锡膏承认检验规格书
锡膏印刷品质检验 sop
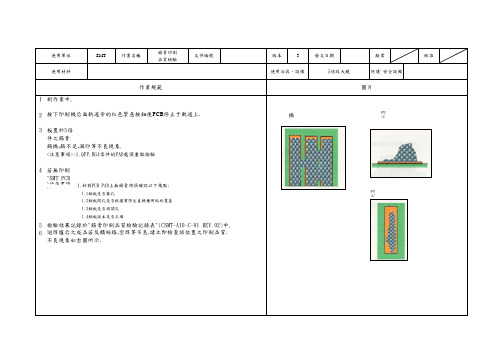
圖片
錫橋
錫不足
4 檢驗完畢若無印刷不良板,旋開紅色按鈕,若發現不良板須立即通知工程師處理, 不良板按"SMT PCB清洗流程"(CSMT-A16-C)清洗
<注意事項>: 1.針對PCB PAD上無錫膏時須確認以下幾點:
1.1鋼板是否塞孔 1.2鋼板開孔是否根據實際生產機種用貼紙覆蓋 1.3鋼板是否漏開孔 1.4鋼板版本是否正確
使用單位 使用材料
SMT
作業名稱
錫膏印刷 品質檢驗
文件編號
版本
3
發文日期 5倍放大鏡
擬案 防護`安全設備
核准
使用治具、設備
作業規範 1 於錫膏印刷作業中,每隔一小時或換線作業後,連續抽樣印刷完成的PCB 4片。 2 按下印刷機后面軌道旁的紅色緊急按鈕使PCB停止于軌道上. 3 將待檢驗板置於5倍放大鏡下,檢視錫膏印刷是否符合標準印刷品質檢驗標準: 被檢驗零件之錫膏印刷位置須位於焊墊中心區,且為正方形,無狗耳朵塌錫, 錫橋,錫不足,漏印等不良現象.
錫不足
5 檢驗結果記錄於"錫膏印刷品質檢驗記錄表"(CSMT-A10-C-01 REV.02)中. 6 迴焊爐后之成品若反饋短路,空焊等不良.請立即檢查該位置之印刷品質. 不良現象如右圖所示.
SMT锡膏印刷品质检验规范
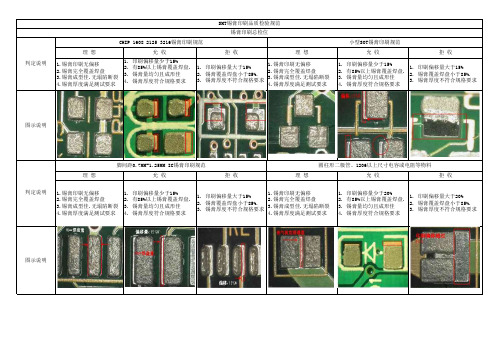
判定说明判定说明图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于20%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于20%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求脚间距0.7MM-1.25MM IC锡膏印刷规范圆柱形二极管、1206以上尺寸电容或电阻等物料理 想允 收拒 收理 想允 收拒 收图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求SMT锡膏印刷品质检验规范锡膏印刷总检位CHIP 1608 2125 3216锡膏印刷规范小型SOT锡膏印刷规范理 想允 收拒 收理 想允 收拒 收元件类检验项目C>=W*50%,F>=G+H*25%偏出(A)是25%W或0.5mm。
偏出(A)大于25%W或0.5mm1.高引脚外形器件(引脚位于元件体中上部,1.最小侧面焊点长度(D)小于引脚宽度A<=W*75%侧悬出超过引脚宽度1.引脚吃锡宽度大于等于A<=W*25%1.引脚吃锡宽度>=電極的寬。
SMT锡膏印刷外观检查基准书

锡膏状态图片锡膏状态允收锡膏状态拒收CHIP 类1、锡膏无偏移。
2、锡膏量、厚度符合要求。
3、锡膏成型佳,无崩塌断裂。
4、锡膏覆盖焊盘90%以上1、钢网的开孔有缩孔,但锡膏仍有85%覆盖焊盘。
2、锡膏量均匀。
3、锡膏厚度在要求规格内1、锡膏量不足。
2、两点锡膏量不均。
3、锡膏印刷偏移超过15%焊盘。
晶体管1、锡膏无偏移。
2、锡膏完全覆盖焊盘。
3、三点锡浆均匀。
4、厚度满足测试要求1、锡膏无偏移。
2、锡膏完全覆盖焊盘。
3、三点锡膏均匀。
4、厚度满足测试要求1、锡膏15%以上未覆盖焊盘。
2、有严重缺锡。
二级管1、锡膏无偏移。
2、锡膏量、厚度符合要求。
3、锡膏成型佳,无崩塌断裂。
4、如图开孔可以使热气排除,避免气流使原件偏移1、锡膏仍有85%覆盖焊盘。
2、锡膏量均匀。
3、锡膏厚度在要求规格内1、锡膏15%以上未覆盖焊盘。
2、锡浆偏移量超过20%焊盘焊盘间距≥0.7mm1、锡膏几乎完全覆盖各焊盘2、锡膏量、厚度符合要求。
3、锡膏成型佳,无崩塌断裂。
1、虽有偏移,锡膏仍有85%覆盖焊盘。
2、锡膏量均匀。
3、锡膏厚度在要求规格内1、锡膏偏移量15%以上2、元件放置后会造成短路焊盘间距=0.65mm1、锡膏100%覆盖各焊盘2、锡膏量、厚度符合要求。
3、锡膏成型佳,无崩塌断裂。
1、虽有偏移,锡膏偏移量<10%2、锡膏量均匀。
