连续退火机组张力控制浅析
连退机组炉内张力优化设定技术

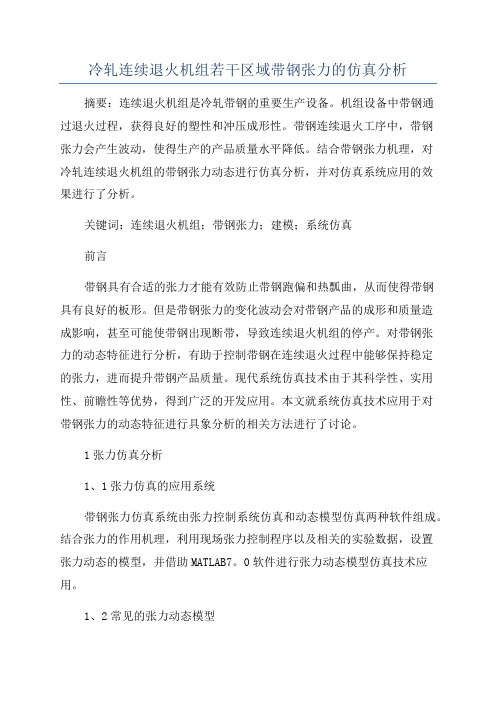
图 l为典 型 的连 退 生产线 示意 图 。连续退 火机 组
包 括入 口张 力辊 组 I 、预热 1 2 段 、预热 2段 3 、加 热 1段 4 、加 热 2段 5 、加 热 3段 6 、均热 段 7 、缓 冷 段 8 、快 冷段 9 、过 时效 1段 l 、过 时效 2段 1 、过 时 0 1
3 ≤
f≤
≤
≤
3
的横 向条纹 ,提 高带钢 的表 面质量 。为 了实 现上述 目
f mi
fa m
的 ,可 以采 用 以下 由计 算 机 执 行 的 步 骤 : ( ) 收集 连退机 组退 火 过程 中带钢 的 特性参 数 , 1
时 成立 ?如果 同时 成 立 ,转 入 步 骤 ( ) 7 ,否则 调 整
( 。 一 。 … ) … 一 ) +( 十(
一 ) 一 +( 一 =+( 一r +( , 一T 2 +( ) ) T, ) T s) x +(, r
一r, +( ) T
一T) a
其中: = T
2 1 年 第 3期 0 1
、j I2 r 0
一
2
——■ 一
、 j ‘t o
√j r 3 0
2
一
、
±
2 、 j
一 ! 竺±
7 一 竺 ± ’
会在带 钢表 面 出现条 纹 ;④ 带钢 的软 硬 ,带钢 越软表
面越容 易 出现 条纹 。显然 ,从张力 角度 来说 ,其 对条 纹的影 响表现 在两个 方面 :一方 面张力 越大 ,抑制振 动 ,可 以起 到减 轻条 纹 的作 用 ;但 另外 一个方 面 ,张
效 3段 1 、终 冷 段 1 、淬 水 槽 l 、 出 口张 力 辊 组 l 2 3 4 5 等部 分 。带材 l 6从 人 口 张 力 辊 组 1开 始 进 入 连 续 退
连退炉带钢张力控制的改进

2 改进 措 施
理, 以完善带钢 的微观组织 , 提高带钢的塑性 , 以改 善 冲压 成形性 能 。 带钢 具有 合适 的 张力 , 是 带 钢高速 运行 中防止带钢跑偏 、 打滑和热瓢 曲, 获得 良好带钢
板形 的重要 条件 之一 。张 力 的波动 不仅 会 影 响带钢 产 品质量 , 严 重 时会 导 致带 钢断 带 。 在 带钢 连续 退火
总第 1 6 5 期
山西 冶 金
S HANXI ME T ALL URGY
Hale Waihona Puke T o t a l 1 6 5 No . 1 , 2 0 1 7
2 0 1 7年 第 1 期
嗽 麟
D O I : 1 0 . 1 6 5 2 5 0 . c n k i . c n 1 4 - 1 1 6 7 / f . 2 0 1 7 . 0 1 . 2 8
收 稿 日期 : 2 0 1 6 — 1 2 -1 6
赠 一
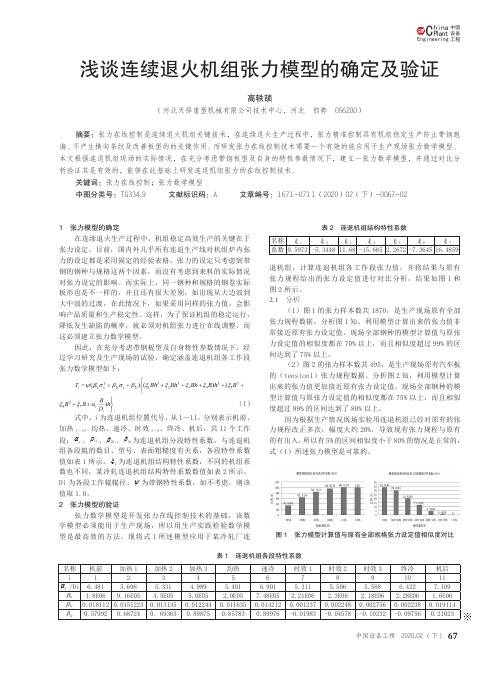
均热段 时间
作者简介 : 彭善 忠( 1 9 8 2 _ - ) , 男, 工程 师, 现在 山东省 冶金设计 院股份 有限公 司工作 。
图 1 炉 内退火 曲线
山 西 冶 金
