FD600数控法兰钻床
法兰钻床夹具设计课程设计

齐齐哈尔工程学院课程设计(论文)题目法兰钻床夹具设计课程设计(钻4x直径6孔)院(系)专业班级学生姓名指导教师成绩年月日中文摘要目录一、绪论 (1)(一)钻孔夹具方案设计 (1)(二)了解夹具总体设计的要求 (2)(三)钻床的发展趋势 (3)(四)钻床夹具的概述 (4)1.钻床夹具的特点 (4)2.钻床夹具的主要类型 (5)3.钻模类型选择 (6)4.钻套的选择 (6)5.钻模板类型 (7)二钻床夹具设计特点 (8)三、工件的夹紧计算及其选择 (10)(一)工件的夹紧 (10)(二)夹紧力的选择 (11)1. 夹紧力方向 (11)2. 夹紧力的作用点 (12)3.夹紧力的计算 (12)四、夹具结构分析与设计 (15)(一)夹具的夹紧装置和定位装置 (15)(二)钻孔与工件之间的切屑间隙 (17)(三)钻模板 (19)(四)定位误差的分析 (19)(五)钻套、衬套、钻模板设计与选用 (20)(六)确定夹具体结构和总体结构 (22)(七)夹具设计及操作的简要说明 (24)结论 (25)致谢 (27)参考文献 (29)一、绪论(一)钻孔夹具方案设计方案设计是夹具设计的重要阶段,它在分析各种原始资料的基础上,要完成下列设计工作:[1]①研究壳体零件原始资料,明确设计要求。
②拟订钻孔夹具结构方案,绘制夹具结构草图。
③绘制夹具总图,标注有关尺寸及技术要求。
④绘制零件图。
从另外一方面来说,机床夹具设计是工艺装备设计中的一个重要组成部分,是保证产品质量和提高劳动生产率的一项重要技术措施。
在设计过程中应深人实际,进行调查研究,吸取国内外的先进技术,制定出合理的设计方案,再进行具体的设计。
而深入生产实际调查研究中,应当掌握下面的一些资料:[1](1)工件图纸;详细阅读工件的图纸,了解工件被加工表面是技术要求,该零件在机器中的位置和作用,以及装置中的特殊要求。
(2)工艺文件:了解工件的工艺过程,本工序的加工要求,工件被加工表面及待加工面状况,基准面选择的情况,可用机床设备的主要规格,与夹具连接部分的尺寸及切削用量等。
浅谈数控平面钻床使用

技术员参评论文——浅谈法因数控钻床目录摘要-----------------------------------------------------1 PD16型双工作台数控龙门钻床数控钻床的介绍----------------1 PD16型双工作台龙门钻床的维护----------------------------4 数控系统的维护-------------------------------------------6 机械部件的维护-------------------------------------------6 参考文献-------------------------------------------------8摘要数控机床加工与普通机床加工在原则上基本相同,但数控加工的整个过程是自动进行的。
数控加工的工序内容比普通机床的加工的工序内容复杂。
这是因为数控机床价格昂贵,若只加工简单的工序,在经济上不合算,所以在数控机床上通常安排较复杂的工序,甚至是在通用机床上难以完成的那些工序。
数控机床加工程序的编制比普通机床工艺规程编制复杂。
这是因为在普通机床的加工工艺中不必考虑的问题,如工序内工步的安排、对刀点、换刀点及走刀路线的确定等问题,在数控加工时,这一切都无例外地都变成了固定的程序内容,正由于这个特点,促使对加工程序的正确性和合理性要求极高,不能有丝毫的差错,否则加工不出合格的零件。
而为了数控机床能尽量长时间的工作造出他的最大利益,对于机床平时的护理和维修工作是非常重要的环节。
关键词:数控机床;程序;最大利益;维修;护理。
1.PD16型双工作台数控龙门钻床数控钻床的介绍1.1机床的介绍(1)接板加工的首选设备(2)交换式双工作台(3)同时装卡四组工件(4)分布12个快速液压卡紧钳(5)自动排屑(6)控行程钻削动力头(7)NC、PLC控制、CRT显示(8)大加工工件1650×1200×80mm(9)最大钻孔直径Φ50mm1.2机床的特点(1)各坐标移动均采用伺服电机驱动,操作方便,灵活,精度稳定;(2)基本布局为:滑座在床身上全长贯穿移动,单边敞开式,结构简单方便,便于工件的上下安装和下班后卫生的清理,便于维护,占地面积小,适合长工件的加工与生产;(3)滑座上的立柱和普通摇臂钻床一样采用圆柱形立柱,摇臂可以上下升降,便于不同高度的工件的加工;(4)主轴16级变速,切削扭矩扩大数十倍,为莫氏锥孔,可以直接安装钻头;(5)床身为铸件结构,可多节加长,用户可以自行选择或定做;(6)X轴即滑座运动采用德国进口减速器,齿轮,齿条,确保运动时的刚度及运动精度;(7)床身导轨没有防护拉板,保证齿条,光栅尺和机电电器开关不受外界污染;(8)X轴采用进口原装光栅尺,保证X轴定位精度;(9)交流伺服及稀土永磁电机,性能卓越,可靠性高,安全耐用。
常用机加工设备介绍

