计数型量具分析报告(Excel带计算KAPPA公式)
计数型测量系统分析报告-KAPPA(适用10-50个样品)

料号量具编号量具名称测量者 A 品名量具类型评价人数测量者 B 特性状态定义重复次数测量者 C 零件数量报告人批准日期产品编号A-1A-2A-3B-1B-2B-3C-1C-2C-3真值(REF)12345678910111213141516171819202122232425262728293031323334353637383940414243444546474849501=合格 0=不合格计数型测量系统分析报告计数型#DIV/0!人员更换定期(校准/年度)修复后新购公差变化DataSummary/A*BA*CB*CA*RefB*RefC*Ref0*00000001*00000000*10000001*1000SelfagreementA B C 00A*B Cross01总计Po:#DIV/0!A0计数000期望值#DIV/0!#DIV/0!#DIV/0!Pe:#DIV/0!1计数000期望值#DIV/0!#DIV/0!#DIV/0!总计计数000期望值#DIV/0!#DIV/0!#DIV/0!B*C01总计Po:#DIV/0!B0计数00期望值#DIV/0!#DIV/0!#DIV/0!Pe:#DIV/0!1计数000期望值#DIV/0!#DIV/0!#DIV/0!总计计数0期望值#DIV/0!#DIV/0!#DIV/0!A*CCrosstabulC 01总计Po:#DIV/0!A0计数0期望值#DIV/0!#DIV/0!#DIV/0!Pe:#DIV/0!1计数0期望值#DIV/0!#DIV/0!#DIV/0!总计计数0期望值#DIV/0!#DIV/0!#DIV/0!Reproduci bilityKappa 判定Kappa=(Po-Pe)/(1-Pe)A*REFCrosstabul1总计Po:#DIV/0!A0计数000期望值#DIV/0!#DIV/0!#DIV/0!Pe:#DIV/0!1计数000期望值#DIV/0!#DIV/0!#DIV/0!总计计数000期望值#DIV/0!#DIV/0!#DIV/0!B*REFCrosstabul1总计Po:#DIV/0!B0计数000期望值#DIV/0!#DIV/0!#DIV/0!Pe:#DIV/0!1计数000期望值#DIV/0!#DIV/0!#DIV/0!总计计数000期望值#DIV/0!#DIV/0!#DIV/0!真值#DIV/0!#DIV/0!#DIV/0!真值B C A*B B*C A*C #DIV/0!#DIV/0!#DIV/0!编制:审核:核准:。
MSA计数测量系统分析KAPPA表
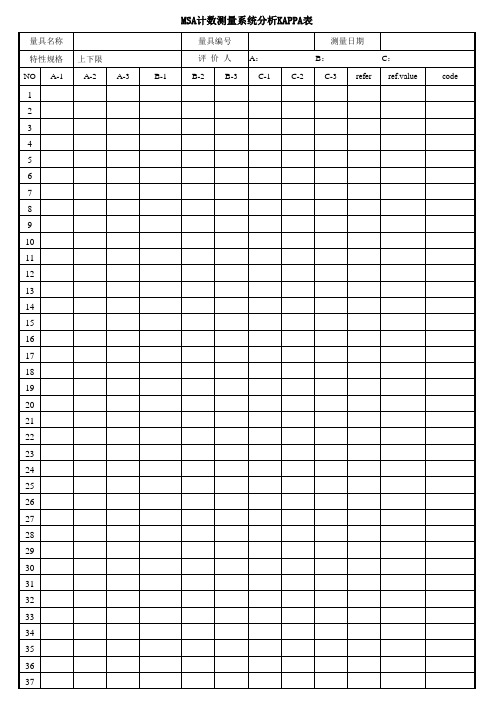
测量日期
评 价 人 A:
B:
C:
计算结果 0% 0% 0% ###### ###### ###### 0% #VALUE!
95% LCL #NUM! #NUM! #NUM! ###### ###### ###### #NUM! #VALUE!
有效性
错误率
错误警报率
0%
#DIV/0!
#DIV/0!
0%
测量日期
B:
C:
A*B交叉
B*C交叉
A*C交叉
0
1 总计 0
1 总计 0
1
总计
0
0
0
0
0
0
0
0
0
#DIV/0! ###### ###### ###### ###### ###### ###### #DIV/0! #DIV/0!
0
0
0
0
0
0
0
0
0
#DIV/0! ###### ###### ###### ###### ###### ###### #DIV/0! #DIV/0!
#DIV/0!
#DIV/0!
0%
#DIV/0!
