瑞凌zx7-200电焊机
拆解ZX7-200逆变焊机,绘制原理图

拆解ZX7-200逆变焊机,绘制原理图偶然得到一个逆变焊机,底板大电解电容炸了一个,烧了2个电阻,为了修复决定绘制原理图。
整机图上板中板底板控制立板原理图元件位置图ZX7-200逆变焊机主要的控制电路分析Z=弧焊整流器X=下降特性(恒流)平特性(恒压)为P7=变频式200=额定焊接电流200A3525为脉宽调制器8脚为慢起动,内部接有50uA恒流源,8脚电平低于5v时会限制芯片输出波形的宽度,当8脚电平低于1v时会关闭脉冲输出。
电压从0v-5v时,脉冲宽度从零一最大。
过流丶过热丶欠压保护匀控制8脚。
9脚为补偿(反馈输入)9脚电压决定了脉宽大小。
3140(运算放大器开环20000倍)6脚经一倍反相放大器8050控制此脚。
反馈与给定电路给定是指所设定的输出电流(最大200A)通过外接1k电位器调节。
反馈是对输出的电流进行采样,并与设定值进行比较,经3140运算放大8050反相去控制3525的9脚,改变输出脉宽大小保证输出电流的稳定。
原理:反馈信号由分流器取一个负电压信号(200A最大-60mv),由3140的2脚输入,与给定信号叠加后输入运算放大器反相输入端,由于运算放大器的开环特性,信号幅度接近于零,但不是零,反馈的负信号一定占优势。
(1)当输出电流为零(空载),只有给定信号时:3140的2脚高6脚低,8050截止,3525的9脚高,11、14脚输出脉冲为满宽,输出电压最高。
(2)当输出电流的反馈信号与给定信号一致时: 3140的2脚负电平6脚正电平,8050处于放大状态,3525的9脚下降低于5V(因为8050的供电是3525的16脚5v基准电压),此时11、14脚输出脉冲相应的脉宽(3)当给定不变,而输出电流因负载变化而改变时:当电流突然变大时,由于反馈是负信号,反馈信号将相对变得更低,则3140的2脚更负6脚正电平上升,由于8050反向放大,3525的9脚下降,11、14脚输出脉冲脉宽收窄,电流回到原来状态(稳流)。
瑞凌氩弧焊机使用方法
瑞凌氩弧焊机使用方法瑞凌氩弧焊机是一种常见的焊接设备,广泛应用于各种金属材料的焊接工作中。
正确的使用方法不仅可以提高焊接质量,还可以延长设备的使用寿命。
下面将介绍瑞凌氩弧焊机的使用方法,希望能对大家有所帮助。
首先,准备工作。
在使用瑞凌氩弧焊机之前,需要做好一些准备工作。
首先要确保工作场所通风良好,以防止氩气积聚导致安全事故。
其次要检查焊接设备是否完好,包括焊枪、气瓶、电源线等,确保没有损坏或者老化现象。
最后要准备好所需的焊接材料,包括焊条、保护气体等。
接下来是操作步骤。
首先要打开氩气瓶,调节氩气流量,一般情况下,氩气流量应该在8-12升/分钟之间。
然后接通焊接电源,调节焊接电流,一般情况下,焊接电流应该根据焊接材料的厚度和类型来进行调节。
接下来是焊接操作,首先要将焊条插入焊枪,然后点燃焊条,等待电弧稳定后,开始进行焊接操作。
在焊接过程中要保持焊枪的稳定,保持一定的角度和速度,以保证焊接质量。
最后是收尾工作,等待焊接完全冷却后,可以进行打磨和清理工作,以保证焊接接头的平整和光滑。
最后是注意事项。
在使用瑞凌氩弧焊机的过程中,需要注意一些事项,以确保安全和焊接质量。
首先要注意保护好自己的眼睛和皮肤,避免被火花和紫外线伤害。
其次要注意焊接环境的安全,避免引起火灾和爆炸。
最后要定期检查和维护焊接设备,确保设备的正常运行和安全使用。
总之,瑞凌氩弧焊机是一种常见的焊接设备,正确的使用方法可以提高焊接质量,延长设备寿命。
希望大家在使用瑞凌氩弧焊机时,能够按照上述方法进行操作,确保安全和焊接质量。
瑞凌TIG200氩弧焊机电路分析
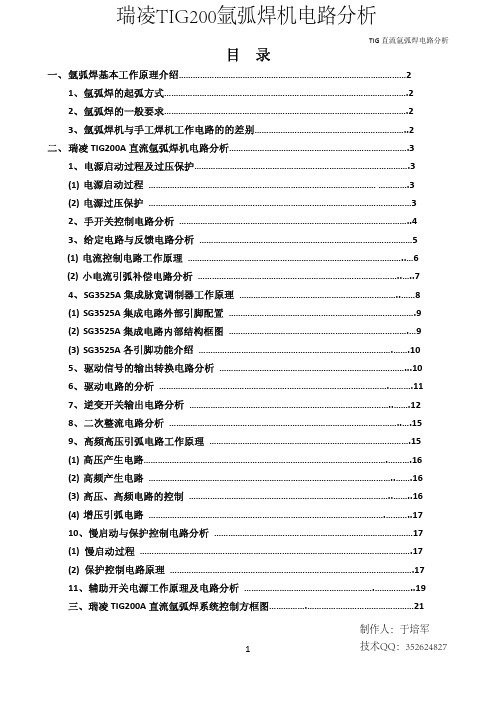
