主要依据以下标准和规范(应采用最新版本,包含但不限于以下标准及规范):(1)《薄壁不锈钢管道技术规范》 GB/T 29038-2012(2)《不锈钢卡压式管件组件第2部分:连接用薄壁不锈钢管》GB/T 19228.2-20112)不锈钢管及管件(1)建筑给水用不锈钢管和管件,应具有国家认可的产品检测机构的产品检测报告和产品出厂质量保证书,和卫生部门的认可文件。
(2)建筑给水用不锈钢管应采用304不锈钢,即06Cr19Ni10(旧牌号OCr18Ni9),化学成分应符合《薄壁不锈钢管道技术规范》的相关规定,管道与管件应采用相同牌号的材料,并由管材生产厂家统一提供。
(3)不锈钢管物理性质应满足以下规定:非比例延伸强度≥210MPa抗拉强度≥520MPa断后伸长率(热处理状态)≥35%断后伸长率(非热处理状态)≥25%(4)不锈钢管件的成型焊接后,应经保护气体(全氢或AX混合气体)保护的光亮固溶处理,固溶处理的温度应为1000℃-1100℃。
3)连接方式建筑给水用不锈钢管管径小于等于DN100采用双卡压连接,管径大于DN100采用法兰连接。
双卡压管件各部件尺寸应符合《建筑给水排水薄壁不锈钢管连接技术规程》CECS 277-2010的规定。
该连接方式的密封圈,其结构型式、外形尺寸、材质应符合国家或行业相关标准的要求。
密封圈的材料可采用氯化丁基橡胶、三元乙丙橡胶等,其所用的原材料中应不含对输送介质、密封圈的使用寿命及管件有危害作用的物质。
密封圈的外观应平整,不允许有气泡、裂口及影响其性能的其他缺陷。
密封圈的卫生性能应符合《生活饮用水输配水设备及防护材料卫生安全评价规范》的规定。
密封圈的试验与检验应符合《不锈钢卡压式管件用橡胶O型密封圈》(GB/T 19228.3)的规定。
不锈钢管的主要技术指标
不锈钢管的主要技术指标
不锈钢管是一种高强度、耐腐蚀的金属管材,适用于多种工业领域。
以下是不锈钢管的主要技术指标:
1. 化学成分:不锈钢管的化学成分应符合国际或行业的相关标准要求,常见的成分包括铁、铬、镍、钼等元素。
2. 材质:不锈钢管可采用多种不锈钢材质,如304、316、321等,每种材质都具有不同的强度、耐蚀性和耐高温性能。
3. 外径和壁厚:不锈钢管的外径和壁厚应符合设计或规格要求,常见的外径和壁厚范围可根据应用需求进行调整。
4. 物理性能:不锈钢管具有良好的物理性能,包括高强度、硬度和耐磨性。
拉伸强度、屈服强度、延伸率等性能指标需满足相关标准的要求。
5. 表面质量:不锈钢管的表面应无裂缝、气泡、褶皱、结痂等缺陷,并且无明显的划痕或锈蚀。
6. 耐蚀性:不锈钢管的耐蚀性能是其重要的技术指标之一。
在各种环境中,如酸、碱、盐、湿气等,不锈钢管应具有良好的耐腐蚀性能。
7. 使用温度范围:不锈钢管的使用温度范围取决于其材质和特性,需根据具体应用场景选择合适的不锈钢材质。
8. 加工性能:不锈钢管的加工性能包括可焊性、可锻性、可切削性等,这些性能会影响到不锈钢管的加工和制造过程。
不锈钢管的主要技术指标应满足相关的标准和规范要求,以保证其质量和性能符合预期应用的需求。
不锈钢工艺管道施工方法及技术要求
不锈钢工艺管道施工方法及技术要求一、施工方法:1.管道布置规划:在进行不锈钢工艺管道的施工前,需要对管道进行合理的布置规划,包括确定管道走向、支架的设置以及管道间的连接方式等。
2.材料准备:选择合适的不锈钢材料,并对材料进行质量检查,包括外观质量、尺寸精度、力学性能等。
3.管道切割与加工:根据实际需求,对不锈钢管道进行切割和加工,确保管道长度与连接部位的尺寸精确。
4.管道焊接:对切割好的管道进行焊接,一般采用TIG焊接或氩弧焊接技术,确保焊缝质量符合标准要求。
5.安装支架:根据管道布置方案,安装合适的支架来支撑不锈钢工艺管道的重量,并保证管道与支架之间的间距和接触面的平整度。
