棉、毛、丝、麻纺纱工艺比较
纺织纱线种类

纺织纱线种类纺织纱线种类:一、棉纱线棉纱线是以纯棉纤维为原材料制成的纱线,具有柔软、透气、吸湿性好的特点。
棉纱线广泛应用于家居纺织品、服装和手工编织等领域。
根据纺纱工艺的不同,棉纱线可以分为有机棉纱线、精梳棉纱线和卡戴纳棉纱线等。
二、丝纱线丝纱线是以蚕丝或人造丝为原材料制成的纱线,具有光泽度高、手感柔滑的特点。
丝纱线适用于高档服装、家纺和手工编织等领域。
常见的丝纱线有桑蚕丝纱线、火山岩丝纱线和竹炭丝纱线等。
三、羊毛纱线羊毛纱线是以羊毛为原材料制成的纱线,具有保暖性好、弹性高的特点。
羊毛纱线广泛应用于冬季服装、围巾和手套等领域。
根据羊毛的不同,羊毛纱线可以分为羊绒纱线、羊绒细纱线和羊绒粗纱线等。
四、麻纱线麻纱线是以麻类纤维为原材料制成的纱线,具有透气性好、吸湿性强的特点。
麻纱线适用于夏季服装、家居纺织品和手工编织等领域。
常见的麻纱线有亚麻纱线、苎麻纱线和黄麻纱线等。
五、化纤纱线化纤纱线是以化学纤维为原材料制成的纱线,具有耐磨损、不易变形的特点。
化纤纱线广泛应用于运动服装、床上用品和工业纺织品等领域。
常见的化纤纱线有涤纶纱线、尼龙纱线和腈纶纱线等。
六、混纺纱线混纺纱线是由两种或多种不同纤维混合纺制而成的纱线,具有各种纤维的特点。
混纺纱线可以兼具棉纱线、丝纱线、羊毛纱线等纤维的优点,被广泛应用于各个领域。
常见的混纺纱线有棉麻混纺纱线、棉丝混纺纱线和羊毛丝混纺纱线等。
七、金属纱线金属纱线是以金属丝为原材料制成的纱线,具有亮丽的金属光泽和特殊的手感。
金属纱线适用于装饰品、高档服装和手工编织等领域。
常见的金属纱线有银丝纱线、金丝纱线和铜丝纱线等。
八、特殊纱线特殊纱线是指由特殊材料制成的纱线,具有特殊的功能或效果。
特殊纱线广泛应用于特殊领域,如医疗纺织品、防弹材料和照明纺织品等。
常见的特殊纱线有碳纤维纱线、荧光纱线和阻燃纱线等。
纺织纱线种类繁多,每种纱线都有其独特的特点和应用领域。
无论是家居纺织品、服装还是手工编织,选择适合的纱线材料可以提升产品的品质和价值。
纺织工艺分类
纺织工艺分类纺织工艺是将纤维原料加工成纺织产品的过程,它涵盖了众多复杂而精细的步骤和技术。
纺织工艺的分类方式多种多样,每种分类都有其独特的特点和应用领域。
从纤维的来源来看,纺织工艺可以分为天然纤维纺织工艺和化学纤维纺织工艺。
天然纤维纺织工艺主要包括棉纺织、毛纺织、麻纺织和丝纺织。
棉纺织是最为常见和广泛应用的一种。
棉花经过采摘、轧棉等预处理后,被送入纺纱车间。
纺纱过程中,通过开清棉、梳棉、并条、粗纱、细纱等工序,将棉花逐步加工成纱线。
然后,这些纱线可以通过织造工艺,如机织或针织,制成各种棉织物,如棉布、牛仔布等。
毛纺织则是以羊毛为主要原料。
羊毛需要经过选毛、洗毛、炭化等处理,去除杂质和油脂。
纺纱时,根据不同的毛纤维长度和品质,采用不同的纺纱方法,如精纺和粗纺。
精纺毛织物通常质地细腻、光滑,适合制作高档的西装面料;粗纺毛织物则较为厚实、保暖,常用于制作大衣、毛毯等。
麻纺织以亚麻和苎麻为代表。
麻纤维的特点是坚韧、吸湿透气,但也较为粗糙。
在纺织过程中,需要进行脱胶等特殊处理,以提高其柔软度和可纺性。
麻织物具有良好的透气性和凉爽感,常用于夏季服装和家居用品。
