汽车模具基准孔设计规范
模具本体基准孔的设计
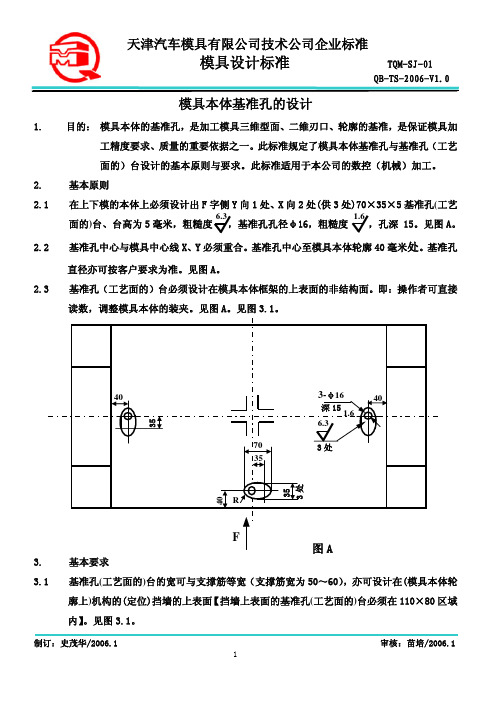
下模本体(轴侧)
此处基准孔(工艺 面的)台可不设计
图 3.3 3.4 若因模具整体结构(限制)不满足基准孔(工艺面的)台设计的基本原则和基本要求,则可
不设计基准孔(工艺面的)台。
制订:史茂华/2006.1 5
审核:苗培/2006.1
廓上)机构的(定位)挡墙的上表面【挡墙上表面的基准孔(工艺面的)台必须在 110×80 区域
内】。见图 3.1。
制订:史茂华/2006.1 1
审核:苗培/2006.1
天津汽车模具有限公司技术公司企业标准
模具设计标准
TQM-SJ-01
QB-TS-2006-V1.0
下模【本体(俯视)】
50(~60)
基准孔(工艺面 的)台的宽可与 支撑筋等宽
下模【本体 (轴侧)】
挡墙上表面的基准 孔(工艺面的)台必
须在 110×80 区域内 内
=110
25
制订:史茂华/2006.1 2
审核:苗培/2006.1天津汽车模具有限公司术公司企业标准模具设计标准
TQM-SJ-01
QB-TS-2006-V1.0
上模【本体(仰视)】
上模【本体(仰视~轴侧)】
制订:史茂华/2006.1
图 3.1
审核:苗培/2006.1 3
天津汽车模具有限公司技术公司企业标准
模具设计标准
TQM-SJ-01
QB-TS-2006-V1.0
3.2 基准孔(工艺面的)台不要设计在镶块挡墙的上表面上、不要设计在与废料刀或其它机构 的位置与高度尺寸在 X<130、Z>120 的刀具加工干涉处。要设计在 X≥130、Z≤120 的模 具本体框架的上表面,且保证基准孔中心至模具本体轮廓 40 毫米处。见图 3.2。
定位孔与定位面设计规范

定位孔与定位面设计规范前言本标准是依据美国、中国、日本等国家标准和行业标准和企业标准编写而成,供设计参考。
目录一、定位孔设计规范 (3)1 定位孔数量要求 (3)2 定位孔形状要求 (3)3 定位孔之间的距离要求 (4)4 定位孔方向要求 (4)5 定位孔大小要求 (6)6 定位孔位置要求 (6)7 定位孔结构形式 (7)8 定位可行性 (8)二、定位面的选择 (9)1 夹具定位尽量采用与坐标系平行定位方式 (9)2 方案对比 (9)三、典型零部件的定位 (10)1 前罩内蒙皮定位孔规范 (10)2 微车和轿车前门、后门内蒙皮定位孔规范 (10)3 两厢车背门内蒙皮定位孔规范 (11)4 三厢车行李箱盖内蒙皮定位孔规范 (11)5 前地板、后地板定位孔规范 (18)6 侧围后三角窗定位 (22)7 顶盖的定位孔的设定 (23)8 侧围外蒙皮(后门是旋转开门结构)定位孔规范 (25)9 侧围外蒙皮(后门是滑门结构)定位孔规范 (28)10 焊接线车身定位孔规范 (28)一、定位孔设计规范1 定位孔数量要求每个零件上一般要求设计两个孔做夹、模、检具定位孔。
2 定位孔形状要求①圆孔(hole)+圆孔(hole)②圆孔(hole)+长圆孔(slot)3 定位孔之间的距离要求定位孔之间的距离要求尽量大,一般情况定位孔之间的距离最好不小于零件总长度的三分之二。
4 定位孔方向要求①定位孔所在型面一般要求是平面(如图方案二)。
②定位孔法线方向一般要求与车身坐标系的X、Y或Z方向平行。
③两个定位孔的法线方向一般要求平行。
④长圆孔(slot)的长、短轴一般要求与车身坐标系X、Y或Z方向平行。
如果D>d,则D方向为长轴方向,反之则d方向为长轴方向(图中D方向为长轴方向)。
