8D报告模板_改善行动报告_质量改善报告模板
(完整word版)完整8D报告模板
说明:版本:D1-第一步骤: 建立解决问题小组----由品质部召集相关人员若问题无法独立解决,通知你认为有关的人员组成团队。
团队的成员必需有能力执行,例如调整机器或懂得改变制程条件,或能指挥作筛选等。
备注:执行者不列入。
D2-第二步骤: 描述问题----由品质部收集,并向小组人员传达向团队说明何时、何地、发生了什么事、严重程度、目前状态、如何紧急处理、以及展示照片和收集到的证物。
想象你是FBI的办案人员,将证物、细节描述越清楚,团队解决问题将越快。
D3-第三步骤: 执行暂时对策---由小组人员负责执行若真正原因还未找到,暂时用什么方法可以最快地防止问题?如全检、筛选、将自动改为手动、库存清查等。
暂时对策决定后,即立刻交由团队成员带回执行。
备注:为了防止遗漏,纠正措施五要→客户仓库、在途、客户生产线、工厂生产线& 工厂仓库。
D4-第四步骤: 找出问题真正原因----由小组人员讨论后确定找问题真正原因时,最好不要盲目地动手改变目前的生产状态,先动动脑。
您第一件事是要先观察、分析、比较。
列出您所知道的所有生产条件(即鱼骨图),逐一观察,看看是否有些条件走样,还是最近有些什么异动?换了夹具吗?换了作业员?换了供应商?换了运输商?修过电源供应器?流程改过?或比较良品与不良品的检查结果,看看哪个数据有很大的差异?尺寸?重量?电压值?CPK?耐电压?等等不良的发生,总是有原因,资料分析常常可以看出蛛丝马迹。
这样的分析,可以帮助您缩小范围,越来越接近问题核心。
当分析完成,列出您认为最有可能的几项,再逐一动手作些调整改变,并且观察哪些改变可使品质回复正常及影响变异的程度,进而找到问题真正的原因。
这就是著名田口式方法最简单而实际的运用。
D5-第五步骤: 选择永久对策----由小组人员讨论后确定找到造成问题的主要原因后,即可开始拟出对策的方法。
对策的方法也许有好几种,例如修理或更新模具。
试试对可能的选择列出其优缺点,要花多少钱?多少人力?能持续多久? 再对可能的方法作一最佳的选择,并且确认这样的对策方法不会产生其它副作用。
客户质量投诉8D报告模版
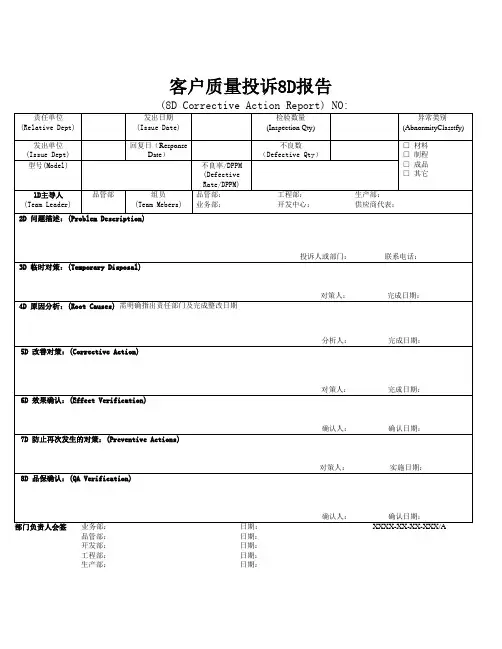
(8D Corrective Action Report) NO:
责任单位
(Relative Dept)
发出日期
(Issue Date)
检验数量
(Inspection Qty)
异常类别
(AbnormityClasstfy)
发出单位
(Issue Dept)
回复日(Response Date)
投诉人或部门: 联系电话:
3D临时对策:(Temporary Disposal)
对策人: 完成日期:
4D原因分析:(Root Causes)需明确指出责任部门及完成整改日期
分析人:完成日期:
5D改善对策:(Corrective Action)
对策人:完成日期:
6D效果确认:(Effect Verification)
确认人:确认日期:
7D防止再次发生的对策:(Preventive Actions)
对策人:实ቤተ መጻሕፍቲ ባይዱ日期:
8D品保确认:(QA Verification)
确认人:确认日期:
部门负责人会签业务部:日期:XXXX-XX-XX-XXX/A
品管部:日期:
开发部:日期:
工程部:日期:
生产部:日期:
不良数
(Defective Qty)
□材料
□制程
□成品
□其它
型号(Model)
不良率/DPPM
(Defective Rate/DPPM)
1D主导人
(Team Leader)