常用机加工设备介绍(总40页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除机加工设备介绍(主要针对大型机加工设备)目录1. 镗铣加工中心 (1)1.1 日本TOYODA大型/超大型卧式加工中心:FH系列重切削 (1)1.2 韩国威亚WIA大型卧式加工中心KH1000 (2)1.3 日本三井精机超高精度卧式加工中心HS8A大型/超大型 (3)1.4 韩国WIA大型立式加工中心 (4)1.5 日本TOYODA强力切削大型卧式加工中心:FA800/FA1050 (5)2. 数控车床/车削中心 (5)2.1 日本大隈OKUMA五轴立式数控车床车削中心VTM系列 (6)2.2 日本大隈OKUMA立式数控车床车削中心VTM系列 (8)3. 复合数控机床 (9)3.1 车铣 (9)3.1.1 日本大隈OKUMA车铣复合数控机床MULTUSB750 (9)3.1.2 德国DMG车铣复合数控机床,FD系列 (11)3.1.3 德国DMG车铣复合数控机床CTXbeta1250 (13)3.2 车磨 (13)3.2.1 德国EMAG倒置式立式车磨中心:VSCDS/DDS和VLC-250-DS (13)3.3 钻铣 (15)3.3.1 铝铜型材钻铣复合加工中心PJ-NC6500 (15)3.3.2 国产五轴钻铣复合数控深孔 (15)3.3.3 德国德马吉DMG铣钻加工中心MILLTAP700 (16)4. 数控磨床 (17)4.1 成型 (17)4.1.1 德国Peter-Wolters精密蠕动成型磨床Macro-L (17)4.1.2 日本Okamoto超精密自动曲线成型磨床:UPZ系列 (18)4.2 高精度/超高精度 (19)4.2.1 日本三井精机MITSUISEIKI高精度坐标磨床300G/3GEN/4GDN 194.2.2 美国500型数控坐标磨床 (20)4.2.3 德国peter-wolters大型双端面平面加工机床AC系列 (22)4.3 复杂型面工件 (25)4.3.1 美国1280型数控坐标磨床 (25)4.3.2日本Okamoto超精密自动曲线成型磨床:UPZ系列 (27)4.4 去毛刺机床 (28)4.4.1 热能去毛刺机床 (28)4.4.2 国产真空减压超声波去铸砂去毛刺机,StarCluster (29)4.4.3 德国砂带毛刷复合型抛光去毛刺机床FE700-L (30)1. 镗铣加工中心1.1 日本TOYODA大型/超大型卧式加工中心:FH系列重切削品牌:日本TOYODA型号:FH800S、FH1050S、FH1250SX、FH1250SW应用行业:汽车零部件、金属加工产品特点:在“大型、快速、强力”三项中,达到同级别机型最高性能水平。
数控钻床设备参数

数控钻床设备参数一、主要技术参数
1.主轴电机功率:7.5KW
2.主轴转速:50-3000R/min
3.工作台尺寸:800mm×400mm
4.行程:X轴400mm、Y轴250mm、Z轴350mm
5.刀架:BT30
6.偏心力:4.5KN
7.最大加工尺寸:400mm×250mm×350mm
8.机器重量:3300Kg
9.坐标系统:厘米制
10.控制系统:Siemens 802S系统、FANUC系统二、液压系统参数
1.压力范围:0-0.7Mpa
2.压力调节范围:0-0.35Mpa
3.最大流量:180L/min
4.转速调节范围:0-60RPM
5.液压油温度范围:5-60℃
6.过滤器精度:25um
7.压力表:0-1.6MPa
8.液压油品牌:国标液压油
三、结构及维护参数
1.结构:全密封梯形结构,采用合金钢制,防锈,防水,防锈蚀2.润滑:自动润滑,可提高机械性能和使用寿命
3.维护:定期更换机械自动润滑油,机床每3月维护一次
四、安全防护功能
1.自动紧急停机:当机械发生故障,可以快速将机械停止
2.机台坐标自动回零:可以将机床坐标设定为原始位置,避免故障3.锁死装置:可以锁死机床,防止机床运行
4.报警系统:当机床发生故障时,会自动发出警报。
台式钻床
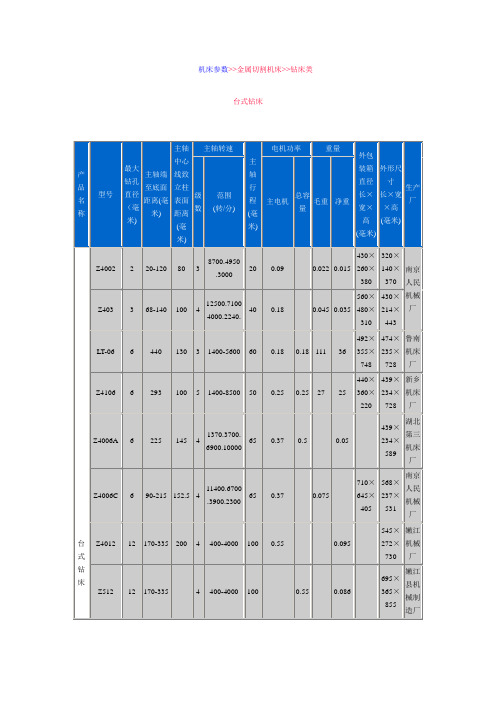
225
9
160-2060
125
0.75
0.75
0.348
0.158
1350×850×570
1330×830×550
H5-36
25
40-530
240
12
125-2880
110
0.7/1.0
0.25
0.19
960×640×1200
480×630×1055
上海第五机床厂
Z4125
25
330-710
240
800×470×850
690×360×688
Z4112
12
200-560
200
4
400-4000
100
0.55
0.108
690×385×1120
嫩江县机械制造厂
Z512-2
12.7
560
193
5
480.800.140
0.2440.4100
100
0.4
0.4
0.095
640×330×420
698×380×865
200-500
193
4
400-4000
100
0.55
0.093
695×365×855
嫩江县机械制造厂
Z512-2
12
200-500
193
4
400-4000
100
0.55
0.093
695×365×855
嫩江机械厂
Z512A
12
150-400
200
5
450-4000
100
JW7124
0.55
0.115
CA6140车床法兰盘工艺及钻Ф22和Ф20孔夹具设计

CA6140车床法兰盘工艺及钻Ф22和Ф20孔夹具设计介绍本文档旨在提供关于CA6140车床法兰盘工艺及钻Ф22和Ф20孔夹具设计的详细信息。
我们将介绍法兰盘的工艺过程,并提供钻Ф22和Ф20孔的夹具设计方案。
车床法兰盘工艺车床法兰盘工艺是指使用CA6140车床对法兰盘进行加工的过程。
下面是该工艺的步骤:1. 准备材料和工具:选择合适的材料和切削工具,以确保加工质量和效率。
2. 固定法兰盘:将法兰盘固定在CA6140车床上,确保稳固和准确的定位。