丝纺织则是利用蚕茧中的蚕丝进行加工。
蚕丝经过缫丝、煮茧、络丝等工序,制成丝线。
丝绸织物因其光泽柔和、手感滑爽而备受青睐,是高档服装和床上用品的常用材料。
化学纤维纺织工艺则是随着现代化学工业的发展而兴起的。
常见的化学纤维有聚酯纤维(涤纶)、锦纶(尼龙)、腈纶等。
化学纤维的生产通常是通过化学合成或从天然高分子化合物中提取并经过化学改性得到。
在纺织过程中,化学纤维的纺纱和织造工艺与天然纤维有一定的相似性,但也因其特性的不同而有所差异。
例如,涤纶具有良好的强度和耐磨性,常用于制作运动服装和户外用品;腈纶则具有类似羊毛的保暖性能,常被用来替代部分羊毛产品。
按照纺纱工艺来分类,纺织工艺可以分为环锭纺纱、气流纺纱和涡流纺纱等。
环锭纺纱是传统且应用广泛的纺纱方法。
在环锭纺纱过程中,纤维通过罗拉的牵伸作用,被逐步拉长并加捻成纱。
棉、毛、丝、麻纺纱工艺比较
短纤维纺纱工艺比较摘要棉、羊毛、绢丝、苎麻都是常见的天然短纤维,由于它们的纤维长度与性质的差异,所采用的纺纱方法与纺纱工艺也有所不同。
本文针对棉、羊毛、绢丝、苎麻这四种天然短纤维,讨论其纺纱方法与工艺,对它们的工艺流程,初加工方式,开松梳理作用,成条作用,成纱及后加工作用进行比较分析,得出了它们纺纱工艺之间的异同点。
关键词短纤维;纺纱;羊毛;绢丝;苎麻纺纱作为一门工程技术,加工对象是纤维集合体,其实质就是将纤维由杂乱无章的状态变为纵向有序排列的加工过程。
目前常用的纺纱原料主要是天然纤维和化学纤维两大类,其中天然纤维主要包括棉、毛、丝、麻等纤维,使用天然纤维纺纱已有久远的历史。
棉、毛、丝、麻虽然都是天然纤维,但是它们各具特点,某些纤维性质差异非常显著,纺纱性能差别很大,至今难以采用统一的加工方法制成细纱。
本文通过阅读大量书籍、文献等参考资料,选择棉、羊毛(毛)、绢丝(丝)、苎麻(麻)这四种常见的天然短纤维,对它们的纺纱工艺进行比较。
纤维的性能对纺纱的影响很大,其中,纤维长度对纺纱的设备和工艺的影响尤为突出。
目前的短纤维纺纱系统,主要有两大类:棉型纺纱系统和毛型纺纱系统。
棉型纺纱系统,适合加工的纤维长度为25~50mm,主要用来加工棉纤维;毛型纺纱系统,适合加工的纤维长度为70~110mm,可以用来加工羊毛、苎麻、绢丝等天然纤维。
这两种纺纱系统由于纤维长度差异较大,因此,尽管纺纱原理是相同的,但在加工设备、加工流程和加工工艺上有较大区别。
本文主要针对棉、羊毛、绢丝、苎麻纺纱的工艺流程、初加工、开松梳理、成条、成纱及后加工五个方面进行比较。
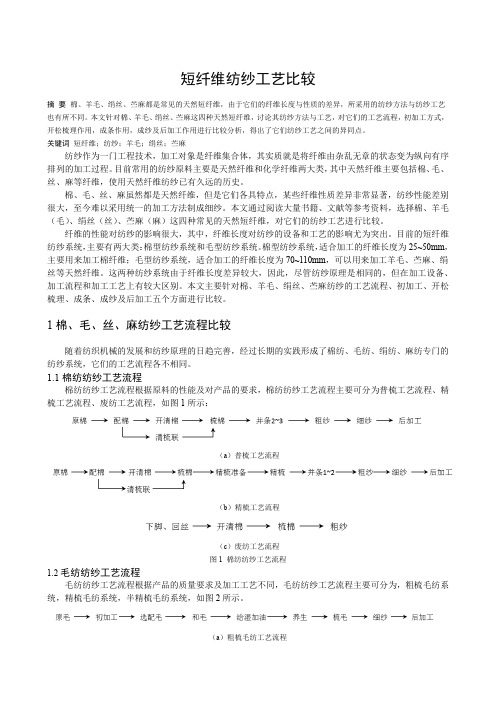
1棉、毛、丝、麻纺纱工艺流程比较随着纺织机械的发展和纺纱原理的日趋完善,经过长期的实践形成了棉纺、毛纺、绢纺、麻纺专门的纺纱系统,它们的工艺流程各不相同。
1.1棉纺纺纱工艺流程棉纺纺纱工艺流程根据原料的性能及对产品的要求,棉纺纺纱工艺流程主要可分为普梳工艺流程、精梳工艺流程、废纺工艺流程,如图1所示:(a)普梳工艺流程(b)精梳工艺流程(c)废纺工艺流程图1 棉纺纺纱工艺流程1.2毛纺纺纱工艺流程毛纺纺纱工艺流程根据产品的质量要求及加工工艺不同,毛纺纺纱工艺流程主要可分为,粗梳毛纺系统,精梳毛纺系统,半精梳毛纺系统,如图2所示。
纺纱工程八个工序的总结