#DIV/0!
□ 不合格
备 注
核
准
审核:
制表:
B
C 变差来源
总检查数 A -- ###### ######
相配数
错误拒收 B ###### -- ######
错误接受
不相配 C ###### ###### --
95% UCL
评价人%
A
B
C
50 50 50
0
0
0
--
《MSA计数型GRR-KAPPA(第四版)自带公式》
<10% 系。当排列或分类零件,需要加强
过程控制时被推荐运用。
10%~30% 在某些适用情况下被认为可接受。
>30% 被认为是不可接受的。
补充: kappa大于0.75表示有很好的一致 如果Ppk大于1,则将测量系统与过程进行比较 如果Ppk小于1,则将测量系统与公差进行比较
样本:
对于产品控制的情况下,当测量结果与决定准则是确定“符合或不符合某特性的规 范”(如:100%检验或抽样),样品(或标准)必须被选择,但不需要包括整个过 程范围。测量系统的评估是以特性公差为基础(如对公差的%GRR)。 在过程研究情况下,当测量结果与决定准则是确定“过程稳定性、方向以及是否符 合自然的过程变差”(如:SPC、过程控制、能力及过程改进),在整个作业过程 范围的样本可获得性变得非常重要。当评估一测量系统对过程控制的适用性时(如 对过程变差的%GRR),推荐采用过程变差的独立估计法(过程能力研究)。
1.00
总计
B*基座-交叉表
REF基准
0.00 1.00
数量
45
2
期望的数量 15.0 32.0
数量
3 100
期望的数量 33.0 70.0
数量
48 102
期望的数量 48.0 102.0
总计
47 47.0 103 103.0 150 150.0
A 总计
A*C-交叉表
C
0.00 1.00
0.00
数量
漏发警报 错(虚)发 率 警报率
≤2% ≤5% ≤5% ≤10%
>5% >10%
检查总数 一致的数
量 95%UCI 计算所得
的结果 95%LCI
系统有效的结果%
50 39 88.5% 78.0% 64.0%
Kappa分析(自动生成)

评
确
价
认:
承 认:
4/4
40 1 1 1 1 1 1 1 1 1
41 1 1 1 1 1 1 1 1 1
42 0 0 0 0 0 0 0 0 0
43 1 1 1 1 1 1 1 1 1
44 1 1 1 1 1 1 1 1 1
45 1 1 1 1 1 1 1 1 1
46 1 1 1 1 1 1 1 1 1
47 1 1 1 1 1 1 1 1 1
1/4
计数型测量系统分析报告
(评价人交叉分析)
A 与 B 交叉表
B
0.00
1.00
A
0.00
计算
29
1
期望的计算
6.4
23.6
1.00
计算
3
117
期望的计算
25.6
94.4
计算
32
118
总计
期望的计算
32.0
118.0
A 与 C 交叉表
C
0.00
1.00
A
0.00
计算
28
2
期望的计算
6.2
23.8
系统有效得分 (所有评价人自己保持一致)
50 44 88.0%
系统有效得分与计数 (所有评价人与基准一致)
50 44 88.0%
A B C
结论:
有效性 ≥90% 96.0%
96.0%
94.0%
漏发警报的比例 ≤2%
2.00%
误发警报的比例 ≤5%
2.00%
0.00%
4.00%
2.00%
4.00%
基于上述信息,判定该测量系统中,评价人ABC均接受,该测量系统符合要求
MSA计数型测量系统分析-假设试验分析法(KAPPA)

B
0.954 Good
C
0.954 Good
测量系 统有效
评价人
零件总数 正确判断数 有效性% 结* 有论效性 = 正确
A
30 29 97% Good
B
30 29 97% Good
C
30 29 97% Good
评价人 的接受
漏发警报的比例
结论
误发警报的比例
A
0%
接受
1%
B
0%
接受
1%
* 漏C发警
0%
D
16
D
D
D
17
A
A
A
18
D
D
D
19
D
D
D
20
D
D
D
21
D
D
D
22
D
D
D
23
D
D
D
24
D
D
D
25
D
D
D
26
D
D
D
27
D
D
D
28
A
A
A
29
D
D
D
30
D
D
D
评价人之间数据报
A1*C1
A D D D D D D D A D D D D D D D A D D D D D D D D D D A D D
A2*C2
1
3
1
1
1
1
1
