瑞凌手工、氩弧、切割三用焊机CT416电路原理图纸
CT312、CT416三用机常见故障维修
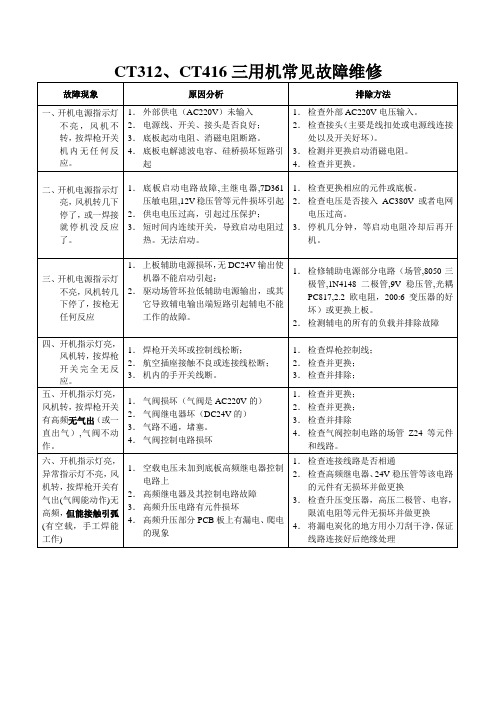
三、开机电源指示灯不亮,风机转几下停了,按枪无任何反应
1.上板辅助电源损坏,无DC24V输出使机器不能启动引起;
2.驱动场管坏拉低辅助电源输出,或其它导致辅电输出端短路引起辅电不能工作的故障。
1.检修辅助电源部分电路(场管,8050三极管,1N4148二极管,9V稳压管,光耦PC817,2.2欧电阻,200:6变压器的好坏)或更换上板。
C.IC3525第八脚的保护电路损坏拉低第八脚电压使3525不能工作
3.辅助电源电压不足使欠压保护电路工作拉低第八脚电压使3525封波
1.检查手开关电路的元件(主要是两个8050)和线路连接有无问题
2.A.更换上板或检查上板驱动场管,场管正端供电的2.2欧电阻,模块驱动部分三极管,稳压管好坏并做更换
十一、开机跳闸。
1.电源线或电源底板有短路现象
2.过压引起压敏电阻损坏
3.硅桥损坏短路引起。
1.检测并排除。
2.检查并更换
3.更换硅桥。
十二、按焊枪开关,有高频声能对工件放电,但无电流输出不能起弧。
1.焊枪电缆接触不良或松断、地线没接到工件或接地不良;
2.两用机的地线接错位置(应该工件接正端)
1.检查并排除;
其它问题请参照单相场管手氩弧焊及单相场管切割机的故障维修方法。
2.封波线开路或两用机的功能转换开关接触不好。
3.手开关线相碰短路引起
1.检查手开关电路的元件(主要是两个8050)
2.检查线路连接有无问题
3.检查并排除;
十五、按开关后高频不断
1.高频串入到机壳上对手开关信号线造成干扰
1.分别排查机器的气电一体接头、快接插座、航空插座是否有对机壳漏高频的情况。
瑞凌ZX7手工焊原理及故障分析

BVY26 E
R2 1 5 10 R
T
D1 2 DIODE
N2
C2 5 1 00 0 u F
2 PC81 7
C1 3 1 04
D4 4 14 8
R2 3 4 70 R
N3
+24 V 1 2 00 :6 R1 7 5 K1
U1 LM7 81 2
+12 V +12 V 3 C2 6 1 00 u F
5 10 R S80 5 0 R1 0 2 R2 C1 8 5 01
(2)控制模块实物图如1-12所示,原理如 1-13图所示。
3140芯片
反馈给定电路
3525芯片
驱动转换电路
图1-12 控制模块
反馈给定电路 3140芯片
3525
驱动转换电路
图1-13 控制模块电路
(3)集成脉宽调制器
脉宽调节器的的基本工作原理是用一个电压比较器,在 正输入端输入一个三角波,在负入端输入一直流电平,比较 后输出一方波信号,改变负输入端直流电平的大小,即可改 变方波信号的脉宽(如图1-14所示)
故障现象一:
打开电源开关,电源指示灯不亮,风机不转,无焊接电流输出。
原因分析与处理:
1、外部供电(AC220V)是否正常; 2、电源线、开关、接头是否良好; 用万用表测量有无220伏电 压到地板; 3、起动电阻、消磁电阻是否断路;检测它们的阻值; 4、风机本身坏。 5、电解电容坏,导致无辅电,可用万用表测量。
D9 8 V2
1 PC81 7 C2 0 1 03 R2 2 8 K2