瑞凌TIG200氩弧焊机电路分析TIG直流氩弧焊电路分析目录一、 氩弧焊基本工作原理介绍 (2)1、氩弧焊的起弧方式 (2)2、氩弧焊的一般要求 (2)3、氩弧焊机与手工焊机工作电路的的差别 (2)二、 瑞凌TIG200A直流氩弧焊机电路分析 (3)1、电源启动过程及过压保护 (3)(1)电源启动过程................................................................................................ . (3)(2)电源过压保护 (3)2、手开关控制电路分析 (4)3、给定电路与反馈电路分析 (5)(1)电流控制电路工作原理 (6)(2)小电流引弧补偿电路分析 (7)4、S G3525A集成脉宽调制器工作原理 (8)(1)SG3525A集成电路外部引脚配置 (9)(2)SG3525A集成电路内部结构框图 (9)(3)SG3525A各引脚功能介绍 (10)5、驱动信号的输出转换电路分析 (10)6、驱动电路的分析 (11)7、逆变开关输出电路分析 (12)8、二次整流电路分析 (15)9、高频高压引弧电路工作原理 (15)(1)高压产生电路 (16)(2)高频产生电路 (16)(3)高压、高频电路的控制 (16)(4)增压引弧电路 (17)10、慢启动与保护控制电路分析 (17)(1) 慢启动过程 (17)(2) 保护控制电路原理 (17)11、辅助开关电源工作原理及电路分析 (19)三、瑞凌TIG200A直流氩弧焊系统控制方框图 (21)制作人:于培军瑞凌TIG200直流氩弧焊机电路分析一、 氩弧焊基本工作原理介绍:氩弧焊即钨极惰性气体保护弧焊,指用工业钨或活性钨作不熔化电极,惰性气体(氩气)作保护的焊接方法,简称TIG。
1、氩弧焊的起弧方式氩弧焊的起弧采用高压击穿的起弧方式,先在电极针(钨针)与工件间加以高频高压,击穿氩气,使之导电,然后供给持续的电流,保证电弧稳定。
2017年瑞凌焊机价格 准

770 720 940 827 1013 906 1510
WS 200A WS 250A WS 300A WS 400A WS 400G WS400GT
220V/单相 220V/单相 380V/三相 380V/三相 380V/三相 380V/三相
TIG26氩弧焊枪 TIG26氩弧焊枪 TIG26氩弧焊枪 TIG18一体水冷氩弧焊枪 TIG18一体水冷氩弧焊枪 TIG18一体水冷氩弧焊枪
CO2气体保护焊机 CO2气体保护焊机 CO2气体保护焊机
送丝机 CO2气体保护焊机 CO2气体保护焊机 CO2气体保护焊机
NBC 200GW NBC 250GF NBC 250GF送丝机 NBC 250GW MIG-250GS NBC 300GF
220V/单相
欧式MIG15气保焊枪
380V/三相 欧式MIG15气保焊枪 5米延长线
PT-31切割枪1把 电极及电极喷 嘴5付
SG-55切割枪1把 电极及电极喷 嘴5付
P80切割枪1把 电极及电极喷嘴5 付
P80切割枪1把 电极及电极喷嘴5 付
P80切割枪1把 电极及电极喷嘴5 付 可以选配A101切割枪
A141切割枪1把 电极及电极喷嘴 5付 可以选匹配水冷枪 直柄枪
1070 1835 2140 2730 4080 8975 2300
直流手工电弧焊机 直流手工电弧焊机 直流手工电弧焊机
MMA-200GDM MMA-160GDM
1100 980 2650 4265 5795 2650
2030 2550 3825 8975 3650 6710
850 680