纺纱工程八个工序的总结要将纺织原料纺成符合一定性能要求的纱,除了以上述纺纱原理为基础外,还需要应用各种相应的技术手段,并经过一系列加工过程才能实现。
把纺织纤维制成纱线的过程称为纺纱工程,它由下列若干子工程或工序组成,而上述的纺纱原理就贯穿于这些工序之中。
1.初步加工工序纺织原料特别是天然纺织原料,因为自然环境、生产条件、收集方式和原料种类本身的特点,除可纺纤维外还含有多类杂质,而这些杂质必须在纺纱前加以去除,这个过程即为初步加工工程。
各种纺织原料初步加工工程随原料不同而异。
(1)从棉田中采摘下来的棉铃除了棉纤维外,还含有棉籽及其他杂质,在进行下道加工前必须用轧棉机排除棉籽,制成无籽的皮棉,故棉的初步加工称为轧棉。
轧棉在轧棉厂里完成,轧下来的皮棉(原棉)经检验打成紧包后,运输到棉纺厂进行后续加工。
(2)毛纺工厂使用的原料是从羊身上剪下来的羊毛(原毛)。
原毛含有油脂、汗液、粪尿以及草刺、沙土等杂质,必须在原毛初步加工(俗称开洗烘工程)中清除。
除杂时,首先将压得很紧的纤维进行开松,去除原毛中易于除去的杂质如砂土、羊粪等,然后用机械和化学相结合的方法去除羊毛中的油脂、羊汗及黏附的杂质。
有的羊毛如散毛含草杂较多时,还需经过炭化,即利用化学和机械方法除去净毛中所含的植物性杂质,所用的设备为开洗烘联合机和散毛炭化联合机,得到的半制品分别为洗净毛、炭净毛。
(3)从茎秆上剥下来的麻皮(又称原麻)中除含有纤维素外,还含有一些胶质和杂质,它们大多包围在纤维表面,使纤维粘在一起,为了确保纺纱过程的顺利和纱线质量,这些非纤维杂质必须在成纱前全部或部分除去,这部分初步加工在麻纺厂称为脱胶。
苎麻原麻经过脱胶后得到的半制品叫做精干麻。
(4)绢丝原料是养蚕、制丝和丝织业的疵茧和废丝,其中含有丝胶,油脂,泥沙污杂物和其他杂质。
这些杂质必须在纺纱前用化学、生物等方法去除,这种初步加工在绢纺中称为精练工程,制得较为洁净疏松的半制品叫做精干绵。
纺纱工艺的介绍

• 3.卷绕:将加捻后的粗纱卷绕在筒管上。
粗纱
五、细纱
• 1. 牵伸 将粗纱牵伸到所要求的特数。
• 2. 加捻 给牵伸后的纱条加上一定的捻度,使之具 有一定的强力、弹性和光泽。
• 3. 卷绕 卷绕成管纱,便于运输和后加工。
细纱
络筒
• 目的:
•
3.绢丝纺系统
•
圆梳制绵以后的绢丝由并条工程[包括配绵、2道延展、
制条、3道并条(练条)]、粗纱工程(包括延绞、粗纱)、
细纱工程和并捻、整理等后加工工序组成。
•
(二)蚰丝纺系统
•
蚰丝纺是利用制绵工程中末道圆梳机的落绵为原料,
可采用棉纺普梳纺纱系统或棉纺转杯纺纱系统或粗梳毛纺
系统纺纱。
• 四、麻纺纺纱系统
•
麻纺有苎麻、黄麻、亚麻三种纺纱系统。
•
(一)苎麻纺纱系统
•
一般借用精梳毛纺或绢纺系统,只是在设备上做局部
改进。原麻先要经预处理加工成精于麻,而短苎麻、落麻
一般可用棉纺纺纱系统进行加工。
•
(二)亚麻纺纱系统
•
亚麻纺纱的原料是打成麻,利用亚麻长麻纺纱系统加
工,其中,长麻纺的粗纱要经过煮练后再进行细纱加工。
纺纱流程
开清棉(清花)
梳棉
细纱
粗纱
并条
并线
捻线
摇纱
一、开清棉(清花) • (1)开松 将压紧的化纤包中的块状纤维
开松成小块或小纤维束。
• (2)除杂 除去原料中的部分杂质。
