如何保证气化炉长周期运行
德士古气化炉烧嘴长周期运行的方法

冷却水系统,气化炉联锁跳车。
德士古气化炉预混式烧嘴在满负荷工况下,由以上两种原因,一般使用寿命在60 d 左右,很难超过90 d 。
3 德士古气化炉烧嘴延长寿命的措施3.1 烧嘴冷水盘管增加防护措施针对烧嘴冷却水盘管容易烧穿处增加保护措施。
冷却水盘管材质为INCONEL625,烧嘴冷却水夹套与烧嘴头部连接处容易烧穿,在原有设计基础上,在连接处安装一层耐火网,在下方再焊接安装一段保护套,对该薄弱点双重保护,避免热辐射直接作用到冷却水盘管与烧嘴焊接连接段[1]。
3.2 烧嘴煤浆喷头材质改进烧嘴磨损后,特别是煤浆喷头磨损后烧嘴压差会变小,这会影响煤浆雾化效果,碳转化率也会降低。
德士古气化炉烧嘴一般设计材质是与氧气接触的部分是INCONEL625材料,煤浆喷头材质是UMCo50。
为减缓煤浆喷头磨损,选用高硬度和耐磨性的材料制作煤浆喷头,改成复合陶瓷材质。
复合陶瓷具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能。
改进材质后,烧嘴运行时间明显增加。
实践证明,硬质合金材质的煤浆喷头有更好的耐磨性,这为德士古气化炉长周期运行创造了条件。
3.3 工艺烧嘴设计参数与操作参数相匹配控制在工艺烧嘴的规格不改变的情况下,操作人员的操作思维、工艺操作条件和气化炉运行状态促使烧嘴所工作环境变化也是决定气化炉烧嘴能否长周期稳定运行的关键因素。
1 德士古气化炉烧嘴简介德士古气化炉是用在水煤浆加压气化技术的气化炉种类之一,而气化炉是煤气化装置最核心的设备,工艺烧嘴是决定气化炉长周期运行的重要条件之一。
德士古气化炉烧嘴安装在气化炉顶部,是水煤浆、氧气进入气化炉的入口点。
其主要作用是将进入气化炉的水煤浆和氧气混合、雾化,结构为预混式三流道设计,中心管走中心氧气,内环隙走水煤浆,外环隙走环隙氧气,烧嘴头部有冷却水夹套及冷却水盘管,运行时通冷却水以保护烧嘴不被烧坏。
2 德士古气化炉烧嘴运行现状气化炉烧嘴是决定气化炉长周期运行的重要条件,常见的损坏形式有烧嘴冷却水盘管烧嘴和烧嘴喷头磨损,只要出现其中一条,就需要停炉更换烧嘴。
GE气化炉长周期运行经验探讨

GE气化炉长周期运行经验探讨俛龙宇(实联化工〔江苏〕有限公司,江苏淮安223001)摘要:分析G E气化炉长周期运行的制约条件,结合实际运行经验进行分析讨论。
对气化炉工艺烧嘴、锁 斗系统阀门、高压闪蒸罐、闪蒸罐排水、烧嘴冷却水泵、捞渣机及灰水水质等问题进行探讨,提出了相应的解决措施,保证了气化装置长周期稳定运行。
关键词#G E气化炉;工艺烧嘴;锁斗;捞渣机中图分类号:TQ545 文献标识码:A文章编号#2096-3548(2018)04-0010-03GE气化工艺自20世纪80年代末引入中国 市场后,经过国内几十年的发展,气化炉的运行周 期不断被刷新。
G E技术相对其他气化技术而言,展现出了极强的稳定性,这也给G E的用户带 来了巨大福利,高昂的工厂投资需要长周期稳定 的运行才能带来持续的利益和回报[1_2]。
实联化工(江苏)有限公司年产1000 [纯碱 项目采用GE气化技术,年产450 k t合成氨作为中 游产品。
