塑胶原料、色母粒、色粉检验标准
塑胶原料色种色粉进料检验指引

B
针对原料,根据进料检查日期对库存期超过1年的材料重新检查,检查项目为外观颗料均匀,无结晶、颜色与颗粒留样一致,无明显变色。
出现结晶,颜色与留样不一致,或发生明显变色
B
2.2 RoHS
符合性
附有ROHS检测报告、物性表、MSDS(化学品安全说明书)等资料
1无ROHS检测报告、物性表、MSDS(化学品安全说明书)等资料
4.1严重缺陷:材质错或包装少数、导致整批来料不能使用或使公司财产遭受损失。
4.2主要缺陷:内外包装破损导致来料漏失或生产试来料不符合预期之要求。
4.3次要缺陷:外包装破损、尚未造成来料漏失或生产试来料与样板有轻微之差异。
5.内容
5.1.外观检查:
5.1.1材料的名称、规格、料号需符合承认书或采购合同的要求。
5.4客供料:一般情况下,客供料免检
6.引用文件
6.1《进料检验管理规范》
7.相关表单
7.1《进料检验报告》
8. 附件
8.1《塑胶原料色粉色种进料检检指引》
塑胶原料色种色粉进料检验指引
注:A为严重缺陷 B为主要缺陷 C为次要缺陷
检查项目
检查规格
缺陷现象
缺陷等级
1.外观
1.1包装
外包装完好,无破损
外包装破损导致物料外露
5.1.2每批来料:5包以上每生产批次抽取200g,5包以下IQC按每袋抽取100g,与承认样料或色卡比对不可有色差异常,试料产品与样板颜色要一致。
5.1.3原料中不能有肉眼可见的黑点,杂质等,原料颗粒的大小、形状应基本一致。
5.1.4包装上须印有品名型号、生产批次号、生产日期、生产厂家等信息,其生产日期有效期限(从生产至使用)为12个月;包装须完好无损封口整齐且干燥无潮湿现象。
塑胶原料、色母粒、色粉检验标准

目的
规范公司塑胶原料、色母粒、色粉的验收标准,为进料检验提供依据。
2.范围
本检验标准适用于公司所有塑胶原料、色母粒、色粉的来料检验与验收。
本标准与客户要求有冲突时,以客户要求为标准。
3.职责
3.1品管部:根据本标准及采购订单进行进料检验;根据检验实际情况建议修改本标准。
3.2技术部:涉及技术参数变动时及时文件通知品管部修改本标准。
4.抽样检验标准:
一般检查水平II 质量允收限 Car 0 Maj 1.0 Min 2.5
5.检验方法
5.1 外观缺陷的检验方法及要求:
视力:具有正常视力 1.0---1.2视力和色感
照度:正常日光灯,室内无日光时用40W日光灯或60W普通灯泡的照度为标准。
目测距离:眼睛距离产品40-----50CM直视为准
观察时间:<10秒 (每个可见平面需要3秒)
6.不合格之缺陷划分:
主要缺陷: 单位产品的重要质量特性不符合规定
次要缺陷: 单位产品的一般质量特性不符合规定
批准:制作:。
注塑原料检验标准

注塑原料检验标准塑料原料检测一般要检测哪些项目?1、对比原料的外观质量,分别拆开1~2袋包装袋,取出塑粒子少许,对比各袋内塑料粒的颗粒大小和色泽。
并用前一批同型号的塑粒作比较。
