连铸保护渣在结晶器内的行为基本特性和其对铸坯质量造成的影响
分析结晶器电磁搅拌对连铸坯质量的影响

分析结晶器电磁搅拌对连铸坯质量的影响摘要:连铸坯是炼钢炉炼成的钢水经过连铸机铸造后所得的产品。
其应用领域十分广泛,国内外在机械工程设备方面都在使用连铸坯制件。
其中,一些钢用的连铸坯可以直接轧钢,制成管、板、型钢等。
连铸坯在经过结晶器电磁搅拌后能够有效改善一些存在缺陷的地方。
基于此,本文对结晶器电磁搅拌、连铸坯概念以及相关实验进行简要分析。
关键词:结晶器;电磁搅拌;连铸坯引言:连铸坯中最关键的问题就是其中心偏析、夹杂物以及中心缩孔等严重影响铸坯的内部质量。
电磁搅拌是最常使用的连铸生产技术,它通过电磁力来优化消除结晶器内钢水过热度。
铸坯在经过电磁搅拌后其等轴晶率会有明显提高,从而得到良好凝固组织的铸坯,使得成品性能得到改善。
可以有效地解决连铸坯中心缩孔、纯净度等问题。
一、结晶器电磁搅拌及连铸坯概述连铸坯是钢水通过连续铸钢机铸成的钢坯。
连续铸钢技术可以把生产钢水到钢坯的整个过程进行简化,不需要经过初轧过程。
因此,连铸坯具备生产成本低、金属获得率高以及劳动条件好等一系列优点。
目前,连铸坯已是轧钢生产的重要原料。
然而,连铸坯也有一定的缺陷。
例如,一般疏松、中心疏松、锭型偏析、一般点状偏析、边缘偏析、皮下气泡、内部气泡、缩孔残余、翻皮、白点、轴心晶体裂缝、非金属夹杂物和心部裂纹等。
在低倍检验中会出现中心疏松、缩孔、中心偏析、表面角部裂纹、表面边部裂纹等缺陷。
电磁搅拌就是借助在铸坯的液相穴内感生的电磁力强化液相穴内钢水的运动,由此强化钢水的对流、传热和传质过程,从而控制铸坯的凝固过程,对提高铸坯质量具有积极的作用。
其中,结晶器电磁搅拌是目前最常见的、适用于各类连铸机的装置,它对改善铸坯表面质量、细化晶粒和减少铸坯内部夹杂及中心疏松等都有明显的作用。
一般情况下,为避免影响液面自动控制装置的使用,通常将其安装在结晶器的下部。
结晶器电磁搅拌的作用有以下几点:第一,改善铸坯表面质量。
铸坯在结晶器下面其表面呈现凝固的状态,此时可以将搅拌器置于结晶器的弯月面处,以起到对铸坯表面凝固开始前对其“清洗”的作用。
连铸保护渣技术
连铸保护渣技术,作为连铸生产的关键技术之一,对连铸生产的顺行和铸坯质量有着至关重要的影响,尤其是铸坯表面缺陷,基本上都是在结晶器内形成的,与保护渣有直接关系。
近几年来,该技术在实践中,如空心颗粒渣等的开发和广泛使用,对铸坯质量的改善、连铸生产工艺的稳定起了很大促进作用。
同时渣的基础性能如润滑和传热特性的研究也一直受到人们的重视。
一、不同钢种对保护渣性能设计要求不同成分的钢种.其钢水特性及其凝固特点有别,从而决定了对保护渣性能方面的要求。
1、低碳钢首先钢中w(C)<0.08%或0.06%。
这类钢高温机械性能好,凝固过程中不存在严重的相变体积变化,内应力及裂纹敏感性小,故通常以较高拉坯速度进行生产,以提高生产率。
基于低碳钢本身的凝固特点和质量要求,设计时主要考虑渣的润滑及消耗。
较高拉速要求尽量增大结晶器热流,加速钢水凝固,防止粘结漏钢,这要求保护渣结晶温度低、凝固温度适中,以确保低碳钢结晶器保护渣在950℃以上处于非晶体状态,使发生粘结漏钢的可能性最小。
在高速浇注时,为使足够的液态保护渣能流入铸流和结晶器内表面之间的区域,确保良好的润滑和足够的消耗,通常保护渣粘度选择较低的范围。
另外,此类钢种初生铁素体坯壳中[P]、[S]偏析小,初生坯壳强度高,铸坯振痕较深,故应使用保温性能较好的保护渣,提高弯月面初生坯壳温度,有利于减轻振痕过深带来的危去。
因此,连铸低碳钢满足以上各要求,就要通过设计具有一定的传热性能、良好的保温性能、良好的非金属吸收、良好的润滑和性能稳定的保护渣来获得。
2、中碳钢中碳钢钢水凝固过程中发生己δ→γ相变,体积强烈收缩,此钢种裂纹敏感性大,容易产生表面裂纹,特别是高拉速时。
避免纵横向裂纹是首要考虑的问题,为此,中碳钢用保护渣设计的重点应放在控制从铸坯传往结晶器的热流上,限制结晶器热通量,希望保护渣具有较大热阻。