5 定位孔大小要求①圆孔(hole)和长圆孔(slot)圆弧部位的直径大小一般要求一致。
②定位孔一般要求不小于Φ6,最好大于Φ8。
③长圆孔(slot)大小要求见下表:d Dd≤10 d+210<d≤20 d+4d>20 d+66 定位孔位置要求夹具基准孔的位置尽量采用不易变形的部位。
美制汽车模具设计规范

第八步,模具排气处理。
模具排气分为整圈排气和均匀排气 两种,有一种客人还增加角落排气。
一般比较常用的为整圈排气。
第九步,其他注意事项。
A,模板材料一般采用1020或1050, AB板采用P20,入子一般用P20与 H13两种材料。
B,撑头排布面积一般应超过产品投 影面积一半,撑头壁空一般在5MM 以上。如果撑头排布有困难,需加 厚B板,保证产品底到B板底在100 以上。
PL面若没有处在AB板的正中间,需考 虑在内模料周围做整圈加工以利于排气。
若AB板避空的范围过大, 为防止模具变形,需添加 承压板。一般必须保证在 导柱的位置有承压片。
若插破面积过大,也 应考虑添加耐磨片, 以保证精度和寿命。
斜顶一般常用两种规格,一种小斜顶,采用 圆弧导向件,可调整为任意角度,DME和 PROGRESSIVE有标准件提供.
司筒长度如过长需加接 长版本,不可用非标。
若模具包含斜顶顶出则 模具一般不采用弹弓, 因为要防止斜顶卡死。 所以英制模具的斜顶一 般都采用导套形式,以 保证滑动顺畅。
弹弓计算公式需直接在 剖面图上表达,一般英 制弹弓压缩比率不允许 超过35%,若有超长弹 弓超出范围则应考虑采 用氮气弹弓。 有斜顶和顶块的模具都 必须在回针底部加小弹 弓。 顶块机构设置与斜顶方 式一样,也许导杆导套 与底座,尽可能采用标 准件。
第四步,注塑机信息处理。
隔离柱大小
注塑机信息比较重要,客人一般会指定排号 与资料,其中包括架模方式,(有部分机型 为自动架模)隔离柱大小,注塑孔尺寸,KO 孔规格,码模板尺寸。
注塑孔尺寸 及对应法兰 与灌嘴规格。 一般非客户 指定的话采 用DME标准 件。
KO孔规格, 一般延伸块 采用下图两 种规格,若 模具较大需 有3个公制 试模孔时, 需考虑加椭 圆型KO孔。
汽车钣金模具设计规范

设计规范目录一、模具通用规格要求二、模具设计结构、强度要求三、模具材料及淬火硬度四、模具零件制造精度要求一、模具通用规格要求1.1退料装置退料装置要求设计合理,必须保证足够退料力,稳定可靠地将工件和废料退出凸模和凹模口之外,无任何滞阻和粘附现象。
1.2 进料、出料装置1.2.1 合理设计模具进、出料装置,保证进、出料方便可靠。
1.2.2 根据工件特征及模具结构,在进、出件侧要求设置托架,防止板料及冲压的磕碰划伤。
1.2.3 托架长度超出模具底部时,要求设计成折叠式。
1.3 托架装置为便于送料取件要求设置托架装置,采用气动装置或弹性装置(视情况而定),应保证冲压件可靠、平稳升起,冲压件外表面不变形、无擦伤。
气管接头采用3/8,设置在上料者的右侧。
1.4 导向部分采用导柱、导板或导柱加导板三种结构。
1.5 起重装置1.5.1 起重和用于翻转模具的起重,起吊装置采用甲方认可的标准设计,模具尺寸(长+宽)<2500mm时模座应采用起重棒结构,模具尺寸(长+宽)≥2500mm时模座采用插入吊棒式吊耳结构,起重棒要求安装于模具的前后侧。
1.5.2 凡取放不方便的零部件均要求设置起吊螺孔或起重孔,但不得破坏模具结构强度。
1.5.3 起吊螺孔采用公制标准螺孔。
起重孔采用M12或M16,深度为直径的2.5倍。
1.6 安全性及设施1.6.1 模具上的活动部件均要求有安全防护措施,应有防护板、防护罩等。