E - ma i l : s x y j b j b @1 2 6 . c o m
2 . 1 依带钢在炉内的退火曲线 ( 如图 1 ) 细分炉 内带 钢张力设定
的过程中, 由于温度的变化 , 使带钢产生动态的热胀
冷缩 的现象 , 对带 钢 的张力 影 响很 大 。 当带 钢 温度 升 高时 , 带 钢 因受热 膨胀 而伸 长 , 在不 进行 控 制 的情况
下带钢张力会减小 。 当带钢温度降低时 , 带钢因冷却
冷轧连续退火机组若干区域带钢张力的仿真分析
冷轧连续退火机组若干区域带钢张力的仿真分析摘要:连续退火机组是冷轧带钢的重要生产设备。
机组设备中带钢通过退火过程,获得良好的塑性和冲压成形性。
带钢连续退火工序中,带钢张力会产生波动,使得生产的产品质量水平降低。
结合带钢张力机理,对冷轧连续退火机组的带钢张力动态进行仿真分析,并对仿真系统应用的效果进行了分析。
关键词:连续退火机组;带钢张力;建模;系统仿真前言带钢具有合适的张力才能有效防止带钢跑偏和热瓢曲,从而使得带钢具有良好的板形。
但是带钢张力的变化波动会对带钢产品的成形和质量造成影响,甚至可能使带钢出现断带,导致连续退火机组的停产。
对带钢张力的动态特征进行分析,有助于控制带钢在连续退火过程中能够保持稳定的张力,进而提升带钢产品质量。
现代系统仿真技术由于其科学性、实用性、前瞻性等优势,得到广泛的开发应用。
本文就系统仿真技术应用于对带钢张力的动态特征进行具象分析的相关方法进行了讨论。
1张力仿真分析1、1张力仿真的应用系统带钢张力仿真系统由张力控制系统仿真和动态模型仿真两种软件组成。
结合张力的作用机理,利用现场张力控制程序以及相关的实验数据,设置张力动态的模型,并借助MATLAB7。
0软件进行张力动态模型仿真技术应用。
1、2常见的张力动态模型带钢张力产生的原理是,当带钢的两点间出现秒流量差时,带钢会发生弹性形变,进而产生张力。
带钢在连续退火炉内,由于“热胀冷缩”会对带钢出现的形变造成影响,因此带钢张力模型可以分炉内张力模型和炉外张力模型两种。
按照形变计算进行分类,炉外张力模型又可以细分成张紧辊类、开卷机类、跳动辊类、活套类。
1、3带钢张力仿真分析的应用方法(1)建立带钢模型首先截取一定长度的平板带钢,对该带钢板的上部分施加张力,从而得到“平板带钢模型”。
再借助MARC软件,运用几何非线性计算方法分析非线性静力,然后激活Buckle选项,对带钢屈曲特征值进行计算,仿真系统会给出带钢屈曲的模态,进而可以利用相关的数据测出带钢的临界张力。
浅谈连续退火机组张力模型的确定及验证
67中国设备工程Engineer ing hina C P l ant中国设备工程 2020.02 (下)1 张力模型的确定在连续退火生产过程中,机组稳定高效生产的关键在于张力设定。
目前,国内外几乎所有连退生产线对机组炉内张力的设定都是采用固定的经验表格。
张力的设定只考虑到带钢的钢种与规格这两个因素,而没有考虑到来料的实际情况对张力设定的影响。
而实际上,同一钢种和规格的钢卷实际板形也是不一样的,并且还有很大差别,如出现从大边浪到大中浪的过渡,在此情况下,如果采用同样的张力值,会影响产品质量和生产稳定性。