因此,应选用凝固温度高、结晶温度也高的保护渣,利用结晶质膜中的“气隙”,使保护渣传热速度减缓,有助于减小铸坯在冷却过程中产生的热应力。
保护渣对铸坯质量的影响

攀枝花学院Panzhihua University本科毕业设计(论文)文献综述院(系):材料工程学院专业:冶金工程班级:2007冶金工程班学生姓名:曾月斌学号: 2007111030472011 年2 月16 日本科生毕业设计(论文)文献综述评价表文献综述:结晶器保护渣对铸坯质量影响的研究1 结晶器保护渣的发展及现状1.1 保护渣的发展在出钢和浇注过程中,钢液长期接触空气和耐火材料,温度和成分发生了显著变化,钢的质量受到严重影响。
经过长期的探索与实践,发现采用气体、液体、固体保护剂,产生还原性气体,将钢液与空气隔离,并对钢液中上浮的夹杂物进行捕集的保护浇注;或采用真空浇注法,是减少浇注过程中钢液污染的有措施。
常用的保护浇注法如[1]表 1.1所示。
1.1 保护浇注分类以前,在钢锭模内壁刷无水焦油,或向钢锭模内放置木框、石蜡稻草圈进行无渣保护浇注。
之后,逐渐发展到使用固体保护渣进行有渣保护浇注,取得了良好的效果,为了适应连续浇注生产迅速发展的需要,1989年我国推出第一批连铸保护渣系列。
从此我国连铸保护渣的标准化、规范化、生产专业化进入一个新时代。
连铸结晶器保护渣的品[2]种繁多:(1)按其化学成分可分为:223SiO Al O CaO --系、223SiO Al O FeO --系、2232SiO Al O Na O --系,其中以前者的应用最为普通。
在此基础上加入少量添加剂(碱金属或碱土金属氧化物、氟化物、硼化物等)和控制熔速的炭质材料(炭黑、石墨和焦炭等)。
(2)按保护渣的形状可分为粉状渣(机械混合成型)、颗粒渣(挤压成型的产品呈长条形,圆盘法成型的产品呈圆形,喷雾法成型的产品呈空心圆颗粒)。
(3)按使用的原材料可分为原始材料混合型、半预熔型和预熔型。
(4)按其使用特性,根据钢种特性、连铸设备特点和连铸工艺条件可分为各种规格的保护渣(低、中、高碳钢保护渣和特种钢专用渣)、发热型开浇渣等。
1.2 保护渣的发展趋势随着连续铸钢的发展,原有保护渣已满足不了生产工艺需求,现代连铸技术采用的保护渣必须是低黏度、低熔点、高熔化速度、大凝固系数的新型保护渣,且保护渣的选择必须与连铸机工艺条件相匹[3]配。
连铸保护渣中氟化物作用及影响分析

连铸保护渣中氟化物作用及影响分析摘要:连铸保护渣是现代连铸技术的重要组成部分。
为获得满足冶金工艺要求的钢种,经常要改变保护渣的成分配比及物相。
通常要在保护渣中加入一定量的氟化物,以调节保护渣的高温物化性能。
文章主要就连铸保护渣中氟化物的作用及影响展开分析。
关键词:连铸保护渣;氟化物;作用;影响氟化物是为了改善连铸保护渣的性能而加入的助熔剂,氟化物的加入可以降低保护渣的粘度和熔化温度,改善结晶性能以满足生产要求,氟化物的逸出造成环境污染;同时二冷水酸化造成连铸设备腐蚀。
可见连铸保护渣中氟化物的作用是两面的,充分发挥其积极作用,防范其危害十分必要。
一、连铸保护渣功能及基本组成保护渣对连铸工艺及铸坯质量具有重要的影响。
在钢水高温作用下,加入结晶器的保护渣逐渐升温并发生多种结构及状态转变。
保护渣从加入结晶器液面到离开结晶器这一过程中所发挥的作用可归结为:绝热保温、防止钢水二次氧化、吸收夹杂、润滑铸坯并调节铸坯向结晶器传热等5大功能。
为调节保护渣高温物化性能(熔点、黏度),促进渣膜中各矿相的析出,渣中通常都加入一定量的氟化物。
随着钢产量的提高,保护渣的用量也不断增加。
根据不同钢种的生产要求,炉渣碱度控制为0.8~1.3,其中,氟原料一般选用萤石、氟化钠或冰晶石。
二、氟化物在保护渣中的作用保护渣是在连铸的浇注过程中,向结晶器钢水面上添加的粉末状或颗粒状的渣料,在连铸过程中起到隔绝空气、净化钢水、润滑结晶器及改善传热效果等作用。
保护渣是连铸生产中的辅助材料,其性能的好坏直接影响到连铸生产工艺和铸坯的质量。