该气化装置设计压力6.5 MPa,气化炉 规格" 3 200 19 400 @,采用2开1备模式,单炉处理煤量1 000 t/C,最大可达到1 %50 t/C。
气化炉自2013年12月4日一次性投料成功后,至今已经运行4年有余。
通过对国内各厂家多年 经验的吸收,结合本装置的实际情况,现对该气化 装置长周期运行的经验做一些总结和探讨。
1气化装置运行现状实联化工煤气化装置自2013年底开车以来,由生产不稳定期开始逐步成长,气化炉运行周期 越来越长,由最初单炉30 ~ 50 C的运行周期,已经逐步提升到单炉连续运行140 C以上(中间需 更换烧嘴1次)甚至更长的时间。
气化炉的开、停车完全做到了计划性,除跳电等不可抗力因素 外,整年内几乎没有非计划性停车。
2 GE气化炉长周期运行探讨作为一个贫油富煤的国家,煤化工市场有着 广阔的前景和优势,但不论哪种气化技术都有其优劣,GE也有着较多制约其长周期的瓶颈。
中天合创气化炉长周期运行实践与措施
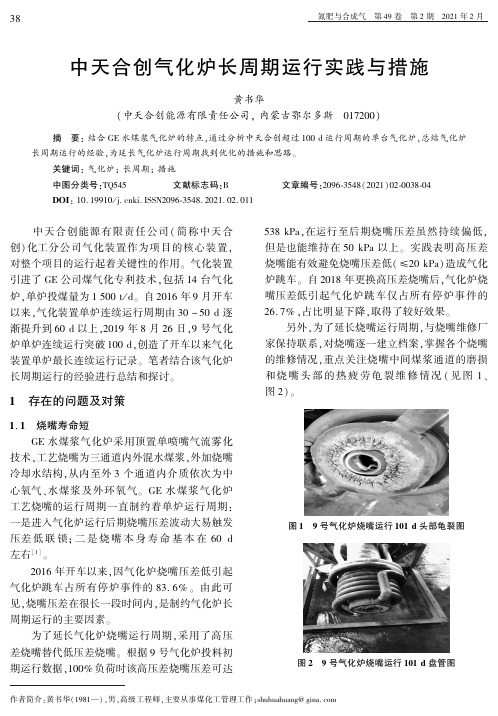
图 1 9 号气化炉烧嘴运行 101 d 头部龟裂图
左右 [1] ꎮ
2016 年开车以来ꎬ因气化炉烧嘴压差低引起
气化炉跳车占所有停炉事件的 83. 6% ꎮ 由此可
见ꎬ烧嘴压差在很长一段时间内ꎬ是制约气化炉长
周期运行的主要因素ꎮ
为了延长气化炉烧嘴运行周期ꎬ采用了高压
差烧嘴替代低压差烧嘴ꎮ 根据 9 号气化炉投料初
长周期运行的经验进行总结和探讨ꎮ
和 烧 嘴 头 部 的 热 疲 劳 龟 裂 维 修 情 况 ( 见 图 1、
渐提升到 60 d 以上ꎬ2019 年 8 月 26 日ꎬ9 号气化
装置单炉最长连续运行记录ꎮ 笔者结合该气化炉
1 存在的问题及对策
另外ꎬ为了延长烧嘴运行周期ꎬ与烧嘴维修厂
的维修情况ꎬ重点关注烧嘴中间煤浆通道的磨损
气化装置要求中控操作人员观察闪蒸系统的
真空度ꎬ及时进行参数调整ꎮ
(4) 落实排黑管道的在线测厚ꎮ
对管道磨损情况进行掌握ꎬ如发现有磨损较
严重的管道应及时更换ꎬ或者在线贴板加强ꎬ保证
设备安全稳定运行ꎮ
1. 4 气化炉堵渣
烧不充分ꎬ炉子渣量约等于正常运行时候的1. 5 ~
2. 0 倍ꎬ此时细微的灰渣从锁斗循环泵入口进入到
的煤浆浓度、黏度在工艺指标范围内ꎻ另一方面根
据分析数据结果ꎬ对粒度分布较差的磨煤机适当
添加钢棒ꎬ保证煤浆粒度分布合格ꎬ减少粗粒子数
量ꎮ 将供 9 号气化炉煤浆的 5 号大煤浆槽煤浆质
量分 数 维 持 在 60. 5% ~ 62. 5% ꎬ 黏 度 保 持 在
500 ~ 1 200 cPꎮ 另外ꎬ要求由专人负责检查磨煤
关键词: 气化炉ꎻ 长周期ꎻ 措施
中图分类号:TQ545 文献标志码:B 文章编号:2096 ̄3548(2021)02 ̄0038 ̄04
浅谈制约壳牌气化炉长周期稳定运行因素
浅谈制约壳牌气化炉长周期稳定运行因素摘要:壳牌气化炉作为一项清洁技术,在现今煤气化技术中应用逐渐广泛,且随着社会的发展,人们环保意识的加强以及现实的需求不断增加,给该项技术提出了新的挑战,在实际应用也发现了一些问题,阻碍了壳牌煤气化装置长周期稳定运行,本文就壳牌气化炉的特点进行阐述,分析了了制约壳牌气化炉长周期稳定运行因素,希望能够提供参考,促进壳牌气化炉的进一步发展。