这样,为了保证机组的稳定运行,降低发生缺陷的概率,就必须对机组张力进行在线调整,而这必须建立张力数学模型。
因此,在充分考虑带钢板型及自身特性参数情况下,经过学习研究及生产现场的试验,确定涵盖连退机组各工作段张力数学模型如下:(1)式中,i 为连退机组位置代号,从1—11,分别表示机前、加热1—3、均热、速冷、时效1—3、终冷、机后,共11个工作段;i α、i 1β、i 2β、i 3β为连退机组分段特性系数,与连退机组各段辊的数目、型号、表面粗糙度有关系,各段特性系数值如表1所示。
j ξ为连退机组结构特性系数,不同的机组系数也不同,某冷轧连退机组结构特性系数数值如表2所示。
Di 为各段工作辊辊径。
ψ为带钢特性系数,如不考虑,则该值取1.0。
2 张力模型的验证张力数学模型是开发张力在线控制技术的基础,该数学模型必须能用于生产现场,所以用生产实践检验数学模型是最高效的方法。
现将式1所述模型应用于某冷轧厂连浅谈连续退火机组张力模型的确定及验证高轶颉(河北天择重型机械有限公司技术中心,河北 邯郸 056200)摘要:张力在线控制是连续退火机组关键技术,在连续退火生产过程中,张力精准控制具有机组稳定生产防止带钢跑偏、不产生横向条纹及改善板型的的关键作用。
而研发张力在线控制技术需要一个有效的能应用于生产现场张力数学模型。
张力设置及驱动控制浅谈 Microsoft Word 文档 (2)

连续生产线张力设置及驱动控制浅谈一. 张力的作用及数值选择1. 张力的作用及其影响连续生产线的带钢必须在张力之下运行,张力的最基本作用是保证带钢的正常运行,即使带钢尽可能沿着生产线中心线运行而不致因走偏造成边部刮伤甚至断带。
同时,纠偏辊也只有在张力足够的情况下才能起到纠偏的作用。
在镀锌生产线上,连续进行着各种工序,不同的工序各有其特点,张力的产生和作用也不尽相同。
有了张力辊,就可以把各个区域的张力隔开,在不同的区域设置不同大小的张力。
1.1开卷张力开卷张力主要是防止开卷时具有弹性的轧硬卷发生松动,在开卷机轴上发生横向偏移,形成喇叭状,影响带钢沿着中心线进入生产线。
1.2清洗段张力清洗段一般需要较大的张力,因为清洗段有很多的挤干辊、刷洗辊,不管其是在动力作用之下主动运转还是无动力作用之下被动运行,它们对带钢都有一定的作用力,如果其轴线与生产线中心线不垂直,或其水平度偏差较大,都会造成给带钢的作用力与生产线运行方向不一致的现象,会有一个侧向分力,使带钢沿辊子的表面向侧面滑行,严重时被箱体内的机件刮伤,造成断带事故,如图所示。
生产实际表明,这种现象经常发生。
防止这一事故发生的办法除严格检测挤干辊、刷洗辊的垂制度、水平度以外,就是适当加大清洗段的张力。
1.3活套张力卧式活套的张力过小除易造成钢带走偏以外,还会使钢带严重下垂,活套摆壁开合时对钢带造成刮伤甚至断带,也会使钢带和卷扬机钢丝绳产生振动而引起张力的波动。
一般卧式活套之后带钢便进入炉区,活套张力过大会影响到炉区张力的稳定。
1.4炉区张力炉区张力控制是镀锌生产线的重点和难点,这是因为炉区内带钢必须被加热到再结晶温度范围以上,而生产线出现故障,速度下降或停车时,带钢的温度会更高。
