高质量圆坯连铸技术工艺研究
连铸板坯精整工艺分析与应用
连铸板坯精整工艺分析与应用Chapter 1:引言1.1 研究背景和意义1.2 国内外研究现状1.3 论文结构和内容安排Chapter 2:连铸板坯精整工艺的概述2.1 连铸板坯工艺流程2.2 连铸板坯精整技术的基本原理2.3 连铸板坯精整工艺发展历程Chapter 3:连铸板坯精整过程的机理及影响因素3.1 连铸板坯精整过程机理3.2 连铸板坯精整过程的影响因素3.3 连铸板坯精整工艺参数的选择和优化Chapter 4:连铸板坯精整技术的应用4.1 连铸板坯表面质量的控制4.2 连铸板坯尺寸精度的提高4.3 连铸板坯组织性能的改善4.4 连铸板坯的各项综合性能提升Chapter 5:连铸板坯精整技术的发展前景与展望5.1 连铸板坯精整技术存在的问题和不足5.2 连铸板坯精整技术未来的发展趋势5.3 连铸板坯精整技术的进一步研究和应用前景Chapter 6:结论与参考文献6.1 研究结论6.2 研究展望6.3 参考文献Chapter 1:引言1.1 研究背景和意义近年来,随着钢铁工业的发展,连铸成为了钢铁生产中最为常见的炼钢方法之一,也成为了钢铁行业的主要技术之一。
连铸是指在连续的铸模中不断地浇铸钢水,使其凝固成为铸坯的过程。
连铸板坯因其产品厚度规格准确、表面平整、断面形状大小一致等优点而备受钢铁企业的青睐。
然而,在连铸生产中,板坯表面平整度和断面形状常常存在差异,这不仅直接影响产品的品质与性能,还会影响到机组设备运行的稳定性与效率。
因此,为了保证连铸板坯的质量,提高钢铁生产的技术水平和经济效益,连铸板坯的精整工艺愈发成为钢铁企业关注的焦点。
1.2 国内外研究现状目前,国内外已经有多项关于连铸板坯精整工艺的研究,这些研究主要集中在连铸板坯表面质量控制、尺寸精度提高、组织性能改善等方面。
其中,涡流切割、脉冲喷射等现代高科技技术的应用,为连铸板坯的精整提供了新的手段和方法。
同时,在连铸板坯的精整工艺中,数值模拟技术、工艺参数的优化、设备改良等方面也取得了较为明显的成果。
高质量圆坯的高速连铸技术开发
第18卷第2期 2008年2月 中国冶金China Metallurgy Vol.18,No.2February 2008高质量圆坯的高速连铸技术开发 住友金属工业公司于1996年建设了圆坯专用连铸机,开发了不受钢种限制,且以高速铸造和铸坯无检查无清理为前提的圆坯连铸工艺,继而于1997年在世界上设置了首条将无缝钢管轧机与圆坯铸机直接相连的生产线。
以下简要介绍难铸造钢种的连铸技术开发、利用高速连铸的高生产率技术,以及可直接向无缝钢管轧机运送无缺陷圆坯的连铸技术。
1 住友公司开发圆坯连铸技术的历史最先开发的是采用垂直下铸式的实验装置进行圆坯连铸技术。
,但以连铸工艺直接生产高质量无缝钢管用圆坯却是该公司多年以来的目标。
该公司于1981年将1台铸机的矩形结晶器和夹辊改造成能满足铸造圆坯的要求,从而进行了圆坯连铸技术的开发,并从1985年转为商用生产。
通过实际操作和生产,查明了圆坯初期凝固不稳定、产生中心缩孔等技术课题,为在1996年建设圆坯专用铸机正式生产而进行了多项技术开发。
2 圆坯连铸———无缝钢管轧机直接连接方式 住友公司和歌山厂将炼钢车间、圆坯连铸机和无缝钢管轧机配置在一条直线上,即进行将炼钢2无缝钢管轧机配置在一条直线上,实现炼钢2无缝钢管轧机直接连接方式运转,从而将原来实施的大断面矩形坯连铸2初轧机开坯2无缝钢管轧制工程的生产周期缩短了2/3(从60日缩短20日)。
在新工艺中,当初的设计未考虑铸坯的检查和清理,而是以连铸无缺陷圆坯为前提的。
圆坯连铸机的主要设备规格为:大包容量210t,结晶器尺寸共有4种不同直径、铸机型式为弯曲型(半径10.5m)、6流、最高铸速3.0m/min;中包容量50t,采用等离子火炬加热钢液,且中包是在热态下重复使用;结晶器采用了油压振动和电磁搅拌技术。
该铸机浇铸了无缝钢管材料所有的钢种,其结晶器尺寸仅含191、225、310、360mm4种规格。