• (3)混和 将各种性质的纤维均匀混和。
• (4)成卷 制成均匀的化纤卷供梳棉工序 使用。
服装必备布料知识点总结
服装必备布料知识点总结一、天然纤维1. 棉棉是一种天然植物纤维,主要来源于棉花。
棉布料柔软、舒适、透气性好,对皮肤无刺激。
棉布料的特点是易于吸湿,但不耐热,容易起皱。
2. 麻麻是另一种天然植物纤维,主要来源于亚麻和大麻。
麻布料具有良好的透气性和吸湿性,同时也有一定的耐磨性。
不过,麻布料容易起皱,需要经常熨烫。
3. 丝丝是动物纤维中的一种,主要来源于蚕丝。
丝绸具有光泽、柔软、透气性好的特点,是高档服装的常用材料。
但丝绸容易变形,不耐磨,需要小心保养。
4. 毛毛是动物纤维中的一种,主要来源于羊毛、兔毛、羊绒等。
毛织品具有很好的保暖性和透气性,但也容易起皱,需要小心保养。
二、人造纤维1. 涤纶涤纶是一种最常见的合成纤维,具有很好的耐磨性、抗皱性和易于清洁的特点。
不过,涤纶的透气性较差,容易产生静电。
2. 腈纶腈纶是一种具有很好拉伸性和耐腐蚀性的合成纤维,常用于生产运动服和泳装等。
腈纶织品具有很好的弹性和耐用性,但不透气,不适合日常穿着。
3. 聚酯聚酯是一种具有很好耐久性和易于清洁的合成纤维,常用于家居用品和运动服。
聚酯织品有良好的光泽、柔软度和舒适性,但透气性一般。
4. 腈纶腈纶是一种合成纤维,具有耐磨、耐腐蚀和易于清洁的特点。
腈纶织品具有很好的弹性和耐用性,但不透气,不适合日常穿着。
三、混纺面料混纺面料是指由两种或两种以上的纤维混纺制成的面料。
混纺面料常见的有涤棉、涤麻、棉麻等。
混纺面料一般可以综合各种纤维的优点,例如拥有棉的透气性和舒适感,又具有涤纶的耐磨性和易于清洁。
四、功能面料1. 弹性面料弹性面料是指一种具有拉伸性能的面料,常见的有氨纶、弹力棉等。
弹性面料具有较好的修身效果和穿着舒适感,适合西服、运动装等款式。
2. 防晒面料防晒面料是指一种具有抗紫外线功能的面料,一般会添加特殊的防晒剂在面料中。
防晒面料具有很好的防晒效果,适合户外运动和旅游穿着。
3. 透湿面料透湿面料是指可以让人体汗液透过的面料,一般会在面料内部加工透湿膜或涂层。
纱线的主要类型
纱线分类和主要类型纱线定义:由纺织纤维制成的细长、柔教并其有一定械性能的连续长条,统称为纱线。
纱线品种繁多,名称各异,分类方法也多种多样,但从构成纱线的基本单元纤维来讲,纺织纤维有短纤维和长丝之分,所以短纤纱和长丝纱便构成了纱线的两大体系,此外还有各种具有新颖外观和复杂结构的特殊纱线。
一、短纤纱由短纤维(包括天然短纤维和化学切断纤维)纺制而成的纱。
1、按并合加捻情况分(1)单纱:短纤维沿纱条轴向排列加捻而成单纱。
(2)股线:两根或两根以上的单纱并合加捻而成股线。
(3)复捻股线:两根或两根以上的股线再并合加捻而成复捻股线。
2、换组成线的纤推种类分(1)纯纺纱线:由一种纤维纺成的纱线,如棉纱线、毛纱线、麻纱线、涤纶纱线、豬胶纱线。
(2)混纺纱线:由两种或两种以上的纤维混和纺成的纱线。
如65%涤涤纶、35%棉组成的混纺为涤/棉鈔。
3.接纺纱工艺流程的不同分(1)棉纱线分为普梳纱、精梳纱、废纺纱。
(2)毛纱线分为粗梳纱、精梳纱、废纺纱。
4.接纺织机的类型分(1)环锭纱:用传统的环锭细纱机纺制的纱。