在700~800℃下的带钢的抗拉强度极低,塑性很高。
如果张力较高,甚至由于张力波动造成的瞬时张力过高,都会使带钢拉断而造成停产事故的发生。
在生产线正常运行的情况下,张力的作用也会使炉区带钢受到拉伸而发生宽度变窄的现象。
卧式退火炉炉内张力控制研究

卧式退火炉炉内张力控制研究发布时间:2023-02-20T07:27:42.275Z 来源:《新型城镇化》2022年24期作者:武俊[导读] 随着国内冷轧工艺与电气控制技术、信息技术的发展,高效率的卧式退火炉已经被广泛应用到实际生产中,逐渐替代了罩式退火机组。
中铜华中铜业有限公司湖北省黄石市 435005摘要:卧式退火炉炉内张力极易受到温度与炉辊表面摩擦力的影响,针对此问题,本文以某铜加工企业为例,说明卧式退火炉炉内张力控制过程中所存在的问题,并结合实际情况提出针对性优化策略,希望能够为相关技术人员拓展炉内张力控制提供新思路。
关键词:卧式;退火炉;炉内张力;影响因素;优化策略前言随着国内冷轧工艺与电气控制技术、信息技术的发展,高效率的卧式退火炉已经被广泛应用到实际生产中,逐渐替代了罩式退火机组。
而炉内张力便是卧式退火炉稳定通板的关键因素,合适的张力能够保障铜带高速稳定运行,帮助铜带获得良好的成型。
而且炉内张力还能对带铜形成一定纠偏作用,始终将其维持在中心线位置。
因此,加强炉内张力控制是解决炉内异常现象的主要途径,张力越稳定,控制精度越高,生产过程中所产生的波动便越小,通板速度便越快。
1.案例概况该铜加工企业所采取的退火炉机组总长超过200m,高度约为20m。
机组整体可分为三个部分,分别为入口、炉内以及出口段。
入口段相关设备会完成铜卷的焊接与清洗,出口段设备则具有卷曲、平整等功能。
两者之间为炉内段,主要功能为高温退火,此部分也是连续退火机组的核心。
该退火机组的产量为35万吨/年,最大重量在25t以下,带铜厚度为0.5mm,宽度在800-1030mm之间,铜卷内径为508mm,外径为900-1800mm。
入口段的最大速度可达到1000m/min,出口速度可达到100m/min,穿带速度最高为60m/min。
下文便对该机组及炉内张力控制中存在的问题进行说明。
2.卧式退火炉炉内张力控制中存在的问题该退火机组在生产过程中出现了较为严重的带铜跑偏现象,经过初步分析,可将铜带跑偏现象归结为温度与炉辊表面摩擦力异常两方面原因,具体如下。
退火生产线炉区张力控制系统的设计
退火生产线炉区张力控制系统的设计李冬;刘哲【摘要】退火炉作为连续退火生产线的关键设备,其张力的动稳态性能直接影响板材的质量和产量.针对连续退火生产线中炉区张力的控制问题,从影响炉区张力的因素出发,推导出了炉区张力的数学模型,提出了基于速度调节的张力控制算法,并详细阐述了炉区张力控制系统的实现方案.实践证明,此控制系统性能良好,完全满足生产线的工艺要求.