电炉功率分布简介
电炉内不同区域的组成

电炉结构及原理一、电炉内不同区域的组成、温度及反应状况为了使冶炼操作者能更清楚地了解炉况,更得心应手地去操作,以达到节能的目标,了解炉内结构很有必要。
根据炉料的性质及炉膛不同深度的温度估测,和寻炉体的解剖,我将中小型炉的电炉炉膛,分成下列区带。
(见图)(1)予热带:处于炉料最上层,通常厚度100~250毫米。
由于下部反应区产生的高温炉气,从炉料孔隙排出,同时进行了热交换并予热了炉料。
另外电极的热传导和炉料中的分流电路发出的电阻热使炉料加热,并变成500~1000℃的红热料。
此阶段,炉料水分被蒸发;原料进行晶型转变,而且由于晶型号转变体积膨胀,使原料产生裂缝或炸裂。
在透气良好的条件下,炉气排出均匀,炉气中的氧化物和金属蒸气被炭元素吸附,进行反应。
(2)烧结区:予热带下部是烧结区,温度在1000~1700℃,直到坩埚壁,其厚度为400毫米左右,综延伸到炉缸边缘成为死料区。
(3)还原区:还原区是炉膛内的实际反应区,即所谓的“坩埚”区。
还原区的上部边缘为“坩埚壁”,而面部则与电弧区相连,温度很高(1700~2000℃)。
(4)电弧区:电极顶端产生电弧使气体电离的空间,由于电极底部压降很大,有人试验一段弧长3.5厘米的电弧,其上的电压降为30~40V,在电弧工作过程中,电极底部热点的温度极高,可达2000~6000℃。
这个温度很容易达到氧化物的分解温度。
还原区底部的物质逐渐溶入下部合金熔池,通过电弧区部分气化,又上升参加上部区段的反应。
(5)熔池区:是熔融合金和炉渣聚集的区带。
(6)假炉底:在熔池区下部,通常在开炉初期就形成的,为未声还原的熔融氧化物等和未排出的炉渣,未被还原的炭化物。
逐渐积蓄而成。
由于电极插入得不深,炉底温度低,排渣不好,而会逐渐加厚,导致出料口上移,电极上抬,出料不顺,炉况恶化。
一定厚度的假炉底对炉底炉衬有一定保护作用。
二、电炉冶炼的基本原理是扩大坩埚为了使电炉冶炼操作者能掌握正确的基本操作环节,对涉及冶炼的各方面因素如电气制度、设备参数、炉料质量、料面形状、炉口维护操作、电极插入深度、热停工作等一个全面综合的考虑,以指导操作者对正确的操作方法有一个科学客观的判断标准,很有必要对这个问题进行讨论和认识,充分理解这点,操作者可针对不同炉状采取主动、灵活、正确的操作方法,达到扩大坩埚以增产节电的目的。
关于矿热炉运行的概述
关于矿热炉运行的概述矿热炉的电气特性(一)电炉参数特性曲线简介下面以某厂12500KVA矿热炉为例作出特性曲线见附图1。
根据电炉的电极电流与电炉的有功功率与其它电炉参数做出的特性有:1、电炉有功功率(特性曲线2);2、入炉有效功率(特性曲线3);3、电炉功率因数(特性曲线5);4、设备损失功率(特性曲线4);1、电炉参数特性曲线简介2、电炉的等效电路及其特性(二)矿热炉等效电路及其特性以上特性曲线可以在运行中予以在线测试而绘制,也可以通过计算机的人机界面打印曲线图分析出。
1、电炉的视在功率特性曲线1:它是随着负荷电流的增加而成直线上升。
2、电炉有功功率特性曲线2:电炉有功功率的消耗包括:变压器绕组电阻与电抗、短网阻抗、电极以及电炉炉内各参数阻抗的总和,见图一.3、电炉入炉有效功率特性曲线3:它仅包括除变压器、短网和电极以外的炉体内部的电阻,即图一b)中的Rf(因为炉内炉料电阻随着炉温的升高而不同程度的降低,所以它实际上是一个可变电阻负载)。
这部分的电阻的功率转换才是矿热炉炉内需要的有效功率。
3、电炉参数的合理选取4、电炉的功率因数曲线5:它随着电炉负荷的增加亦是呈下降的趋势,而且负载电流越大(尤其是负荷超出变压器及其短网设备的允许值),功率因数越低。
5、设备损耗功率曲线4:它是随着负荷电流增大而增大,这部分功率损耗应保证尽可能小。
在矿热炉运行中,对电炉生产指标影响最为不利的是短网及电极感抗参数,所以采用什么样的电气参数以及如何运用它将是我们必须注意的问题(1)视在功率特性曲线1变压器视在功率:S= 由此计算出的12500KVA电炉变压器技术参数见表1(2)电网输入电炉系统有功功率特性曲线2它是矿热炉总的吸收有功功率,包括电炉变压器、短网、电极、电炉炉内所有功率消耗:P有功= COSφ(3)电炉炉内做功有效功率特性曲线3:P有效=P有功-P损耗。