3. 加工外圆:使用车床对法兰盘的外圆进行车削加工,以达到所需的尺寸和表面质量。
4. 加工孔:使用车床设备钻孔工具对法兰盘的孔进行加工,以满足Ф22和Ф20孔的要求。
5. 完成加工:检查加工质量,并进行必要的修整和打磨,确保法兰盘符合设计要求。
Ф22和Ф20孔夹具设计为了钻孔时能够准确定位,并确保钻孔的精度和一致性,我们建议设计Ф22和Ф20孔的夹具。
以下是夹具的设计要点:1. 具体尺寸:根据要求,夹具应具有Ф22和Ф20的孔径,以便准确固定法兰盘。
2. 夹紧力:夹具应具备足够的夹紧力,以确保法兰盘在钻孔过程中的稳定性和安全性。
3. 夹具材料:选择适当的材料制作夹具,以确保其具有足够的硬度和刚度。
4. 夹具定位:夹具应具备准确的定位功能,以确保孔的位置在钻孔过程中保持一致。
5. 操作便捷性:夹具应设计合理,方便操作人员使用,提高工作效率。
6. 安全性考虑:在设计夹具时,务必考虑操作人员的安全,避免潜在的危险和伤害。
结论通过本文档,您了解了CA6140车床法兰盘工艺及钻Ф22和Ф20孔夹具的基本信息。
这些信息将帮助您在加工法兰盘时能够选择合适的工艺过程并设计相应的夹具,以确保加工质量和效率。
希望本文档对您的工作有所帮助!。
东方机电设备D-系列产品说明书

IntroductionEZSAccessories InstallationEZC EZHC EZHP Accessories Installation DRL Accessories Installation DG Accessories InstallationMotorized Linear SlidesMotorized CylindersCompact Linear Actuators Hollow Rotary ActuatorsConnection and Operation■Names and Functions of Driver Parts●Power Input ConnectorMotorConnector□2□4□5□1□3Tables of each product settings Page ➜ D-154●With the high-resolution motor, the resolution is one-half the values specified below.●With the high-resolution motor, the resolution is one-half the values specified below.Notes:The resolutions are theoretical values.●The resolution is calculated by dividing the base resolution by the number of microstep.●The numbers of microsteps that can be specified by the●"Resolution Select" signal are limited to those selected in resolution 1 or resolution 2. Do not change the●"Resolution Select" signal input or resolution select switch while the actuator is operating. It may cause malfunction.IntroductionEZSAccessories Installation EZC EZHC EZHP Accessories Installation DRL Accessories Installation DG Accessories InstallationMotorized Linear SlidesMotorized Cylinders Compact Linear Actuators Hollow Rotary ActuatorsPower Supply◇Use a power supply that can supply sufficient input current.When power supply capacity is insufficient, a decrease in actuator output can cause the following malfunctions:Actuator does not move properly at high-speed (insufficient thrust). ●Slow actuator startup and stopping●C onnecting the Electromagnetic Brake to ◇Power SupplyConnect the red/white lead from the actuator to the ●+24 VDC terminal on the DC power supply and the black/white lead to the GND terminal. (The electromagnetic brake leads have polarity. The electromagnetic brake will not operate if the leads are connected in reverse