特别是连铸保护渣的粘度性能,对结晶器内发生的液渣流入和消耗、润滑、夹杂物吸收等冶金行为有着重要影响。
为了使保护渣在浇铸中的良好性能得到保证,在保护渣基料成分基础上,添加Na2O、CaF2作助熔剂,可以降低粘度和熔化温度,改变其结晶性能。
针对铸坯的钢种不同,保护渣中的氟含量也有所差异,在大板坯和薄板坯连铸生产中,要求较低粘度的保护渣,其中氟含量为6%-8%,最高可达11-13%。
连铸坯产生质量问题的原因和保护渣
连铸坯产生质量问题的原因23.什么是连铸坯的质量问题?最终钢材产品的质量取决于连铸坯的质量。
所谓连铸坯的质量是指得到合格钢材产品所允许的铸坯缺陷的严重程度。
我们关心的是,哪些连铸坯的质量问题可以通过电磁搅拌来解决,这就一定会涉及质量问题产生的原因。
24.铸坯质量问题主要有哪些?(1)铸坯的纯净度(夹杂物数量、形态、分布等);(2)铸坯的表面缺陷(裂纹、夹渣、气孔等);(3)铸坯内部缺陷(裂纹、偏析、夹杂、疏松和缩孔等)。
铸坯的纯净度主要取决于钢水进入结晶器之前的处理过程,即在浇注前把钢水搞“干净”些;同时浇铸时要控制工艺,不让夹杂物随钢水下行。
铸坯纯净度的控制是从熔炼开始(电炉、转炉)到炉外精炼、中间包冶金、保护浇注以及电磁搅拌工艺的全过程控制。
铸坯的表面缺陷主要取决于钢水在结晶器内的凝固过程,它与结晶器内坯壳的形成过程、结晶器液面波动、浸入式水口设计、保护渣性能等因素有关。
必须控制影响表面质量的各参数在目标值以内,从而生产无缺陷的铸坯,这是热送和直接轧制的前提。
铸坯的内部缺陷包括内部裂纹、疏松与缩孔,主要取决于在二次冷却区铸坯冷却过程和铸坯支撑系统。
合理的二次冷却水分布,支承辊的对中,防止铸坯鼓肚等是提高铸坯内部质量的前提。
铸坯内部元素偏析,是与全过程有关的。
因此,为了获得良好的铸坯质量,可以根据钢种和产品的不同要求,在连铸的不同阶段,如钢包、中间包、结晶器和二冷区采用不同的工艺技术(包括电磁搅拌),对铸坯质量进行有效的控制。
25.连铸坯中非金属夹杂物有哪些类型?连铸坯中非金属夹杂物,按其生成方式可分为内生夹杂和外来夹杂。
内生夹杂,主要是指出钢时,加铁合金的脱氧产物和浇注过程中钢水和空气的二次氧化产物,如铝的氧化物。
外来夹杂,主要是冶炼和浇铸过程中带入的夹杂物,如钢包、中间包耐火材料的浸蚀物,卷入的包渣和保护渣、水口被冲刷的残留物等。
连铸坯中最后凝固的夹杂物的数量、分布和粒度,是受中间包内钢水的纯净度、结晶器内注流的冲击深度以及注流的运动状态等制约的。
三明钢厂连铸相关渣剂性能及其优化研究

摘要针对福建三钢实际,研究目前连铸用中包覆盖剂和结晶器保护渣的相关性能及其对钢水和铸坯质量的影响。
研究结果发现三钢目前铸机状态均倾向于使用高熔点、高粘度的保护渣。
若保护渣熔点、粘度较低则铸坯上很容易出现横向和纵向凹陷。
但熔点、粘度较高时,保护渣吸收夹杂的能力很弱,特别是在浇铸ML08Al 等酸溶铝较高的钢种时,大量类夹杂聚集在钢渣界面处后,保护渣对铸坯的润滑能力很差,容易造成振痕扭曲、表面和皮下夹渣,这些缺陷对冷镦、拉丝材的质量危害较大。
针对三钢连铸用结晶器保护渣存在的问题,提出了优化方案,优化后从保护渣组成和性能来看,原渣Al2O3含量较现有生产用渣降低了,这有利于进一步吸收夹杂,并且加入BaO、MnO、B2O3,有利于稳定保护渣吸收夹杂后的性能。
并且设计中融合了重庆大学关于低氟保护渣的最新研究成果,降低了保护渣中的F 含量,使得保护渣经二冷水冲击后对连铸设备的腐蚀。
从保护渣中加入Al2O3后熔点、粘度的变化情况来看,比现在使用的渣稳定得多。
针对三钢ML08Al钢种为了实现中间包覆盖剂对钢水保温和净化钢液的作用,提出采用中包覆盖渣+低碳炭化稻壳的双层渣覆盖剂模式,这种覆盖剂模式既能净化钢液又具有保温性能。
实验研究了预熔型铝酸钙渣系中包覆盖渣组成和熔点的关系且确定了几种渣系,通过配C基本可用与现场的试验。