(4)设备损失功率P损特性曲线4:P损=I2 Z=I2 (Z1+Z2)从图一中可以看出,变压器、短网以及电极的阻抗越小,负荷电流越合理,设备损失功率就越小,随着负荷电流越不合理(单一超负荷运行),设备损失功率就越大。
20吨中频电炉技术参数详细说明
20吨中频电炉技术参数详细说明20吨中频电炉由功率为10000kw的中频电源1套配20吨熔炼炉两台。
用二台5000KVA 专用整流变压器供10000KW中频电源使用,此套中频熔炼20吨中频炉符合GB5959.3《电热20吨中频炉的安全第三部分对感应和导电加热20吨中频炉以及感应熔炼20吨中频炉的特殊要求》、GB10067.3《电热20吨中频炉基本技术条件第三部分感应电热20吨中频炉》和JB42《中频无芯感应炉》的要求。
一、20T/10000KW/20吨中频电炉主要技术参数要求序号项目参数备注1电源进线电压1050V,50Hz用户电网电压35KV2额定容量20T10000KW功率熔炼及保温3额定功率10000KW12相24脉波控制系统4额定中频频率350Hz5额定温度1700℃6熔化率约10T/H熔炼炉连续使用7单位电耗熔炼约550-600kwh/T熔炼炉连续使用8电源冷却循环水耗量35T/H熔炼炉连续使用炉体冷却循环水耗量30T/H熔炼炉连续使用9液压站容量200L10变压器型号ZSS-6300/10KV/1250x2专用整流变压器(供6000KW)11液压介质46号液压油12供水压力0.2-0.3MPa到电炉端口位置13液压站工作压力15MPa最高18MPa14进水温度≤35℃15出水温度≤55℃三.20T/10000KW中频炉组成一套20吨中频炉成套组成范围序号名称型号及备注数量价格1中频电源柜10000KW配20吨熔炉1套2电容器组3漏炉报警装置4炉体(包括:油缸、铁芯、支架、感应线圈等)20T熔炼炉体2套5坩埚模6水冷电缆水冷电缆侧出线2套7液压站系统1套8倾炉操纵台1套920吨中频炉技术图纸1套1020吨中频炉使用说明书1套11合格证及检验报告1套备注:1)用12相24脉双整流控制系统。
2)采用全封闭式冷却塔可提高系统的冷却效果和20吨中频炉的使用寿命,无须建水池。
3)如有任何不清楚的地方,随时期待你们的来电函,欢迎贵公司领导到我公司视察工作.四、20吨中频电炉主要元器件配套1.电源柜:⑴主断路器上海人民电器厂或德力西DW系列⑵整流可控硅湖北襄樊电力电子集团有限公司“岘峰”牌⑶逆变可控硅湖北襄樊电力电子集团有限公司“岘峰”牌⑷主控板洛阳万聪电力20吨中频炉有限公司⑸按钮、指示灯等上海电器厂794厂和795厂⑹保护可控硅的电阻电容⑺铜材洛阳铜材或浙江上虞铜材厂2.电热电容器新安江电容器厂“伟伟”牌3.炉子⑴感应线圈铜管浙江上虞铜材厂⑵硅钢片武汉钢铁公司⑶液压油缸山西榆次集团4.液压系统⑴液压元器件山西榆次集团液压厂⑵油泵山西榆次集团液压厂⑶电机西安或开封电机厂5.变压器(选用)铜牛变压器厂6.水路系统(1)FBT闭式冷却塔邯郸冰峰或无锡方舟(选用)(2)水管及胶管开封橡胶厂或焦作橡胶厂(3)管道阀门及其他建材市场五、20吨中频电炉电源变压器简介本20吨中频炉采用专用的整流变压器(按高海拔设计生产,后面20吨中频炉均按高海拔设计生产)变压器技术参数整流:型号:ZSS-5000/35二台(用于20吨熔炼炉)额定容量:5000KVA额定电压:10KV±5%/1050中频固体电源使用的变压器用于35KV高压降到所使用中频电源的电压。
电炉功率分布简介
电炉功率分布简介一、前言自动控制系统在各个领域尤其是工业领域中有着及其广泛的应用,温度控制是控制系统中最为常见的控制类型之一。
随着单片机技术的飞速发展,通过单片机对被控对象进行控制日益成为今后自动控制领域的一个重要发展方向。
本设计要求用单片机设计一个电炉温度控制系统。
