丝光渗透剂的性能测试
渗透力的测试方法
一、方法来源:GB 5558-85、原化验室试化验方法集
二、适用范围:适用于染整助剂在强碱浴(如冷轧堆前处理浴、连续轧蒸浴和丝
光浴等)中的润湿力的测定。
三、试验材料:符合HG/T 2575-94有关规定的测试渗透力专用的标准棉帆布圆片,
直径35mm,21支3股×21支4股细帆布。
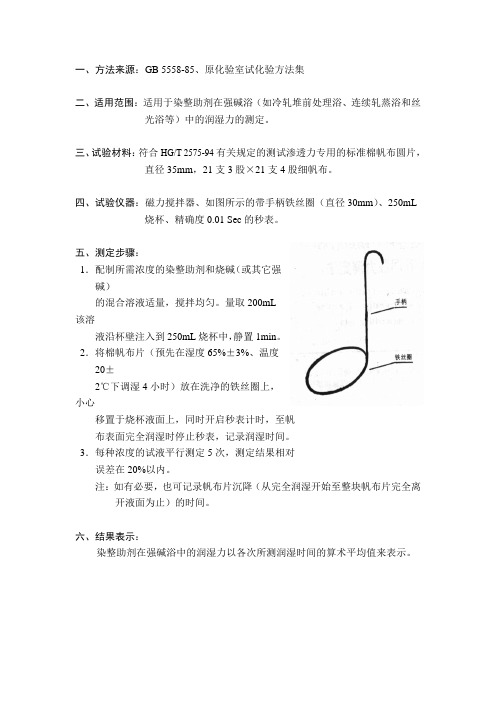
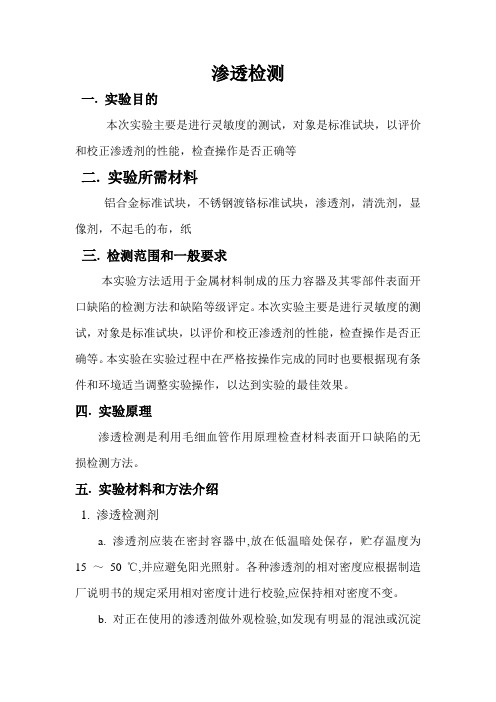
四、试验仪器:磁力搅拌器、如图所示的带手柄铁丝圈(直径30mm)、250mL
烧杯、精确度0.01 Sec的秒表。
五、测定步骤:
1.配制所需浓度的染整助剂和烧碱(或其它强
碱)
的混合溶液适量,搅拌均匀。
量取200mL
该溶
液沿杯壁注入到250mL烧杯中,静置1min。
2.将棉帆布片(预先在湿度65%±3%、温度
20±
2℃下调湿4小时)放在洗净的铁丝圈上,
小心
移置于烧杯液面上,同时开启秒表计时,至帆
布表面完全润湿时停止秒表,记录润湿时间。
3.每种浓度的试液平行测定5次,测定结果相对
误差在20%以内。
注:如有必要,也可记录帆布片沉降(从完全润湿开始至整块帆布片完全离开液面为止)的时间。
六、结果表示:
染整助剂在强碱浴中的润湿力以各次所测润湿时间的算术平均值来表示。
渗透检测方法

渗透检测通用施工工艺1 适用范围1.1 本工艺只适用工件表面缺陷检验。
1.2 本工艺适用于溶剂清洗型着色检验。
2 探伤人员从事着色检验人员必须经过技术培训,并持有劳动部无损考核委员会颁发的渗透方法Ⅱ级以上资格证书。
3 检验用材料4 检测条件4.1 检测温度在检测过程中工件表面温度应为15℃-50℃,如温度不在此范围内,按《无损检测通用程序》第四篇附录Ⅱ进行修正。
4.2 表面要求工件表面不得有铁锈、氧化皮、焊接飞测、铁屑、毛刺以及各种防护层等影响检测结果的异物,如有用打磨使之符合要求。
5 检验步骤5.1 预清洗在表面处理后,为除去工件表面的污物,用清洗剂对工件表面进行清洗,清洗后采用常态蒸发方式干燥。
5.2 施加渗透剂施加时用喷罐喷涂,保证渗透剂充分覆盖在被检测部位,并在整个渗透时间内保持润湿状态,渗透时间应大于10min。
5.3 清洗去除多余渗透剂时,先用干净不脱毛的布将绝大多数渗透液擦去,剩余的使用干净的布沾清洗剂轻轻擦去,注意不要过清洗。
5.4 施加显像剂使用前应摇动喷罐,使之均匀,喷嘴与被检面距离为300mm~400mm,喷洒方向与被检测面夹角30°~40°,显像剂施加应薄而均匀,不可在同一检测面多次施加。
5.5 观察观察显示应在显像剂干燥15min后进行,如显示痕迹的大小不发生变化,也可超过上述时间。
6 复检6.1 当出现下列情况之一时,需复检:a) 检测结束时,用对比块验证渗透剂已失效。
b) 发现检测过程中操作方法有误。
c) 供需双方有争议或认为有其它需要时d) 经返修后的部位。