关键词:壳牌汽化炉;长周期稳定运行;制约因素一、壳牌气化炉技术特点1.使用耐火材料壳牌粉煤气化炉一般采用水冷壁和液态排渣工艺,而不采用水煤浆气化炉的耐火砖结构,是因为其气化温度一般控制在一千四百摄氏度到一千七百摄氏度左右,在通常使用条件下,一般通过在水冷壁外部加入耐火耐热材料来达到耐热功能,或者在内部加入金属销钉,但是长时间维持在1400℃—1700℃内,容易减少耐火材料的寿命,并对其功能进行影响,采用壳牌气化炉通过专门方法对水冷壁进行保护,保证了壳牌气化炉的有效使用。
1.安装粉煤烧嘴壳牌气化炉往往会在下部安装一定数量的粉煤烧嘴,再以特定的方形插进水冷壁中。
其使用目的是保证形成一定的渣层,以粉煤为原料,在一定速度下,通过粉煤烧嘴喷涌而出,进行一系列反应后产生粗煤气,最后于炉膛内融化灰分形成一定状态的小颗粒,经过离心作用附着于水冷层的表面,形成渣层。
渣层可以对气化炉起到很好地保护作用,其大致分为两层,一层为固定的渣层,一层为液态的渣层,二者并不是相对固定,而是可以相互影响相互作用,一方面,当渣层整体情况相对较薄时,通过耐火材料的热传导功能,可以将液态渣层慢慢冷却,加厚固定层以达到整体层变厚的目的。
另一方面,当整体层变厚时,热阻会显著提高,传热的速度就会大打折扣,进而达到一定平衡,保证层面的维持一定的厚度。
1.壳牌煤气化原料比例在进行实际操作过程中,会注入一定比例的氧气和煤灰,在合适的比例下,可以帮助水冷壁内部形成一种稳定的状态,进而维持稳定的温度,渣层厚度,炉内活动等都维持在稳定的状态,对水冷壁产生有效保护,减少了高温,腐蚀等作用影响。
鲁奇气化炉长周期运行中出现的问题与处理探讨

鲁奇气化炉长周期运行中出现的问题与处理探讨摘要:我国经济建设正处于工业化进程的关键阶段,为保证社会主义现代化建设的顺利进行,能源供应显得尤为重要。
在我国煤炭深加工的过程中,鲁奇气化炉的运用发挥着重要作用。
关键词:鲁奇气化炉;长周期;问题1 前言我国的能源结构是“多煤,少气,少油”,而这一能源结构就决定了我国化工的发展方向一煤炭深加工。
在国家发改委的支持下,煤炭资源开发利用和煤炭深加工成为推进经济发展一项重要手段。
鲁奇气化工艺作为煤气化的方式之一,具有煤种适应性强、技术成熟等优势,在国内已经广泛的应用。
但鲁奇气化工艺也有一定的局限因素,运行周期短,设备维修频繁。
如何在现有的工艺基础上改进设备和优化工艺操作,保证鲁奇气化炉长周期运行,已经成为制约鲁奇炉发展的重要因素。
2 气化炉长期运行出现的问题与处理措施2.1汽化剂管线漏点问题在气化炉的汽化剂入口法兰处,汽化剂中心管与此法兰面的焊缝出现裂纹泄漏,裂纹出现的原因可能为:①汽化剂中心管为不锈钢材质,温度310-340℃,外部套管为碳钢材质,温度在230℃左右,内外温差大,易产生热应力,导致焊缝出现裂纹。
②进入炉内的这段汽化剂中心管线仅在此处焊接固定,其他位置皆有空隙,运行时汽化剂高速通过中心管,中心管会发生振动。
采取的措施是将焊缝缺陷处彻底打磨后,然后进行人工堆焊,完成后进行着色探伤和试漏,检验合格后投用。
2.2汽化剂混合管上漏点问题汽化剂混合管上,在空气入口管与氧气入口管之间易出现裂纹(靠近空气/氧气入口管这一侧),导致汽化剂泄漏。
