本钢浦项连续退火机组快冷段的稳定控制
PCS7系统在连退线退火炉的应用

PCS7系统在连退线退火炉的应用许 翔(马钢股份有限公司冷轧总厂, 安徽 马鞍山 243000)摘 要:介绍连续退火热处理工艺及与该工艺相结合的PCS7控制系统,使系统运行和温度控制达到优化,性能达到生产要求,产品质量稳定,又降低生产成本。
关键词:PLC ;PCS7;退火炉;控制系统中图分类号:TG158 文献标识码:A 文章编号:11-5004(2016)7-0108-2某钢铁股份有限公司于2005年从SIEMENS-VAI 公司引进了较为先进的连续立式退火生产线,该立式退火炉由Fives Stein 公司设计,炉型是一个利用全辐射管加热的立式炉[1,2],整个炉内充满氮氢混合气体。
退火炉由以下几个主要部分组成:预热段、加热段、均热段、缓冷段、闪冷段、过时效1、2段、二次冷却段和终冷段。
该退火区域全长143.05m,为立式7层结构,再结晶退火是连退生产线的核心工序。
带钢在炉内随着温度的升高而逐步完成恢复和再结晶过程,在随后的冷却和过时效过程中,通过控制冷却速度和过时效时间获得所需要的组织和性能。
1 退火炉工艺及原理在冷轧带钢生产过程中,带钢经受多道次的冷变形轧制,累积变形高达50%~90%。
如此之大的冷变形量导致冷轧硬化现象使得带钢根本无法进一步加工和使用,所以冷轧后的带钢必须进行再结晶退火。
在再结晶退火过程中,随着带钢的缓慢加热,再结晶过程分为前后衔接的三个阶段:回复――再结晶――晶粒长大。
冷轧带钢的再结晶退火是把冷轧后的带钢加热到再结晶温度以上并保持适当的时间,以控制的冷却速度,达到目标温度的一种热处理工艺。
2 退火炉过程控制系统该立式退火炉的电气控制系统采用SIMENS PCS7过程控制系统,PCS7系统采用分布和数字控制,模块化的硬件与软件,全面集成的现场总线PROFIBUS,开放式系统,自诊断功能[3]。
西门子PCS 7系统是完全无缝集成的自动化解决方案,强大的HMI 人机接口,高可用性和故障安全相结合的形式,集成SIMATIC PDM 软件对智能现场设备进行集中参数化。
基于CENTUM VP操作平台的本钢连续退火炉控制系统简介

科技论坛2015.06︱469︱基于CENTUM VP 操作平台的本钢连续退火炉控制系统简介杨泽建(本钢不锈钢冷轧丹东有限责任公司,118000)【摘 要】集散控制系统已成为流程工业控制的重要组成部分,本文给出了一种基于CENTUM VP DCS 的本钢连续退火炉控制系统中的应用,首先介绍了冷带退火酸洗生产线退火工艺,然后详细介绍了CENTUM VP DCS 的控制特点,最后给出了基于CENTUM VP 操作系统的炉温控制回路。
【关键词】不锈钢;CENTUM VP;连续退火炉;控制系统 前言近年来我国不锈钢市场需求呈现快速增长的趋势,据统计从2001年到2003年我国不锈钢的表面消费量平均增长率为34.4%,2005年达到522万吨,我国的不锈钢消费总量已经步入世界不锈钢消费大国行列。
本溪钢铁集团抓住机遇,在辽宁省丹东市临港产业园区投资建设不锈钢冷轧项目,投资20亿元,设计生产能力为20万t/y,主要生产2B、2D、No.2、No.3、No.4、HL 表面产品,其中AISI300系列产品占60%,AISI400系列产品占40%。