因为该公司开发了高交叉角扩管穿孔制管技术,故无须更多尺寸的圆坯即能生产所有尺寸的无缝钢管。
提高四流圆坯连铸机铸坯质量的改造实践

: 设 备
提 高四流 圆坯连铸机铸坯质量 的改造实践
庞 聪1 ,王 学东 - ,彭可雕 2 ,冯立军 ・
(1 . 成都攀成钢冶金工程技术有 限公司 ,四川 成都 6 1 0 3 0 3 ;
2 . 攀钢集团成都钢钒有限公司 ,四川 成都 6 1 0 3 0 3)
摘 要 :分析了某公 司四流 圆坯连铸机铸坯易出现表面裂纹 、凹坑 和浇铸拉漏等 问题 的原 因,提 出采用 电动 缸振动装 置替代带偏心轮的四连杆机构 、新增结 晶器 电磁搅拌等措施 ,对该连铸 机进行改造 。实践证 明 :四流 圆 坯连铸机改造后 ,出现 表面裂纹 、凹坑 的铸坯数量 明显减少 ,漏钢率从 0 . 1 8 %降至 O . 0 7 %,铸坯 中心等轴晶率显 著提高 ,验证 了技术改造措施 的正确性。
P A N G C o n g ,WA N G X u e d o n g ,P E N G K e d i a o ,F E N G L i j u n ( 1 . C h e n g d u Me t a l l u r g i c a l E n g i n e e r i n g C o . ,L t d . ,C h e n g d u 6 1 0 3 0 3 ,C h i n a ;
p i t s i S r e ma r k a b l y r e d u c e d,t h e b r e a k o u t r a t e i S d e c r e a s e d f r o m 0 . 1 8 % t o 0 . 0 7 % ,a n d t h e b i l l e t c e n t r a l e q u i a x c r y s t a l
低拉坯 阻 力 ,更 重要 的是 不 能改善 结 晶器 内钢 液 的
高质量圆坯连铸生产的经验
高质量圆坯连铸生产的经验2010-07-07 14:15:27 来源:TNC Steel Datebase1、前言一年前,纽柯钢铁公司孟菲斯钢厂浇铸出第一炉铸坯。
这台连铸机是整个钢厂改造工程的一部分。
整个钢厂的改造项目包括:上游的连铸机,一个单篮装料的交流电弧炉,对现有钢包炉和VD真空精炼炉进行改造,对下游的轧钢厂进行升级改造。
连铸的断面尺寸为,Φ10.5英寸(267mm), Φ12.25英寸(311mm),Φ13.5英寸(343mm), Φ16.25英寸(412mm) and Φ20.125英寸(511mm)。
通过热装系统,连铸机将铸坯直接送入轧钢厂,或者通过传统工艺或冷床进行冷却。
因为连铸机生产率高,钢厂也可以将铸坯进行出售。
该连铸机的生产率正常是三流150短吨。
它具有传统连铸机4流的生产能力。
根据上面的铸坯断面,在50短吨每流的条件下,每一种断面的最大拉速是69英寸/min (1.75 m/min),51英寸/min (1.30m/min), 42英寸/min (1.07m/min),29英寸/min (0.74m/min),19英寸/min (0.48mm/min)。
连铸机主要的生产钢种是冷镦钢、辗环、轴类、管线钢。
结晶器铜管采用了一项新设计(Power Mould TM),在铜管上做出冷却水的导水槽,使铸坯得到均匀的冷却。
由于结晶器铜管表面的温度降低,这个结晶器可以保证连铸生产的稳定和顺行,生产率很高,结晶器的变形非常小。
和传统结晶器铜管相比,铜管下部的磨损也大为减少,显著的提高了结晶器的使用寿命。
为了减少在拉矫机ALN和碳氮化合物的沉积现象,连铸机安装一套淬火系统。
这套系统对直接热装生产线非常重要。
2、主要铸机参数连铸机的总图见图1,连铸机为三流,含有四个矫直点,流间距为5.9英尺(1800mm)。
图1连铸机的总图钢包的钢水量为90短吨,目前的大包转台和中间包车保留使用。