裂纹出现的原因可能为:裂纹前方为蒸汽(390-400℃),裂纹处为蒸汽与返炉CO2混合处,CO2(120℃)返炉通过空气管入口进入混合管,因管口没有喷头增加分布效果,只能随蒸汽流动沿着管口侧的混合管壁往后走,二者混合不均匀,造成管壁温度降低,产生应力腐蚀龟裂。
采取的措施为:①临时进行铆焊,消除漏点。
②利用停车检修机会,将裂纹重新刨开重新堆焊,探伤合格后投用。
制约壳牌气化炉长周期稳定运行因素分析

制约壳牌气化炉长周期稳定运行因素分析作者:王志强来源:《中国科技博览》2019年第02期[摘要]随着环境污染越来越严峻,清洁能源成为发展的趋势。
过去我国矿物质煤作为主要的燃料,经过初步的简单处理直接使用,煤中含有大量的有机质,燃烧过程中直接排放到大气中,产生污染。
为提高煤的利用效率以及减少直接燃烧带来的空气污染,煤气化技术应运而生。
壳牌煤气化装置是应用较广的煤气化设备,设备中最关键的部分是气化炉,这就需要在煤气化运行过程中,必须制定严格的安全管理条例和日常检修手册等,对气化炉的安全稳定运行作出保障。
本文以壳牌煤气化装置中的气化炉作为研究对象,通过对气化炉全方位的概括说明,对气化炉的特点进行了简要的介绍,并对气化炉在运行过程中的问题与措施进行了简要的阐述,希望可以为气化炉的日常检修提供参考。
[关键词]制约;壳牌气化炉;稳定运行;因素中图分类号:G711 文献标识码:A 文章编号:1009-914X(2019)02-0027-01前言在本文中主要介绍了壳牌气化炉的相关技术,陈述了壳牌煤气化的特点,重点分析了壳牌气化炉在生产运行的过程中中出现的主要问题。
壳牌气化炉具有煤种适应性广、气化效率高、污染少的优点,通过研究其运行中的常见问题及解决方法,以期优化壳牌气化炉的工作质量,推动煤气化工艺的发展,创造更大的经济效益和社会效益。
1煤气化技术简介煤炭在我国是最为重要的能源之一,对于煤炭的利用是国家需要解决的一项重要课题。
煤炭直接燃烧会对环境造成非常大的危害,于是人们根据化学反应原理将煤炭进行气化处理后再进行使用,这样就不会产生较多的有害气体,并且煤炭的利用率也有很大的提升。
煤炭的这些特性更加促使人们对煤炭气化技术进行研究,如今煤气化技术已经成为煤炭处理最为重要的一项技术,对于人们的生产生活都有着很大的影响。
煤气化的水平越来越高效,并且越来越环保,气化的产品已经渗入到生活的方方面面,给经济的发展带来很大的动力。
稳定造气炉长周期运行的措施

稳定造气炉长周期运行的措施摘要:造气炉作为造气工段的核心设备,它的检修质量直接决定了造气炉的稳定运行周期。
根据中能公司造气岗位生产实际情况出发,对检修和运行当中的一些问题进行分析,对提高造气炉的运行周期提出一些具体的措施。
造气炉使用的煤炭在性能上每批都有差别,这是操作人员无法控制的,只能通过工艺优化操作适应每批原料,使生产长周期安全稳定运行。
在隐患排查方面,经过一系列的学习培训,提高了员工的业务水平和责任心。
目前最关键的问题是优化工艺操作,而优化工艺操作的前提是正确判断炉况。
1、影响造气炉使用寿命的因素目前造气炉各部分备件使用周期存在差异,中能化工造气炉备件具体使用周期为:炉箅、灰盘总成、密封板、炉条机为12个月,灰渣箱为24个月,炉底、炉底短接为2.5年,上下行阀、煤总阀、各蒸汽阀门、油缸根据检查情况进行更换,但使用周期都在18个月以上。