1 冷轧退火酸洗生产线退火工艺介绍1.1 本钢不锈钢冷轧工程设备组成本钢不锈钢冷轧工程的主要工艺设备主要包括:带钢准备机组、20辊冷轧机、冷带退火酸洗机组、平整机、重卷拉矫机组、修磨抛光机组、磨辊间设备、起重运输设备。
其中主要公辅设施包括:总降变电所、混酸净化设施(APU)、废水处理设施、循环水站、脱盐水站、事故水塔、空压站、减温减压站、检化验设施等。
1.2 连续退火酸洗生产线退火工艺介绍冷带退火酸洗生产线的主要工艺流程:No.1原料卷上卷,通过带钢修磨机组修磨表面缺陷,或者直接将其送入钢卷准备机组进行焊接引带、切边,之后送入两台20辊可逆轧机进行轧制,再将钢卷送入连续退火酸洗机组进行退火酸洗处理,此后,经过平整机毛辊平整或者平整机光辊平整,为了确保不锈钢的质量,将酸洗之后的带钢,送入重卷拉矫机组进行拉矫、检查、覆膜、切边、分类、称重、打捆,最后通过横切机组矫平、切边、垫纸、横切、堆垛、称重、打捆,进行人工包装之后,入库。
本钢浦项标准

本钢浦项标准摘要:1.本钢浦项标准的背景和意义2.本钢浦项标准的具体内容3.本钢浦项标准的实施效果4.本钢浦项标准的未来发展正文:一、本钢浦项标准的背景和意义随着中国经济的快速发展,钢铁行业作为国民经济的重要支柱,其产品质量和性能要求日益提高。
为了满足市场需求,提升我国钢铁产业的竞争力,本钢浦项标准应运而生。
本钢浦项标准以严格的生产工艺和质量控制,确保钢铁产品的稳定性和可靠性,对于推动我国钢铁产业的转型升级具有重要的意义。
二、本钢浦项标准的具体内容本钢浦项标准主要包括以下几个方面:1.产品质量标准:本钢浦项标准对钢铁产品的化学成分、力学性能、表面质量等进行了严格规定,以确保产品质量稳定可靠。
2.生产工艺标准:本钢浦项标准对钢铁生产的各个环节,如炼钢、轧制、热处理等,都提出了明确的技术要求和操作规范,以保证生产过程的稳定性和一致性。
3.检验检测标准:本钢浦项标准对钢铁产品的检验检测方法、设备和人员等提出了具体要求,以确保检验检测结果的准确性和可靠性。
三、本钢浦项标准的实施效果自本钢浦项标准实施以来,我国钢铁产业在产品质量、生产工艺和检验检测等方面取得了显著的提升。
具体表现在以下几个方面:1.产品质量的提高:本钢浦项标准实施后,钢铁产品的质量稳定性得到了明显提高,满足了国内外市场的高品质需求。
2.生产工艺的优化:本钢浦项标准对生产工艺的规范和优化,促使企业采用先进的生产工艺和技术,提高了生产效率和资源利用率。
3.检验检测能力的提升:本钢浦项标准对检验检测的规范,提高了检验检测人员的专业素质和设备水平,确保了检验检测结果的准确性和可靠性。
四、本钢浦项标准的未来发展面对国际市场的竞争和钢铁产业的发展趋势,本钢浦项标准在未来还需要不断完善和发展,具体表现在以下几个方面:1.提高标准的技术水平:本钢浦项标准需要根据国际先进水平,不断调整和完善技术要求,提高标准的技术水平。
2.强化标准的实施和监督:加强对企业执行本钢浦项标准的监督检查,确保标准的有效实施,提高钢铁产品的质量。
浅析连续退火炉的温度控制

三 、结 语
对 于燃 烧控 制 ,实 际应 用 中 ,存在 调节 时问相 对较 长 , 生产 过程 由于 阀 门开度 与流量存 在 非线 性 ,使 常规 燃烧控 制 技术 难 以进行 有效 的控 制 。因此 ,我们 将进一 步研 究高 水平
!