中间包容量为24.8短吨,钢水高度31.5英寸(800mm)。
连铸坯工艺技术研究
连铸坯工艺技术研究摘要:社会经济的进一步发展,也推动了钢铁行业的全面发展。
在钢铁企业中,会运用到多种生产工艺。
其中连铸因生产成本低、效率高、操作灵活、质量高,在世界钢铁工业中得到了迅速发展。
因此文章重点就连铸坯工艺技术展开相关论述。
关键词:连铸坯工艺;轨钢;技术研究合金钢的生产和高强度无缝钢管的生产需要应用于转炉冶炼、炉内精炼、真空脱气、方坯连铸等生产过程中。
高品质连铸坯是制备高性能钢材的前提保证,频发的连铸坯表面裂纹缺陷和不稳定的内部偏析及疏松已成为限制高品质连铸坯稳定生产的瓶颈。
因此,通过科学合理的铸造工艺,解决断裂问题,是生产高质量坯料的关键环节。
一、连铸坯工艺相关概述(一)连续铸造的特点连铸是将钢水直接铸入钢坯的一种新工艺。
它的出现改变了一个世纪以来主流铸造工艺,大大简化了从钢水到钢坯的生产过程。
国外多年的生产实践表明,它是钢铁工业的一项重要技术创新,其应用越来越广泛。
在连铸技术出现之前,钢铁的生产通常是将钢水倒入模具中,冷却再脱模,然后将其加工成所需的钢坯尺寸。
在此过程中,需要对钢锭进行多次加热和加工,占地面积大,时间长生产效率低。
每一次加工都必须损失一定数量的金属。
因此,将钢水直接铸造成接近最终产品尺寸的钢水的想法,促使科学家们进行了一百多年的探索,最终使这一技术在 1970 年代的实际生产中得以大规模使用。
并逐步形成了现代连铸技术。
钢铁铸造可分为模铸和连铸造两种类型。
前者是所谓的“常规”铸造方式,目前连铸品种规格不断扩大,几乎适应都可以用连铸生产,在生产中钢水不断通过水冷的铜结晶器凝固成坯壳从结晶器下方拉出,冷却凝固成各种规格的钢坯,简化了生产工艺、降低工人劳动强度、降低消耗,提高了生产效率。
(二)连铸坯的优点①产量高。
与模铸相比,连铸钢的产量可提高约10%。
这意味着每生产100万吨钢材,连铸钢材可用于增加10万吨钢材。
但是,耐火材料的消耗量可以减少约15%。
②成本低。
每吨连续钢绞线的成本比钢绞线低约5%,完成后可降低约8%。
淮钢特殊钢大型圆坯连铸工艺装备特点及实践

淮钢特殊钢大型圆坯连铸工艺装备特点及实践淮钢特殊钢大型圆坯连铸工艺装备特点及实践淮钢特殊钢大型圆坯连铸工艺装备是一种高效、节能、环保的钢铁生产工艺,其特点在于采用了先进的连铸技术和设备,能够生产出高质量、高精度的特殊钢圆坯,满足了市场对高品质钢材的需求。
下面将从工艺装备的特点和实践两个方面进行介绍。
一、工艺装备特点1.高效节能淮钢特殊钢大型圆坯连铸工艺装备采用了先进的连铸技术,能够实现高效、连续、自动化的生产过程,大大提高了生产效率和生产能力。
同时,该工艺装备还采用了节能环保的设计理念,通过优化能源结构和节约能源消耗,实现了能源的高效利用和环保生产。
2.高精度淮钢特殊钢大型圆坯连铸工艺装备采用了先进的数控技术和自动化控制系统,能够实现高精度的生产过程。
通过对生产过程中的各个环节进行精细化控制,保证了生产出的特殊钢圆坯的尺寸精度和表面质量的稳定性。
3.高品质淮钢特殊钢大型圆坯连铸工艺装备采用了高品质的原材料和先进的生产工艺,能够生产出高品质的特殊钢圆坯。
同时,该工艺装备还采用了严格的质量控制体系和检测手段,保证了生产出的特殊钢圆坯的质量稳定性和可靠性。
二、实践淮钢特殊钢大型圆坯连铸工艺装备已经在淮钢集团的生产实践中得到了广泛应用。
通过对该工艺装备的实践应用,取得了以下成果:1.提高了生产效率和生产能力淮钢特殊钢大型圆坯连铸工艺装备的应用,使得淮钢集团的生产效率和生产能力得到了显著提高。
通过优化生产过程和提高生产效率,淮钢集团的特殊钢圆坯产量得到了大幅提升,同时还能够满足市场对高品质特殊钢圆坯的需求。
2.提高了产品质量和稳定性淮钢特殊钢大型圆坯连铸工艺装备的应用,使得淮钢集团的产品质量和稳定性得到了显著提高。
通过优化生产工艺和加强质量控制,淮钢集团的特殊钢圆坯的尺寸精度和表面质量得到了大幅提升,同时还能够保证产品质量的稳定性和可靠性。