1
1
1
1
1
4
1
1
1
1
1
1
1
1
1
MSA计数型测量系统分析——假设试验分析法(Kappa)

6.136.13 计数型测量系统分析计数型测量系统分析——————假设试验分析法假设试验分析法假设试验分析法((Kappa Kappa))说明:参照张智勇所著《ISO/TS16949五大工具最新版一本通》(机械工业出版社)编写。
计数型测量系统的分析是为了确定不同班次,不同生产线的检查人员是否能正确地区分合格品和不合格品,分析出测量结果与标准值的符合程度,以及他们自身和相互之间重复检查的一致程度。
假设试验分析—交叉表法是一种常用的计数型测量系统分析方法。
交叉表法可以在基准值(分析用样品称为基准,用计量型测量系统对样品进行测量,测量值称为基准值)已知的情况下进行,也可以在基准值未知的情况下进行。
在基准值未知的情况下进行,可以评价测量人之间的一致性,但不能评价测量系统区分好与不好的能力。
在基准值已知的情况下,即可评价测量人之间的一致性,又能评价测量人员与基准值的一致性,以及测量的有效性、漏判率和误判率,从而判断出测量人区分合格和不合格零件的能力。
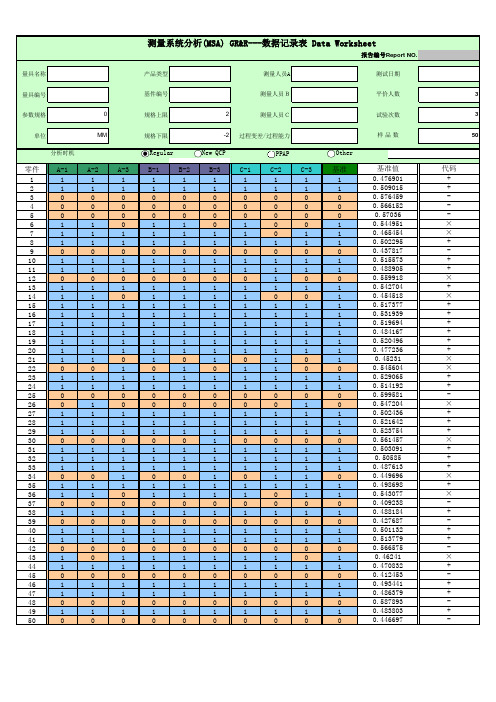
6.136.13.1 .1 .1 未知基准值的一致性分析未知基准值的一致性分析1)随机选取g=50(一般选取g=30~50个样本)个能够覆盖过程范围的零件,对这些零件进行编号。
零件的编号不要让测量人知道,但分析人应该知道。
2)由3名评价人以随机盲测的方式测量所有零件各m=3次,每人测量次数为n=g×m=50×3=150次。
“接受”记为“1”,“拒绝”记为“0”,将三人所测150×3=450个数据记录于表6-21中。
测量时应按这样的规则进行:先让A 测量人以随机顺序对50个零件进行第1轮测量,然后让B 测量人、C 测量人以随机顺序进行第1轮测量,再让A 测量人进行第2轮测量,以此类推,完成测量工作。
表6-21 计数型测量系统分析数据表零件测量人A 测量人B 测量人C基准基准值代码A-1 A-2 A-3 B-1 B-2 B-3 C-1 C-2 C-31 1 1 1 1 1 1 1 1 1 1 0.476 901 +2 1 1 1 1 1 1 1 1 1 1 0.509015 +3 0 0 0 0 0 0 0 0 0 0 0.576459 -4 0 0 0 0 0 0 0 0 0 0 0.566152 -5 0 0 0 0 0 0 0 0 0 0 0.57036 -6 1 1 0 1 1 0 1 0 0 1 0.544 951 ×7 1 1 1 1 1 1 1 0 1 1 0.465454 ×8 1 1 1 1 1 1 1 1 1 1 0.502295 +9 0 0 0 0 0 0 0 0 0 0 0.437817 -10 1 1 1 1 1 1 1 1 1 1 0.515573 +11 1 1 1 1 1 1 1 1 1 1 0.488905 +12 0 0 0 0 0 0 0 10 0 0.559918 ×13 1 1 1 1 1 1 1 1 1 1 0.542704 +14 1 1 0 1 1 1 1 0 0 1 0.454518 ×15 1 1 1 1 1 1 1 1 1 1 0.517377 +16 1 1 1 1 1 1 1 1 1 1 0.531939 +17 1 1 1 1 1 1 1 1 1 1 0.519694 +18 1 1 1 1 1 1 1 1 1 1 0.484167 +19 1 1 1 1 1 1 1 1 1 1 0.520496 +20 1 1 1 1 1 1 1 1 1 1 0.477236 +21 1 1 0 1 0 1 0 1 0 1 0.452310 ×22 0 0 1 0 1 0 1 10 0 0.545604 ×23 1 1 1 1 1 1 1 1 1 1 0.529065 +24 1 1 1 1 1 1 1 1 1 1 0.514192 +25 0 0 0 0 0 0 0 0 0 0 0.599581 -26 0 1 0 0 0 0 0 0 1 0 0.547204 ×27 1 1 1 1 1 1 1 1 1 1 0.502436 +28 1 1 1 1 1 1 1 1 1 1 0.521642 +29 1 1 1 1 1 1 1 1 1 1 0.523754 +30 0 0 0 0 0 1 0 0 0 0 0.561457 ×31 1 1 