polarity.)For the electromagnetic brake, use a power supply of 24 VDC ●±5%, 0.1 A or more for DRL42, or 24 VDC ±5%, 0.3 A or more for DRL60.To connect the electromagnetic brake to the DC power supply, use a ●shielded cable of AWG24 or thicker and keep the wiring distance to a minimum. Be sure to use the supplied surge suppressor to protect switch contact and suppress noise.Notes on Wiring◇Use twisted-pair wires of AWG24 to 22 and 2 m (6.6 ft.) ● or less in length for the signal lines.Note that as the length of the pulse signal line increases, the maximum ●transmission frequency decreases. Technical reference ➜ F-67Use wires of AWG22 for the power supply lines.●When assembling the connector, use the hand-operated crimp tool or the crimped driver lead wire set (sold separately). The crimp tool is not provided with the package. It must be purchased separately.Signal lines should be kept at least 2 cm (0.79 in.) away from power lines ●(power supply lines and motor lines). Do not wire the signal lines with the power lines in the same duct or bundle them together.Extension of the motor leads should be within 10 m (32.8 ft.).●If noise generated by the wiring and layout of motor cables and/or power ●cables causes a problem, try shielding the cables or insert ferrite cores.Incorrect connection of DC power input will lead to driver damage. Make ●sure that the polarity is correct before turning the power on.Connection Diagram●DriverController Input/Output Signal Connection◇Keep the input signal V ●0 between 5 VDC and 24 VDC.When V 0 is equal to 5 VDC, the external resistor R 1 is not necessary. When V 0 is above 5 VDC, connect R 1 to keep the current between 10 mA and 20 mA.Example: When V 0 is 24 VDC R 1: 1.5 to 2.2 k Ω, 0.5 W or moreKeep the output signal voltage V ●0 between 5 VDC and 24 VDC, current 10 mA or less. When V 0 is above 10 mA, connect R 2 to keep the current 10 mA or less.Description of Input/Output Signals●Pulse (CW) and Rotation Direction (CCW) Input SignalInput Circuit and Sample Connection◇Notes:Keep the input signal voltage V ●0 between 5 VDC and 24 VDC.When V ●0 is equal to 5 VDC, the external resistor R 1 is not necessary. When V 0 is above 5 VDC, connect R 1 to keep the current between 10 mA and 20 mA.Pulse Waveform Characteristics◇ON ON Pulse Input SignalRotation Direction Input Signal 2Pulse