从备件的使用周期上看,延长使用周期较短(12个月)备件的使用寿命,成为提高造气炉使用寿命的关键。
1.1炉箅使用情况调查最初炉箅的使用材质是铸钢,对造气炉制定的大修周期为1年。
当对造气炉进行大修时常发现炉箅的狼牙部分出现磨损的情况,主要表现为狼牙棱角变为圆形,失去对炉渣的破碎作用。
为此根据实际情况要求近年来厂家对炉箅进行改造,首先对磨损狼牙进行改造,具体方案为将狼牙材质更换为含有高锰铬钢的狼牙,同时利用燕尾槽的形式镶嵌到炉箅体上,通过材质提高狼牙使用周期,达到降低维修费用的目的。
经过单台造气炉试用,效果很理想。
最后与厂家沟通决定对整体材质进行更换,选用含有高锰铬钢的铸铁炉箅。
铸铁相对于铸钢耐磨性强,同时不易高温变形。
通过对几台造气炉的检修情况来看,含有高锰铬钢的铸铁炉箅使用1年后狼牙部分仅有部分磨损,并不影响其破渣作用。
但由于部分造气炉多次用循环水炉底带水,导致高温炉箅迅速降温出现炸裂情况。
这是由于操作人员不精心,长时间对炉底加循环水造成的,对此车间要求操作人员对加循环水时间进行严格管控,制定严格的作业标准。
优化系统确保航天炉,装置长周期稳定运行

优化系统确保航天炉,装置长周期稳定运行发布时间:2021-12-31T05:38:01.408Z 来源:《中国科技人才》2021年第24期作者:陈雪英[导读] 中能化工气化丁班QC小组成立于2019年12月,小组在每月的活动中针对装置在运行期间出现的问题进行探讨,结合装置实际情况,从人、机、料、法、环方面分析优化生产系统的方案,全年上交合理化建议二十余条,被公司采纳三条,实施两条,建议经过实施后运行情况良好,延长了生产系统稳定运行的时间。
陈雪英安徽晋煤中能化工股份有限公司安徽临泉 236400摘要:中能化工气化丁班QC小组成立于2019年12月,小组在每月的活动中针对装置在运行期间出现的问题进行探讨,结合装置实际情况,从人、机、料、法、环方面分析优化生产系统的方案,全年上交合理化建议二十余条,被公司采纳三条,实施两条,建议经过实施后运行情况良好,延长了生产系统稳定运行的时间。
关键词:航天炉;稳定运行;汽化炉一、前言本小组从成立开始坚持每月的最后一个白班班后16:00-18:00。
坚持每月开展QC活动至少一次,每次2小时。
至今已开展12次,累计约24小时,成员出勤率100%。
每次活动均以改善气化工艺,优化气化工艺为宗旨。
坚持小改小革,极积向车间向公司提出优化工艺优化设备的建议。
二、选题理由一期航天炉粉煤气化装置运行已超过12年,二期也超过9年,技术已逐渐趋于成熟,怎样能够保持气化炉长周期稳定运行是目前大家共同追求的目标。
但系统积灰结垢严重、烧嘴偏烧、煤线不稳、煤质变化大等,都会影响装置的长周期稳定运行,只有装置长周期稳定运行,公司的效益才能得到保障。
三、现状分析1、系统长期运行,积灰结垢现象严重,各塔罐分离空间减小,存在重大危险隐患。
2、烧嘴运行时间较长,由于各种原因易发生偏烧现象,不利于装置的长周期稳定运行。
3、粉煤管线运行不稳定,流量波动。
4、操作人员的业务水平高低是影响装置长周期稳定运行的重要因素。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如何保证气化炉长周期运行