! ! 里
堡 星 堡 : ≥
浅 析 连 续 退 火 炉 的温 度控 制
◆王
摘要 :带钢加热过程是一个具有大惯性滞后、多变量的复杂工况系统,而且连续退火炉处理的带 钢 品种规格 多,带钢速 度 变化频繁 ,采 用常规 的控制 方 法无 法 实现控 制 目标 。本 文就 我厂镀 锌线 退火
炉温度控 制进行 简要说 明。
琦
关键 词 :退 火炉 ;温度控 制 ;调节
一
、
退火炉 工艺技术概况
一
该 回路 控制设 备保持 过程变 量 ( P V ) 严格接 近来 自监视 系
统 的设 定点 ( S P ) 。 回路 的输 出 ( OU T ) 是 调节 阀 的需 要位 置 。 旦S P>P V, 阀打开 ;反之 , 若S P < P V,则 阀关 闭。
无扰 切换 。
性 能 指标 。带 钢连 续 退火 炉 的出 现 , 克 服 了过 去 罩式 退火 炉 生产 效率 偏 低 、热均 匀性 较 差等 不足 , 目前 已被 广 泛地 应用 于带 钢热 处理 工艺 。带钢 连续 退火 炉从炉 型上 主要 分 为卧式
和立 式两 大类 ,而 相对 于两种 不 同的炉 型 ,采 用 的热处 理工
段为例 对其温 度控制 进行说 明 。
出的命令 ( 启动 ,停止 ,复位,等等 ) 。每个烧嘴装有火焰
浅析本钢连退机组退火炉快冷段断带
Ke w rs ot uu na n n ;A cl a dg secoig y od :cni o s n el gl e ce rt a t o l ;Auiay a to l g jt rsue n a i i e e j n xl sec oi ; e pesr i g j n r
2 4
本钢 技 术
2 1 第 6期 0 0年
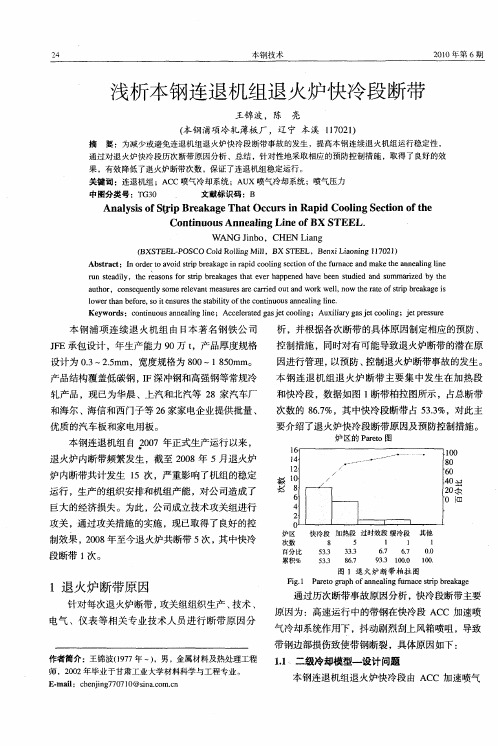
浅析本钢连退机组退火炉快冷段断带
王锦 波 .陈 亮
( 本钢浦项冷轧薄板厂 ,辽宁 本溪 I 0 1 J 2) 7
摘 要 :为减少或避免连退机组退火炉快冷段断带事故 的发生 ,提高本钢连续退火机组运行稳定性 , 通过对退火炉快冷段历次断带原 因分析 、总结 ,针对性地采取相应的预防控制措 施 ,取得 了良好的效
本 钢浦 项 连 续 退 火 机 组 由 日本著 名钢 铁 公 司 JE承包设 计 ,年生产 能力 9 F 0万 t 品厚度规 格 ,产
析 ,并根据各次断带 的具体原因制定相应的预防、
控制措施 ,同时对 有可能导 致退火 炉断带 的潜 在原 因进行 管理 , 以预 防 、 控制 退火炉 断带事故 的发生 。 本 钢 连 退机 组 退 火 炉 断带 主 要 集 中发 生 在加 热段
果 ,有效降低 了退火炉断带次数 ,保证 了连退机组稳定运行。 关键词 :连退机组 ;A C喷气冷却系统 ;A X喷气冷却 系统 ;喷气 压力 C U
中圈分 类号 :T 3 G0 文献标识码 :B
An lss f ti e k g a c r p dCo l gS c ino e ay i j p Bra a eTh t o S' Oc u si Ra i oi e t f h n n o t
通过历次断带事故原因分析 , 快冷段断带主要 原因为:高速运行中的带钢在快冷段 A C 加速喷 C 气冷却系统作用下 , 抖动剧烈刮上风箱喷咀 , 导致
立式连续退火炉快冷段带钢冷却温度分析计算

带速/ ( m s- 1)
3 20 3 00 3 18 3 18 2 92 2 52 2 68 2 68 4 50 3 18
炉温/ ∀
345 341 349 360 355 355 361 318 355 342
气体速度/ ( m s- 1 )