GND 2
R2 0
Q6
Vin
D1 5 Green
工作原理:启动------储能------关断------放能------再次开通------稳压
电焊机电路工作原理
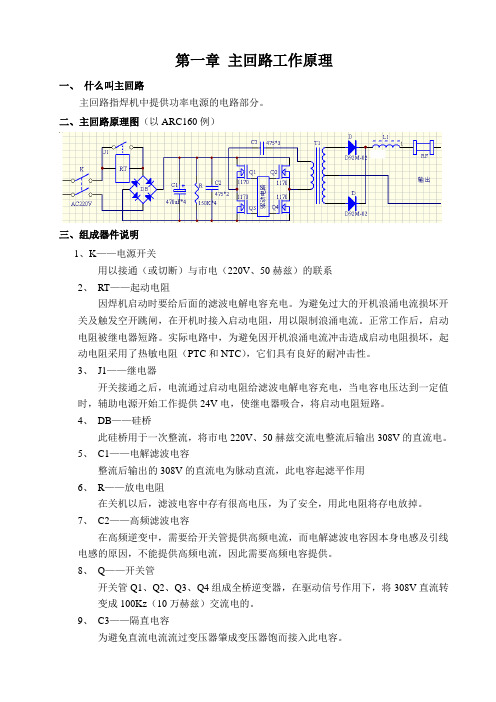
第一章主回路工作原理一、什么叫主回路主回路指焊机中提供功率电源的电路部分。
二、主回路原理图(以ARC160例)三、组成器件说明1、K——电源开关用以接通(或切断)与市电(220V、50赫兹)的联系2、RT——起动电阻因焊机启动时要给后面的滤波电解电容充电。
为避免过大的开机浪涌电流损坏开关及触发空开跳闸,在开机时接入启动电阻,用以限制浪涌电流。
正常工作后,启动电阻被继电器短路。
实际电路中,为避免因开机浪涌电流冲击造成启动电阻损坏,起动电阻采用了热敏电阻(PTC和NTC),它们具有良好的耐冲击性。
3、J1——继电器开关接通之后,电流通过启动电阻给滤波电解电容充电,当电容电压达到一定值时,辅助电源开始工作提供24V电,使继电器吸合,将启动电阻短路。
4、DB——硅桥此硅桥用于一次整流,将市电220V、50赫兹交流电整流后输出308V的直流电。
5、C1——电解滤波电容整流后输出的308V的直流电为脉动直流,此电容起滤平作用6、R——放电电阻在关机以后,滤波电容中存有很高电压,为了安全,用此电阻将存电放掉。
7、C2——高频滤波电容在高频逆变中,需要给开关管提供高频电流,而电解滤波电容因本身电感及引线电感的原因,不能提供高频电流,因此需要高频电容提供。
8、Q——开关管开关管Q1、Q2、Q3、Q4组成全桥逆变器,在驱动信号作用下,将308V直流转变成100Kz(10万赫兹)交流电的。
9、C3——隔直电容10、T1——主变压器变压器的作用是将308V的高压变换成适合电弧焊接所需要的几十伏的低压。
11、D——快速恢复二极管D5、D6的作用是二次整流,即将100KHz的高频交流电流再次转变成直流电流。
12、L1——电抗器电抗器具有平波续流作用,可使输出电流变得连续稳定,保证焊接质量。
13、RF——分流器分流器是用锰铜制成的大功率小阻值的电阻,用于检测输出电流的大小,提供反馈信号。
四、全桥逆变器工作原理1、全桥逆变器的电路图2、全桥逆变器工作原理全桥逆变器每个工作周期分四个时段,分别为t1、t2、t3、t4,其工作原理如下:t1时段K1、K4导通,K2、K3关断电流方向:正极K1 C1 T K4 地t2时段K1、K4、K2、K3关断无电流t3时段K1、K4关断,K2、K3导通电流方向:正极K2 C1 T K3 地t4时段K1、K4、K2、K3关断无电流从上述分析看,在t1与t3时段里,流过变压器T的电流方向正好相反,也就是将直流电变成了交流电。
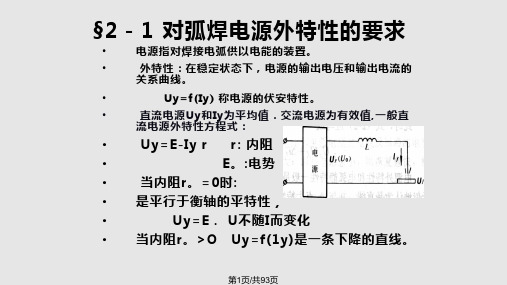
弧焊电源PPT课件
•
2)当瞬时U外y界(干I )扰破坏U静f
(I )
L
dI dt
态平衡.应能自动第2达页/共到93新页 的平衡:
• 如果在t=0时某种原因影响系统I弧↓(电弧空间游离程度 改变).
• 引起电流变化ΔI, 随后外界干扰电流变化ΔI也变化,Δi 偏差瞬时值, 在t>0时电流瞬时值应为: i=I+Δi
•
∴ 方程由(1)可写为:
∴在Kw,0时都存在自身调节作用,但由于ΔI不同, 应尽量采用平的或缓降的电源特性, 保证自身调节作 用足够的强烈。 平的电源,易于引弧,利于防止焊丝回烧和粘丝,飞 溅也大。
第8页/共93页
• 二种:变速送丝控制系统(电弧电压反馈调节) • 利用电弧电压偏移来调节送丝速度,使电弧
电压得到恢复。如图所示: • L变化,如果引起的电压偏移 越大(ΔU↑),V送
• 实际中,U外曲线有若干种. 可供不同的焊接方法及工 作 条 件 具 体 分 析 和 选 用 。第6页/共93页
(一)电弧焊对U外曲线形状的要求
• 1、手工电弧焊 U静是水平的,下降特性电源可以满足系统稳定的要
求。
什么外特性曲线更合适呢,如图: 由于存在“电弧弹性”一L变化使I偏移, I越小,电弧弹性越好。 Ll-L2,由于U外形状不同工作点不同,
也↑以使电弧稳定。
• 3、等速送丝气体保护焊(C02)
• U静是上升的MIG可用于的外特性;U。不变有利 于稳弧,对于细丝C02焊一般采用短路过渡.过渡 频率低:当U。↑ 频率下降,稳定性↓,但当U。选 择适当时,频率会增高, 可获得良好成型。
第15页/共93页
二、可调参数
• (一)下降外特性电源的可调参数
与U源 U弧的差值及回路电感有关.差↑,回路L↓,V恢
CO2焊机电气原理

1.3 电流互感器与电流、电压表电路
Tr1 焊接变压器 (整流电路) C T
R2
DCL
· · · · · · ·
53
V
55
·+ ·· · · ·
D
73
CT:电流互感器 (1.1-1.2V)/100A V:电压表 A:电流表 满量程电压60 mv R2: 200、350KR:40瓦 75欧 500KR:40瓦 100欧 Y:输出端短路时Y点变为 低电平,抑制短路电 流。 D:引弧成功后为高电平
+15V
···· · · · ·
56 15 70 59 -15V
+15V R13 3 + 2 IC10A
··
1
电流表电路 IC10D 外接 电流表电路 IC10B
A
15 74 15
Y
输出端 短路保护电路 IC8A
·
引弧 成功电路 IC11
1.4 热继电器与异常指示灯控制电路
工作原理: 1.工作正常时,+15V使得IC1(36)为 高电平;逻辑三极管QR2导通,其集 电极为低电平,异常指示灯LED2不亮。
FU2(8A)
2. KR系列焊机控制系统方框图
SW5丝径 热保护 QR2 Thp1.2 气 体 预 流 34 36 2 T.S PC11 SW3 收弧 D 3 气 体 滞 后 33 电磁阀 Q13 CR3 31 F 28 交流 接触器 CR1、4 SW4焊丝 电流运算 VRAC K IC7 IC19 IC9D IC8D QR3 送 丝 电 路 锯齿波 整流 Q2 C54 PC7 SCR1、2 同步电路IC10 J Q3 PC9 Q10
K1 30 K2 22 K3 26 K4 28 K5 24 K6 32 23 24
逆变电焊机原理图纸
逆变触发电路图:脉冲及时序板原理图:IGBT逆变电焊机工作原理及输出特性本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。