3.提高了环保效益淮钢特殊钢大型圆坯连铸工艺装备的应用,使得淮钢集团的环保效益得到了显著提高。
Q345D圆管坯连铸工艺优化试验
第1 第3 7卷 期
2 ) 7月 ( 7年 X
安 徽 冶 金 科 技 职 业 学 院 学 报
J u n l f n I c t n l o e e o tl ry a d T c n lg o r a A h1 Vo a o a l g fMe l g n e h oo y o i i C l au
1 0 4 D管坯技术 要求 35
Q 4D连铸 圆管 坯 将 用 于 直 接 生 产 大 口径 无 35 缝钢 管, 此 对 铸 坯 的 提 出 较 高 的质 量 要 求。 因 Q 4D钢熔 炼 化 学 成 分 要 求 见 表 1 35 。铸 坯 低 倍 质
量 要 求见表 2 。
表 1 Q 4D熔 炼 化 学 成 分 ,t 35 w %
量优 良, 疏松 、 偏析级别低 , 中心等轴 晶高达 5 %以上的特 点, 0 完全 满足标 准及 用户直接 轧制 生产大 口径无缝钢 管的使 用要
求。
关 键词 :3 D连铸圆 Q4 ; 5 管坯; 连铸工艺 优化; 试验
中 图分 类 号 : 7 文献标 识码 : 文 章编 号 :62— 9420 )3 02 3 哪 7 A 17 99 (070 —0 1 —0 大 断 面 0 8 n 35 30m q 4 D连铸 圆管 坯主 要用 于 Q 铸生 产工 艺 路线 。连 铸 主要工 艺技 术 参数如 下 :
g二冷工艺 : ) 四段水雾冷却 h矫 直机 : 点 五机架 矫直 ) 三
3 Q 4 D工艺 优化试验 35
围绕 影 响铸 坯 的内在质 量 的关 键工 艺 , 原 有 在 2G等 圆管坯 生产 工艺 的基础 上 , 点进 行 了 圆管 0 重 坯 温度 制 度优化 、 冷工 艺优 化优 化 试验 。 二
连铸坯质量控制技术

连铸坯质量控制技术引言连铸是一种重要的铸造工艺,用于生产大批量的金属坯料。
连铸坯的质量直接影响到后续工艺的效果和产品的质量。
因此,连铸坯质量控制技术是提高产品质量和降低生产成本的关键。
本文将介绍连铸坯质量控制技术的重要性,并详细探讨了影响连铸坯质量的因素和常用的质量控制方法。
连铸坯质量的重要性连铸坯是下一步金属加工的原料,其质量直接影响到成品的质量。
良好的连铸坯质量可以保证产品的力学性能、表面质量和尺寸精度。
同时,优质的连铸坯还可以减少加工过程中的金属损耗和工时,提高生产效率和经济效益。
此外,连铸坯质量控制也是减少缺陷和事故的重要环节。
通过合理的质量控制措施,可以有效预防坯料的开裂、缺口、气孔等缺陷,避免金属材料的浪费和安全事故的发生。
综上所述,连铸坯质量控制技术对于提高产品质量和生产效率具有重要意义。
影响连铸坯质量的因素连铸坯质量受到多个因素的影响。
以下是一些常见的影响因素:1. 喷水冷却水质量连铸过程中的喷水冷却是保证连铸坯结晶过程良好进行的重要环节。
冷却水的质量对连铸坯表面质量和内部组织均匀性有很大影响。
如果冷却水中含有过多的杂质和氯离子,容易导致坯料表面起泡、气孔等缺陷。
2. 浇注温度和速度浇注温度和速度是影响连铸坯结晶行为的关键参数。
过高的温度和过快的浇注速度会导致坯料表面凝固不均匀,产生质量缺陷。
而过低的温度和过慢的浇注速度则会引起结晶过程延长,出现细晶区、大晶区等组织缺陷。
3. 结晶器结构和材料结晶器是连铸过程中实现坯料结晶的关键部件。
结晶器的结构和材料选择直接影响到连铸坯的结晶行为和组织性能。
不合理的结构设计和材料选择可能导致结晶器磨损、结晶不良等问题。
4. 冷却方式和参数连铸坯的冷却方式和参数选择对坯料的宏观和微观组织均有影响。
合理的冷却方式和参数可以保证连铸坯结晶行为的均匀性和完整性,防止产生缺陷和组织不良现象。