6.2 当决定进行复检时,必须对被检面进行彻底清洗,以除去前次检测时留下的痕迹。
7 后处理应用溶剂将残留的渗透剂和显像剂清除干净。
8 缺陷显示痕迹等级评定9 缺陷显示痕迹分类:a)除确认显示痕迹是由外界因素或操作不当造成的之外,其它任何大于或等于0.5mm的显示痕迹应作为缺陷显示痕迹处理。
b)长度与宽度之比大于3的缺陷显示痕迹,按线性缺陷处理;长度与宽度之比小于或等于3的缺陷显示痕迹,按圆形缺陷处理。
无损检测概论--渗透检测--第4章
渗透检测(PT) 渗透检测(PT)
第4章 渗透检测剂
(4)乳化剂 在水洗型着色剂与水洗型荧光剂中,表面活 性剂作为乳化剂加到渗透剂内,使渗透剂容易被 水洗。乳化剂应与溶剂互溶,不应影响红色染料 的红色色泽,或不影响荧光染料的荧光亮度。 渗透剂的性能 渗透液的综合性能 a 渗透力强,容易渗入零件的表面缺陷中。 b 荧光渗透剂应具有鲜明的荧光,着色渗透剂应具 有鲜艳的色泽。
对染料有较好的溶解度; 与渗透剂中的溶剂有较好的互溶性; 有一定的挥发性; 不与荧光液起化学反应,不熄灭荧光。
渗透检测(PT) 渗透检测(PT)
第4章 渗透检测剂
乳化剂 组分: 组分:表面活性剂 + 添加剂(调节粘 度、与其它成分的互溶性等); 分类: 分类: 亲水型乳化剂:HLB值8-18,水包油型,将 油分散在水中。粘度较高需用水稀释,粘 度通常在5-20%。 亲油型乳化剂:HLB值3.5-6,油包水型, 将水分散在油中。
渗透检测(PT) 渗透检测(PT)
第4章 渗透检测剂
染料有油溶型、醇溶型和油醇混合型等。 一般着色液中多使用油溶型偶氮染料。常 用的染料有苏丹红、128烛红、223号烛红、 荧光桃红、刚果红和丙基红等。其中以苏 丹IV使用最为广泛,它的化学名称为偶氮苯。 (2)荧光染料 荧光染料是荧光液的关键材料之一。
第4章 渗透检测剂
按照溶剂去除剂与受检材料的相溶分类 如下:
卤化型溶剂去除剂 非卤化型溶剂去除剂 特殊用途溶剂去除剂
溶剂去除剂与溶剂去除剂着色剂或与溶 剂去除剂荧光剂配合使用时,性能要求:
溶解渗透剂适度; 去除剂挥发适度;
渗透检测(PT) 渗透检测(PT)
储存保管稳定; 不使金属腐蚀与变色; 无不良气味; 毒性小
渗透检测方法与验收的要求
渗透检测方法与验收的要求本标准规定的渗透检测方法是对被检测的工件表面均匀地施加着色渗透剂,让它渗入到各种表面开口的缺欠中去,经过适当的停留时间,然后清除工件表面上所有多余的渗透剂,工件干燥后再施加显像剂。
最后用目视检查工件表面,确定是否有显示的痕迹及评定受检工件是否合格。
33 渗透检测人员(1)渗透检测人员的技术水平、实际操作经验对于检测结果会产生重大影响,所以要求从事渗透检测操作的人员必须经过培训并具有一定的资格。
本条规定检测人员必须经过有关技术资格考核机构考试并取得相应的资格证书.(2)检测人员的视力和颜色分辨力对于渗透检测评定结果有重要影响,为此参照 ASME 规范对渗透检测人员的视力和颜色分辨力作了规定。