二、电炉温度控制系统的特性温控系统主要由温度传感器、温度调节仪、执行装置、被控对象四个部分组成,其系统结构图。
被控制对象是大容量、大惯性的电热炉温度对象,是典型的多阶容积迟后特性,在工程上往往近似为包含有纯滞后的二阶容积迟后;由于被控对象电容量大,通常采用可控硅作调节器的执行器。
执行器的特性:电炉的温度调节是通过调节剂(供电能源)的断续作用,改变电炉丝闭合时间Tb与断开时间Tk的比值α,α=Tb/Tk。
调节加热炉的温度,在工业上是通过在设定周期范围内,将电路接通几个周波,然后断开几个周波,改变晶闸管在设定周期内通断时间的比例,来调节负载两端交流平均电压即负载功率,这就是通常所说的调功器或周波控制器;调功器是在电源电压过零时触发晶闸管导通的,所以负载上得到的是完整的正弦波,调节的只是设定周期Tc内导通的电压周波。
设周期Tc内导通的周期的波数为n,每个周波的周期为T,则调功器的输出功率为P=n×T×Pn/Tc,Pn为设定周期Tc内电压全通过时装置的输出功率。
三、电炉的电加热原理当电流在导体中流过时,因为任何导体均存在电阻,电能即在导体中形成损耗,转换为热能,按焦耳楞次定律:Q=0.2412RtQ-热能,卡;I一电流,安9R一电阻,欧姆,t一时间,秒。
按上式推算,当1千瓦小时的电能,全部转换为热能时Q=(0.24×1000×36000)/1000=864千卡。
在电热技术上按l千瓦小时=860千卡计算。
电炉在结构上是使电能转换为热能的设备,它能有效地用来加热指定的工件,并保持高的效率。
四、电炉加热方式的分类电阻炉按热量产生的方法不同,可分为间接加热式和直接加热式二大类。
工业电炉的功率计算法
常用箱式和井式电阻炉的功率计算方法
1、炉膛容积确定功率:炉膛容积V和功率P之间存在如下关系。
P=K×32
V其中K为系数,其选值如下:
炉温1200℃时,K取值100~150
炉温1000℃时,K取值75~100
炉温850℃时,K取值50~75
炉温650℃时,K取值35~50
如果要求快速升温或生产率高的炉子取上限值
2、控炉膛面积确定功率
炉膛内表面积S和电炉功率P关系如下;
您可以根据所用变压器的容量和要求生产能力来订合适功率的工业炉。
也可与我们的技术部门联系,我们会根据您的实际生产要求来为您设计。
中冶炉业有限公司有一批优秀工业电炉设计工程师,从事对外图纸设计工作。
如果您想自己生产工业炉而苦于无技术,请与我们联系。
我们会毫无保留地给您提供参考资料、设计图纸。
业务范围:
1.工业炉窑设计
2.温度控制系统设计
3.机电一体化设计
4.自动化控制设计
井式回火炉
煤气发生炉
箱式电阻炉
煤气发生炉技术资料。
电弧炉的用电特性
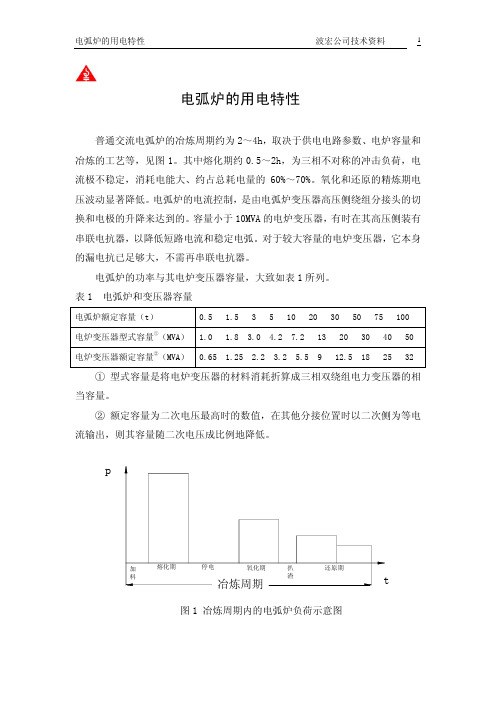
电弧炉的用电特性普通交流电弧炉的冶炼周期约为2~4h,取决于供电电路参数、电炉容量和冶炼的工艺等,见图1。
其中熔化期约0.5~2h,为三相不对称的冲击负荷,电流极不稳定,消耗电能大、约占总耗电量的60%~70%。
氧化和还原的精炼期电压波动显著降低。
电弧炉的电流控制,是由电弧炉变压器高压侧绕组分接头的切换和电极的升降来达到的。
容量小于10MVA 的电炉变压器,有时在其高压侧装有串联电抗器,以降低短路电流和稳定电弧。
对于较大容量的电炉变压器,它本身的漏电抗已足够大,不需再串联电抗器。
电弧炉的功率与其电炉变压器容量,大致如表1所列。
表1 电弧炉和变压器容量 电弧炉额定容量(t)0.5 1.5 3 5 10 20 30 50 75 100 电炉变压器型式容量①(MVA) 1.0 1.8 3.0 4.2 7.2 13 20 30 40 50电炉变压器额定容量②(MVA)0.65 1.25 2.2 3.2 5.5 9 12.5 18 25 32 ① 型式容量是将电炉变压器的材料消耗折算成三相双绕组电力变压器的相当容量。
② 额定容量为二次电压最高时的数值,在其他分接位置时以二次侧为等电流输出,则其容量随二次电压成比例地降低。