不同包装袋内、不同批次的原材料粒子,色泽和颗粒度大小无明显差别。
2、试样产品外观质量。
用塑料原材料按正常生产工艺生产,观察10~20件产品外观质量。
试样产品不得有裂纹、变形、起泡、断裂、膨胀、缩孔等其它影响外观的缺陷。
表面光滑、皮纹清晰。
3、熔融指数测试。
按GB/T3682-2000《塑料一热塑性塑料熔体质量流动速率和熔体体积流动速率的测定》测量塑料原材料熔融指数。
4、尺寸及外观质量热稳定性试验。
将制品放入8020C的烘箱中24H,冷却至2350C(2H),测量试件试验前后同一测量点的尺寸,计算百分比变化率。
并观察外观质量的变化情况尺寸变化率<0.2%,外观不充许有变形、裂纹、膨胀、表面灰暗、变色等现象。
这是我们冠宇工业在为周转箱选取原料的时候的一些基本标准中的其中四项,还有不明白的欢迎追问。
如何检测塑胶料的质量?如果要材质证明类的就需要取样到专业检测机构送检,注明你需要检测的项目,比如成份,耐冲击,折弯等。
简单的检测方式一般有以下几种:1.观察原料的颗粒是否均匀,颜色是原色,还是透明,还是有色的。
包装是否规范。
一般原色和透明色的为新料,判断是新料还是回料抽粒。
新料单价贵一点,质量也好。
2.把塑胶颗粒用火机点燃,每款料的燃烧现象在百度上可以找到,观察原料是否含有杂质,如果有杂质的话火焰会跳动,会有噼啪的爆炸声。
3.是把注塑出来的产品做拉力,耐冲击及跌落测试。
一般经常用的原料合格的参数应该都有记录,对比一下就好了。
要做成高光产品,首先要有好的原料,其次要有好的着色剂高光黑粉,要实现免喷涂高光注塑,首先需要选用高光泽塑料材料,当然模具也是要抛光的,模具的材质一定要好。
目前,免喷涂平板电视面框的注塑生产主要采用PMMA/ABS、PC/ABS或高光ABS。
色粉来料检验标准

文件编码
CY-3-Q-23版 本A/0源自色粉来料检验标准制 定
品管课
1、目的
对采购的色粉、色母的来料检验工作进行规范。
2、适用范围
适用于色粉、色母的来料检验。
3、检验规范
3.1 检验内容如下:
3.1.1 原材料的符合性
a、检查原材料的牌号(代号)、供应商名称、颜色代码等是否同要求一致,检查并记录原材料的批号或生产日期。
b、检查供应商提供的原材料证明或第三方检测机构出具的检测报告是否与来料相一致(注意检测报告的有效期)。
3.1.2 包装要求
所有的原材料包装必须完好无损(常见缺陷有破损、水浸等)
3.1.3 原材料的外观
打开包装封口,原材料中不能有肉眼可见的黑点、杂质等;原料颗粒的大小、形状基本一致(切片允许有少量不规则)。颜色同样品相一致。
3.1.4 手试
将手插入原料颗粒中(色粉除外),抽出手掌,不能有附着的水珠或潮湿感。
3.2 抽检方案
3.2.1原材料的符合性、包装要求实行按包全检。
3.2.2 原材料的外观、手试每批次抽检5包。
核准:王奂魁 编制:刘建超 日期:2013-10-15
塑胶原料进料检验标准
塑胶原料进料检验标准