%Annealing furnace is the key equipment in continuous annealing processing line.The dynamic and static performance of tension affect the quality and output of steel.The problem of furnace area tension control in continuous annealing processing line was studied.According to the primary factors that influence furnace area tension, the mathematical model of tension was derived,tension control algorithm based on speed regulation was offered.Realization of tension control was detailedly expounded.Practice has proved that the control system has played good result .It fulfills technological requirement.【期刊名称】《电气传动》【年(卷),期】2012(042)012【总页数】4页(P44-47)【关键词】退火生产线;炉区;张力【作者】李冬;刘哲【作者单位】中海油天津化工研究设计院石油和化学工业电气产品防爆质量监督检验中心,天津300131;河北工业大学控制科学与工程学院,天津300130【正文语种】中文【中图分类】TG3331 引言我国的汽车产业呈现出蓬勃的发展势头,伴随而来的是汽车产业对优质钢材品种的要求越来越高。
冷轧连退机组张力控制探索

冷轧连退机组张力控制探索【摘要】冷轧连退机组生产过程中张力控制决定最终的产品质量与合格率。
为了提升冷轧连退机组自动化控制效率,优化生产资源结构,借助新型设备对整个生产线张力进行调整,这对于优化整个连退机组生产线自动化控制以及PLC及变频器补偿设计都具有非常重要的作用。
目前,我公司冷轧连退生产线自动化程度高,在整个带钢退火过程中,张力控制通过对生产线西门子PLC与变频器传递控制信号,利用张力辊组和开卷机、卷取机、出入口后套建立张力控制模型,本文对冷轧连退机组张力进行分析,从而加深了张力控制对生产稳定运行重要性的意义。
【关键词】连退机组;张力控制;转矩;张力辊组1引言冷轧连退机组生产线自动化程度高,在生产过程中,由于张力的存在,所以保证了带钢在连续运转过程中不跑偏,张力控制对生产线起着至关重要的作用。
张力数据的调整与设置是生产中重要的数据,一般张力数据采用脉络调整,依靠入口开卷机、出口卷曲机、生产线张力辊组、出入口活套建立完成[1]。
2连退机组主要设备组成及主要工艺流程连退机组生产线按工艺流程大致包括以下内容:开卷机、焊机、入口活套、清洗段、连退炉、平整机、拉矫机,耐指纹机、圆盘剪、涂油机、分切剪、卷曲机。
在整条生产线上还分布着8组张力辊组,其构成见图1。
冷轧连退生产线开卷机按照一定的速度控制要求,将两卷带钢的带头与带尾焊接在一起。
整条生产线张力控制,通过8组张力辊完成。
同时,参与张力控制的还包括出口和入口、活套检查站、平整机[2]。