图1 冶炼周期内的电弧炉负荷示意图电弧炉电极间电压的典型值在100~600V范围,其中电极压降约为40V,电弧压降约为12V/cm,电弧越长压降越大。
在熔化期电弧炉的电压变化大,最高和最低电压可相差2~5倍。
由于电弧炉负荷的随机性变化,常以其统计值、工况曲线来描述它的用电特性。
电弧炉为非线性负荷,尤其在熔化期产生随机变化的谐波电流,参见表2所示的统计平均值。
表2 电弧炉的平均谐波电流含有率的统计值谐波次数h 2 3 4 5 6 7 8 9谐波电流含有率(%) 5.0 5.8 3.0 4.2 1.2 1.1 1.1 0.8图2电弧炉典型的离散(实线)和连续(虚线)频谱除上述离散频谱外,还含有连续频谱分量。
电炉参数
二、 0.5吨/250KW(铝壳)中频感应熔炼炉主要技术参数: 项目参数电炉参数额定容量 0.50t最大容量 0.55t炉衬厚度 50mm感应圈内经φ 56mm感应圈高度 700mm最高工作温度 1750℃熔铜工作温度 1600℃电耗≤700kW.h/t熔化率 0.42t/h电器参数中频电源额定功率 250KW变压器容量 300KV A整流相数 6脉变压器一次电压 10KV变压器二次电压(额定输入电压) 3N-380V额定输入电流 420直流电压 510V直流电流 490A中频电源最高输出电压 750V额定工作频率 1000Hz额定工作电压 1400V冷却水系统冷却水流量 30t/h供水压力 0.2~0.35MPa进水温度 5~35℃出水温度 <55℃三、0.5.0吨/250KW中频熔炼炉(铝壳)配置表:序号设备名称规格型号数量备注1 中频电源柜 KGPS-250KW/1KHz 1套含低压开关、电抗器2 补偿电热电容器 250KW/1KHz 1套电容器/水冷铜排组3 铝壳炉体 GWJ-0.5-250/1000 2台支撑架/感应圈/ 等4 坩埚模 0.5t专用 2只钢质5 水冷电缆电容到炉体之间 2套6 连接铜排电源到电容之间 1套7 倾炉系统 431减速机 2个8 倾炉操作盒 1个0.5吨/250KW中频熔炼炉(铝壳)配置表:序号设备名称规格型号数量单价总价1 中频电源柜 KGPS-250KW/1KHz 1套 4.0 4.02 补偿电热电容器 250KW/1KHz 1套 1.5 1.53 铝壳炉体 GWJ-0.5-250/1000 2台 1.5 2.54 坩埚模 0.5t专用 2只 0.05 0.15 水冷电缆电容到炉体之间 1套 0.3 0.36 连接铜排电源到电容之间 1套 0.3 0.37 倾炉系统 431减速机 2个 0.35 0.78 倾炉操作盒 1个 0.1 0.1价格合计:9.0万含税二、成套设备主要技术参数:三、 1.0吨/600KW中频熔炼炉(钢壳)成套设备标准配置表:二、成套设备主要技术参数:、成套设备主要技术参数:吨中频熔化电炉,主要用于黑色金属的冶炼,例:钢材,球铁,灰铁等1.快速熔炼炉,高功率配置2000KW/500HZ,进线电压66V,输出电压1300V。
125+MVA矿热电炉无功功率分析
-889NV3EH U9 UJ1 OLN3LU39E 9W 3XLH3ELNR Y9Z1N VPN3EH :X1QU3EH 3E 1Q18UN38 WPNEL81 LEV 3U: 1WW18U U9 E9N(
XLQ :X1QU3EHS UJ1 OLN3LU39E 3: LELQR:1V LQQ(:3V1QRS LEV UJ1 89E8QP:39E: LN1 N1L8J1V UJLU UJ1 OLN3LU39E 9W 3XLH3ELNR Y9Z1N 9W 9N1 :X1QU3EH 1Q18UN38 LN8 WPNEL81 3: XL3EQR 8LP:1V [R UJ1 OLN3LU39E 3E:3V1 UJ1 WPNEL81S LEV 3: XL3EQR V183V( 1V [R UJ1 :3\1 9W 8NP83[Q1 LEV UJ1 Y9:3U39E 9W UJ1 Y9Z1N \9E1S UJP: UJ1 WPNEL81 89EV3U39E 8LE [1 YN1V38U1V LEV LVFP:U( 1V U3X1QR [R UJ1 OLN3LU39E 3E:3V1 UJ1 WPNEL81< EFGH)BIA 3XLH3ELNR Y9Z1NS 9N1 :X1QU3EH 1Q18UN38 LN8 WPNEL81S OLN3LU39ES WPNEL81 89EV3U39E