(2)新型纱:用各种新型纺纱机(如转杯纺纱机、喷气纺纱机、自捻纺纱机、摩擦纺纱机、静电纺纱机等)纺制的纱。
5、接化学短纤维的长度分(1)棉型化纤纱线:长度接近于棉纤维,一般为30~40mm。
(2)毛型化纤纱线:长度接近于毛纤维,一般为70~150mm。
(3)中长化纤纱线:长度介于棉、毛之间。
6、按纱的粗细分棉或棉型化纤纱分为特细特纱(≤10tex)、细特纱(11~20tex)、中特纱(21~31tex)、粗特纱(≥32tex)毛或毛型化纤分为特细支纱(≤12tex)、细支纱(12~31tex)、粗支纱(≥31tex)二、长丝纱1、平丝纱长度很长的连续单根纤维。
2、复丝纱两根或两根以上的单丝纱并合在一起的丝束。
3、捻丝复丝加捻而成捻丝4、复合捻丝捻丝再经一次或多次并合加捻而成复合捻丝。
5、变形丝伸直、光滑的化学纤维原丝经变形加工,呈现卷曲、环圈、螺旋等外观特征而具有蓬松性、伸缩性,这样的长丝纱称为变形丝。
常用纺织原料纺纱工艺体系

书山有路勤为径;学海无涯苦作舟
常用纺织原料纺纱工艺体系
用于纺织原料的棉、毛、麻、丝和化学纤维各具特点,有的相互差异十分明显。
在实际的生产中形成了各具特色的棉纺、毛纺、麻纺、绢纺等专门的工艺,以及近年来新出现的半精纺等。
他们的工艺过程及设备自成体系:
1、棉型纺纱体系。
它们所用的原料主要是原棉和棉型化纤,其工
艺流程如下:
原棉→初加工→原料选配→开清棉→梳棉→并条(1—2道)→粗纱→
细纱→后加工→棉型纱线;
若要生产特细纱或者对强力、光洁度、均匀度要求很高的纱线,需
要通过精梳,进一步排除短纤维和细小杂质。
在精梳之前和之后必须要加上准备和整理工序,其流程如下:
原棉→初加工→原料选配→开清棉→梳棉→精梳准备→精梳→并条(1—3道)→粗纱→细纱→后加工→精梳棉型纱线;
2、毛型纺纱系统。
根据产品的性能不同,毛型纺纱系统一般可分
为粗梳和精梳两种:
粗梳毛纺使用的原料主要是羊毛、中长化纤、毛型化纤、竟放、精
纺下脚毛以及一些特种动物纤维(羊绒、驼绒、兔毛)等,它纱线的特点是线密度比较高,成纱内部纤维伸直平行度及长度整齐度较差,纱线表面有毛茸。
其流程如下:原毛→初步加工→和毛加油→粗纱梳毛→细纱→后加
工→粗纺毛纱。
精梳毛纱一般比较细,对纱线的条干、强力等要求比较高,因而对
原料的长度、线密度以及匀整度要求都比较高,因此必须先把各种品质的
专注下一代成长,为了孩子。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
短纤维纺纱工艺比较摘要棉、羊毛、绢丝、苎麻都是常见的天然短纤维,由于它们的纤维长度与性质的差异,所采用的纺纱方法与纺纱工艺也有所不同。
本文针对棉、羊毛、绢丝、苎麻这四种天然短纤维,讨论其纺纱方法与工艺,对它们的工艺流程,初加工方式,开松梳理作用,成条作用,成纱及后加工作用进行比较分析,得出了它们纺纱工艺之间的异同点。
关键词短纤维;纺纱;羊毛;绢丝;苎麻纺纱作为一门工程技术,加工对象是纤维集合体,其实质就是将纤维由杂乱无章的状态变为纵向有序排列的加工过程。
目前常用的纺纱原料主要是天然纤维和化学纤维两大类,其中天然纤维主要包括棉、毛、丝、麻等纤维,使用天然纤维纺纱已有久远的历史。
棉、毛、丝、麻虽然都是天然纤维,但是它们各具特点,某些纤维性质差异非常显著,纺纱性能差别很大,至今难以采用统一的加工方法制成细纱。