3、锡膏厚度在要求规格内1、锡膏偏移量10%以上2、过回流焊后易造成短路焊盘间距≤0.5mm1、锡膏100%覆盖各焊盘2、锡膏量、厚度符合要求。
3、锡膏成型佳,无崩塌断裂。
1、锡膏成形虽略微不佳,但厚度于规格内2、锡膏无偏移3、炉后无少锡、假焊现象1、锡膏成形不良,且断裂2、锡膏塌陷3、两锡膏相撞,形成桥连炉后,AOI ,OQC重点检查不良发生部位,避免不良流出。
发现网版堵孔的对应方法:标准允收拒收区分发现网版堵孔造成的印刷不良,首先擦拭网板使网板开口OK,然后提高网板清洗的清洗频率,例如清洗5次改善为清洗3次。
无铅焊锡膏出货检验报告

无铅焊锡膏出货检验报告
一、检验目的
本报告旨在对无铅焊锡膏的出货质量进行检验,确保产品符合相关标
准和规定要求。
二、检验方法
1.外观检验:采用目视检验法,对焊锡膏的外观进行检查,包括颜色、光泽度、均匀度等。
2.粘度检验:采用粘度计测定焊锡膏的粘度,确保其在使用时具有适
当的流动性。
3.焊接性能检验:采用回流焊法进行焊接,测试焊点外观和焊接强度。
4.化学成分检验:采用X射线荧光光谱法或能谱法测定焊锡膏中主要
元素的含量,确保符合标准要求。
三、样品信息
样品名称:无铅焊锡膏
生产日期:XXXX年XX月XX日
生产批次:XXXXXX
四、检验结果
1.外观检验结果:焊锡膏颜色为灰白色,光泽度良好,均匀度较好。
2.粘度检验结果:焊锡膏粘度为XXmPa·s,符合标准要求。
3.焊接性能检验结果:经过回流焊处理后,焊点外观无异常,焊接强度符合标准要求。
4.化学成分检验结果:焊锡膏中主要元素Sn、Ag、Cu等的含量符合标准要求,无异常成分。
五、结果分析
经过对无铅焊锡膏的检验,样品外观、粘度、焊接性能和化学成分均符合标准要求,产品质量合格。
六、结论
据检验结果分析,无铅焊锡膏样品质量符合相关标准和规定要求,可正常出货使用。
七、建议
为了保持产品质量的稳定,建议生产商在生产过程中严格按照工艺流程和质量控制标准进行操作,并且定期对产品进行抽检,以确保产品的稳定性和一致性。
以上为无铅焊锡膏出货检验报告,共计XXX字。
SMT锡膏印刷品质检验规范

判定说明判定说明图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于20%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于20%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求脚间距0.7MM-1.25MM IC锡膏印刷规范圆柱形二极管、1206以上尺寸电容或电阻等物料理 想允 收拒 收理 想允 收拒 收图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求SMT锡膏印刷品质检验规范锡膏印刷总检位CHIP 1608 2125 3216锡膏印刷规范小型SOT锡膏印刷规范理 想允 收拒 收理 想允 收拒 收C>=W*50%,F>=G+H*25A<=W*75%侧悬出超过引脚宽度1.引脚吃锡宽度大于等于 1.引脚吃锡宽度>=電極的。
DM-6000锡膏规格书
中山市鼎明科技有限公司承认书产品:LED固晶锡膏型号:DM-6000客户:发行日期:一、锡膏的简介1、导热率:锡膏一般用于金属之间焊接,其导热系数为67W/m·K 左右,远大于现在通用的导电银胶。
因此,在LED 晶圆封装等领域锡膏可代替现有的导电银胶和导热胶等封装材料,从而实现更好的导热效果,且大大降低封装成本。
2、晶片尺寸:锡膏粉径为10-25μm(5-6#粉),能有效满足 5 mil-75 mil(0.127-1.91mm)范围大功率晶片的焊接。
3、固晶流程:备胶--取胶和点胶--粘晶--共晶焊接。
固晶机点胶周期可达240ms,粘晶周期150ms,固晶速度快,产率高。
4、焊接性能:可耐长时间重复点胶,焊点饱满光亮,空洞率小于5%,固晶可靠性好,质量稳定。
5、触变性:采用粒径均匀的超细锡粉和高触变性的助焊膏,触变性好,不会引起晶片的漂移,低粘度,为15000-25000cps,可根据点胶速度调整大小。
6、残留物:助焊剂特殊配方,焊接后助焊剂残留物透明、不发黄、残留物极少,将固晶后的LED 底座置于恒温箱中,残留物及底座金属不变色,且不影响LED 的发光效果。