关键词:连铸,保护渣,中间包覆盖剂,性能ABSTRACTIn view of the condition of Fujian sanming iron and steel Co. at present, the mold fluxes and tundish cover power used in continuous casting were investigated. The result showed that the continuous caster was inclined to using the high melting point and high viscosity mold fluxes. If the mold fluxes melting point and viscosity were lower, the casting billets was liable to appear crosswise and longitudinal hollow. While when melting point and viscosity were higher, the capability of absorbing inclusion for mold fluxes very weakly, especially when cast the ML08Al which contain higher aluminum gathering on the surface of steel fluxes. It is easy to cause the mark distortion, the surface and the hypodermic entrapped slag.Based on the analysis the problem of the mold fluxes, a new type mold fluxes was development in the the existing products,Al2O3 content of the developing mold fluxes was reduced. There is advantage to further absorb the inclusion. And the low fluorine content mold fluxes could reduce the corrosion of continuous casting equipment. The melting point and the viscosity change of mould fluxes was more stable than used at present after Al2O3 absorption.In order to realize thermal retardation and the molten steel purification, the tundish cover powder based CaO-Al2O3 slag system was studied. The experimental showed that the developed covering powder can be used in high [Al] steel grades.Keywords: continuous casting, mold fluxes, tundish cover powder, performance目录碱性中包覆盖剂的特点 (2)1绪论连铸保护渣是连铸过程中关键性辅料,对连铸工艺的顺行和铸坯表面质量的控制具有重要影响。
连铸保护渣在结晶器内的行为基本特性和其对铸坯质量造成的影响
2020/4/20
6
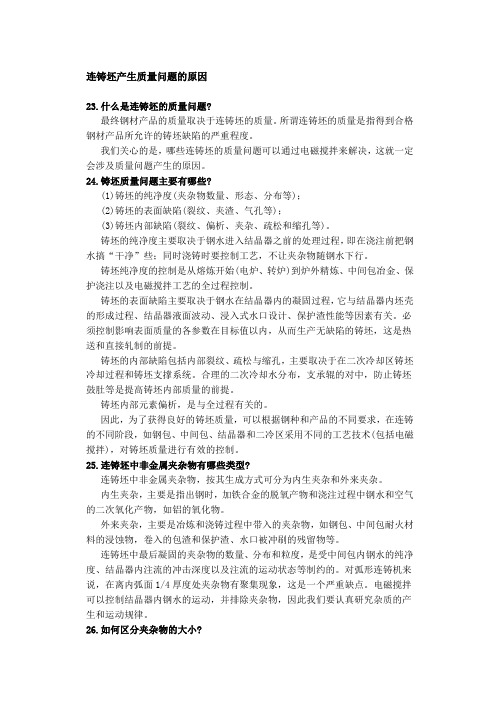
1.4 连铸过程中钢液弯月面的性状
r1 .66 M /S/[M (S)g]
根据Saito计算: •在正常情况下,用保护渣
浇铸普碳钢弯月面半径: r≈7~8mm; • 当有严重渣圈存在,夹杂 物在弯月面聚积、弯月面 不被液渣覆盖而裸露时, 其半径均会大幅度减小, 容易造成铸坯缺陷。