气化炉是煤化工装置的核心和龙头,决定了全系统装置能否长周期、满负荷、安全、稳定地运行,也决定了产品的成本效益。
在调查中了解到,目前煤化工装置运行的无论是干煤粉还是水煤浆煤气化炉,单炉最长连续运行时间都达到了200多天,但各个类型炉型之间依旧有差别。
同样是水煤浆气化炉(包含备用炉),有连续运行300多天的,也有连续运行550天的。
业内专家指出,影响气化炉长周期运行的是综合因素,考量的是企业的综合实力,企业应当着重在烧嘴精度、喷嘴与气化炉流场结构、排渣系统的优化设计,提高灰水系统运行周期和保持煤质稳定上下功夫。
优选喷嘴材料和处理工艺
喷嘴是气化炉的核心设备,喷嘴使用寿命是决定气化炉生产周期长短的关键因素,60%的气化炉停车都与喷嘴有关。
伊泰煤制油公司总经理刘尚利认为,喷嘴寿命周期在100~150天,到时候必须停下来更换,喷嘴损坏会直接造成气化反应氧碳比失调,使气化炉进料紊乱,甚至引发超温、过氧爆炸等严重事故。
因此,除了喷嘴加工精度外,使用中的监控和管理也非常重要的。
华东理工大学洁净煤技术研究所周志杰副教授认为,提高喷嘴的寿命需要对其结构设计优化,煤浆中的固体颗粒对喷嘴材料的磨损很大,应尽量降低煤浆流动速度,还要探索采用耐高温、耐磨材料或者堆焊耐磨合金加热处理工艺制造喷头。
陕西鑫立喷嘴研制开发有限公司技术部部长胡战卜则表示,烧嘴的运行与氧煤比、水煤浆流速等因素有关,要提高烧嘴及气化炉稳定运行周期,今后还应探索外氧气流和水煤浆流的最佳角度结构设计,使喷射结构和角度更合理,达到最好的混合、雾化效果,使水煤浆反应充分,有效气含量提高,煤渣含碳量降低。
在运行中为保护烧嘴,有煤化工企业通过在烧嘴前端浇注保温材料,使烧嘴盘管及外头端部与炉内火焰有效隔离,炉内火焰不会直接对冷却水盘管和外喷头进行烧蚀,减少烧嘴外头端部因受热冲击产生的龟裂,消除了冷却水盘管和外头角焊缝处受炉内高温气体的影响引起的热应力损坏,延长了烧嘴使用周期,保障了气化装置的长周期稳定运行。
重视挂渣机理基础研究
神华宁煤集团煤化工公司烯烃公司总工程师黄斌介绍说,干煤粉气流床要实现长周期、稳定、高效运行,取决于煤粉输送系统的稳定性、喷嘴与气化炉流场结构的匹配性以及排渣系统的优化设计。
多位业内人士证实,由于气化炉流场、排渣系统优化设计问题,目前运行的粉煤气化炉,部分所排细灰、煤渣的含碳量高达到6%。
由于水冷壁炉是“以渣抗渣”,必
须依靠挂在炉壁上的一层熔渣来保护水冷壁,才能使气化炉长期运行。
如果灰分含量太低,炉内挂渣不好,就起不到对炉壁的保护作用。
在流场、排渣系统优化设计不足的情况下,因为渣、灰引起炉子停车的煤化工装置不在少数。
中石化宁波工程有限公司副总经理亢万忠进一步介绍说,目前业内普遍忽视气化炉流场、水冷壁气化炉挂渣机理等基础研究,今后要做细致的挂渣模拟,使挂渣系统适应不同煤种、减少热损失,提高设计水平。
黄斌认为,挂渣模拟应当与现场试验相结合,并通过现场试验修正才能达到好的效果。
黄斌指出,中国煤化工发展快,拿来主义多,气化炉流场、水冷壁气化炉挂渣机理等基础研究薄弱,今后需要加大这方面研究的投入,边使用边改进。
多举措保灰水系统稳定运行