直流手工电弧焊机 直流手工电弧焊机 直流手工电弧焊机 直流手工电弧焊机 直流手工电弧焊机 直流手工电弧焊机 直流手工电弧焊机 直流手工电弧焊机 直流手工电弧焊机 直流手工电弧焊机 直流手工电弧焊机 直流手工电弧焊机 直流手工电弧焊机 直流手工电弧焊机 直流手工电弧焊机 直流手工电弧焊机 直流手工电弧焊机 直流手工电弧焊机 直流手工电弧焊机
IGBTZX7-200型逆变式弧焊机操作规程
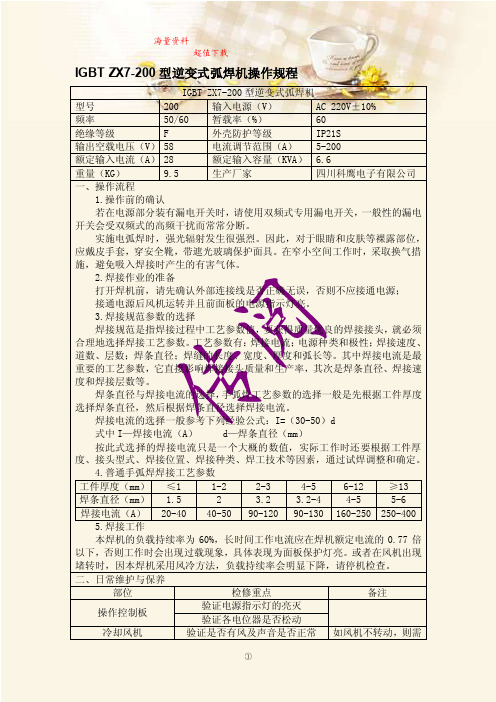
IGBT ZX7-200型逆变式弧焊机操作规程IGBT ZX7-200型逆变式弧焊机型号200 输入电源(V)AC 220V±10%频率50/60 暂载率(%)60绝缘等级 F 外壳防护等级IP21S输出空载电压(V)58 电流调节范围(A)5-200额定输入电流(A)28 额定输入容量(KVA) 6.6重量(KG)9.5 生产厂家四川科鹰电子有限公司一、操作流程1.操作前的确认若在电源部分装有漏电开关时,请使用双频式专用漏电开关,一般性的漏电开关会受双频式的高频干扰而常常分断。
实施电弧焊时,强光辐射发生很强烈。
因此,对于眼睛和皮肤等裸露部位,应戴皮手套,穿安全靴,带遮光玻璃保护面具。
在窄小空间工作时,采取换气措施,避免吸入焊接时产生的有害气体。
2.焊接作业的准备打开焊机前,请先确认外部连接线是否正确无误,否则不应接通电源;接通电源后风机运转并且前面板的电源指示灯亮。
3.焊接规范参数的选择焊接规范是指焊接过程中工艺参数值,要获得质量优良的焊接接头,就必须合理地选择焊接工艺参数。
工艺参数有:焊接电流;电源种类和极性;焊接速度、道数、层数;焊条直径;焊缝的长度、宽度、厚度和弧长等。
其中焊接电流是最重要的工艺参数,它直接影响焊接接头质量和生产率,其次是焊条直径、焊接速度和焊接层数等。
焊条直径与焊接电流的选择,手弧焊工艺参数的选择一般是先根据工件厚度选择焊条直径,然后根据焊条直径选择焊接电流。
焊接电流的选择一般参考下列经验公式:I=(30-50)d式中I—焊接电流(A) d—焊条直径(mm)按此式选择的焊接电流只是一个大概的数值,实际工作时还要根据工件厚度、接头型式、焊接位置、焊接种类、焊工技术等因素,通过试焊调整和确定。
4.普通手弧焊焊接工艺参数工件厚度(mm)≤1 1-2 2-3 4-5 6-12 ≥13焊条直径(mm) 1.5 2 3.2 3.2-4 4-5 5-6焊接电流(A)20-40 40-50 90-120 90-130 160-250 250-400 5.焊接工作本焊机的负载持续率为60%,长时间工作电流应在焊机额定电流的0.77倍以下,否则工作时会出现过载现象,具体表现为面板保护灯亮。
ZX7焊机原理与维修技巧

ZX7焊机原理与维修技巧1. 引言本文档旨在介绍ZX7焊机的原理及相关的维修技巧。
了解焊机的原理和维修技巧对于确保焊接质量和延长设备寿命非常重要。
2. ZX7焊机原理ZX7焊机是一种常用的电弧焊设备,采用直流电源供电。
其工作原理基于电弧的产生和维持。
焊机通过控制电流和电压来实现电弧的稳定并完成焊接。
ZX7焊机的关键部件包括变压器、整流装置和电流调节器。
变压器用于将输入的电源电压调整为适合焊接的电压。
整流装置将交流电源转换为直流电源,以保证电弧稳定。
电流调节器用于控制焊接电流的大小,以适应不同焊接需求。
3. ZX7焊机维修技巧下面是一些常见的ZX7焊机维修技巧,帮助您解决一些常见的问题:3.1 焊机无法启动- 检查电源线是否连接稳固,确保焊机正常供电。
- 检查保险丝是否熔断,如熔断则更换新的保险丝。
3.2 电弧不稳定或无法维持- 检查焊接电极是否磨损,如磨损则更换新的电极。
- 检查焊接电极是否正确安装和调整,确保与工件接触良好。
- 检查焊机电流调节器是否正常工作,如有问题则进行维修或更换。
3.3 焊接质量不良- 检查焊接材料是否清洁,确保无油污和氧化物。
- 检查焊机电流和电压设置是否合适,根据焊接要求进行调整。