2
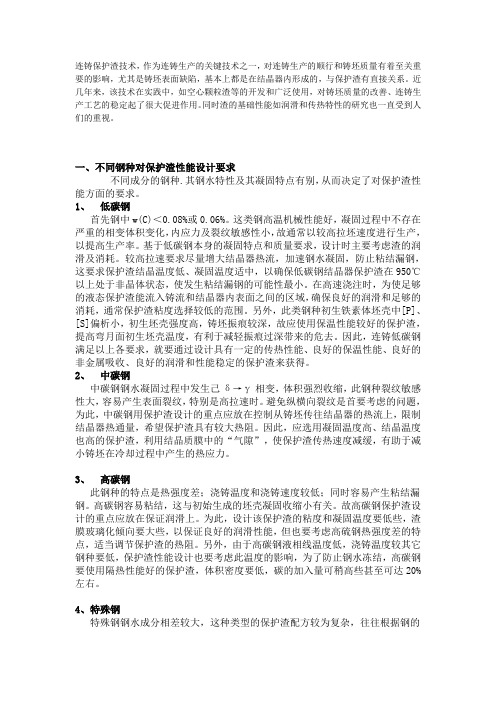
1 保护渣在结晶器内的行为
1.1 保护渣在结晶器中的分布
结晶器 玻璃膜 结晶膜 液渣膜
渣圈 颗粒层 烧结层 熔渣层
钢液 凝固壳
图.1 结晶器内保护渣分布示意图
2020/4/20
3
钢液面上的保护渣通常有2~4层典型层状结构: (1)位于最顶层的未熔、未反应的黑色固渣层; (2)位于中间的多相烧结层; (3)固渣开始熔化的糊状区; (4)直接与钢液接触的熔渣层。
2020/4/20
4
1.2 保护渣的功能
保护渣功能有: * 润滑铸坯 * 控制铸坯向结晶器传热 * 对结晶器钢液表面绝热保温 * 防止钢液氧化 * 吸收上浮到钢液表面的夹杂
2020/4/20
5
1.3 关键因素
为有效发挥保护渣功能,必须注意几个关键因素: * 保护渣的熔化过程 * 熔渣层的形成 * 熔渣填充于铸坯和结晶器壁间隙 * 固态及液态渣膜的形成
0.2
B2O3
4.1
5.5
0
0
0
(CaO+MgO)/SiO2 1.38
1.11
1.27
0.94
1.26
2020/4/20
46
Friction coefficient friction force(N/cm2)
0.4
160
连铸保护渣的基本功能及其在结晶器中的行为
个人收集整理勿做商业用途目录中文摘要........................................................................ 错误!未定义书签。
英文摘要........................................................................ 错误!未定义书签。
1 绪论 (1)1。
1连铸保护渣的基本功能及其在结晶器中的行为 (1)1.1。
1连铸保护渣的作用 (1)1。
1。
2连铸保护渣在结晶器内行为 (2)1.2裂纹敏感性钢种连铸面临的问题 (4)1。
3连铸保护渣结晶性能的研究现状 (6)1。
3.1影响连铸保护渣结晶特性的因素 (6)1.3。
2连铸保护渣结晶性能对传热的影响 (7)1。
3。
3结晶器中保护渣控制传热的途径 (8)1.4国内外关于保护渣凝固收缩性能的研究 (9)1。
5本课题的来源、研究的主要内容 (11)2 实验方案与设备 (12)2.1保护渣凝固收缩性能的测试方案 (12)2。
1.1保护渣体积变化率的评价方法 (12)2。
1。
2保护渣结晶体、玻璃体密度的测试方法 (12)2.1.3实验过程中渣样的对比研究方案 (14)2。
2实验渣成分的设计 (15)2. 3与保护渣结晶性能相关的参数的测定 (18)2.3。
1保护渣定点粘度、粘温曲线的测试 (18)2。
3.2保护渣熔化温度的测试 (20)3 实验结果及分析 (22)3.1相同渣系组分对结晶性能、凝固收缩性能影响的探讨 (22)3.2不同渣系的保护渣凝固收缩性能的探讨 (27)3。
3不同冷却速度对凝固收缩性能的影响的探讨 (28)4 结论 (30)5 致谢 (30)参考文献 (32)1 绪论连铸保护渣是连铸过程中关键性辅料,对连铸工艺的顺行和铸坯表面质量的控制具有重要影响。
保护渣从加入到离开结晶器这一过程中所发挥的作用可归结为:对结晶器钢液面绝热保温,避免钢液凝固;保护钢液面不受空气二次氧化;吸收钢液中上浮的夹杂物;润滑运动的铸坯;均匀和调节凝固坯壳向结晶器的传热.在上述诸多功能中,最重要的是润滑铸坯和控制传热两大特性。
浅析连铸结晶器保护渣渣圈
浅析连铸结晶器保护渣渣圈王爱兰刘平陈建新(包钢(集团)公司技术中心,包头 014010)摘要:通过对连铸结晶器保护渣渣圈形成原因的剖析,结合生产实际分析并讨论了影响渣圈形成的因素及对保护渣使用性能的影响。
