锡膏厚度测量&过程能力评价表
SPI7500锡膏测厚仪操作规程
REAL SPI7500锡膏测厚仪操作规程(ISO45001-2018/ISO9001-2015)一、目的:监测锡膏的厚度和变化趋势,提高SMT质量,降低返修成本,满足质量体系对过程参数监测记录的要求。
二、仪器型号:REAL SPI7500锡膏测厚仪。
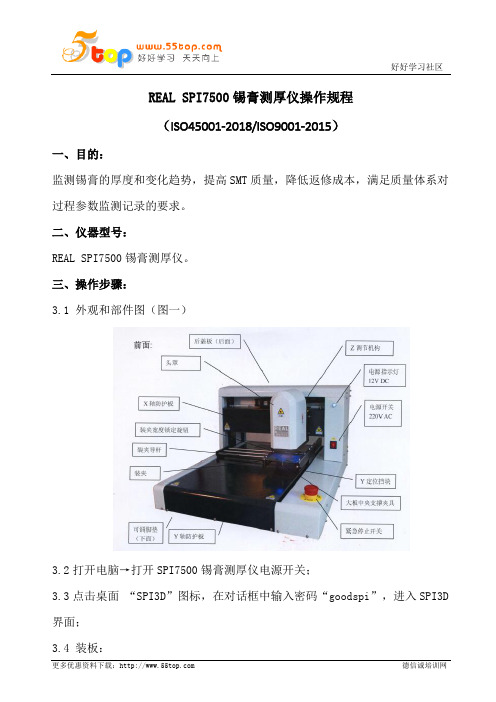
三、操作步骤:3.1 外观和部件图(图一)3.2打开电脑→打开SPI7500锡膏测厚仪电源开关;3.3点击桌面“SPI3D”图标,在对话框中输入密码“goodspi”,进入SPI3D 界面;3.4 装板:3.4.1点击“移动到…”按钮,然后在下拉菜单中点击“出板”按钮;3.4.2松开轨道锁定旋钮(如图六),根据PCB的尺寸将轨道调整到合适的宽度,然后将PCB放入轨道,并将Y定位挡块打到阻挡PCB退出的位置;3.4.3点击“移动到…”下拉菜单中的“进板”按钮,将PCB送入待检测位置;3.5 编程;3.5.1 新建程序:点击“新建程序”按钮,然后在对话框中输入与PCB型号对应的程序名称,再点击“保存”按钮;3.5.2点击“编辑当前程序”按钮;3.5.3输入PCB尺寸等信息,并确认其它参数无误后点击“确认”按钮;3.5.4寻找MARK点:用鼠标左键点击导航图中PCB板MARK点的位置,用鼠标右键点击显示画面中左下角的图像,将蓝色十字光标移动到MARK点的中心位置;3.5.5编辑MARK点:点击“编辑标记1”按钮,然后选择适当的照明颜色、曝光率、阈值,观察显示画面中MARK点的识别效果达到最佳时,点击“应用/识别”按钮,然后点击“确定”按钮完成第一个MARK点的编辑,点击“编辑标记2”按钮,用同样的方法完成PCB对边(对角/同侧)另一个MARK点的编辑;3.5.6识别MARK点:2个MARK点编辑完成后,点击“识别标记”按钮进行MARK 点识别,当提示“自动识别失败”时,需重新修正MARK点识别参数或重新选取MARK点;3.5.7编辑扫描程序:点击“目标”按钮,在左下角的视图中框选需要测试的目标范围,然后点击“参照”按钮,选择4个参考点,原则上4个参考点应选择在靠近目标测试区域的较大的覆铜线路上,以减小测量误差,最后点击“自动寻焦”按钮并使用方向键指定聚焦的平面(原则上选择PCB的阻焊层作为聚焦平面);3.5.8添加扫描:目标测试区域和参考点选取后,点击“添加扫描”按钮,将目标添加到程序扫描顺序中,然后输入命名和拼板号,然后点击“应用编辑”按钮,完成1个目标测试区域的编辑,用同样的方法继续添加需要测试的目标区域,原则上每块拼板最少需要选择4个对角加1个中心作为目标测试区域,(备注:此处的命名指的是PCB上的元器件名称(例如IC用U1、U2……表示),拼板号代表的是程序的步骤,用自然数字1、2、3、4、5……表示),完成所需目标的添加后,点击“完成编辑”按钮,结束程序的编辑。
锡膏厚度测试管理办法
发行日期2019.2.20 修订日期2019.2.20 版本 A.0 页次2/51.目的:标准印刷站作业方法,预防制程变异,稳定产品品质.2.范围:SMT部门3.权责:各线印刷总检能熟练掌握锡膏测试方法.4. 定义:无5. 作业内容5.1 凡所有机种生产时都必须测试锡膏厚度,以便制程管控。
5.2 生产线上更换机种后必须要测试锡膏厚度首件测量2PCS,正常情况生产时2H/次测量一次5.3 测量锡膏厚度时必须按照<<锡膏厚度测量仪操作指导书>>作业。
5.4 测量时选择产品上有代表性的五点进行测量,主要选择其产品四个边角(注:每个边角上的第一片PCB)及中间(左面从上到下第8个PCB)各一点,选择元件主要以BGA,QFP和IC元件为主,且必须保证其中最少有一点为CHIP元件,针对连板不可选同元件位置进行测量5.5 锡膏测量后的五个值记录于X-R管制图并由工程确认,每4H由品保组长对记录进行确认并签名。