65 7 80 3 73 0 55 5 103 7 105 2 58 4 58 4 68 0 88 0
摘 要: 针对实际生产中使用的带钢立式连续退火炉, 建立了快冷段( RCS) 专用带钢温度 计算公式。根 据冲击射 流对流换热原理和快冷段的喷孔阵列形式, 用生产中采集的数据, 模拟推导出对流换热努塞尔数计算公式。按照 这组公式编制成 M AT L AB 软件进行计算, 其 结果与 52 组 生产数 据相符。该 组计算 公式和 方法, 可为带 钢连续 退火炉工程项目设计与应用提供一定的计算 依据。 关键词: 快速冷却; 冲击射流; 换热系数; 高氢 文献标志码: A 文章 编号: 1001 0963( 2011) 04 0014 05
系统换热量的增减不但要看换热系数的变化更重要的是看热流密度的指可知随着带钢冷却温度的降低由于低温混合气体在接触带钢的瞬间温度会快速变化因此在计算中要处理好混合气体喷口处的温度与带钢表面温度之间的关系正确设定边界条件否则就不能正确计算混合气的热物性参数分时间段计算更符合带钢冷却的实际情况将计算公式编制成软件可根据精度要求把带钢划分为若干单元使计算更加准确
16
钢铁研究学报
第 23 卷
算不同温度下的 Pr 、Re 和 N u。把这些数据每 3 个
编为 1 组, 得到若干组 K 1 、C1 和 C2 。用这些结果分
别代入式( 1) 中, 再输入实测数据反复计算和调整,
变频系统在本钢冷轧厂三冷工序连退线的应用

运行就绪(就绪(READY))条件,运行开始。 节奏进行调节。通过其在日常生产中的应
若您在运行期间关闭 EXT 信号,则变流器 用,可以即时确认在机生产的设备运行状
会停止。三是故障处理标准。速度异常 态是否出现故障,以根据实际情况对故障
SP_ERR。故障代码:86。故障触发条件,一 做出进一步处理。另外带钢速度的变化,一
实施高度精确和有效的变速控制。同样, 外跌落。需要在从提升装置卸载前拧好螺 载时间计算出来的。原因及故障处理:此故
TMdrive-P10e2 是整流器,可接收交流电 栓。安装 XIO 板接线板。连接装置的接地 障多数有负载过大引起,检查电机或机械
源,并将其转换为 IEGT 逆变器用的直流电 线。连接装置右侧交流主端子线。确定接线 是否造成负载过大。空载故障。故障代码:
◎金华飞
本钢是我国的特大型钢铁联合企业 检查和维护前,停止向设备供电的共用电 发条件:速度编码器损坏或编码器接线故
集团,是我国历史最为悠久的工业企业之 源板,将断路器移动至安全区域,以防止其 障,故障处理:检查码盘接线或更换编码
一,也是辽宁省属最大的国有企业集团。 被意外开启。等待至少 5 分钟。确保显示面 器。装置过热 OH_T_U/OH_T_V/OH_T_W。
本钢板材股份有限公司是本钢主体生产 板 上 的 “ 直 流 母 线 放 电 (DC BUS DIS- 故障代码:54、55、56、57。故障触发条件:
厂矿企业的集合,本钢初心要打造具有世 CHARGED)”绿灯亮起。打开门挂锁。卸下 装置每一相功率单元都设置一个温度传
界竞争力的精品板材生产基地,而本钢冷 内盖。确保装置右手侧外部端子的每一个 感器,检测信号首先接到 GDM 板的 CN6V
连退生产线概述

本教材供本钢连续退火生产线从事有关电气、仪表、计算机等工作的现场工程师 专门使用。
目录Байду номын сангаас
目录