关键词:连铸结晶器保护渣渣圈Analyse of slag circule to mould powderWANG Ailan Liu Ping Chen Jianxin(Technology center of Baotou Iron and Steel(Group)Co)Abstract: this paper analyse forming factors of slag circule to mould powderand application performance of mould powder in according to production.Keywords: mould powder slag circule of mould powder1 前言连铸保护渣是直接影响连铸稳定生产和改善铸坯质量的一种消耗性材料,在结晶器中必须保证合适的熔渣层结构才能充分发挥其五大冶金功能:覆盖保温、防止二次氧化、吸收夹杂、在结晶器与铸坯间起润滑作用和改善结晶器与铸坯间的传热。
其中最重要的两个冶金功能是“润滑”和“控制传热”,这两个功能的良好发挥是借助于熔融保护渣充填到结晶器壁和坯壳之间的缝隙内形成渣膜得以实现,而渣膜又受流入结晶器壁的熔渣量控制,熔渣流入量与渣圈之间存在着内在的联系。
深入研究渣圈结构特征及其与冶金功能之间的关系具有实际意义。
2 连铸结晶器保护渣渣圈的形成及对使用性能的影响连铸结晶器保护渣渣圈是在熔渣与结晶器壁之间高梯度温度场内形成的[1]。
保护渣在浇注条件下,结晶器的上下运动和熔渣的粘滞流动使熔渣由弯月面流向结晶器和铸坯之间,粘附在结晶器的铜壁上,起润滑作用,使铸坯顺利拉出铸机。
连铸保护渣性能选择及对铸坯质量的影响
连铸保护渣性能选择及对铸坯质量的影响作者:王新宋玉倩来源:《数码设计》2018年第06期摘要:从本质上讲,通过改变其化学成分和矿物成分是精华,保护渣熔点的保护渣,融化速度、粘度、结晶温度特性,以满足不同类型的钢所需传热、润滑,包容吸收和隔热和其他需求,能够生产合格的铸件。
从熔点、粘度、熔融速率、结晶温度等炉渣特性等方面探讨了钢坯表面缺陷的防治。
连铸型保护渣为人工矿渣,主要由硅酸盐化合物组成由各种化学熔剂和碳材料构成的功能材料。
与随着钢铁工业的快速发展,钢材市场对铸坯质量的需求不断上升对连铸技术的要求越来越高。
关键词:连铸;保护渣;熔化;铸坯;缺陷中图分类号:TF777;;;;; 文献标识码:A;;;;; 文章编号:1672-9129(2018)06-0141-02Selection of Protective Slag Properties of Continuous Casting and Its Influence on Casting QualityWANG Xin1*, SONG Yuqian2(1. North China University of Science and Technology, Hebei Tangshan, 063000,China)(2. Information Automation Department of Tangshan Iron and Steel Company, Hebei Tangshan, 063000, China)Abstract: In essence, qualified castings can be produced by changing the chemical and mineral composition of the essence, protecting the slag of the melting point, melting speed,viscosity, and crystallization temperature characteristics to meet the heat transfer, lubrication,inclusion, absorption, insulation and other requirements of different types of steel. The control of surface defects of billet is