1 1 1 1 1 1 1 1 0.503091 +32 1 1 1 1 1 1 1 1 1 1 0.505850 +33 1 1 1 1 1 1 1 1 1 1 0.487613 +34 0 0 1 0 0 1 0 1 1 0 0.449696 ×35 1 1 1 1 1 1 1 1 1 1 0.498698 +36 1 1 0 1 1 1 1 0 1 1 0.543077 ×37 0 0 0 0 0 0 0 0 0 0 0.409238 -38 1 1 1 1 1 1 1 1 1 1 0.488184 +39 0 0 0 0 0 0 0 0 0 0 0.427687 -40 1 1 1 1 1 1 1 1 1 1 0.501132 +41 1 1 1 1 1 1 1 1 1 1 0.513779 +42 0 0 0 0 0 0 0 0 0 0 0.566575 -43 1 0 1 1 1 1 1 1 0 1 0.462410 ×44 1 1 1 1 1 1 1 1 1 1 0.470832 +45 0 0 0 0 0 0 0 0 0 0 0.412453 -46 1 1 1 1 1 1 1 1 1 1 0.493441 +47 1 1 1 1 1 1 1 1 1 1 0.486379 +48 0 0 0 0 0 0 0 0 0 0 0.587893 -49 1 1 1 1 1 1 1 1 1 1 0.483803 +50 0 0 0 0 0 0 0 0 0 0 0.446697 -3)根据表6-21中的0和l 数据的结果将评价人A 和B、B 和C、A 和C 利用交叉表方法进行统计(见表6-22),A*B 栏中“0*0”代表A、B 两人均判拒绝的次数,统计有44个;“0*1”代表A 判拒绝而B 判接受的次数,统计有6个;“1*0”代表A 判接受而B 判拒绝的次数,统计有3个;“1*1”代表AB 两人同时判为接受的次数,统计有97个,将统计结果依次填入表6-22中。
计数型测量系统分析
计数型测量系统分析
随机从过程中抽取50个零件,并且样本是覆盖过程范围的零件。
让三个测量员采用盲测法对每个零件测量三次。
将每个测量员的测量结果输入《计数型分析报告》中,当可接受判断时记录为“1”,当不可接受判断时记录为“0”。
用交叉表确定每个测量员之间意见一致程度,用kappa来测量2个测量员对同一目标评价值的一致程度。
“1”表示完全一致,“0”表示不一致。
kappa=(po-pe)/(1-pe)
po=对角线单元中观测值的总和
pe=对角线单元中期望值的总和
判定:若所有的测量结果Kappa值大于0.75,则表示一致性好,则接受;若Kappa≤0.4,则表示一致性差,应立即改进或重新评价量具。
若不能改进的量具,则不能接受,并应找到接受的替代测量系统。
将分析结果记录在《计数型分析报告》中。
计量器具管理excel公式
计量器具管理excel公式
计量器具管理涉及到对计量器具的登记、检定、维护等多方面
的管理工作,可以利用Excel来进行数据的记录和计算。
以下是一
些常用的Excel公式,可以在计量器具管理中使用:
1. SUM函数,用于计算一列或多列数据的总和,可以用于统计
计量器具的数量或者某项指标的总和。
2. AVERAGE函数,用于计算一列或多列数据的平均值,可以用
于计算计量器具的平均值或者某项指标的平均水平。
3. COUNT函数,用于统计某个区域中包含数字的单元格的数量,可以用于统计计量器具的数量。
4. IF函数,用于根据特定条件对数据进行分类或者进行不同
的计算,可以用于判断计量器具是否需要进行检定或者维护。
5. VLOOKUP函数,用于在表格中查找特定数值或者内容,并返
回相应的数值或者内容,可以用于查询某个计量器具的详细信息。
6. CONCATENATE函数,用于将多个单元格中的内容合并为一个
单元格中的内容,可以用于整合计量器具的相关信息。
这些Excel公式可以帮助你在计量器具管理中进行数据的记录、统计和分析,提高工作效率和准确性。
当然,具体的公式应根据实
际情况和需求进行调整和使用。
希望这些信息能够对你有所帮助。
计数型量具分析报告(Excel带计算KAPPA公式)
68.7
100.0
47
103
150
47.0
103.0
150.0
C
0
1
42
5
16.0
31.0
9
94
35.0
68.0
51
99
51.0
99.0
总计
47 47.0 103 103.0 150 150.0