第一卷 PLC 系统 ................................................................................................................. 1 第一册 PLC 基础 .......................................................................................................... 2 第二册 MASTER 系统 ................................................................................................. 3 第三册 HMI 监控系统.................................................................................................. 4
本套技术资料共十卷二十七册。第一卷介绍了 PLC 系统内容,包括三菱电机 PLC 控制器、MASTER 控制器系统和相关的监控组态软件信息。第二卷介绍了电气传动系 统内容,主要有变频调速系统及相关的内容。第三卷介绍了生产线仪表的内容,包括 CPC、辐射高温计、测厚仪、张力仪等相关仪表的原理及其在连退线的应用。第四卷 介绍了连续退火炉温控系统,主要分为加热系统和冷却系统。第五卷介绍了连退线的 跟踪系统和连续退火炉模型设定。第六卷介绍了与连退线过程自动化相关的软硬件, 包括数据库、C 语言、PASOLUTION 软件和 RAID 等相关内容。第七、八卷介绍了连 退线的单体设备,包括焊机、活套、飞剪、切边剪等单体设备。第九卷介绍了连退线 上重要设备—平整机,详细的剖析了平整机原理与相关控制系统及辅助设备控制等。 第十卷介绍了相关设备的操作手册。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
℃/ 3 。为实现对冷却段冷却能力 的分配 , s- L] 4 根据高速喷气冷却段出 口安装 的 自动带钢温度测量 和反馈
设备 提供 的信 息 , 调整 高速 冷却 风机 喷气加 速 比和水 冷辊 的插 人量 , 自动控制 带钢 出 E温度 。 l
2 问题 分 析
生产 实 际 中 , 宽 度极 限规格 的生 产 , 对 特别是 C质量 分数 小 于 02 .%且 宽 度 大于 17 材 料 时 , .5mm
以来 , 随着 产 品质量 的不断提 升 , 所生 产 品种 规格 范 围也迅 速增 加 , 度极 限规 格及 高强 钢 , 别 是双相 宽 特 钢等 对冷 却速 度要 求较 高 的相变 类高 强钢 订货量 的 上升 , 本 钢浦 项连 续 退 火机 组 的稳 定运 行 产 生严 对 重 的影响 , 对快 冷段 的稳 定控 制提 出了更 高的要求 ] 。在生 产宽度 极 限规格 时 , 防止快 冷段 断带 事故 为 的发 生 , 得 不降速 生 产 , 响 了机组 产能 。在双 相钢 生产 时 , 不 影 时常 因机组 跑偏 而 降速 , 导致 出现产 品性
钢首 先被 温度 约 6 的气 体喷 射加 速冷 却 , 经带 辅助 气体 喷射 冷却 装置 的 6支 冷辊 冷却 。高 速气体 0℃ 再
喷射 冷却 装置 在带 钢宽 度方 向上 分为 5个 区 , 过 档板 分别 调 节 各 区气 体 流量 , 带钢 在 横 向冷却 均 通 使
匀, 同时 , 高速 喷气 冷却 段设 有 3个稳定 辊 , 保证 带 钢高 速 运行 的稳 定 。高 速 喷气 冷 却 和辊 冷 ( J HG C+ R ) C 的快 速冷 却技 术 , 直接 将 10mm 厚 70℃ 的带 钢 快 速 冷 却 到 约 30℃ , 大 冷 却速 度 可 达 5 可 . 0 2 最 0
抖 动加 剧 。为避 免带 钢边 部 与快 冷段 设备 发生 干 涉 , 般采 用 降低工 艺 速度 措施 , 轻 因风机 负荷 或压 一 减