5.6 试产时<<SMT锡膏厚度管製錶>>中X-R管制图的X图的规格上限为钢板厚度外加0.05MM规格下限为钢板本身厚度值.中心线为钢板厚度外加0.025MM.(如钢板厚度为0.12MM,则规格上限为0.17MM,中心线为0.145MM下限为0.12MM)R图规格上限为0.03MM,下限为0.而量产后工程可根据试产时的样本值计算出X-R图的规格上下限.用作管控.5.7 数据收集后,电脑系统自动形成管制图,对于锡厚量测的是否有异常和制程能力的分析,需对管制图进行判读,原则如下:5.7.1管制图上的点都出现在管制界限内侧,并没有特别排法时,原则上认为制程是正常.这种状态谓之管制状态.5.7.2 管制图上有点超出管制界限外时,就判断制程有了异常变化,这种状态谓之非管制状态.5.7.3管制图上的点虽未超出管制界限,但点的出现有下列规律时,就判断有异常原因发生.5.7.3.1点在中心线的单侧连续出现7点以上时5.7.3.2出现的点连续11点中有10点,14点中有12点,17点中14点,20点中16点出现在中心线的单侧时发行日期2019.2.20 修订日期2019.2.20 版本 A.0 页次3/55.7.3.3 3点连续上升或下降的倾向时5.7.3.4出现的点,连续3点中有2点,7点中有3点,10点中有4点出现在管制界限近旁(2δ线外)5.7.3.5出现的点,有週期性变动时5.7.3.6 点中有2点在A区或A区以外者5.7.3.7点中有4点在B区或B区以外者发行日期2019.2.20 修订日期2019.2.20 版本 A.0 页次4/55.7.3.8有8点在中心线之两侧,但C区并无点子者5.7.4 IPQC每次测量后的值所形成的点子,如果不符合5.7.3的原则,必须知会工程师处理,处置方式如下:5.7.4.1当管制图上的点违反检定法则时,若管制图上的点介于管制界线与规格界线间,则表示制程已经发生异常现象,必须开立〔品质异常单〕,并检附〔X-R管制图〕。
锡膏测厚仪操作规程
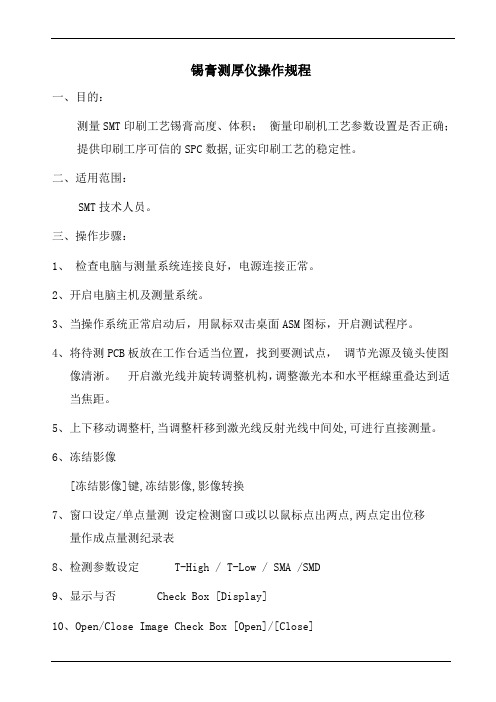
锡膏测厚仪操作规程一、目的:测量SMT印刷工艺锡膏高度、体积;衡量印刷机工艺参数设置是否正确;提供印刷工序可信的SPC数据,证实印刷工艺的稳定性。
二、适用范围:SMT技术人员。
三、操作步骤:1、检查电脑与测量系统连接良好,电源连接正常。
2、开启电脑主机及测量系统。
3、当操作系统正常启动后,用鼠标双击桌面ASM图标,开启测试程序。
4、将待测PCB板放在工作台适当位置,找到要测试点,调节光源及镜头使图像清淅。
开启激光线并旋转调整机构,调整激光本和水平框線重叠达到适当焦距。
5、上下移动调整杆,当调整杆移到激光线反射光线中间处,可进行直接测量。
6、冻结影像[冻结影像]键,冻结影像,影像转换7、窗口设定/单点量测设定检测窗口或以以鼠标点出两点,两点定出位移量作成点量测纪录表8、检测参数设定T-High / T-Low / SMA /SMD9、显示与否Check Box [Display]10、Open/Close Image Check Box [Open]/[Close]11、厚度计算T-Low = 100~150, T-High=25512、面积计算T-Low = 100~150, T-High=180~22013、显示结果结果键/点量测纪录表/厚度分布结果14、打印结果打印/点量测纪录表/厚度分布结果/影像15、储存结果档案 储存点量测结果/工作文件/影像文件四、关机结束 STRONG,关闭操作窗口,退出控制软件,关闭电脑主机。