DC/AC逆变器的制作-------------------------------------------------------------------------------- 江苏电子网QQ:99296827这里介绍的逆变器(见图)主要由MOS 场效应管,普通电源变压器构成。
其输出功率取决于MOS 场效应管和电源变压器的功率,免除了烦琐的变压器绕制,适合电子爱好者业余制作中采用。
下面介绍该逆变器的工作原理及制作过程。
--拓普电子1.电路图2.工作原理这里我们将详细介绍这个逆变器的工作原理。
方波信号发生器(见图3)图3这里采用六反相器CD4069构成方波信号发生器。
电路中R1是补偿电阻,用于改善由于电源电压的变化而引起的振荡频率不稳。
电路的振荡是通过电容C1充放电完成的。
其振荡频率为f=1/2.2RC。
图示电路的最大频率为:fmax=1/2.2×3.3×103×2.2×10-6=62.6Hz;最小频率fmin=1/2.2×4.3×103×2.2×10-6=48.0Hz。
由于元件的误差,实际值会略有差异。
其它多余的反相器,输入端接地避免影响其它电路。
场效应管驱动电路。
图4由于方波信号发生器输出的振荡信号电压最大振幅为0~5V,为充分驱动电源开关电路,这里用TR1、TR2将振荡信号电压放大至0~12V。
如图4所示。
手工电弧焊常用焊机的分类构造与原理
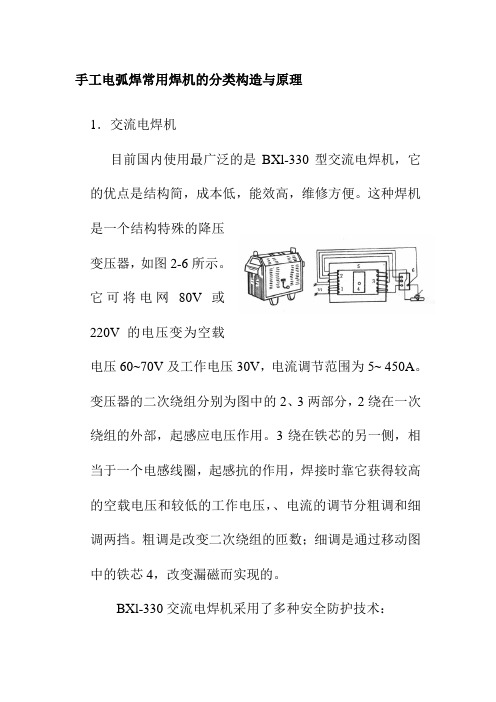
手工电弧焊常用焊机的分类构造与原理1.交流电焊机目前国内使用最广泛的是BXl-330型交流电焊机,它的优点是结构简,成本低,能效高,维修方便。
这种焊机是一个结构特殊的降压变压器,如图2-6所示。
它可将电网80V 或220V 的电压变为空载电压60~70V 及工作电压30V ,电流调节范围为5~ 450A 。
变压器的二次绕组分别为图中的2、3两部分,2绕在一次绕组的外部,起感应电压作用。
3绕在铁芯的另一侧,相当于一个电感线圈,起感抗的作用,焊接时靠它获得较高的空载电压和较低的工作电压,、电流的调节分粗调和细调两挡。
粗调是改变二次绕组的匝数;细调是通过移动图中的铁芯4,改变漏磁而实现的。
BXl-330交流电焊机采用了多种安全防护技术:图2-6 BXl-330交流电焊机 1——次绕组;2、3一二次绕组;4-动铁芯; 5—静铁芯;6—接线片(1)具有陡降的外特性(外特性指在稳定状态下,焊机输出端电压和输出电流的关系)。
当二次回路和电阻值趋于零时,把不断增大的电流值限制在一定的范围内,免除了设备、线路被烧毁,也避免了操作人员被电伤。
(2)装有多孔的铁皮外罩,利用自然空气对流散发热,极大地减缓了绝缘材料老化。
同时,也防止了操作者与带电部分的接触,避免其他导电杂物进入机体造成短路。
(3)具有较大的额定暂载率(65%),保证了长时间工作的可靠性。
(4)装有接线柱罩子,防止人体触电。
(5)装有手把与车轮,便于挪动位置时使用。
注意,这种焊机的手把不得做吊把使用。
这种焊机的缺点是体积较大而且笨重,焊接时活动铁芯被电磁力振动而发出噪声,同时电流有波动。
2.旋转式直流弧焊机AX-320型直流电焊机目前使用较广。
焊机的空载电压为50~80V ,工作电压为30V ,电流调节范围为45~320A ,焊机的外型如图2-7所示。