6.管道连接:使用合适的连接方式连接不锈钢工艺管道,常见的连接方式包括螺纹连接、法兰连接、对焊连接等。
7.安装配件:根据实际需要,安装管道的阀门、泵及其他配件,确保管道系统的正常运行。
8.检测及试验:在完成管道安装后,进行严格的检测和试验,包括漏水试验、压力试验等,确保管道系统的安全性和可靠性。
二、技术要求:1.材料要求:不锈钢材料的选择应符合相关标准要求,材料的化学成分、力学性能等指标要达到规定标准。
2.焊接质量:管道焊缝的质量应符合相关标准要求,焊缝应无裂纹、夹杂物等缺陷,焊缝的焊后金属晶粒度要符合要求。
3.管道布局:管道的布局要合理,管道之间的间距和高度要符合设计要求,避免产生冲突和交叉。
4.支架安装:支架的安装要牢固可靠,支撑面要平整,间距要合理,以保证管道的安全运行。
5.管道连接:管道连接的紧密度和密封性要求高,连接部位不能出现渗漏和松动现象。
6.检测及试验:在施工完成后,进行严格的检测和试验,包括外观检查、压力试验等,确保管道系统的安全可靠。
7.防腐蚀处理:不锈钢工艺管道具有耐腐蚀性能,但为了提高其使用寿命,可以进行一定的防腐蚀处理,如涂覆防腐漆等。
8.管道清洁:在施工完成后,应对管道及配件进行清洗和清理,确保管道内部清洁无杂物。
不锈钢管 技术规程
不锈钢管技术规程
不锈钢管技术规程是制定和规范不锈钢管生产和使用过程中的技术要求和标准的文件。
该规程包括不锈钢管的材料选择、制造工艺、检验测试、尺寸和表面质量要求等方面。
以下是一般不锈钢管技术规程的主要内容:
1. 材料选择:规定了不锈钢管的材料牌号、化学成分、力学性能等要求。
2. 制造工艺:包括热轧/冷轧、冷拔/冷拓工艺、轧制规程、加
热处理等制造工艺的要求。
3. 检验测试:包括不锈钢管的化学成分分析、机械性能测试、外观检查、尺寸测量和检验等。
4. 尺寸要求:规定了不锈钢管的外径、壁厚、长度、弯曲度、端头形状等尺寸方面的要求。
5. 表面质量要求:包括外表面的光洁度、无缺陷、无氧化皮和内表面的光滑、无裂纹等方面的要求。
6. 包装和标志:规定了不锈钢管的包装方法和标志内容,以确保产品的安全和追踪。
总之,不锈钢管技术规程是确保不锈钢管产品质量符合标准和要求的重要文件,对于生产厂家和使用者来说都具有指导意义。
不锈钢管道技术要求1
不锈钢管道技术要求1
不锈钢管道技术要求1
1.材质要求:不锈钢管道应选用具有良好的耐腐蚀性能和机械性能的
不锈钢材料,一般选用304、316L等材质。
材料的选择应根据管道介质的
性质、温度、压力等因素综合考虑。
2.规格要求:不锈钢管道应按照国家相关标准和设计要求进行选用与
设计,包括管道的直径、壁厚、长度等参数。
管道的规格要求应满足使用
环境的需要。
3.制造工艺要求:不锈钢管道应采用合理的制造工艺,包括锻造、轧制、焊接等工艺。
焊接工艺要求应符合相关标准,并且焊接接头应具有良
好的强度和密封性。
4.表面处理要求:不锈钢管道的表面应进行适当的处理,以提高其耐
腐蚀性能和外观质量。
常用的表面处理方法包括酸洗、抛光、喷砂等。
5.焊口要求:不锈钢管道的焊口应符合相关标准和设计要求。
焊缝应
具有一定的强度和密封性,焊接接头应进行非破坏性检测,确保焊缝质量。
6.检测要求:不锈钢管道在制造和安装过程中应进行必要的检测,以
确保管道质量。
常用的检测方法包括射线探伤、超声波检测、涡流检测等。
7.安装要求:不锈钢管道的安装应符合相关标准和设计要求,包括安
装位置、连接方式、支撑方式等。
安装过程中要注意保护管道的表面免受
损坏。
8.维护要求:不锈钢管道在使用过程中需要定期维护,包括清洗、除锈、润滑等工作。
定期检查管道的使用状况,进行必要的维修和更换。
以上述技术要求来提高不锈钢管道的质量,确保其在使用过程中的安
全可靠性和稳定性。
同时,也有利于延长管道的使用寿命,节约维修成本,提高生产效益。