本文通过阅读大量书籍、文献等参考资料,选择棉、羊毛(毛)、绢丝(丝)、苎麻(麻)这四种常见的天然短纤维,对它们的纺纱工艺进行比较。
纤维的性能对纺纱的影响很大,其中,纤维长度对纺纱的设备和工艺的影响尤为突出。
目前的短纤维纺纱系统,主要有两大类:棉型纺纱系统和毛型纺纱系统。
棉型纺纱系统,适合加工的纤维长度为25~50mm,主要用来加工棉纤维;毛型纺纱系统,适合加工的纤维长度为70~110mm,可以用来加工羊毛、苎麻、绢丝等天然纤维。
这两种纺纱系统由于纤维长度差异较大,因此,尽管纺纱原理是相同的,但在加工设备、加工流程和加工工艺上有较大区别。
本文主要针对棉、羊毛、绢丝、苎麻纺纱的工艺流程、初加工、开松梳理、成条、成纱及后加工五个方面进行比较。
1棉、毛、丝、麻纺纱工艺流程比较随着纺织机械的发展和纺纱原理的日趋完善,经过长期的实践形成了棉纺、毛纺、绢纺、麻纺专门的纺纱系统,它们的工艺流程各不相同。
1.1棉纺纺纱工艺流程棉纺纺纱工艺流程根据原料的性能及对产品的要求,棉纺纺纱工艺流程主要可分为普梳工艺流程、精梳工艺流程、废纺工艺流程,如图1所示:(a)普梳工艺流程(b)精梳工艺流程(c)废纺工艺流程图1 棉纺纺纱工艺流程1.2毛纺纺纱工艺流程毛纺纺纱工艺流程根据产品的质量要求及加工工艺不同,毛纺纺纱工艺流程主要可分为,粗梳毛纺系统,精梳毛纺系统,半精梳毛纺系统,如图2所示。
(a)粗梳毛纺工艺流程(b)精梳毛纺工艺流程(c)毛条制造工艺流程(d)条染复精梳工艺流程(e)半精梳毛纺流程图2 毛纺纺纱工艺流程1.3绢纺纺纱工艺流程绢纺纺纱工艺流程较长,根据制绵的工艺不同又可分为圆梳制绵和精梳制绵,如图3所示:(a)绢纺纺纱工艺流程(b)圆梳制绵工艺流程(c)精梳制绵工艺流程图3 绢纺纺纱工艺流程1.4麻纺纺纱工艺流程麻纤维种类较多,目前较为成熟的纺纱系统由苎麻纺纱,亚麻纺纱等,其中苎麻纺纱工艺流程如图4所示。
图4苎麻纺纺纱工艺流程1.5棉、毛、丝、麻纺纱工艺流程分析图1~4分别描述了这棉、羊毛、绢丝、苎麻这四种短纤维纺纱的工艺流程,对比可以发现,棉纺的纺纱工艺流程明显较短,各道工序所用的设备也较少。
在毛纺工艺流程中,毛条制造也可以作为单独的成品毛条销售,对于产品质量要求高的毛条染色产品,还需要经过条染复精梳工艺,即对毛条染色并再次进行精梳工艺。
绢纺工艺流程中,经初加工得到的精干绵需要经过圆梳制绵或精梳制绵得到精绵后纺纱,圆梳制绵工艺流程长,劳动强度大,制成的精绵绵粒少;精梳制绵类似毛条制造,工艺流程虽短,但质量不如圆梳制绵。
苎麻纺纱一般借用精梳毛纺系统的成套设备进行纺纱,只是对设备进行局部改造,并且工艺流程与棉纺工艺流程类似。
2棉、毛、丝、麻纺纱初加工分析比较从棉株上摘下的籽棉,绵羊上剪下的羊毛,丝织业的下脚料,茎干上剥下的麻皮,它们是天然纤维的原始状态。
在这些原料中,含有多种不同的成分,不能直接进行纺纱加工,所以需要对这些原料进行初加工,除去纤维原料中的碍纺成分,增加这些天然纤维的可纺性,使纤维符合纺纱要求。
这些原料的成分及初加工方法等对比如表1所示。
表1 短纤维原料的初加工对比从表1短纤维原料的初加工对比可以看出,这些天然短纤维原料都含有较多的碍纺成分,短纤维的初加工的共同点是通过一系列的物理或化学处理方法,除去这些碍纺成分,得到符合纺纱要求的初加工产品。