1.6.2 模具码放用限位器、安全块、防护板、防护罩等可按甲方认可的乙方标准设计。
模具零部件必须充分考虑防松、防崩、防脱落、防反、防冲击等措施;模具的布置应考虑到压机的安全性、合理性以及操作方便性。
1.6.3 模具结构设计,要求充分考虑抗冲击强度,合理的操作空间以及操作的方便性、安全性。
1.6.4 导向机构、限位器、斜楔机构等尽量远离操作区;限位器要求定位可靠并且满足操作方便性。
1.6.5 模具应便于拆装,维修,调整;所有模具结构必须考虑生产中进、出料防护装置及冲压件的顶出装置等;保证手工操作的安全性,良好的视野以及足够的操作空间。
汽车模具设计标准与要求
汽车模具设计标准与要求
汽车模具设计标准与要求主要包括以下几个方面:设计要求、尺寸精度、功能性要求、使用寿命、质量要求以及安全性要求等。
以下为具体内容:
1. 设计要求:汽车模具的设计要满足汽车零部件的生产要求。
设计人员需要根据零部件的形状、尺寸等特点,确定模具的结构布局、分型方式、导板设计等。
2. 尺寸精度:汽车模具的制作需要满足汽车零部件装配的尺寸精度要求。
模具设计时应考虑材料的收缩率、后工艺加工等因素,确保模具加工后的零部件尺寸与设计要求相一致。
3. 功能性要求:汽车模具的设计要满足模具的使用功能需求。
设计人员需要根据零部件的结构、性能要求等因素,确定模具的成型方式、脱模机构设计、冷却系统设计等,确保模具能够满足零部件生产的要求。
4. 使用寿命:汽车模具设计需要考虑模具的使用寿命。
针对不同零部件的生产需求,设计人员需要选择合适的材料、热处理工艺等,确保模具有足够的强度和硬度,延长模具的使用寿命。
5. 质量要求:汽车模具的制作需要满足质量管理要求。
设计人员需要考虑模具的制造工艺、加工精度、质量控制等,确保模具制作的质量符合标准,并能够满足零部件的生产要求。
6. 安全性要求:汽车模具的设计需要考虑操作的安全性。
设计
人员需要合理设置模具的安全装置、警示标识等,确保操作人员的人身安全。
总之,汽车模具设计标准与要求是为了保证模具能够满足汽车生产的需求,并达到高质量、高效率的生产目标。
模具设计人员应严格按照标准要求进行设计,确保模具的质量和安全性。
10-汽车模具基准设计规范
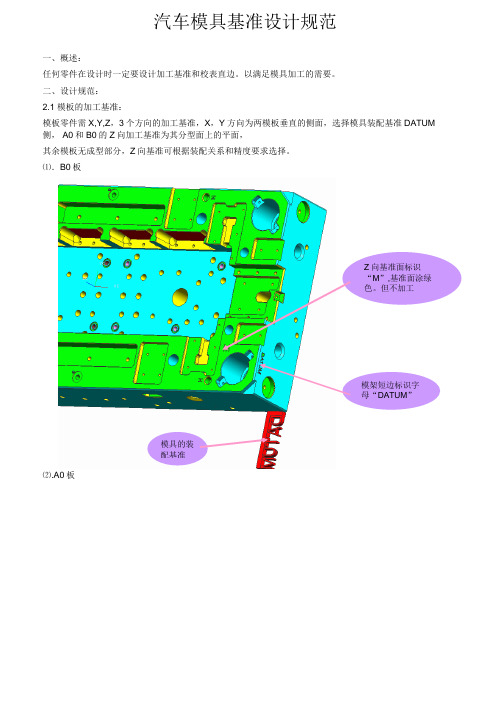
汽车模具基准设计规范一、概述:任何零件在设计时一定要设计加工基准和校表直边。
以满足模具加工的需要。
二、设计规范:2.1 模板的加工基准:模板零件需X,Y,Z,3个方向的加工基准,X,Y方向为两模板垂直的侧面,选择模具装配基准DATUM 侧, A0和B0的Z向加工基准为其分型面上的平面,其余模板无成型部分,Z向基准可根据装配关系和精度要求选择。
⑴.B0板Z向基准面标识“M”,基准面涂绿色。
但不加工模架短边标识字母“DATUM”模具的装配基准⑵.A0板⑶.面针板B2Z 向基准面标识“M ”,基准面涂绿色。
Z 向基准面标识“M ”,模架短边标识字母“DATUM ”针板顶杆胚头孔厚度尺寸有装配要求,需以针板底面为Z 向基准面。
模具的装配基准模架短边标识字母“DATUM ”⑷.DATUN加工基准DATUM模具的装配基准2.2 镶块的加工基准:加工基准装配基准设计镶块类零件的加工基准时,应尽量保证加工基准与模具的装配基准方向一致.铍铜镶块基准打“PM”,用的是铜电极。
其它铁的材料基准打“M”用的是石墨电极。
2.3 行位的加工基准:行位类零件的加工基准由准备车间打上“M”,使加工基准与装配基准同向。
2.4 斜顶的加工基准:斜顶加工基准分整体式斜顶和分体式斜顶两种。