常用的质量控制方法为了确保连铸坯质量的稳定和一致性,可以采用以下几种常用的质量控制方法:1. 自动化控制系统自动化控制系统可以通过实时监测和控制连铸过程的关键参数,如浇注温度、浇注速度和冷却水流量等,来确保连铸坯的质量符合要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表 车轮钢圆坯气体含量 (1×10-6)
Item
T.O
[N]
1/2R inner arc 1/2 R outer arc 1/2 R inner arc 1/2 R outer arc
Max
27.2
24.7
71.3
70.8
Min
15.8
12.9
46.5
45.2
Avg
20.9
19.8
58.4
57.1
马鞍山钢铁股份有限公司
马鞍山钢铁股份有限公司
2020年4月27日5时44分 6-
CL60钢圆坯高温力学性能试验
试验在Gleeble2000热模拟试验机上进行,通过测定圆坯的高温 强度和断面收缩率,为连铸二冷水工艺优化提供技术依据。
马鞍山钢铁股份有限公司
2020年4月27日5时44分 7-
二冷水工艺优化试验
连铸的二次冷却方式及冷却制度对铸坯的质量有着直接的 影响[1],为获取优良的铸坯质量,根据车轮轮箍钢特点及铸坯 质量要求,研究开展二冷工艺优化试验。试验根据连铸的凝固 及传热特点,依据目标温度反算法原理,采用比水量的方法, 建立和制定二冷工艺试验方案。
电磁搅拌对铸坯夹杂物分布影响
马鞍山钢铁股份有限公司
2020年4月27日5时44分 13-
圆坯质量分析
通过对圆坯连铸开展的系统技术研究工作,形 成了系统的高质量圆坯连铸生产技术,配合先进的 冶炼及精炼工艺技术,使所生产的铸坯具有表面质 量好,振痕均匀,铸坯内在质量纯洁度高,铸坯内 部组织均匀、致密、成分偏析小的特点。
铸坯致密度分析
铸坯致密度直接反应和决定了铸坯的疏松及偏析情况,对铸 坯断面密度测定结果见下图,表明所生产铸坯具有较好的致密 度,从而确保了铸坯质量满足后续产品需求。
图 450mm圆坯断面铸坯密度测定结果
马鞍山钢铁股份有限公司
2020年4月27日5时44分 18-
结语
为满足高质量车轮轮箍产品质量的需求,开展了生产高质 量铸坯的连铸技术的相关试验研究与开发,使圆坯的表面及内 在质量显著提高,较好满足车轮轮箍等产品需求。
马鞍山钢铁股份有限公司
2020年4月27日5时44分 2-
马钢圆坯连铸机主要技术参数
❖ 弧形半径:R=12m ❖ 铸机流数:3流 ❖ 流间距:1800mm ❖ 铸坯尺寸:380mm、450mm ❖ 定尺长度:3500~6500mm ❖ 拉坯速度:380mm:≤0.70m/min;450mm:≤0.58m/min ❖ 中间罐容量:28t ❖ 浇铸周期:60~70min ❖ 注流保护:大包长水口+浸入式水口 ❖ 结晶器:带足辊双锥度 ❖ 电磁搅拌:M-EMS(外置式) ❖ 二冷方式:水冷,弱冷方式 ❖ 矫直机:三点五机架矫直
马鞍山钢铁股份有限公司
2020年4月27日5时44分 5-
无缺陷连铸技术的研究与开发
铸坯质量状况直接影响到最终产品的质量,因 此无缺陷或低缺陷是连铸生产的基本要求,也是衡量 铸坯质量的重要技术指标。为确保车轮轮箍产品质量, 马钢积极开展无缺陷连铸技术的开发与研究。
Ⅰ. 表面无缺陷连铸技术 Ⅱ. 铸坯内部质量控制技术 Ⅲ. 优化铸态组织技术
根据铸坯凝固及传热特点,铸坯的柱状晶区和等 轴晶区的相对大小主要取决于钢水温度、铸机拉速及 冷却制度。在一定的连铸工艺条件下,为了最大程度 地获得等轴晶组织,通常采取降低浇铸温度、调整拉 速和弱冷方式,同时采用合理的电磁搅拌技术等。下 面就简要介绍结晶器电磁搅拌技术的开发及其对铸坯 组织影响情况。
马鞍山钢铁股份有限公司
同时根据市场需求,成功开发研制出高压无缝钢管用20G、 15CrMoG、12Cr1MoVG等圆管坯,填补了我国大断面连铸圆 管坯产品的空白,产品深受用户欢迎与好评,经综合检测,其 实物质量已达到了国际同类产品先进水平。
马鞍山钢铁股份有限公司
2020年4月27日5时44分 19-
谢谢!