五、注意事项非指定人员严禁操作此机器,不可随意去触动机器各部件。
六、保养事项1、使用完毕后要把鼠标、键盘摆放在规定的位置,台面上要保持整洁,不可有杂物。
2、每班须对机器的表面进行清洁,除去灰尘等其它异物。
7.使用表单设备履历卡设备保养点检记录表设备维修申请单仪器、设备报废申请单设备履历卡填表日期: 年月日编号:机仪器设备保养记录表设备维修申请单仪器、设备报废申请单第一联:行政部(白)第二联:财务(蓝)锡膏测厚仪。
锡膏厚度测试仪SPIDA操作指引
C
第 1 页 共 2 页
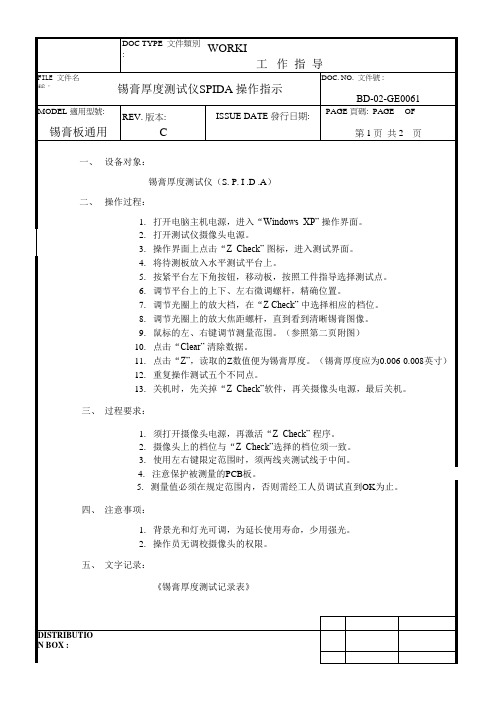
锡膏厚度测试仪(S. P. I .D .A) 二、 操作过程: 1. 打开电脑主机电源,进入“Windows XP” 操作界面。 2. 打开测试仪摄像头电源。 3. 操作界面上点击“Z Check” 图标,进入测试界面。 4. 将待测板放入水平测试平台上。 5. 按紧平台左下角按钮,移动板,按照工件指导选择测试点。 6. 调节平台上的上下、左右微调螺杆,精确位置。 7. 调节光圈上的放大档,在“Z Check” 中选择相应的档位。 8. 调节光圈上的放大焦距螺杆,直到看到清晰锡膏图像。 9. 鼠标的左、右键调节测量范围。(参照第二页附图) 10. 点击“Clear” 清除数据。 11. 点击“Z”,读取的Z数值便为锡膏厚度。(锡膏厚度应为0.006-0.008英寸) 12. 重复操作测试五个不同点。 13. 关机时,先关掉“Z Check”软件,再关摄像头电源,最后关机。 三、 过程要求: 1. 2. 3. 4. 5. 四、 注意事项: 1. 背景光和灯光可调,为延长使用寿命,少用强光。 2. 操作员无调校摄像头的权限。 五、 文字记录: 《锡膏厚度测试记录表》 须打开摄像头电源,再激活“Z Check” 程序。 摄像头上的档位与“Z Check”选择的档位须一致。 使用左右键限定范围时,须两线夹测试线于中间。 注意保护被测量的PCB板。 测量值必须在规定范围内,否则需经工人员调试直到OK为止。
DOC TYPE 文件類別 :
WORKING IN STRUCTION 工 作 指 导
DOC. NO. 文件號 :
FILE 文件名稱:
锡膏厚度测试仪SPIDA 操作指示
MODEL 適用型號:
BD-02-GE0061
PAGE 頁碼: PAGE OF
锡膏测厚仪-L6000操作手册

介绍感谢您购买 LASCAN® L6000 锡膏厚度测试仪此介绍的目的是向您介绍该系统并且使您能够尽快能使用该设备。
请注意可以向各区代理商处获得更多更详细的参数资料,新产品信息,及应用信息。
使用注意事项移动该设备时,必须保护好该设备的光学部件及运动部件。
先开电脑,后开设备电源, 然后再启动L6000主体软件。
软件运行后,设备3轴自动复位,届时请不要碰触机器除了前部工作台以外的任何地方。
L6000 锡膏厚度测试仪标准配置所含设备及部件Lascan L6000 主机 1 台标准高度校正块 1个USB 视频线 1条232 串口控制线 1条标准电源线 1条电脑软件光盘 1个操作手册 1本L6000系统安装首先确认电脑系统是否符合在此手册最后的最低电脑配置要求;用USB视频线将PC后面的USB接口与L6000主机的USB接口连接 ;用串口控制线将PC后面的COM‐1口与L6000主机的232接口连接;将软件狗插入PC的USB口。
将L6000主机连接上电源;必须使用2平方毫米以上的线与L6000主机的线相接驳。
地线必须连接。
在安装开始前,尽量关闭所有其他应用软件;安装过程如下:将光盘放入CDROM,关上CDROM;如果自动安装系统没有启动请按如下操作:打开光盘执行SETUP文件。