2.4.1整体斜顶:a. 斜顶特点:斜顶头部存在一段水平面和垂直面 。
如下图:斜顶基准面b. 斜顶特点:斜顶头部存在一段水平面,斜顶尾部存在一垂直面。
如下图:c. 斜顶特点:斜顶尾部存在一段水平面和一垂直面。
如下图:d.整体斜顶布料,如下图:2.4.2 分体式斜顶:加工基准一般留在装夹侧此种斜顶头修模加工时夹斜顶杆加工。
需考虑两个问题:a,校正工件;b,加工基准。
A、校正工件:校正工件的方法:第一,可以选择水平或垂直面校正(此方法最简单,最常用);第二,可以选择单斜度面在同一高度上校正(此方法顶块常用); 第三,可以选择两个基准孔校正(此方法用在形状无直面不规范的零件)。
模具设计之典型零件基准规范.

典型零件基准规范目的:统一基准,确保基准可延续使用,提高模具精度。
要求:1、基准面加工完后,任何后续工序,改模都不允许加工或打磨基准面。
如特殊情况需加工基准面,必须经技术部审批改图。
2、基准面必须保证角尺(垂直度 , 200mm 内垂直度误差保证在 0.02mm 。
基准面粗糙度3、图纸标注出基准符号:抽芯1、铣磨六面到数 +0。
02 0。
00保证六面角尺。
2、 CNC 、 EDM 以底面为基准,分中加工。
3、钳工装配时一定保证碰穿位碰穿时,定位台与模板定位面相碰,起定位作用。
4、抽芯基准面如图示:定模板1、加工时以基准孔与分型面为基准加工。
2、检查基准孔与基准角,保证±0.02。
3、定模板基准如图示:动模芯以基准角对应两面,底面为基准加工。
动模芯基准如图示:镶件 (装模芯加工1、铣加工按 A 、 B 面为基准加工,其余面留配磨量 0.10mm 。
2、修配组以 A 、 B 面为基准配磨其余各面。
3、铣胶位时,以底面、 C 面为基准加工。
胶位厚度以 A 、 B 面为基准加工。
镶件基准如图示:铍铜镶件以底面与模芯相配的两面夹角为基准角加工。
镶件(单独加工完成1、铣磨六面 +0.040.00, 保证角尺。
2、 CNC 、 EDM 加工以底面为基准分中加工。
3、修配组配镶件时应分中磨配。
铍铜镶件基准如图示:动模板1、以基准孔,分型面为基准加工。
2、检查基准孔与基准角,保证±0.02。
行位1、 CNC 加工以 A 面, B 面, Y2、 CNC 加工后的定位台, B 面为基准, Y 分中加工。
行位基准如图示:喇叭镶件1、铣磨六面(单边留量 0。
10mm 。
2、 CNC 、 EDM 以底面为基准, X , Y 分中加工。
3、修配组配镶件时分中磨配。
研模用基准孔

3、 调试过程中,可以使用DCH孔判定板合是否到 调试过程中,可以使用DCH孔判定板合是否到 位,有无偏差,(孔径是否变异,孔位置是否偏 移);
将OP20冲制的带C/H孔的工程样件,放置在OP30 的凸 OP20冲制的带C/H孔的工程样件,放置在OP30 模上,此时以OP30的型定位,钣件在凸模上的状态是: 模上,此时以OP30的型定位,钣件在凸模上的状态是: 手推不移位为准。然后观察定位完成后样件上的C/H孔和 手推不移位为准。然后观察定位完成后样件上的C/H孔和 模具上的C/H孔是否能够完全对应。 模具上的C/H孔是否能够完全对应。 a)两孔对应:此时说明定位基本准确,然后要做的是测间 a)两孔对应:此时说明定位基本准确,然后要做的是测间 隙,间隙量要求在0.05~0.1mm之间,剪边完成后的样 隙,间隙量要求在0.05~0.1mm之间,剪边完成后的样 件刚性比较差,所以随型的贴合应该更好。如果间隙比较 大,说明型面有干涉现象,需要微调。 b)两孔不合:说明型面研磨失准,需要重新调配。插入 b)两孔不合:说明型面研磨失准,需要重新调配。插入 C/H孔定位销,然后将带C/H工程样件置入,然后依据这 C/H孔定位销,然后将带C/H工程样件置入,然后依据这 个状态进行型面研配。