为了保证细小显示痕迹不被漏检,本条规定了色盲、色弱者也不得参加渗透检测评定工作,并参照JB 4730的规定,要求渗透检测结果评定者的近距离矫。
1.0正视力不得低于34 检测材料目前国内生产渗透检测剂的厂家较多,不同厂家的产品使用不同的配方,其检测剂性能存在差异。
不同型号的检测剂混用有可能导致检测性能下降或对受检工件造成有害影响,故要求应采用经过批准及鉴定的产品,不同型号的产品不应混淆使用。
如果渗透剂保存温度过高或受阳光直接照射或保存时间过长,渗透剂的成分或浓度可能发生变化而影响渗透检测的质量。
但罐装渗透剂的颜色是否混浊,是否有沉淀等状况又无法观察到,无法借此判断渗透剂是否变质现象,所以本标准参照JB 4730的有关规定,对每一批新的渗透剂要求从中取出500ml作为参照样品,在规定的环境中保存起来,以供施工中使用的渗透剂按35.2条的规定作对比试验。
34.4当发现有下列情况之一时,检测剂应停止使用渗透剂有明显的混浊或沉淀物、变色,涂敷后难a).影响检测剂质量的理化性能指标很多,但一般来说,在施工现场没有条件对这些指标逐一进行测定。
为了对检测剂的质量进行必要的控制,参照JB4730的有关内容规定了本条款。
渗透检测方法与验收的要求

渗透检测方法与验收的要求渗透检测方法与验收的要求本部分规定了采用溶济去除型着色渗透、快干式显像的渗透检测方法与验收的要求。
本标准规定的渗透检测方法是对被检测的工件表面均匀地施加着色渗透剂,让它渗入到各种表面开口的缺欠中去,经过适当的停留时间,然后清除工件表面上所有多余的渗透剂,工件干燥后再施加显像剂。
最后用目视检查工件表面,确定是否有显示的痕迹及评定受检工件是否合格。
33 渗透检测人员凡从事渗透检测的工作人员除应符合4.4条的有关规定外,还应满足下列要求:校正视力不得低于5.0(小数记录值为1.0),测试方法应符合GB11533的规定,并一年检查一次;从事渗透检测的工作人员,不得有色盲、色弱。
(1)渗透检测人员的技术水平、实际操作经验对于检测结果会产生重大影响,所以要求从事渗透检测操作的人员必须经过培训并具有一定的资格。
本条规定检测人员必须经过有关技术资格考核机构考试并取得相应的资格证书.(2)检测人员的视力和颜色分辨力对于渗透检测评定结果有重要影响,为此参照ASME 规范对渗透检测人员的视力和颜色分辨力作了规定。
为了保证细小显示痕迹不被漏检,本条规定了色盲、色弱者也不得参加渗透检测评定工作,并参照JB 4730的规定,要求渗透检测结果评定者的近距离矫正视力不得低于1.0。
34 检测材料34.1渗透检测剂(以下简称检测剂)包括渗透剂、清洗剂和显像剂。
34.2检测剂应采用经国家有关部门鉴定过的产品,不同型号的产品不应混合使用。
目前国内生产渗透检测剂的厂家较多,不同厂家的产品使用不同的配方,其检测剂性能存在差异。