由于各种原料的碍纺成分不同,对于不同的天然纤维,它们的初加工工艺及方法不同。
籽棉中的棉籽与糖类物质不能在织物后整理中除去,是主要的碍纺成分。
棉籽是棉花作物的种籽,可以通过机械打击除去,根据初加工的机器形式不同,可分为锯齿轧棉和皮辊轧棉两种方式,通过皮辊与刀片或者锯齿的作用,使棉籽与纤维相互分离。
对于籽棉中的糖类物质,可以采用生物或化学的方式脱糖,如喷水给湿法、汽蒸法、水洗法、酶化法等方法除去糖分,目前普遍采用的是喷洒纺黏助剂的方法。
原毛中含有较多的生理夹杂物和生活环境杂物,严重影响毛纺加工。
原毛首先经过选毛,然后通过开毛、洗毛、烘毛、炭化等一系列机械与化学方法,除去各种杂质,得到符合毛纺生产要求的、比较纯净的洗净毛。
开毛主要是通过开毛锡林的作用将毛块开松成松散的毛束,尽可能的清除其中的土杂;洗毛是通过乳化法或溶剂法洗去羊毛脂、羊汗、植物性杂质等得到洗净毛;烘毛是将洗毛机压水辊出来的洗净毛进行烘干,控制洗净毛的回潮率。
对于粗纺羊毛的初加工,还需要经过炭化处理。
炭化是利用纤维素不耐酸而羊毛耐酸这一性质除去植物性草杂,需要经过浸酸、轧酸、烘干、除炭、中和等流程可得到炭化洗净毛。
绢纺原料来源较广,其主要成分为丝素与丝胶,二者虽然均为蛋白质,但只有丝素是符合纺纱加工的成分,少量丝胶可起保护作用,所以精炼的主要目的是除去大部分丝胶和油脂及尘土等杂质,制成较为洁净、蓬松、有一定刚弹性的精干绵。
精炼前处理主要是对原料进行选别、扯松、除杂,以确定精练方法及工艺;精炼按原理可分为化学精炼与生物化学精炼,目前常采用的是皂碱精炼法;精炼后处理包括洗涤、脱水和干燥等工序,最终制成适合后道使用的精干绵。
苎麻是目前使用较为广泛且具有较完整的纺纱体系的麻纤维,原麻中含有较多的非纤维素胶质,这种胶质主要为多糖类碳水化合物和芳香族化合物,原麻的初加工就是进行麻纤维的脱胶。
脱胶目前有化学脱胶与微生物脱胶两种基本方式,目前使用较多的是以碱液煮练为主的化学脱胶。
化学脱胶有较多的工艺方法,两煮法流程短,但生产的精干麻质量不高;两煮一练法生产的精干麻质量好但时间长;两煮一漂法生产的精干麻质量较好,工艺时间短;两煮一漂一练生产的精干麻质量最好,但工艺流程长,成本高,在生产过程中可根据产品需求合理选择工艺。
3棉、毛、丝、麻纺纱开松梳理作用比较短纤维纺纱都需要经过梳理工序,梳理的作用主要是将纤维束进一步梳理成短纤维状态,除去细小的杂质、疵点、短绒等,并制成条子供下道工艺使用。
为了进一步提高成纱质量,可以对初步梳理后的纤维再次进行精梳梳理,以提高条子质量。
在梳理和精梳之前,都会进行相应的准备工艺,以适应梳理或精梳机的要求。
对初加工处理后的原棉、洗净毛、精干绵、精干麻的开松梳理作用对比如表2所示。
表2 短纤维开松梳理作用比较梳理前准备是对初加工后的原料进行机械或化学的加工,使其符合梳理机的喂入要求。
对于所有的短纤维都需要根据产品的要求进行原料的选配,对原料进行初步的开松、除杂、混合等作用,目的都是为了清除杂质,排除短绒,分散纤维束。
但是对于不同的短纤维使用的设备不同,同时也有一些不同于其它短纤维的要求。
棉纺设备主要用开清棉联合机,工艺流程较长,设备较多,最终制成棉卷或棉流形式喂入梳棉机。