7、机械强度:焊接机械强度比银胶高,焊点经受10 牛顿推力而无破坏和晶片掉落现象。
共晶焊接强度是原银胶粘结强度的 5 倍,不存在长时间工作后银胶硫化变黑,等问题。
8、焊接方式:固化能适用于回流焊固化、加热板固化、红外发热固化工艺,将回流炉的温度直接设定在合金共晶温度焊接即可,焊接固晶过程可在5min 内完成,而银胶一般为30min,减少了固晶能耗。
二、组成及成分三、物理及化学性质四、稳定性及反应性稳定性:在通常的应用或储存环境下,性质稳定.聚合反应:在通常的应用或储存环境下,不会发生聚合反应.应避免之状态:高温应避免之物质:水、酸、碱危害分解物:产生少许一氧化碳、二氧化碳有毒气体。
五、暴露预防措施工程控制:必需在密闭通风系统内使用,保持良好通风。
锡膏-红胶印刷品质检验标准

一. 目的为了使SMT的印刷效果满足工艺要求,确保回流炉后贴片PCBA的品质,制定此标准。
二. 范围本标准参照IPC规范所制定,适用于本公司内部SMT工厂对印刷效果的判定,包括红胶工艺与锡膏工艺。
三. 判定标准内容3.1 锡膏印刷判定标准3.1.1 Chip 1608,2125,3216锡膏印刷标准图 1图 2图33.1.2 MINI(SOT)锡膏印刷标准图5图 63.1.3 Diode,Melf,MelF,RECT陶磁电容锡膏印刷标准热气宣泄道图8锡膏印刷偏移超过20%焊盘图 93.1.4 LEAD PITCH=1.25mm零件锡膏印刷标准WW=焊盘宽偏移量<20%WW=焊盘宽偏移大于15%焊盘图123.1.5 LEAD PITCH=0.8~1.0MM锡膏印刷标准偏移量小于15%焊盘偏移大于15%焊盘A>15%W图 153.1.6 LEAD PITCH=0.7MM锡膏印刷标准偏移小于15%焊盘偏移大于15%焊盘图 183.1.7 LEAD PITCH=0.65MM之锡膏印刷标准偏移少于10%焊盘偏移量大于10%W图 213.1.8 LEAD PITCH=0.5MM零件锡膏印刷标准锡膏崩塌且断裂不足图 243.1.9 Termination Chip & SOT锡膏厚度的标准图 273.1.10 IC-零件的锡膏厚度标准图 30 图 323.2 点胶标准3.2.1 Chip 1608,2125,3216点胶标准标准规格PC<1/4PA B胶量不均,且不足图 353.2.2 CHIP 1608,2125,3216点胶零件标准C<1/4W or 1/4PC>1/4W orWP图 383.2.3 SOT零件点胶标准溢胶影响焊锡性图 41 3.2.4 MELM圆柱形零件点胶标准溢胶3.2.5 方形零件点胶标准C<1/4W图 46偏移图 47.3.2.6 MELF,RECT.柱状零件点胶标准溢胶3.2.7 MELM柱状零件点胶标准图 52C>1/4T或1/4PT图 533.2.8 SOIC点胶标准胶稍多不影响焊接图 55溢胶沾染焊盘及测试孔3.2.9 SOIC点胶零件标准推力足1.5KG图 58C>1/4W图 593.2.10 Chip 1608,2125,3216,MELF胶点尺寸外观图 61图 623.2.11 SOIC胶点尺寸外观图 644.附录无。
品质承认书NP01-I+
比重 [H2O=1]: 溶点: 蒸发率:
4.2±0.2 液相线:218℃ 固相线:217℃
未知
第四部分:火灾及爆炸性危险数据
闪点 [使用方法]: >118℃
易燃范围: 燃点>300℃
LEL 不适用
UEL 不适用
灭火介质: 干粉式化学剂,二氧化碳,喷水或者泡沫。
专门消防程序: 灭火人员应穿着整体防护服及配备齐全的独立供气设备,并在正压环境下进行操作。
二、 规格型号:NP01- I+
三、 包装规格:500g/罐 10kg/件
四、 外箱标签所示内容:
公司名称、产品名称、规格型号、重量、制造批号、有效期限等
五、 相关规范
A、主要成分:96.5Sn-3.0Ag -0.5Cu
B、性能:能有效防止桥联、锡珠、立碑等问题,确保良好上锡性
C、用途:主要用于各种元器件 SMT 焊接
Tel:(0519)8258575、8258536
Fax:(0519)8258577
E-mail:yijunzhou@