- 检查焊接过程中是否存在振动或移动,如有需要稳定焊接环境。
请注意,对于复杂的故障或维修工作,建议寻求专业的维修人员的帮助。
4. 总结本文档介绍了ZX7焊机的工作原理和一些常见的维修技巧。
掌握这些知识可以帮助您更好地理解焊机的工作原理,解决一些常见的问题,并提高焊接质量。
在进行维修时,请始终注意安全,并遵循操作说明和相关法规。
瑞凌氩弧焊机使用方法
瑞凌氩弧焊机使用方法瑞凌氩弧焊机是一种常见的焊接设备,广泛应用于金属加工、制造业和建筑行业。
它采用氩气作为保护气体,通过电弧加热工件表面,使工件熔化并与焊丝连接,从而完成焊接工作。
正确的使用方法可以保证焊接质量,提高工作效率,下面将介绍瑞凌氩弧焊机的使用方法。
首先,准备工作。
在使用瑞凌氩弧焊机之前,需要进行一些准备工作。
首先要检查焊接设备的工作状态,确保设备正常。
然后准备好所需的焊接材料和工具,包括焊接电极、氩气气瓶、焊接面罩、手套等。
接下来,清洁焊接工件的表面,确保表面干净,无油污和杂质,以保证焊接质量。
其次,设置焊接参数。
根据焊接工件的材料和厚度,需要设置合适的焊接参数,包括焊接电流、电压、氩气流量等。
通过调整焊接机的控制面板,将参数设置到合适的数值,以确保焊接过程中能够获得稳定的电弧和合适的熔化深度。
然后,进行焊接操作。
在一切准备就绪后,可以开始进行焊接操作。
首先穿上焊接面罩和手套,保护好自己的安全。
然后点亮氩弧焊机,将焊接电极插入工件并保持适当的角度和间距,开始进行焊接。
在焊接过程中要保持稳定的手部动作,控制好焊接速度和焊接深度,确保焊接质量。
最后,进行焊接后处理。
焊接完成后,需要对焊接接头进行后处理。
首先要清理焊接接头,去除焊渣和氧化物,使接头表面光滑。
然后进行必要的热处理,以消除焊接过程中产生的残余应力和变形,提高焊接接头的强度和稳定性。
总之,瑞凌氩弧焊机是一种常用的焊接设备,正确的使用方法可以确保焊接质量,提高工作效率。
在使用时,需要做好准备工作,设置合适的焊接参数,进行焊接操作,并进行必要的后处理。
只有这样,才能保证焊接工作的顺利进行,获得满意的焊接效果。
ZX7-160、200常见故障原因及排除

约为1.06左右,反向测量读数为无穷大。(注:以上检测在断电的情况下检测)
*三极管S8050坏
用万能表的二极管档测量,三只脚每两只脚之间电阻为“0”则损坏
*C32(2A103)电容坏
2、中板:对上板产生的逆变高压信号进行能量转换,把高压高频信号转变为直流低压大电流,并输出用于焊接。
3、底板:对输入的市电进行整流滤波及软启动功能的实现。
下面对各个部分的故障引发的现象及维修方法做详细说明:
上板:
上板主要实现的功能是逆变及脉宽的调制,工作在高压高频高辐射的恶劣环境,使用不当很容易发生故障。上板故障导致的现象主要有:开机时过流保护灯亮,电源指示灯不亮风机正常运行,电源指示灯亮无输出,机器异响。
*机器异响:主要发声部位上板的触发变压器,及中板的变压器,先用示波器或者频率器检查逆变频率是否过低,正常值应该在80KHZ(±5KHZ),如频率不对更换控制小板,如果频率正常,根据发声部位更换相应的变压器。
*C32位电容损坏
*D16稳压二极管(24V)参数不对
中板:
中板的主要作用是对上板产生的逆变高压高频信号进行能量转换,把高压高频信号转变为直流低压大电流,并输出用于焊接。中板故障导致的现象重要有:输出电压过高或过低,变压器异响, 开机保护。
电源指示灯不亮
4.上板开关电源部分C32位电容坏
检测方法:用电感表200nF档测电容两脚,若值为“0”,则已损坏,更换同种型号电容。
5.上板D16位稳压二极ห้องสมุดไป่ตู้(24V)坏
用万用表二极管档,红表棒放正极,黑表棒放负极,如有“700”左右,稳压管正常,反之损坏,更换同种型号稳压管。