不同型号的检测剂混用有可能导致检测性能下降或对受检工件造成有害影响,故要求应采用经过批准及鉴定的产品,不同型号的产品不应混淆使用。
34.3在每一批新的合格散装渗透剂中应取出500ml作为参照样品保存在玻璃容器内。
储存环境温度宜为10~50℃,应避免阳光照射。
如果渗透剂保存温度过高或受阳光直接照射或保存时间过长,渗透剂的成分或浓度可能发生变化而影响渗透检测的质量。
渗透剂dpt5标准
渗透剂dpt5标准
渗透剂DPT5是一种用于工业和实验室应用的渗透剂,通常用于检测金属表面裂纹和缺陷。
DPT5标准通常指的是与DPT5相关的规范和标准,这些标准旨在确保渗透检测的准确性和可靠性。
DPT5标准可能涉及以下方面:
1. 成分和制造标准,DPT5渗透剂的成分和制造过程可能受到特定的标准监管,以确保其质量和性能符合要求。
这些标准可能涉及原材料的选择、配方比例、生产工艺等方面。
2. 应用标准,DPT5渗透剂在实际应用中可能需要符合特定的标准,以确保测试的准确性和可重复性。
这些标准可能包括涂覆时间、渗透时间、清洗程序、观察条件等方面。
3. 安全标准,DPT5渗透剂的使用可能受到特定的安全标准监管,以确保操作人员和环境的安全。
这些标准可能包括储存要求、操作程序、废弃物处理等方面。
4. 质量控制标准,DPT5渗透剂的质量控制可能受到特定的标
准监管,以确保每批产品的质量稳定。
这些标准可能包括产品检测、记录保存、追溯体系等方面。
总的来说,DPT5标准涉及了渗透剂的成分、制造、应用、安全
和质量控制等多个方面,旨在确保其在工业和实验室中的可靠性和
安全性。
这些标准的遵循对于保障产品质量和工作安全至关重要。
渗透检测
渗透检测一. 实验目的本次实验主要是进行灵敏度的测试,对象是标准试块,以评价和校正渗透剂的性能,检查操作是否正确等二. 实验所需材料铝合金标准试块,不锈钢渡铬标准试块,渗透剂,清洗剂,显像剂,不起毛的布,纸三. 检测范围和一般要求本实验方法适用于金属材料制成的压力容器及其零部件表面开口缺陷的检测方法和缺陷等级评定。
本次实验主要是进行灵敏度的测试,对象是标准试块,以评价和校正渗透剂的性能,检查操作是否正确等。
本实验在实验过程中在严格按操作完成的同时也要根据现有条件和环境适当调整实验操作,以达到实验的最佳效果。
四. 实验原理渗透检测是利用毛细血管作用原理检查材料表面开口缺陷的无损检测方法。
五. 实验材料和方法介绍1. 渗透检测剂a. 渗透剂应装在密封容器中,放在低温暗处保存,贮存温度为15 ~50 ℃,并应避免阳光照射。
各种渗透剂的相对密度应根据制造厂说明书的规定采用相对密度计进行校验,应保持相对密度不变。
b. 对正在使用的渗透剂做外观检验,如发现有明显的混浊或沉淀物,变色或难以清洗,则应予报废。
c. 各种渗透剂用对比试块与基准渗透剂进行性能对比试验,当被检渗透剂显示缺陷的能力低于基准渗透剂时,应予报废。
2. 显像剂的质量控制(本实验采用湿式显像剂):a. 对干式显像剂应经常进行检查,如发现粒子凝聚、有显著的残留荧光或性能低下者要废弃。