敬请各位专家批评指正!
马鞍山钢铁股份有限公司
2020年4月27日5时44分 20-
马鞍山钢铁股份有限公司
2020年4月27日5时44分 4-
圆坯技术研究开发现状
为满足车轮较高的质量需求,自2002年圆坯连铸机建成投产 以来,马钢公司积极与国内冶金院所合作开展相关技术研究, 进行了大量的工艺试验和技术改造工作。如开展了车轮轮箍钢 连铸的传热及凝固机理、铸坯连铸过程应力应变研究,连铸工 艺(如钢水过热度、电磁搅拌、冷却制度等)对圆坯凝固及内 部质量的影响等,较好地掌握了圆坯连铸生产高质量车轮轮箍 用钢坯的相关技术。使得生产的铸坯质量具有表面质量优良, 铸坯铸态组织结构均匀致密,铸坯中心等轴晶比率高(达50% 以上),内在质量高(低的S、P夹杂元素、气体及夹杂含量) 等特点。使用圆坯轧制的HDSA、KKD、LG61、KDQ等车轮轮 箍产品的综合检验结果表明,产品的各项性能指标均较好地满 足标准要求。所研制开发的高压无缝钢管用圆管坯15CrMoG、 12Cr1MoVG等产品综合质量达到国际同类产品先进水平。
项目
椭圆度,% 内弧柱状晶厚,mm 外弧柱状晶厚,mm 中心等轴晶比率,%
最大值
1.5
130
100
58.2
最小值
0
90
60
45.5
平均值
0.95
115
90
52.1
马鞍山钢铁股份有限公司
2020年4月27日5时44分 15-
铸坯纯洁度分析
检 测 分 析 了 13 块 450mm 车 轮 钢 圆 坯 断 面 上 (内外弧)全氧及气体含量,结果见表4。由此可见, 铸坯具有较低的氮及全氧含量,且铸坯内外弧无明 显质量差异。
1)圆坯低倍质量分析 2)铸坯纯洁度分析 3)铸坯成分偏析分析 4)铸坯致密度分析
马鞍山钢铁股份有限公司
2020年4月27日5时44分 14-
圆坯低倍质量分析
铸坯低倍检验统 计结果见表。结果表 明,圆坯具有组织均 匀、中心等轴晶比率 高等特点。CL60 钢 380mm 圆 坯 低 倍 形 貌见图
表 450mm圆坯低倍质量检测结果
自2002年4月份建成投产以来,根据市场需求,目前已成功 开 发 出 高 质 量 的 铁 路 用 HDSA 、 KKD 快 速 车 轮 、 KDQ 型 (200Km/h)及GKD型(270km/h)高速车轮、1250整体机车车轮等。 所轧制产品经综合检验,结果表明采用连铸圆坯所生产的车轮 轮箍产品各项性能指标均较好满足标准及用户需求,车轮轮箍 的内在产品质量达到了国际先进水平。
试验过程中采用红外线测温仪对铸坯表面温度进行在线测 定,结果见图。铸坯表面温度变化较为合理,铸坯表面回温较 小,进矫直区铸坯表面温度全部在900℃以上。
表 二冷工艺主要技术参数
冷却段 4段
冷却长度,m 5.7
冷却方式 水冷
喷嘴类型 圆锥形90°/60°