气化过程产生的粗煤气内含有大量固体颗粒和杂质,在除尘、洗涤过程中,除尘、灰水系统不可避免会产生沉积、结垢,系统的设备、管道、阀门结垢堵塞和腐蚀,严重时需进行停车处理,这不仅制约气化炉的运行,还会影响后续变换、低温甲醇洗系统的运行。
像干法除尘的壳牌煤气炉,积灰结垢在合成气冷却器入口被堵塞50%时才能发现,迫使装置降负荷生产甚至非计划停车。
灰水系统目前除壳牌煤气化炉外,所有运行的新型煤气化炉基本都是文丘里洗涤器+激冷洗涤塔。
据华东理工大学洁净煤技术研究所周志杰副教授介绍,从运行周期来说,因为水系统一直在洗气排灰、排渣,即使喷嘴和耐火保温材料都没有问题,如果灰渣积累太多,灰水系统运行最多4个月就会出现结垢、堵塞、系统阻力增大等问题,装置必须停车处理。
周志杰建议,通过选用低灰分、低灰熔点、低硫氯的优质煤,以及更换设备材料和工艺改进等措施,来缓解灰水系统的堵塞和腐蚀问题。
神华宁煤集团煤制油项目副总工程师李晓东认为,增加灰水系统的洗涤能力,可采用多因子分离、旋流分离等气体除尘、洗涤等技术。
中石化金陵石化原总工程师程祖山介绍说,影响气化炉除尘、洗涤系统稳定运行的因素很复杂,与煤质、气化方式、气化温度、水质等因素都有关系,在抗垢剂上下功夫也是个办法。
加强选配稳定原料煤质
中科合成油技术有限公司技术顾问唐宏青认为,原料煤质稳定与否以及煤质的好与坏,对气化炉长周期稳定运行起很大作用。
虽说粉煤加压气化炉气化对原料煤有广泛的适用性,理论上讲什么煤都可以气化,但气化煤质的水分、挥发分、灰分、硫及灰熔融性、煤灰黏度等指标对气化炉装置的运行稳定有着重要影响。
如何选备原料煤、稳定原料煤质是煤气化生产的难题,这就需要准确检测气化煤的煤质指标,确定选煤配煤方案、制定稳定煤质的措施,以保障煤气化装置的稳定运行。
中石化金陵石化原总工程师程祖山告诉记者,煤化工企业在配煤技术交流上不如中石化系统,中石化系统经常技术交流会,相互介绍经验,共享改进成果。
全面科学考量运行周期
黄斌认为,影响煤气化炉满负荷、安全稳定运行周期的因素很多,甚至一个阀门、一个焊缝都会引起装置停车,因此气化装置运行周期考量的是一个煤化工企业的综合实力。
评价气化炉周期不能看单炉一次运行时间的长短,而应当平均来看,如果一次运行时间长,而停产检修的投入大,那么仅一次的长周期运行也就长就失去了意义。
周志杰也认为,不能过于追求单炉的运行周期。
企业为保证连续气化生产,将生产控制在一个安全的范围内,需定期切换倒炉检修,一开一备的气化系统,单炉连续运行60天就切换;两开一备的气化系统,单炉连续运行75~80天就切换。
因此,考察气化炉满负荷、安全稳定运行周期,应当看一个企业气化系统的连续运行时间,而不是仅看单炉的运行周期。
亢万忠表示,通过备用炉,气化装置的备用系数和气化的整体可用率会有提高,但要满足长周期、满负荷连续运行,并达到像石化装置那样3年一修,依旧有困难,还有很长的路要走。
中石化金陵石化原总工程师程祖山表示,煤化工装置比石化装置技术密集度更高,涉及的技术种类也更多、更杂、更精细。
大型煤化工发展迄今也就10年左右的时间,煤种认识、设备选型、操作经验,以及气化温度等参数的控制、工艺掌握和人才培养都还有一个较长的过程。
他认为,目前各种气化炉都在运行,再过10年,真正综合性能好的气化炉才能显现出来。