塑胶原料是塑料制品的基础材料,其质量直接影响着最终制品的质量。
为了保
证塑胶制品的质量稳定,对塑胶原料的进料检验至关重要。
本文将介绍塑胶原料进料检验的标准和要求。
首先,对于塑胶原料的外观检验,应该注意颜色、光泽、表面是否平整等方面。
颜色应与样品一致,光泽应良好,表面不应有裂纹、气泡等缺陷。
其次,对于塑胶原料的尺寸和形状,应该进行严格的测量和比对,确保符合产品要求。
另外,还需要对原料的密度、硬度、熔点等物理性能进行测试,以确保其符合相关标准。
在化学成分方面,塑胶原料的成分应符合国家标准或行业标准的要求。
对于不
同种类的塑胶原料,其成分要求也有所不同,应严格按照相应的标准执行。
此外,还需要对原料中的有害物质进行检测,确保不超出国家规定的限量标准,以保障产品的安全性。
除了上述基本要求外,塑胶原料的检验还需要根据具体产品的要求进行定制化
的检验标准。
比如,对于食品包装用塑料原料,需要检测其对食品的迁移性,对医疗器械用塑料原料,需要检测其生物相容性等特殊要求。
在实际检验中,应该采用合适的检测设备和方法,确保检验结果的准确性和可
靠性。
同时,还需要建立完善的检验记录和档案,以备日后查证和追溯。
总之,塑胶原料的进料检验是保证塑胶制品质量稳定的重要环节。
只有严格执
行相关标准和要求,才能有效地保障塑胶制品的质量和安全性。
希望本文介绍的塑胶原料进料检验标准和要求能够为相关从业人员提供参考,促进塑胶制品行业的健康发展。
塑料原料检验标准
铁丝
手感
1小把/每批次
7
浮法
把料放入比它标准密度(各塑料原料密度见“表一”)大一点的溶剂(水:1.0g/cm3;饱和盐水:1.33g;糖水密度:>1.33/cm3)中,浮沉情况与封存样品一致。
溶剂/烧杯
1小把/每批次
8
第三方检测
有异常解决不了的塑料,送公司实验室或第三方塑料权威机构进行括:外观、密度、硬度、吸水性、耐老化、耐热性等试验.看其是否符合塑料原料性能要求。
编制
部门审核
审核
批准
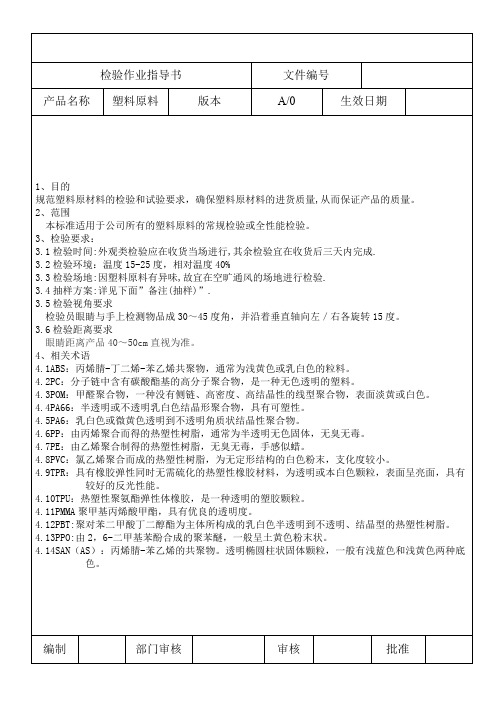
检验作业指导书
文件编号
产品名称
塑料原料
版本
A/0
生效日期
序号
检验
项目
检验内容及判定标准
检验工具
备注(抽样)
1
包装
要求
包装须有防潮纸或薄膜衬外袋为牢固牛皮纸或纺织袋,原材料须密封,未受潮或污染。
目测/手感
2袋/每批次
2
标志
包装袋应标明生产厂家/产品名称/牌号/批号/净重量标志。
目测
检验作业指导书
文件编号
产品名称
塑料原料
版本
A/0
生效日期
1、目的
规范塑料原材料的检验和试验要求,确保塑料原材料的进货质量,从而保证产品的质量。
2、范围
本标准适用于公司所有的塑料原料的常规检验或全性能检验。
3、检验要求:
3.1检验时间:外观类检验应在收货当场进行,其余检验宜在收货后三天内完成.
3.2检验环境:温度15-25度,相对温度40%
10
TPU
1.05-1.25
TPU燃烧则带有一定的刺激性异味,燃烧时有兹兹的轻微爆炸声.