在该连退生产线前期进行清洗处理,分为碱清洗、电解清洗和热水漂洗,对冷轧带钢的表面清洗与净化。
带钢经过入口活套进入,连退炉,对带钢完成热处理,改变了带钢内部的晶格结构,从而完成对带钢硬度的处理,退火后的带钢经过出口活套和平整理,对整个带钢表面的质量进行深加工处理,然后经过圆盘点修正边部完成最后的产品。
3连退机组张力控制分析3.1PLC系统张力闭环控制流程分析根据生产带钢的品种、宽度、厚度不同权限的张力参数要不断地进行优化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
给传动 的速度 给定值或者 负载补偿两种方式实 现。调节速度给
定方式控制张力 时 , 电机 实 际 速 度 波 动 小 ; 调 节 转矩 补 偿 方 式 控
制张力 时 , 响应时间短 。 机组 中除平整机机架 问及机架 出口侧张
力控 制器外其余 各段张力 控制都 以调节负载 补偿方 式来实现 , 下 面以 1 抖张 紧 辊 组 为 例 介 绍 负 载 补 偿 调 节 方 式 。 1 样张 紧 辊 组 位 于 机 组 入 口段 , 包 括 2台 电 机 , 主要 实 现 的 是 清 洗 段 张力 设 定 值 的 闭 环 控 制 。 由于 1 #张 紧辊 组 人 口张 力 为 开卷机张力 , 出 口张 力 为 清 洗 段 张 力 , 两段 张力值不 一样 , 因此 张力 差 值 ( 人 口一出 口 ) 的转 矩 转 换 值 要 作 为 前 馈 叠 加 到 了负 载 补 偿 中。 而 在 张力 闭 环 的 P I 控制 器中 , 张 力设 定 值 与 实 际 值 经
2 l 2 直 接 张 力 控 制 2 l 2 。 1 负 载 补 偿 调 节 方 式 在本机组 中实现 直接 张力闭环 控制可 以通过调 节 P L C 发
P I 调节后送到传动库 中的速度叠加值 。 D R . R e f . N — R e f 为送到传
动 的 速 度 给定 , 此时 S P C _ T OR QMA X, S P C _ T OR QMI N 数 值 为 1 . 0倍 的 额 定 转 矩 。
另 外 通 过 调 节 负 载 补 偿 方 式 实 现 张 力 闭 环 时 一 般 还要 激 活
电机速度 的窗 口控制功能 。窗 口控制功能主要是监控 速度 误差 值( 速度 给定 一 实 际速度 ) 。当速度误差超 出窗 口范 围时 , 超出部
分经 由 P I D调节 后产 生一个给定 项叠 加到转 矩给定 T OR QUE
f 收 稿 日期 : 2 0 1 2 1 2 2 8]
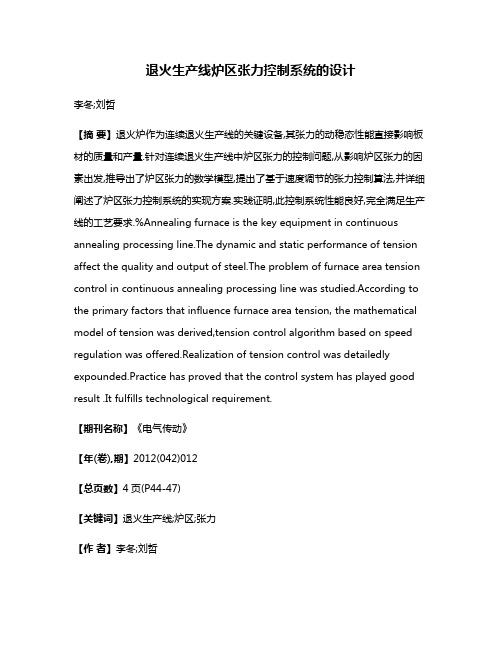
图 4 附加 速 度 调 节 方 式 图
负载损 耗 、 张力前 馈的转矩 转矩 值 、 张力 闭环调节 值 、 D V D T加
减速转矩补偿值等 。 此时 S P C — T OR QMA X设 定 为 1 . 5倍 的 额定 转矩 、 S P E E D R E F为 机 组 入 口段 速 度 基 准 值 。
[ 3 ] 连子峰 , 郑杭波 , 齐国光. 基 于 CA N 总线 的分布式电池管理 系统[ J] .