1.X方向运动轴2.Y方向运动轴3.光学结构头部4.产品放置平台5.急停开关6.后盖1.主按键栏2.主显示界面3.数据结果栏4.产品名称栏5.模式切换栏6.坐标位置栏7.3D图像栏8.辅助按键栏第一章 界面功能介绍1.新建产品按键新建一个产品的检测程序2.选择产品按键打开一个产品的检测程序3. 动态/静态图像模式按键左边 动态图像模式 ‐‐‐‐ 连续抓图右边 静态图像模式 ‐‐‐‐ 单一抓图4. 扫描范围控制按键单击此按键 可调整扫描的范围中央蓝色实线 为激光聚焦线上面黄色虚线 为下扫描范围线下面黄色虚线 为上扫描范围线红色数字的单位 是毫米 表示扫描的高度范围。
FY-200锡膏测厚仪操作手册

新建项目文件
1. 点击【文件】; 2. 【新建】; 3. 选择保存路径(请勿放在C盘); 4. 【新建文件夹】,命名文件名称; 5. 确定,文件建立,便于同一机种以后 点击进入【规格管理】; 3. 【添加】新规格; 4. 命名【产品规格】文件名称; 5. 定义【规格上限】,【规格目标】,
SPC统计报表
点击快捷按钮进入SPC统计界面
报表统计曲线
选择时间段,点击【统 计】,统计结果
1.选择产品规格; 2.设置分组浏览数,样 本编组数
3.点击【应用】
SPC数值列表,可导 出
功能列表
列表切换功能键
添加用户、更改密码
【设置】——【用户管理】
用户列表
功能按钮
修改密码
确认按钮
日常维护及保养
击3点,然后点击【添加】,圆周自动计算; 2)圆心半径绘制:点击鼠标左键不放,拖住拉动鼠标确定圆的大小,点击【添 加】;
打开规格文件
单击【文件】 【打开】
选择文件存储路径
打开当前文件
系统环境设置
点击【设置】,【系统设置】,调整LED、LASER亮度(数值增加,亮度增加) 点击确定,设置完成
单位切换按钮
【规格下限】 6. 【应用】。
* 1)单击规格列表内任一规格,点击【删除】或 者【修改】可对其改动。 2)规格上限、下限建议客户以规格目标为基准, ±0.03mm 3)规格目标值参照钢网厚度设置。
厚度测量
1. 点击【拍摄】,机器运转; 2. 手动放入PCB,将被测高度点移动到相机的可视范围内; 3. 旋转机械悬臂,将laser线与界面中的蓝线重合; 4. 调整基准框与测量框的大小; 5. 点击测量; 6. 完成此次测量任务,移动到下一个被测高度。 7. 点击【文件】【保存】,将测量记录保存在建立的
锡膏测厚作业规范

锡膏厚度测试作业规范1.开启电源,打开测试软件“GAM70” 2.取出原厂校规
3.将原厂校规置于荧幕中心 4.调整黄色框架框住校规突出物件,
5切换至左下角功能页至“校正”页6点击“校正”字体,进入校正状态
7.输入标准的厚度值及程式名,密码8.点击“测量”,使厚度与标准值一致
9.若不一致则重新“打光”再测量(校正周期为一天一次)
10.校正OK后,将要测试的PCB之元件移至荧幕中心。
并按“打光”键
11.调整镜头焦距,使荧幕清楚。
且红色光束对准蓝色中心线
12.移动待测板,将要量测锡膏移至红色光束,使红色光束呈现弯曲光束。
移动红色间距框至非锡膏之上部
分投射红色光束,再将黄色框架框住欲测锡膏部分之光束
13.按“测量”键或按“Enter”键(将测量数据存档)。
WI-SMT59 锡膏厚度检验标准

四、注意事项:
4.1锡膏厚度标准的上下限为:钢网厚度+0.03mm/-0.025mm;如:钢网厚度为0.12mm,那么锡
膏的厚度标准为:0.095mm~0.15mm。
3.2锡膏测试仪机器操作方法参照工程部的《锡膏厚度测试仪WI-SMT-031》。
3.3锡膏厚度在测量完后记录的值为面积平均高度,针对钢网厚度不同,上下限控制线标准有所改变,具体如下:
A:钢网厚度为0.10mm,标准工艺下限=0.075mm,上限=0.13mm,中间值=0.10mm。
B:钢网厚度为0.12mm,标准工艺下限=0.095mm,上限=0.15mm,中间值=0.12mm。
smtsmt01请使用受控文件精品word文档值得下载值得拥有精品word文档值得下载值得拥有锡膏厚度检验标准文件修改情况一览表版本版次精品word文档值得下载值得拥有精品word文档值得下载值得拥有锡膏厚度检验标准一目的
主题:锡膏厚度检验标准
派发:SMT
更新记录
版本
内容
生效日期
编辑
签名
01
新派发
2012-7-17
4.2基准点的选择原则:三个基准点尽量呈三角形,选择同类型区域(全是铜箔或全是基板绿
油上)。
4.3测试点的选择原则:测试点需分布在PCB的不同方位,且优先选择IC等间距小的关键元器件,
以保证锡膏印刷出来的均匀性,如某个区域没有印刷锡膏,则在其他区域增加一个测试点。
五、附属表单:
5.1《X-R控制图》
锡膏厚度检验标准
石俊
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Cpk < 1.00 判定
B (一般)
备注:如CPK值判定为“C 差”, 需工程提出改善对策。 工程对策:
审核: 审核:
提出: 制表:罗娟娟
数据分析 刮刀从右往左刮 规格公差(T)= U6
0.141
刮刀从左往右刮 U2 R16
0.144
D1
0.142
C16
0.142
Q5
0.150
U1
0.141
D3
0.138
P1
0.136
R27
0.143
0.035 0.138 0.140 0.004 0.163 1.323
白班
0.151
夜班
白班
0.141 0.138 0.148 0.140 0.136 0.129 0.139 0.138 0.142 0.140
CPK 特性 等级
25 LSL 20
Frequency
USL
Cpk范围 Cpk≥1.67
1.67 > Cpk ≥ 1.33
过程 特性 优 良好 一般 差
A+ A B
15 10
1.33 > Cpk ≥ 1.0
5 C 0
0.121 0.125 0.130 0.135 0.141 0.146 0.151 0.157 0.162 0.167 0.173
锡膏厚度测量&过程能力评价表
产品型号: 钢网编号: 设备校验日期: 生产日期 钢网制作日期: 线别: 钢网厚度 (单位:MM) 锡膏厚度上限值 锡膏厚度下限值 0.12 0.155 0.120
测量数据(单位:MM) 位置 时间
7:30-9:30 (19:30-21:30) 9:30-11:30 (21:30-23:30) 11:30-13:30 (23:30-1:30) 13:30-15:30 (1:30-3:30) 15:30-17:30 (3:30-5:30) 17:30-19:30 (5:30-7:30)
0.140 0.141 0.136
0.145 0.139 0.142
0.142 0.140 0.138
夜班
白班
0.151 0.138 0.136 0.142 0.139 0.1.135
0.138
0.136
0.140
0.132
夜班 数据分布
过程能力指数(Cpk)= 1.107 判定标准
规格中心值(U)= 平均值(X)= 标准差(δ)= 制程准确度(Ca)= 制程精密度(Cp)=
夜班
白班
0.140 0.142 0.143 0.144 0.135 0.136 0.140 0.129 0.140 0.138
夜班
白班
0.145 0.136 0.145 0.146 0.144 0.140
0.142 0.142 0.138