b.对湿式显像剂的浓度应保持在制造厂规定的工作浓度范围内,其比重应经常进行校验。
3. 对比试块(1) 对比试块主要用于检验检测剂性能及操作工艺。
本实验试块类型如下:a.铝合金试块(JB/T6064-A型)将一块L Y12 硬铝合金试块用喷灯在中央部位加热至510 ~530 ℃,然后迅速投入冷水中,通过淬火处理使试块表面产生条状和网状裂纹,再在试块中间加工一个直槽,使得试块分成两部分,并分别标以A 、B 记号,以便进行不同检测剂及不同工艺的对比试验。
b.镀铬试块(JB/T6064-B3型)将一块尺寸为130mm × 40mm × 4mm 、材料为0Cr18Ni9Ti 或其它不锈钢材料的试块上单面镀镍30 ± 1.5 μ m,在镀镍层上再镀铬0.5 μ m,然后退火,在未镀面上,以直径10mm的钢球,用布氏硬度法按7500N 、10000N 、12500N 打三点硬度,使镀层上形成三处辐射状裂纹。
渗透剂渗透性测试
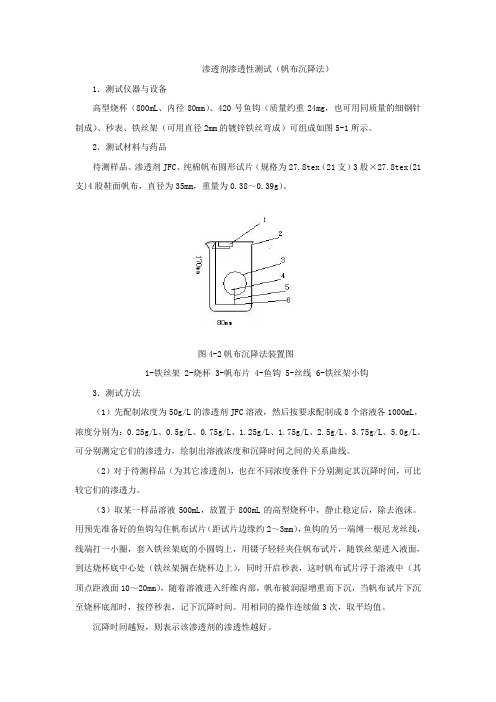
渗透剂渗透性测试(帆布沉降法)1.测试仪器与设备高型烧杯(800mL、内径80mm)、420号鱼钩(质量约重24mg,也可用同质量的细钢针制成)、秒表、铁丝架(可用直径2mm的镀锌铁丝弯成)可组成如图5-1所示。
2.测试材料与药品待测样品、渗透剂JFC、纯棉帆布圆形试片(规格为27.8tex(21支)3股×27.8tex(21支)4股鞋面帆布,直径为35mm,重量为0.38~0.39g)。
图4-2帆布沉降法装置图1-铁丝架 2-烧杯 3-帆布片 4-鱼钩 5-丝线 6-铁丝架小钩3.测试方法(1)先配制浓度为50g/L的渗透剂JFC溶液,然后按要求配制成8个溶液各1000mL,浓度分别为:0.25g/L、0.5g/L、0.75g/L、1.25g/L、1.75g/L、2.5g/L、3.75g/L、5.0g/L。
可分别测定它们的渗透力,绘制出溶液浓度和沉降时间之间的关系曲线。
(2)对于待测样品(为其它渗透剂),也在不同浓度条件下分别测定其沉降时间,可比较它们的渗透力。
(3)取某一样品溶液500mL,放置于800mL的高型烧杯中,静止稳定后,除去泡沫。
用预先准备好的鱼钩勾住帆布试片(距试片边缘约2~3mm),鱼钩的另一端缚一根尼龙丝线,线端打一小圈,套入铁丝架底的小圆钩上,用镊子轻轻夹住帆布试片,随铁丝架进入液面,到达烧杯底中心处(铁丝架搁在烧杯边上),同时开启秒表,这时帆布试片浮于溶液中(其顶点距液面10~20mm),随着溶液进入纤维内部,帆布被润湿增重而下沉,当帆布试片下沉至烧杯底部时,按停秒表,记下沉降时间。
用相同的操作连续做3次,取平均值。
沉降时间越短,则表示该渗透剂的渗透性越好。
注:测试液温度一般控制在20℃±1℃,缚尼龙丝线时,应控制丝线的长度,缚好后,最好在杯外试一下,以确保帆布圆片浮在一定高度。