discussed in terms of melting point, viscosity, melting rate and crystallization temperature. The continuous casting protective slag is artificial slag, which is mainly composed of silicate compounds and functional materials composed of various chemical fluxes and carbon materials. With the rapid development of the iron and steel industry, the steel market demand for billet quality is rising and the requirements for continuous casting technology are higher and higher.Keywords: Continuous casting; Protecting slag; Melt; Slab; defects引用:王新,宋玉倩. 连铸保护渣性能选择及对铸坯质量的影响[J]. 数码设计, 2018, 7(6): 141-142.Cite:WANG Xin, SONG Yuqian. Selection of Protective Slag Properties of Continuous Casting and Its Influence on Casting Quality[J]. Peak Data Science, 2018, 7(6): 141-142.引言保护渣层的厚度与保护渣的消耗量有关。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2020/4/20
18
影响保温性的因素
· 颗粒粒级分布及堆积状态,容重 ·有气体对流时保温性降低 ·闭孔较多的空心颗粒保护渣保温性 较好 · 影响保温性的其它因素 * 整个浇铸过程中维持黑渣面。 * 保护渣中碳质材料含量、种类、 粒径分布通过影响烧结和熔化特性对保温性也有影响。 * 在伸入式水口周围应维持较厚的未熔层 。
温度,℃
2020/4/20
21
2020/4/20
22
碱性材料对保护渣形态转变温度的影响
熔剂对保护渣形态转变温度的影响
2020/4/20
23
2020/4/20
2.5 保护渣对铸坯的润滑 熔渣层厚度 消耗量 渣膜厚度 铸坯摩擦力
24
(1)熔渣层厚度
维持合适熔渣层厚度的意义: 存储足够熔渣,便于熔渣均匀稳定地流入铸坯与结晶器壁
影响透气性的因素 保护渣颗粒度 保护渣未熔层的透气性与颗
粒平均直径的平方成反比 -保护渣烧结层厚度
2020/4/20
17
2.3 保温性
提高保温性的意义 * 防止搭桥和结冷钢,并维持弯
月面区域较高的温度; * 提高保温性有利于减轻振痕、
保证熔渣流入通道的畅通和 减少针孔等皮下陷; * 保证保护渣及时均匀熔化。
2
1 保护渣在结晶器内的行为
1.1 保护渣在结晶器中的分布
Байду номын сангаас
结晶器 玻璃膜 结晶膜 液渣膜
渣圈 颗粒层 烧结层 熔渣层
钢液 凝固壳
图.1 结晶器内保护渣分布示意图
2020/4/20
3
钢液面上的保护渣通常有2~4层典型层状结构: (1)位于最顶层的未熔、未反应的黑色固渣层; (2)位于中间的多相烧结层; (3)固渣开始熔化的糊状区; (4)直接与钢液接触的熔渣层。
匀的固渣层,也有利于实行自动加渣;反之,则可能出现保护 渣的局部堆积,结晶器钢液面上各处固渣层厚度差别较大。 增大保护渣颗粒度和比重可提高铺展性。
2020/4/20
14
对于结晶器液面翻卷 严重的浇铸工艺,为避 免颗粒渣滚动性太好造 成液面局部裸露,可采 用在加热过程中能膨胀 为粉状或片状的颗粒渣。
2020/4/20