比水量,L/kg 0.30-0.35
马鞍山钢铁股份有限公司
马鞍山钢铁股份有限公司
2020年4月27日5时44分 3-
圆坯质量要求
马钢所生产的大圆坯主要用于生产车轮轮箍产 品,车轮轮箍产品作为列车的行走的关键部件,其 质量的好坏直接影响到列车的运行安全和运行质量, 主要要求如下: (1) 铸坯表面质量:铸坯表面不得有肉眼可见的夹渣、 结疤、鼓肚、孔洞、划痕、裂纹等缺陷;表面振痕 均匀有规律。 (2) 铸坯内部质量:铸坯不允许存在肉眼可见的白点、 气泡、夹杂(渣)、皮下气泡和裂纹等缺陷;较低 的铸坯疏松、偏析级别。
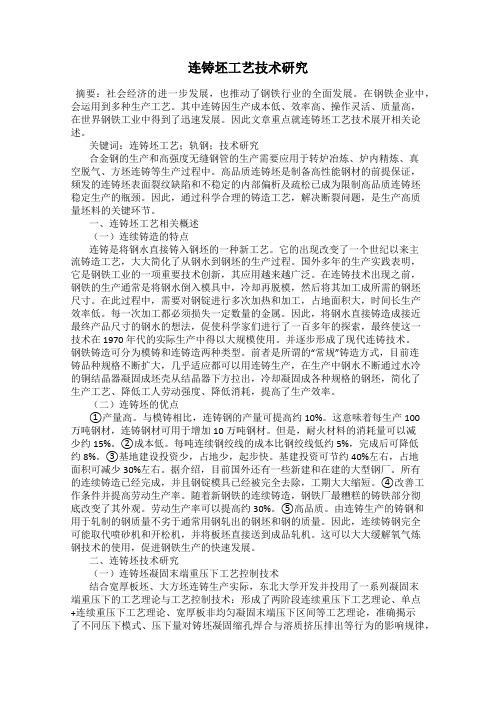
高质量圆坯连铸技术工艺研究
龚志翔 张建平 等
马鞍山钢铁股份有限公司
2004年10月
前言
随着我国国民经济的迅猛发展,对铁路运输也提出 来越来越高的要求。车轮是火车的关键部件,随着铁路 列车提速、重载战略的实施,对车轮使用条件的要求日 趋严格,因此车轮质量的好坏直接影响到我国铁路运输 大发展的进程。马鞍山钢铁股份有限公司作为我国高质 量车轮产品的重点生产企业,为适应我国铁路运输发展 的需要,不断开展技术改进和技术创新。为进一步提高 车轮钢质量和优化其生产工艺,2002年马钢投巨资引进 和建设具有90年代先进水平的全弧形大断面圆坯连铸机, 通过近两年的大量试验研究,形成系列生产高质量圆坯 的连铸技术,并自主完成了圆坯三流技术改造工作。综 合检验结果表明,所生产铸坯具有表面质量优良,内部 质量高的特点,完全满足生产车轮轮箍的质量需求。
2020年4月27日5时44分 8-
铸坯表面温度检测结果
马鞍山钢铁股份有限公司
2020年4月27日5时44分 9-
优化铸态组织技术开发
铸坯的铸态组织是评价铸坯内部质量的主要指标, 因为铸坯内部质量的好坏很大程度上取决于铸坯的铸 态组织,均匀而致密的等轴晶组织是铸坯最为理想的 组织。如何提高等轴晶比率是提高连铸坯内部质量的 关键,是获得良好的铸坯内部质量的首要条件。
2020年4月27日5时44分 16-
铸坯成分偏析分析
铸坯宏观成品偏析采取了断面成分分析法及原位分析法, 对380mm圆坯断面成分偏析检测结果见图。结果表明,圆坯 除有存在轻微的中心偏析外,总体偏析较小。
图 380mm圆坯断面[C]元素分布情况
马鞍山钢铁股份有限公司
2020年4月27日5时44分 17-
2020年4月27日5时44分 10-
搅拌电流与铸坯中心等轴晶比率关系图
马鞍山钢铁股份有限公司
2020年4月27日5时44分 11-
M-EMS对铸坯铸态组织的影响
无电磁搅拌,等轴晶比率:6.0%
电磁搅拌I=300A,等轴晶比率:72.2%
马鞍山钢铁股份有限公司
2020年4月27日5时44分 -