Duty: 50% and belowThe shaded area indicates when the photocoupler diode is ON. The actuator moves when the ✽photocoupler state changes from ON to OFF.The minimum interval time when changing rotation direction 10 ●μs is shown as a responsetime of circuit. This value varies greatly depending on the actuator type and load inertia.Pulse Input Mode ◇1-Pulse Input Mode●The 1-pulse input mode uses "Pulse" and "Rotation Direction" signals. When the "Pulse" input is switched from ON to OFF while the "Rotation Direction" input is ON, the screw shaft moves one step forward. When the "Pulse" input is switched from ON to OFF while the "Rotation Direction" input is OFF , the screw shaft moves onestep backward.ON OFFON OFFMovement of the Screw Shaft Pulse InputRotation Direction Backward DirectionForward Direction 2-Pulse Input Mode●The 2-pulse input mode uses "CW" and "CCW" pulse signals.When the "CW" input is switched from ON to OFF , the screw shaft moves one step forward. When the "CCW" input is switched from ON to OFF , the screw shaft moves one step backward.CW Input CCW InputScrew ShaftON ON All Windings Off (A.W.OFF)/Resolution Select (C/S)/Automatic Current Cutback Release (C.D.INH) Input SignalInput Circuit and Sample Connection◇Note:Keep the input signal voltage V ●0 between 5 VDC and 24 VDC. When V 0 is equal to 5 VDC, the external resistor R 1 is not necessary. When V 0 is above 5 VDC, connect R 1 to keep the current between 10 mA and 20 mA.All Windings Off (A.W.OFF) Input Signal ◇Pin No.⑤, ⑥This signal is used when moving the screw shaft for manual ●positioning.When the "All Windings Off" input is turned "ON," the motor ●current turns off and the actuator loses its holding torque.When the "All Windings Off" input is turned "OFF ," the motor ●current turns on and the actuator regains its holding torque.ON OFFAll Windings Off SignalMotor Current Motor Holding TorqueNote:When operating the actuator, this switch must be "OFF."●R esolution Select (C/S) Input Signal ◇Pin No.⑦,⑧This signal is used to switch between two resolutions set by ●resolution setting switch (DATA1, DATA2). When the "Resolution Select" input is in the "photocoupler OFF" state, the resolution set by resolution setting switch DATA1 is selected. When the "Resolution Select" input is in the "photocoupler ON" state, the resolution set by resolution setting switch DATA2 is selected.Example: C hanging the resolution from 0.0004 mm (0.000016 in.)