AX-320型直流电焊机由一台12KW 的三相感应电动机和一台裂极式直流发电机组成。
该焊机由三相电源供电,使电动机驱动发电机电枢旋转发出直流电,供焊接使用,它同样具有降压特性、调节电流特性等性能。
锐龙焊机维修手册(手工焊)
锐龙焊机维修手册深圳市瑞凌实业有限公司仅供学习技术讨论请加湖北焊机交流中心群:37493781维修手册说明•本手册适用于没有专用的调试仪器和设备。
使用数字或指针万用表进行测量而进行维修的维修人员。
通过故障现象及测量数据来分析故障的原因,从而叛断哪些器件损坏,找到解决问题的方法。
•焊机出现故障后,首先拆开机壳,检查一下内部是否有烧焦,烧坏的现象。
•重点查看以下部分(1)上板部分:场效应管控制模块驱动模块辅助电源(2)底板部分:电解电容高压硅粒热敏电阻压敏电阻发现有烧焦,烧坏现像可直接更换板。
目录第一章手工弧焊系列…………………………………………………………………….第一节 ZX7-160 ZX7-200………………………………………………………….第二节 ZX7-250 315 400B 500…………………………………………………第三节 (IGBT)ZX7-400 500 630……………………………………………………第二章氩弧焊系列…………………………………………………………………………第一节 WS-160S 200S 180A 180P………………………………………………第二节 WS-200P………………………………………………………………………第三节 WS-250A 300A 400A………………………………………………………第四节 WSM-315 400………………………………………………………………..第三章等离子切割机系列…………………………………………………………………第一节 LGK-30 40…………………………………………………………………..…第二节 LGK-60J 70 100 120…………………………………………………………第三节 LGK-80 100 160………………………………………………………………第四章交直流氩弧焊系列…………………………………………………………………第一节 WSE-200 250 315……………………………………………………………第五章CO2气保焊系列……………………………………………………………………第一节 NBC-350 500 250F…………………………………………………………第二节 NBC-200Y 250Y 250L……………………………………………………..第六章三用机系列…………………………………………………………………..….第一节 CT-312 416…………………………………………………………………….第一章手工弧焊系列ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-160/200上板ZX7-160/200中板Zx7-160/200底板ZX7-250上板ZX7-250长条控制板Zx7-250底板ZX7-250上板ZX7-250长条控制板Zx7-250底板ZX7-250上板ZX7-250长条控制板Zx7-250底板ZX7-250上板ZX7-250长条控制板Zx7-250底板ZX7-250上板电源滤波电容漏液损坏。