亚太微电子材料有限公司
YANKTAI MICROELECTRONIC MATERIAL CO., LTD
一、 品名:无铅焊锡膏
OSHA Regulated? 是
接触后的状况: 有呼吸系统疾病和皮肤病史的人。
紧急情况及急救措施: 接触皮肤:用肥皂及用大量的水进行冲洗。 接触眼睛:立即用大量清水冲洗 15 分钟以上。迅速送医院就诊。 误食: 用清水清洗口腔,饮水。迅速送医院就诊。 吸入: 使受害者呼吸新鲜空气并让其休息,如持续有呼吸不适,应送医院就诊。
1、 焊锡膏使用按本说明书严格控制,任何不符合要求的用法都可能引起质量的劣化。 2、 请不要用手直接接触,若不小心弄到手上,立即用酒精清洗,然后用皂液洗净。 3、 工作场所请保持良好的通风防止吸入过量的溶剂蒸汽。 4、 请在密封下低温保存本制品(0℃-10℃),能确保 6 个月的储存寿命。 5、 从冷藏箱内拿出后,请在密封状态并在常温下存放 2 小时以上,使其恢复常温,因为
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Sheet 2/8
Title:Solder paste specification and
inspection standard
一、目的:
本标准规定了锡膏的检验项目、方法、要求和可接受标准,以统一设计规则、检验标准,消除误解,以及为IQC制定QI(来料检验规范)和各部门对锡膏品质判定提供参考依据。
二、适用范围:
适用于所有无铅锡膏的来料检验(包括免洗与水洗两种锡膏)。
三、检验流程:
1、进行测量和实验前的准备工作。
2.、委派经培训合格的检验人员进行测量和实验工作。
3、配备合适且经过校对合格的检验仪器和相关的工具和夹具。
4、准备所需要的文件、资料(如图纸、规格书、数据记录表格等等),理解清楚后方可进行检验工作。
四、一般规格:
1、功能要求:零件的设计、结构和尺寸按照相应的零件图纸;
2、存储环境:密封包装,温度0℃~10℃/ 5℃~10℃。
开封后物料保存环境参考MSDS或材料说明书
3、测试环境:室内温度:20℃至30℃,相对湿度:20-70%。
4、针对性:
本规范主要针对锡膏的【作业性】与【特性】两大主轴作为验证的标准。
所谓【作业性】是指锡膏在生产作业上与相关设备(如印刷机、钢板、回焊炉….等)的搭配能力;所谓的【特性】是指使用锡膏用于产品后所需进行的各项焊点外观判定及相关的电性测试。
五、内容:
此检验规范,除了本公司利用现有的测试仪器进行检测实验之外,厂商也需提供一些由认证单位所验证的报告证明书作为凭证,证明书内容所需检测项目请参考以下内容。
1、简述如下:
(A)特性:
Sheet 4/8
Title:Solder paste specification and
inspection standard
C、测试方法:
锡粉外观形状:内部检测,使用200倍以上的显微镜观察锡粉外观。
锡粉粒径尺寸:由厂商提供证明报告。
D、附注说明:
评估的type 型号,将区分为type 3及type 4两种。
Type 3 将用于测试钢板厚度0.15mm以上及fine pitch 0.5mm 以上。
Type 4 将用于测试钢板厚度0.13mm以下及fine pitch 0.4mm 以下。
(不定形状) (印刷时的脱版性)
2.2、助焊剂含量的检验
A、目的:
确认助焊剂含量与标准值不超过±0.5%,避免锡膏在加热之后,残留过多的助焊剂。
B、测试方法:
锡膏搅拌均匀后,净秤约M克样品至250毫升烧杯中,记录其重量为W1(g)。
加入甘油,其量须能完全覆盖锡膏,加热使焊锡与助焊剂完全分离,放冷并令焊锡固化。
从烧杯中取出已固化的焊锡,以水清洗。
浸入乙醇中约5分钟,常温下再水洗并干燥。
净秤其重量记为W2(g)。
依据式(1)计算助焊剂含量:
助焊剂含量(%)=[(M- W2)/ M]x100 ---------- (1)
C、判定标准:
所得的值必须在标准值(*)的±0.5%范围内。
*标准值由厂商提供,一般来说目前较适用的标准值在于9.5% ±0.5%。
2.3.黏度印刷性测试
A、目的:确保锡膏印刷质量及保持良好的下锡性。
B、测试工具: 黏度计
C、测试方法:。