(10 microsteps/step) to 0.004 mm (0.00016 in.) (1 microsteps/step) (DRL42P )CW PulseActuatorResolution Select Signal (DATA1)(DATA2)10 Pulses1 PulseON OFFA utomatic Current Cutback Release (C.D.INH) Input Signal ◇Pin No.⑨, ⑩Turning the "Automatic Current Cutback Release" input "ON" will ●disable the automatic current cutback function when the actuator is at standstill. Turning the "Automatic Current Cutback Release" input "OFF" will enable the automatic current cutback function. When the automatic current cutback function is enabled, the output current to the motor will be automatically reduced within approximately 0.1 second after the pulse input is stopped, thus suppressing heat generation from the motor and driver.IntroductionEZSAccessories Installation EZC EZHC EZHP Accessories Installation DRL Accessories Installation DG Accessories InstallationMotorized Linear SlidesMotorized Cylinders Compact Linear Actuators Hollow Rotary ActuatorsExcitation Timing (TIM.) Output SignalOutput Circuit and Sample Connection◇Note:Keep the output signal voltage V ●0 between 5 VDC and 24 VDC, current 10 mA or less.When V 0 is above 10 mA, connect the external resistor R 2 as shown in the figure to keep the current 10 mA or less.This signal is used for precise home detection, etc.●The "Excitation Timing" output comes on every particular amount Excitation Timing OutputON OFFMovement of the Screw Shaft Timing Chart●The shaded section indicates that the photocoupler is on.ActuatorDriver Power Input 2-Pulse Input Mode 1-Pulse Input ModeRotation Direction Input SignalPulse Input Signal CW Pulse Input SignalCCW Pulse Input SignalAll Windings Off Input Signal Resolution Select Input SignalON OFF ON OFF ON OFF ON OFF ON OFF ON OFF ON OFFElectromagnetic Brake Power InputONOFF ✽51 ✽ The minimum switching time to change rotation direction (1-pulse input mode), and switching time to change CW, CCW pulse (2-pulse input mode) 10 μs is shown as a response time of circuit.The actuator may need more time.2 ✽ Depends on load inertia, load torque and starting frequency.3 ✽ Never input a pulse signal immediately after switching the "All Windings Off" signal to the "photocoupler OFF" state. The actuator may not start.4 ✽ Wait at least five seconds before turning on the power again.5 ✽ Only for electromagnetic brake type。