力 等 因素对带 钢 稳定 性 的扰 动 。
[ 5 ]BR
Jl L E [
‘
4 [ B 二 二 R ]
一
山
^F} R
能不 均甚 至性 能不 良等 问题 。分 析研 究结果 表 明 , 述 问题 的主要影 响 因素是 , 对不 同规格 及 品种快 上 针 冷段 的稳 定性 以及参 数 的调 节存 在 问题 。
1 连 续退火机 组 快冷 段 工 艺
本钢 浦项 冷轧 连续 退火 机组 退火 炉 由预热段 、 热 段 、 温段 、 冷 段 、 冷 段 、 时 效段 和 终 冷段 加 保 缓 快 过 组成 , 机组 最 高速度 为 4 0m/ n 5 mi。快冷 段 冷却 设 备 主要 由高 速 喷气 冷 却 设备 和辊 冷 2部分 组 成 。带
产 量 提 高 2 % , P钢 种 性 能合 格 率 10 。 5 D 0%
关键 词 : 连续退火; 快冷工艺优化 ; 横向板温差
中图分类 号 :G 5 . 文 献标 识码 : 文章 编号 :6414 (000— 3— T 162 6 A 17— 821 )3 2 8 4 0 0 0
随着 现代 汽车 工业 对薄 板 品种 的高性 能化 和多样 化 要求 的不 断提 高 , 现代 冷 轧 薄 板生 产 不 断 面临
J n.2 1 u ,0 0
本 钢 浦 项 连 续 退 火 机 组 快 冷 段 的 稳 定 控 制
胡光远 , 刘晓峰 , 崔 勇
( 钢浦 项 冷轧 薄 板 有 限 责 任 公 司 , 宁 本 溪 本 辽 17 0 ) 10 0
摘 要 : 针对本钢浦项连续退火机组在生产极限规格及高强钢时快冷段运行不稳定问题, 对冷却负荷与带
钢 横 向温 差 、冷却 负荷 与 风 机 压 力 、 高冷 速 情 况 下各 水 冷 辊 投 入 分 配 进 行 分 析 , 向 板 温 差 控 制 和 风 机 挡 板 横
的 开 口度 管 理 是 实现 对 极 限规 格 和 D P钢 种 在 连 续 退 火 机 组 稳 定 生产 的 关 键 , 进 后 , 现 了极 限 规 格 小 时 改 实
新 的挑战 [ 。本 钢浦 项冷 轧连 续退 火机 组是 由 J E公 司设 计 的年产 9 1 ] F 0万 t 品的大 型连续 退 火线 , 产 可 生产 低碳 钢 、F钢 、 H、F加 磷 高强钢 、 合金 高强钢 、 P、 R I B I 低 D TI P等钢 种 , 品最 高 强度 可 达 9 0MP , 产 8 a 最大 可生 产宽 度 1 8 l产 品几乎 涵 盖 汽车/ 电所 需 的 内板及 外 板 。 自本 钢浦 项 连 续 退 火 机组 投 产 .5I , T 家
图 1 本 钢 浦项 冷 轧 连 续 退 火 机 组 工 艺 简 图
第 3 3卷 第 3期 21 0 0年 6月
辽 宁 科 技 大 学 学 报
J un l f ie st fS in ea d Te h oo yLi nn o r a o Un v ri o ce c n c n lg a ig y o
V0 . 3 NO 3 13 .
收 稿 日期 :000 —9 2 1 —31 。
作 者 简 介 : 光 远 (9 0一)男 , 宁本 溪 人 , 级 工 程 师 。 胡 16 , 辽 高
第3 期
胡 光远 , : 等 本钢 浦项 连 续退 火机组 快 冷段 的稳 定控 制
・29・ 3
由于 材料本 身 材质 较软 , 同时宽 厚 比较大 , 带钢 在沿 宽度 方 向上 的刚 度相 对 降低 , 使 因此 , 钢在 高速运 带 行 过程 忠极 易产 生 C形 瓢 曲及 边部 浪 形 ; 同时 , 由于 快 冷段 长 度 较 长 , 高 速 风 机 压 力 较 大 时 , 钢 的 如 带