6
1.4 连铸过程中钢液弯月面的性状
r1 .66 M /S/[M (S)g]
根据Saito计算: •在正常情况下,用保护渣
浇铸普碳钢弯月面半径: r≈7~8mm; • 当有严重渣圈存在,夹杂 物在弯月面聚积、弯月面 不被液渣覆盖而裸露时, 其半径均会大幅度减小, 容易造成铸坯缺陷。
2020/4/20
4
1.2 保护渣的功能
保护渣功能有: * 润滑铸坯 * 控制铸坯向结晶器传热 * 对结晶器钢液表面绝热保温 * 防止钢液氧化 * 吸收上浮到钢液表面的夹杂
2020/4/20
5
1.3 关键因素
为有效发挥保护渣功能,必须注意几个关键因素: * 保护渣的熔化过程 * 熔渣层的形成 * 熔渣填充于铸坯和结晶器壁间隙 * 固态及液态渣膜的形成
连铸保护渣在结晶器内的行为基本 特性和其对铸坯质量造成的影响
2020/4/20
1
主要内容
1 保护渣在结晶器内的行为 2 保护渣在结晶器内的性能特征 3 铸坯表面典型缺陷及保护渣的影响 4 方坯连铸工艺因素及典型钢种保护渣的技术特征 5 连铸保护渣的选择及试验方法 6 连铸保护渣的设计选择及使用
2020/4/20
由于结晶器内温度梯度的作用和保护渣自身成份特点,形 成从铸坯到结晶器壁的“液渣膜+固渣膜(结晶器+玻璃体 /结晶体)+气隙”的渣膜结构。
2020/4/20
11
2020/4/20
12
2020/4/20
13
2. 连铸保护渣在结晶器内的特征性能
2.1 铺展性 铺展性表征了保护渣加入结晶器后覆盖钢液面的能力; 铺展性好→保护渣更容易分散到整个结晶器表面→获得厚度均
2020/4/20
7
1.5 坯壳及铸坯表面振痕的形成
溢流
溢流+重熔 弯月面凝固壳反弯
钢种凝固特性、弯月面区域温度、结晶器振动参数、保护渣共同 影响振痕形状和深度,希望形成浅“U”形振痕,避免形成“V”形 或重迭状振痕。
2020/4/20
8
2020/4/20
9
1.6 结晶器和铸坯间渣膜的形成
通过铸坯/结晶器间隙的熔渣流入是连铸的关键环节。 通过结晶器壁的向下运动和渣圈的泵吸作用,熔渣流入铸
坯与结晶器壁间隙,保护渣的流入与负滑脱tN和正滑脱时 间Tp都有关,ls指出消耗量与(tN+0.5Tp)相关。
2020/4/20
10
在开始时,流入的熔渣在结晶器壁面冷却凝固,由此形成的 渣膜包括固态层和液态层,典型厚度分别为1~2mm和 0.1~0.2mm。
摩擦力使得固态层紧贴结晶器壁并随结晶器一起运动,液态 层随铸坯运动,在结晶器下半部,坯壳热收缩导致在结晶器 和固态渣膜之间形成空气隙。
2020/4/20
20
减轻烧结的途径—提高烧结温度和降低烧结强度
--增加保护渣中炭质材料的有效浓度;
体 积 密 度 变 化 值3 , g / c m
--优化原材料成份、物相、物理状态等因素。
0.8
渣条较多
0.6
有少量渣条
0.4
渣条较少
基本无渣条
0.2
0.0
-0.2
-0.4 300 400 500 600 700 800 900 1000
2020/4/20
15
2.2 透气性 提高保护渣透气性的必要性 吹入的Ar气和保护渣分解释放的气体需要排除 当保护渣铺展性、透气性好时,结晶器钢液面各处的
液渣层厚度比较稳定,反之,液渣层厚度随时间变化 较大,使得流入弯月面缝隙的液渣不稳定,由此带来 许多生产和质量事故。
2020/4/20
16
间隙,以保障对铸坯的润滑; 将钢液面与空气隔开,防止钢水被氧化; 吸收上浮夹杂,以减少弯月面处夹杂聚集造成的铸坯表面
或皮下夹杂; 对于超低碳钢,熔渣层将富碳层与钢液面隔开,减少保护
渣对铸坯增碳。
2020/4/20
25
☆ 连铸结晶器内熔渣层厚度分布
2020/4/20
19
2.4 烧结及渣团渣条
烧结不可避免:烧结是保护渣熔化过程中的必经环节 过度烧结的危害:过度烧结会导致结晶器钢液面上出现渣
团、渣块,烧结层过厚,在结晶器周边弯月面处出现大而 厚的渣条。由于高拉速下钢液面流速高,容易将这些大的 团块卷入钢水和弯月面初生坯壳,增大了漏钢和夹渣的危 险性。