! 4 8 . 杨宪章 1 电磁场原理 1 北京: 高等教育出版社, !0321 4!- = 4!3 页 杨宪章 1 电磁场原理 1 北京: 高等教育出版社, !0321 !,+ 页 杨宪章 1 电磁场原理 1 北京: 高等教育出版社, !0321 !3- 页 何仰赞, 温增银, 王馥英, 周勤慧 1 电力系统分析 1 武汉: 华中工学院出版社, !03-1 !8. 页 何仰赞, 温增银, 王馥英, 周勤慧 1 电力系统分析 1 武汉: 华中工学院出版社, !03-1 !84 = !8. 页 参 考 文 献
PTC电锅炉:各种功率型号-耗电量统计
24小时开机,间歇累计工作6-8小时,每天耗电量约是24-32度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是36-48度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是48-64度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是60-80度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是72-96度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是90-120度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是120-160度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是150-200度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是180-240度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是216-288度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是240-320度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是300-400度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是360-480度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是420-560度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是450-600度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是480-640度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是600-800度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是720-960度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是900-1200度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是1080-1440度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是1200-1600度电之间。
24小时开机,间歇累计工作6-8小时,每天耗电量约是1800-2400度电之间。
电锅炉功率选择与节能
电锅炉功率选择与节能关键词:电锅炉,吉林省威宁锅炉有限公司摘要:电锅炉并不是选择了功率小的电锅炉就节能从某种程度上说,电锅炉的功率选择和其他燃料锅炉如燃油锅炉、燃气锅炉的选择道理上是相通的。
很多用户都有一个观点:电锅炉的功率越小,采暖费用就越低。
事实却恰恰相反,大一点设计电采暖炉的功率并不是增加采暖期的运行费用,而是节约了采暖期的运行费用。
为什么呢?举个例子来说,一个客户,需要0.8KW功率的电锅炉,是不是就要使用0.8KW的电锅炉最好呢?答案是否定的。
即便是恰恰有0.8KW 的电锅炉,但是如果使用电锅炉的额定功率,此时电锅炉的热效率并不是最高的。
但如果使用1KW的电锅炉,以0.8KW的功率工作,更容易让锅炉处于较高的热效率,从而达到节能的目的。
想想大马拉小车和小马拉大车,哪个更轻松?就是这个道理。
当然功率大些的电锅炉价格相对高些,不过比起因为效率差而多花的电费,稍微高点的锅炉价格根本不算什么。
吉林省威宁锅炉有限公司告诉你,这个功率级差的锅炉价格并没有多大,请大家关注长春电锅炉的价格。
那么,电锅炉功率怎么选择才能节省电费?电采暖炉功率的选择一定要按照采暖房间的结构来计算其需要的热负荷,再根据热负荷来决定电功率。
不同的建筑,由于其房屋结构、房间高度、采光面积、光照水平、房间位置、建筑材料等等差异,其热负荷差异是很大的。
一般情况下,吉林省威宁锅炉有限公司建议,节能建筑1KW可供暖13-15m2,普通楼房1KW可供暖10-11m2,别墅、平房1KW 可供暖8-9m2;密封条件不好、房间高度大于2.7米或经常有人出入的房屋要适当减小1KW供暖的面积。
如果电锅炉功率取小了,即使总是开到额定功率,电锅炉也达不到房间热负荷的要求。
这样就造成电锅炉总是处于最大功率工作状态,使电锅炉寿命简短,而且增加了发生故障的几率。
吉林省威宁锅炉有限公司生产的两大种类30多种电锅炉:电热水锅炉和电蒸汽锅炉。
电热水锅炉电功率从60KW到1440KW,热效率高达98%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
帮助说明 | 收藏本站 | 联系我们
本站搜索:
搜索帮助会员服务说明搜索手册2006年9月1日
当前位置:首页 >> 企业新闻 >> 技术文章 >> 正文
电炉功率分布简介
我要打印 IE收藏 放入公文包 我要留言 查看留言 来源:中国电炉网 添加人:root 添加时间:2006-4-18 9:16:53
一.电阻炉功率安装的分配
1. 箱式炉:炉门处安装1/3—1/4功率
2. 井式炉:L/D=区数(L:高度;D:直径)
3. 连续炉:功率分布按工艺曲线来决定,但炉口处还应加大功率
4. 炉温 功率分布
1200度 15—20Kw/m2
1000度 10--15 Kw/m2
700度 6--10 Kw/m2
400度 4--7 Kw/m2
二.工业炉升温时间要求
1. 周期炉
使用耐火炉衬 小型炉:1.5—2小时
中型炉:2—3小时
否则一会使炉衬开裂或炉衬还没有吸饱热,不会向工件辐射热量 使用纤维炉衬 小型炉:1—2小时
中型炉:1.5—2小时
2.连续炉:升温速率(Max.)50度/小时
一.电阻炉功率安装的分配
1. 箱式炉:炉门处安装1/3—1/4功率
2. 井式炉:L/D=区数(L:高度;D:直径) 有限公..
公司
上海旷举电工材料有限公司
长兴华虹电炉有限公司
3. 连续炉:功率分布按工艺曲线来决定,但炉口处还应加大功率
4. 炉温 功率分布
1200度 15—20Kw/m2
1000度 10--15 Kw/m2
700度 6--10 Kw/m2
400度 4--7 Kw/m2
二.工业炉升温时间要求
1. 周期炉
使用耐火炉衬 小型炉:1.5—2小时
中型炉:2—3小时
否则一会使炉衬开裂或炉衬还没有吸饱热,不会向工件辐射热量 使用纤维炉衬 小型炉:1—2小时
中型炉:1.5—2小时
2.连续炉:升温速率(Max.)50度/小时。