11
塑胶粒料质量检验规范

塑胶粒料检验规范(IATF16949/ISO9001-2015)序号检验项目检测规定及方式检测设备(手段)标准要求或规范检验件数常规项1 包装要求抽样1袋包装袋,拆开包装线,仔细观察包装内、外结构。
目测、手感(外协组进行)包装袋须有防潮纸或薄膜衬,外袋为牢固的牛皮纸或纺织袋,原材料须密封,未受潮或污染。
1袋2 标志观察外包装袋上标注的字样,并作下记录。
目测(外协组进行)包装袋应标明生产厂家,产品名称、牌号、批号、净重量标志3-5袋3 塑料原材料外观质量分别拆开1~2袋包装袋,取出塑粒子少许,对比各袋内塑料粒的颗粒大小和色泽。
并用前一批同型号的塑粒作比较。
目测、手感(外协组进行)不同包装袋内、不同批次的原材料粒子,色泽和颗粒度大小无明显差别1~2袋前后批次4 材料密度(比重)测试按GB1033-80《塑料比重试验方法》测量塑料原材料的比重分析天秤比重瓶恒温浴(化验室进行)见《工程塑料性能表》要求成型塑料2件或塑粒2~5g5 试样产品外观质量用塑料原材料按正常生产工艺生产,观察10~20件产品外观质量。
注塑机目测手感(塑料组试样产品不得有裂纹、变形、起泡、断裂、膨胀、缩孔等其它影响外观的缺陷。
表面光滑、皮纹清晰。
试生产样件10~20件6 吸水性用长25MM的空心( 20X1.5)塑管试样在25 30C下,测重W;将试样放在500C蒸馏水中保持24H后取出试样,用滤纸擦拭试样表面水份,并称重W2;在50 30C的干燥箱9H后,冷却至25 30C,测重W1,用公式R=(W2-W1)/W%计算吸水率干燥箱分析天秤恒温槽烧杯(化验室进行)见《工程塑料性能表》要求3件试样7 拉伸试验按GB1040-79《塑料拉伸试验方法》测出试样的拉伸强度、断裂伸长率拉伸试验机试样夹具0-150/0.02游标卡尺见《工程塑料性能表》要求试样5件(长170mm,II类试样块)8 弯曲试验按GB1042-79《塑料弯曲试验方法》测出试样的弯曲应力、弯曲强度的算术平均值弹簧拉压试验机0-150/0.02游标卡尺见《工程塑料性能表》要求试样5件(120X15X4)9 冲击性能试验按GB1043-80《塑料悬臂梁冲击试验方法》测出试样的冲击强度aK值悬臂梁冲击试验机试样定位器见《工程塑料性能表》要求试样5件(120X15X4)10 硬度测试用邵氏硬度计测出试样的硬度值,试验点数不少于5点。
塑胶原料色母色粉检验规范

版次 Version
页次 Page
A.1
Page 2 of 3
QC-II-002
制定日期 Drafted Date
2010-03-01
修订日期 Modified Date
2010-04-28
3.1.4 手试 Manual test: 将手插入原料颗粒中(色粉除外),抽出手掌,不能有附着的水珠或潮湿感。 Insert the hand in the raw material(the pigment exclusion), then draw out the palm, no attached bead or feel humidity.
1
name, color code etc. are conform with
requirement or not. b. 检测报告或检验记录是否与来料一致。
Check if the inspection test report or
批控制 Control for batch
目视 Visual
100%
pigment exclusion), then draw out the
Control for batch 批控制
手试 Manual
5 包/批
5
0
bags/batch
ห้องสมุดไป่ตู้
palm, no attached bead or feel humidity.
The packaging is good and no broken.
批控制 Control for batch
目视 Visual
100%
外观 Aesthetics
a. 原料中不能有肉眼可见的黑点、杂质等;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目的
规范公司塑胶原料、色母粒、色粉的验收标准,为进料检验提供依据。
2.范围
本检验标准适用于公司所有塑胶原料、色母粒、色粉的来料检验与验收。
本标准与客户要求有冲突时,以客户要求为标准。
3.职责
3.1品管部:根据本标准及采购订单进行进料检验;根据检验实际情况建议修改本标准。
3.2技术部:涉及技术参数变动时及时文件通知品管部修改本标准。
4.抽样检验标准:
一般检查水平II 质量允收限 Car 0 Maj 1.0 Min 2.5
5.检验方法
5.1 外观缺陷的检验方法及要求:
视力:具有正常视力 1.0---1.2视力和色感
照度:正常日光灯,室内无日光时用40W日光灯或60W普通灯泡的照度为标准。
目测距离:眼睛距离产品40-----50CM直视为准
观察时间:<10秒 (每个可见平面需要3秒)
6.不合格之缺陷划分:
主要缺陷: 单位产品的重要质量特性不符合规定
次要缺陷: 单位产品的一般质量特性不符合规定
批准:制作:。