A与 C交叉表
0 C
1
总计
计算 期望的计算
计算 期望的计算
计算 期望的计算
C
0
1
43
7
17.0
33.0
8
92
B 与基准交叉表
0 B
1
总计
计算 期望的计算
计算 期望的计算
计算 期望的计算
基准
0
1
45
2
15.0
32.0
3
100
33.0
70.0
48
102
48.0
102.0
总计
47 47.0 103 103.0 150 150.0
B 与基准交叉表
0 C
1
总计
计算 期望的计算
计算 期望的计算
计算 期望的计算
评价人的 Kappa A B C
评价人与基准的 Kappa
A --86% 78%
88%
基准
0
1
42
9
16.3
34.7
6
93
31.7
67.3
48
102
48.0
102.0
B 86%
--79%
C 78% 79%
---
计数型MSA表格(Kappa模型)-公式可见-可编辑-无锁定
A
0.0
B
60
C
60.0
总计 判定结论:
A — 0.000 0.000
B 0.000
— 0.000
C 0.000 0.000
—
B 0.00 数量
期望数量
1.00 数量
期望数量
60 60.0
0 0.0
0
60
0.0 60.0
0
0
0.0 0.0
总计 A与C交叉表
数量 期望数量
A 总计
0.00 数量
期望数量
1.00 数量
期望数量 数量 期望数量
60 60.0
C 0.00
60 60.0
0 0.0
60 60.0
0 0.0
1.00 0
0.0 0
0.0 0
0.0
60 60.0 总计
60 60.0
0 0.0
60 60.0
注:Kapaa=(Po-Pe)/(1-Pe) Po=对角线单元中观测值的总和 Pe=对角线单元中期望值的总和 有效性 = 正确判断的数量 / 判断的机会总数
计数型测量系统研究(Kappa模型)
零件 A-1
A-2
A-3
B-1
B-2
B-3
C-1
C-2
C-3
1
2
3
4
5
6
7
9
10
11
12
13
14
15
16
17
18
19
20
评价人
分析:
确认:
基准
基准 值
代码 - - - - - - - - - - - - - - - - - - - -
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
014465015.734.350.039710031.368.7100.0471*******.0
103.0
150.0014254716.031.047.099410335.068.0103.0519915051.0
99.0150.0014375017.033.050.089210034.066.0100.0519915051.0
99.0150.0014555016.034.050.039710032.068.0100.04810215048.0
102.0150.0014524715.032.047.0310010333.070.0103.04810215048.0
102.0150.0014295116.334.751.06939931.767.399.04810215048.0102.0150.0
A B C ---86%78%86%---79%78%79%---88%
92%
77%评价
≥0.75 一致性好,可接受
< 0.75 一致性差,应改善
评价人与基准的Kappa
评价人的Kappa
C A B 总计
计算期望的计算
C
计算0.900.5677%
期望的计算
1
计算期望的计算
B 与基准交叉表基准总计P0Pe Kappa
期望的计算
1
计算期望的计算
总计
计算期望的计算
总计P0Pe Kappa
B
计算0.970.5792%
期望的计算
总计
计算期望的计算
B 与基准交叉表基准Kappa
A
计算0.950.5688%
期望的计算
1
计算A 与基准交叉表基准总计P0Pe 总计
计算期望的计算期望的计算
总计
计算期望的计算P0
Pe
0.940.56P0Pe 计数型量具交叉分析表
期望的计算
A 与
B 交叉表计算计算总计期望的计算
计算计算总计B
A
1
期望的计算
总计
B 与
C 交叉表C
期望的计算
B
计算期望的计算
0.910.5679%
1
0.55A 与C 交叉表C
总计C
计算期望的计算
1
计算Kappa
78%
Kappa
86%
P0Pe Kappa
0.90
更多免费资料下载请进:。