VMCL600VML600立式加工中心床身型数控铣床
VMCL600/ VML600立式加工中心/床身型数控铣床一、机床性能特点及用途VMCL600立式加工中心是一种中小规格、高效能加工中心,采用立式主轴、十字型床鞍工作台布局,结构紧凑,加工范围广泛,可完成铣、镗、钻、铰、攻丝等多种工序的加工。
若选用数控转台,可扩大为四轴控制实现多面加工。
VMCL600立式加工中心主要用于高速精密加工及复杂型面的轮廓加工,典型应用如通用机械零件、汽配、纺机配件、高效精密型腔及模具的加工等。
1、大件采用稠筋封闭式框架结构,刚性高,抗振性好,底座、立柱、主轴箱体、十字滑台、工作台等基础件全部采用高强度铸铁,组织稳定,永久确保品质。
铸件结构均经过机床动力学分析和有限元分析,合理的结构程度与加强筋的搭配,保证了基础件的高刚性。
宽实的机床底座,箱型腔立柱、负荷全支撑的十字滑台可确保加工时的重负载能力。
粗、精加工均在进口五面体加工中心上加工,粗加工后进行二次热处理,确保加工应力的消除,从而保证了机床精度长久性。
2、主传动采用主轴电机、同步齿形带传动,传动噪声低。
主轴在60-12000RPM(最高速可选10000 RPM、8000 RPM)范围内无级变速,对各类零件加工的适应能力较强。
主轴组整套从台湾进口,无论在高速或低速铣钻,均能持稳,确保加工精度,高速运转时,无共振现象,确保最佳的加工精度。
3、X、Y、Z三轴采用高精密C3级滚珠丝杆,搭配预压式双螺帽,确保最低背隙。
三轴滚珠丝杆轴承以精密P4级,滚珠丝杆专用60°斜角滚珠止推轴承支撑,运转精度高。
滚珠丝杆和伺服电机以绕性联轴器直联,效率高,背隙小。
三轴进给采用台湾上银直线滚动导轨支撑,使X、Y、Z轴无论是高速移动或是轻、重负荷切削都可达到更高定位精度。
4、刀库容量为16把,结构有斗笠式和机械手两种可选。
5、配有全封闭防护罩,美观、安全,保护环境。
密封式导轨防护罩选购名牌厂家产品,有效的保护移动部件的使用寿命。
6、CNC控制系统采用日本FANUC,全数字式AC伺服系统,软件功能丰富,数控系统配备标准RS-232接口。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FD600数控法兰钻床
一、设备用途
本设备可在单质材料及复合材料上实现加工功能,主要用于煤炭、石化、锅炉、
制冷等行业的法兰盘及回转支承的钻孔加工。
二、设备特点
本设备主要由床身、纵向移动工作台、数控回转台、数控钻削动力头、循环冷却液装置、电气系统等组成,包含1个主轴和1个直线伺服进给轴以及1个回转伺服进给轴,进给轴分别是钻削动力头上下垂直移动(Z轴)和数控回转台的旋转运动(C轴)。
本设备能自动、准确、快速定位,自动完成钻孔等加工工序,大大提高了钻孔的加工精度和速度,同时避免了因人工定位与钻孔误差所造成的工件返修或报废的可能。
1.本设备床身系焊接钢结构,经热处理去应力退火处理。
回转工作台面上安装有
四爪或三爪卡盘(根据客户要求定),便于快速装夹工件用。
床身底面上分布有
可调螺栓,可以方便地调整床身工作台的水平。
2.工作台纵向移动采用左右各两条高承载力直线滚动导轨副导向,移动灵活。
驱
动采用手摇式,可实现快速定位,定位后可锁定工作台使其不再纵向移动。
3.数控进给滑台式钻削主轴(动力头),钻削动力头采用变频电机经皮带驱动高速
主轴机构,无级调速范围广,满足加工需求。
4.本设备配置的滚珠丝杠、直线滚动导轨、主轴部件、主轴电机、伺服电机驱动
器、数控系统等电气件多为国外著名厂家产品。
设备的精度、可靠性可与进口
设备媲美,故障少、开机率高。
5.本设备的控制系统采用德国西门子801数控系统,2个AC进给轴和1个主轴均
由其控制。
该系统配有RS232接口和8”LED屏显示,操作界面具有人机对话、误差补偿、自动报警等功能。
可直接在系统内编程加工程序,操作方便。
6.本设备配有循环水冷却系统,减少了辅助工时,大大提高了生产效率。
三、设备参数
1.机床名称FD600数控法兰钻床2.最大装夹工件尺寸600×600mm 3.最大加工工件厚度50mm
4.钻削动力头数量1个
5.主轴模氏锥度模氏4
6.最大钻孔直径普通麻花钻Ф50mm 7.主轴电机功率4KW
8.主轴转速5-560r/min 9.工作台纵向(X)移动行程约240mm 10.数控回转工作台(Y轴)回转角度360度模态11.C轴伺服电机功率1KW
12.C轴回转速率5R/min 13.动力头滑台垂直行程(Z轴)约260mm 14.Z轴伺服电机功率2KW
15.Z轴最快移动速率2000mm/min 16.数控轴数2+1
17.数控定位精度≤0.015度18.电机总功率约7 KW 19.机床总重量约2 吨
四、机床主要外购件配置
1.滚动直线导轨副台湾上银
2.滚珠丝杠台湾上银
3.伺服电机日本安川
4.控制系统西门子
五、报价单
1.设备报价合同约定
2.运输保险费免
3.安装调试费免
4.交货期合同签订收到预付款后60天内
六、随机提供的附件
1.常用扳手一套
2.标准型油脂枪一件
3.专用吊环一套
4.专用扳手一套
七、随机提供的技术文件
1.机床合格证
2.机床精度检验记录单
3.机床装箱单
4.机床使用说明书
5.地基图
6.提供外购电气原理图、使用说明书。
7.系统操作资料
8.编程资料
9.机床结构简图。