尚不统一
结构尺寸按图(标准:φ8,后工程可用成品孔): 标准:φ8,后工程可用成品孔
拉延模上基准孔的公差± 拉延模上基准孔的公差±0.2mm
DCH使用手顺 DCH使用手顺 1、 OP10(拉延模)先行完成基本研配; OP10(拉延模)先行完成基本研配;
备注:研配是一种手工制模精加工方法,主要用于两个互相配合的曲面要求形状和尺寸一致的情况。研配 的基本过程是:先加工其中的一个基准面,将基准面的成形表面涂上红丹并使基准面与加工件的成形 表面接触,根据在加工件成形表面上印出的接触印痕多少,即可知道两个成形表面吻合程度。同时, 根据接触点位置,即可确定需要修模的部位,以便进行修磨。经修磨后,再着色检验,再进行修磨。 如此循环进行修磨和检验,直至加工件的形状和尺寸与基准件完全一致(即着色检验全部接触)时为 止。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、概述:加工基准孔的必要性:
由于机床加工精度的限制和加工取数的不准确性,要求模具在型腔加工时必须加工基准孔或基准槽,以保证后续加工取数的准确。
基准孔或基准槽和型腔需同一次装夹加工,即使出现取数不准,也可保证基准孔或基准槽和型腔的形状/位置精度相对准确.
模具的主镶和原身模板必须按要求设计相应的基准孔。
二、设计规范
基准的设计原则
客户没有要求的优先设计基准槽,设计一个25*25*12mm的方槽,数量只需要一个,优先放在靠近基准角的长边上,其次放在靠近基准角的短边上
在没有空间的情况下设计φ10和φ20的基准孔,客户有要求的按照客户标准设计。
基准孔的形式
基准孔应加工在平面上,对于制品分型面为曲面的,应设计并加工一平面区域来加工基准孔,并在基准孔旁设一平面标注X Y坐标值,由NC一次加工到位.如图1所示:
图1:模板或主镶上的基准孔
对于空间不足无法设计凹槽基准面的零件,可取消基准面的设计,如图2所示:
图2:空间不足的基准孔
(特殊情况下可以设计成φ6,目前φ3的基准球正在申购中,在未到货之前停止设计φ6的基准孔)
⑵.φ10基准孔:一般的中型模具A,B板尺寸在500-1500mm之间的可设计φ10基准孔;
⑶.φ20基准孔:保险杠,仪表板,风道,双门板类A,B板尺寸大于1500的模具,优选设计φ20或φ25
的基准孔。
注:因为车间机床所使用的探测棒直径尺寸为φ6和φ10的,所以基准孔的设计应首先考虑比探测棒直径大一号的基准孔。
但由于模具空间的限制,所以通常设计φ6和φ10的基准孔,加工在碰数时在基准孔中插一基准棒,用探测棒碰基准棒取数加工。
φ20的基准孔直接碰基准孔取数加工。
基准孔的设计位置及设计数量:
⑴.对于一些长度超过450mm的原身模板,有时由于设备限制,应通过工艺评审在长度中间设计2个基准孔,以便电蚀加工碰数。
⑵.对于大型汽车模具保险杠,仪表板,风道,双门板类A,B板尺寸大于1500的模具,需在长宽方向各设计2个基准孔.
1.原身出模板设计2个或4个基准孔,如图3、图4、图5所示:
图7 2)主镶块长宽尺寸大于400MM的,可设计2个基准孔。
图8
3.基准孔在三维图上的颜色标示为绿色,基准孔旁边刻字母“D”,由NC把“D”加工出来,与飞模定位销孔“H”区别开。
4.基准孔与飞模定位销孔不要太近,即与其它的型孔不要太近,防止基准孔开始加工不圆,后面要扩孔与其它型孔干涉。