毛纺设备主要采用和毛机,在对洗净毛开松混合的同时还进行给油加湿,通过加入乳化后的和毛油,使毛纤维具有较好的柔软性和韧性,较少纤维在梳理过程中的损伤。
绢纺设备主要是开绵机,特点是输出具有一定规格、厚薄均匀的开绵绵张,供制绵工序使用。
麻纺设备主要是软麻机和开松机,同时需要经过分磅与堆仓处理;由于麻纤维较硬挺,所以利用软麻机进行机械软麻;给湿加油可以增加精干麻的回潮率与柔软度,以适应梳理和纺纱要求;分磅将精干棉分为麻把以定量喂入开松机,堆仓是使油水在麻把中均匀分布;开松机除了进行开松除杂外还将过长的纤维扯断成合适的长度,并制成适合梳麻机喂入的卷装。
梳理工序是利用表面带有钢针或锯齿的工作机件对纤维束进行梳理,对于几乎所有的短纤维纺纱系统,都采用梳理机进行梳理,使其成为单纤维状态,均匀混合,除去细小杂质并并聚拢成条子,但梳理机的形式有所不同。
棉纤维由于纤维长度较短,采用适合短纤维梳理的盖板式梳理机,主梳理区为锡林盖板梳理区,纤维在锡林与盖板两个针面间反复、细致的梳理与混合以到达梳理目的。
羊毛、绢丝、苎麻纤维由于纤维长度较长,采用适合长纤维梳理的罗拉式梳理机,原料经胸锡林预梳,除草辊开松、除草,剥毛辊、工作辊与大锡林的反复分梳作用以到达梳理的目的。
对于粗纺梳毛机,由于不经过精梳及多道针梳处理,原料需要在梳毛机上充分混合,所以采用多联式罗拉梳理机,用过桥部分相连接,达到细致梳理,均匀混合的作用。
绢纺中传统的圆梳制绵不采用梳理机,而是使用切绵机对超长纤维定长切断,制成一定规格的棒绵供圆梳机梳理。
精梳前准备是对条子进行一定的处理以满足精梳的要求。
精梳前准备工序的作用都是并合、牵伸,目的都是提高条子的伸直平行度,均匀度,改善弯钩。
不同点是在棉纺工序中还需要将生条制成棉卷,供精梳机使用,这就使得棉纺的精梳准备工序的设备是并条机与条卷机或条并卷联合机的组合;而在毛纺、绢纺、麻纺的精梳准备工序中,均使用2~3道针梳机进行牵伸并合,以满足精梳机的使用及改善精梳条的均匀度。
精梳工序主要是利用梳针对纤维的两端分别在被握持的状态下进行更为细致、充分的梳理,对于几乎所有的短纤维纺纱系统,精梳机的工作原理基本相同,都是改善纤维的伸直平行度、排除短绒杂质、提高可纺性。
不同点是不同纺纱系统的精梳机的机构上有一定的差别,棉纺使用的是棉型精梳机,毛纺使用的是毛型精梳机,绢纺的圆梳制绵使用的是圆型精梳机,精梳制绵使用的是直型毛纺精梳机,麻纺由于苎麻纤维较粗硬,在毛型精梳机上加装往复运动的剥取皮板将麻网夹持后输送给紧压罗拉,保证了麻网中纤维的平顺与匀整。
4棉、毛、丝、麻纺纱成条作用分析比较短纤维在梳理机或精梳机上形成棉网,再由剥棉装置剥下后经喇叭口聚拢成条,这些条子已经成为符合一定质量要求,为了进一步提高条子的伸直平行度与均匀度,需要对条子进行牵伸与并合,使其成为符合成纱要求的条子。
棉纺、毛纺、绢纺、麻纺工艺中的成条作用如表3所示。
表3 短纤维成条作用分析与机构有所不同,但其作用与目的是一样的,都是对输入的条子进行并合与牵伸,使其成为具有一定线密度的均匀条子。
并条或针梳工序一般都是应用在梳理工序之后、精梳准备工序或精梳工序之后,但不同的短纤维条的针梳(并条)次数不同,棉条并条次数一般较少,为1~3道,而毛纺、绢纺、麻纺针梳次数较多,为3道以上。