电源 技 术 应 用 , 2 0 0 3, 6( 1 ) : 4 1 — 4 4
[ 4 ] 宋海 斌 , 常越. 基于 T MS 3 2 0 F 2 4 0 7 A的蓄 电池管理 系统 的设计 [ J] 低 压 电器 , 2 0 0 5 ( 7 ) : 3 4 — 3 6
过P l 调节产 生一调节量 , 该值与张力差值 的转矩转换值叠加后 按 照 电机 的功率 比例分配到两个张力辊 的负载补偿 上 。如 图 3 所示 ,其 中 T o r q — R e f _ F D F为张力 闭环值与张力前 馈值 的叠加
量, R e f _ I o a d Co mp为 电机 的负 载 补 偿 。 此 时 负 载 补偿 主要 包括 3 结 束 语 连退 机 组 由于 生 产 的带 钢 产 品薄 、 退火温度高 、 工艺速度快 ,
传 动 ,此 时 速 度 环 产 生 的 转 矩‘ 值 很 小 ,在 S P C _ T OR QMA X 和
S PC T OR QMI N 限幅值 范 围内 , 此转 矩值加上 负载补偿值作 为
—
N E G( 2 3 . 0 9 ) 分别 为速度的正负误 差范 围, 在 1 样张力辊 的传动 接 口程序中值都设为 1 0 %。
后S P C J OR QMA X的转矩限幅功能 ( 如 图 2所示 , 建张命 令后
参数 2 . 0 4 、 2 . 0 5 、 2 . 0 6 、 2 . 0 7之 和 远 大 于 2 0 . 0 7 ) 。 因 此 通 过
S P C 』 OR QMA X参数实现 了卷取机 的张力设定 。
2 _ 2 . 2 附 加 速 度 调 节 方 式 平 整 机 机 架 间 及 出 口侧 张 力 调 节 是 通 过 张 力 闭 环 产 生 附 加 速度来实现 。 在本 机组 中平 整 机 位 于 机组 出 口段 , 为 双 机 架 4辊 平 整 机 。平 整 机 的 机 架 间 、 出 口侧 张 力 控 制 是 通 过 分 别 调 节 1 # 机架 , 2 样机 架 上 下 支 承辊 速 度 来 实 现 。 以平 整 机 的 机 架 间 张 力 控制为例 , 在P I 控 制 器 中机 架 间张 力 设 定 与 实 际 的 偏 差 值 经 过 P I 调节后 产生一个附加 速度叠加到 1 #机 架 的上 下 支 撑 辊 电 机 的基 础 速 度 设 定 上 。 如 图 4所 示 , 参数 D R . R e f . I OI n . A DD _ V 为
最终转矩给定控制传动 。 当机 组 发 出建 张 命 令 后 卷 取 机 的 基 础 设 定 速 度 上 叠 加 了 一
个建张速度设 定 V — a d d( 穿带时该值为 0 ) 。该速度值没 有特殊
要 求 ,只 需 要 和 速 度 控 制 器 的 P I D参 数 一 起 实 现 在 有 建 张 命 令
仅 与电池的 电压 、 电流参数有关 , 还 可能与其他 参数有 关 , 因此
S OC估 算 还 有 待 进 一 步研 究 。
参 考 文 献
[ 1 ] 南金 瑞 , 孙逢 春 , 王 建 群 纯 电 动 汽 车 电 池 管 理 系 统 的 设 计 及 应 用
[ J] . 清华大学学报 : 9然 科 学 版 , i 2 0 0 7 , 4 7 ( S 2 ) : 1 8 3 1 —1 8 3 4
1 3 0
连续 退 火 机 组 张 力 控 制 浅 析
图 3 负 荷 补 偿 调 节 方 式 图
R E F 2上 。 如 图 2所 示 , WI N D OW I N T G ON 为 1时 激 活 窗 口控 制功能 ;
图 2 传 动 控 制 图
Wl N D OW WI D T H P OS ( 2 3 . 0 8 ) 和 WI ND O W WI D T H
[ 收 稿 日期 : 2 0 1 21 2 2 5 ]
( 上接 第 1 2 2页 )
『 2] d a t a s he e t o f L T C68 0 3—1 / 3. Li n ear T ec hn ol o gy Cor por a t i on
h t t p: / / www. 1 i ne ar co m. cn
因此 对 于 张 力及 速度 控 制 等要 求 严 格 , A B B的 控制 系 统 很 好 的完 成 了任 务 。机 组 于 2 0 0 9年 投 产 以来 , 张力 控 制稳 定 , 运 行 良好 。 参 考 文 献
[ 1 ] 田红 芳 , 田崇 法 . AB B 控制 器 在冷 轧 机 自动 化 控 制 系统 中 的 应 用 [ J ] . 世 界 有 色金 属 , 2 0 1 0 , 2: 4 4 — 4 6