品管部
组员
(TeamMebers)
品管部: 工程部:生产部:
业务部: 开发中心: 供应商代表:
8D专项质量改善报告模板
8D专项质量改善报告(电源端子板滑丝的质量问题)拟制:审核:批准:日期:****有限公司D1、组建小组:控制器组于****年12月19日针对近一周工程柜在装配过程中出现9例电源端子接线时滑牙问题组建问题处理小组。
D2、问题描述:控制器组员工于****年12月12日—12月18日装配工程柜的过程中共出现9例电源端子接线时端子固定位置滑牙情况。
按每天15台的装配量,一周7天共装配105台,不良数9台,不良率8.5%。
D3、实施及确认暂时性的对策:1、查证装配柜机使用的电钻是否有扭力要求,扭力是否合适;2、查证接线时装配方式有无问题;3、调查接线端子物料是否有更换厂商或使用异常批次器件;4、立即调查生产过程,看生产过程是否出现改变。
D4、原因分析及验证要因首先对暂时性的对策的执行结果进行分析:1、经查证控制柜装配无电钻扭力要求,扭力调整随意性大有不合理扭力情况。
2、控制柜打钉及接线方式为常规状态,针对控制柜的装配方式有改进空间。
3、端子板上的接线端子都是由一家叫****公司提供,近期没接收过品质异常或让步接收的端子,也未更换品牌及厂家,但其质量情况不能确认。
4、调查生产过程,未发现与原来过程有明显区别。
对控制柜的装配过程进行综合分析,分别判断各自环节出现的可能性:基本装配流程为:标准柜前加工→装配标准柜→装配工程柜据查证,装配标准柜时和装配工程柜时都有螺钉打滑情况出现,装配标准柜工序打滑端子钉的数量少,多数打滑端子钉都出在装配工程柜工序。
针对在此过程中,端子板打滑的原因,进行了如下分析,见下图(图一):因果图【图一】哪些因素才是导致电源接线端子滑丝的要求?要因确认调查情况见表一:【表一】要因确认表序号原因分析调查情况是否要因1 装柜人员使用电钻时扭力随意性大;经查证,装配柜机的电钻无扭力要求,员工根据自己习惯的扭力进行作业,调节扭力大时容易导致接线端子滑丝;是2 员工质量意识差;出现多台电源端子滑丝时并未进行反馈;是3 装柜时不专注;有上班说话情况,不注意自己使用电钻的扭力,有导致端子滑丝的现象;是D5、制定永久对策:根据确定的要因,制定对策表如下:D6、执行及验证永久对策:针对上述要因,按对策表执行结果如下:1、工艺人员已确认好合适的装配扭力,所有电钻都已按要求调至9kgf且在扭力调整环上做好记号并完成对工程柜装配员工的宣导工作。
8D改善报告模板
作业环境差
设备未调试
异常
作业指导差
来料异常多
领导不重视
4-D 临时解决对策
• 对于库存物料或者已 经制作的成品给出解 决方案
5-D 长期解决对策
• 杜绝事故产生 的长期对策
长期对策
换人/
8-D 执行部门效果确认
需要进一步改进? 改善行动有效了?
• 对最终效果进行确认——事故发现 部门确认,实事求是
NG
判定 结果
目录
一1 改善活动背景信息 二 改善活动8D过程 三 记录存档及长期效果跟踪
➢记录存档及长期效果跟踪
长期跟踪效果反馈---统计数据?
异常是否反复发 生?
确定该问题已经 完全解决?
改善行动可以关 闭了?
需要重新立案?
工 3-D. 异常原因分析 4-D. 临时解决对策 5-D. 长期解决对策 6-D. 实施效果验证
1-D. 异常问题描述
...
– .来料数量少(缺斤短两)..
...
– ..品质不稳定.
...
– 操作员胡乱操作...
2-D. 专案改善团队及职责分工
• 人员组成及职责分工
3-D 异常原因分析
• 分析异常发生的原因
改善活动(8D)报告模板
目录
一1 改善活动背景信息 二 改善活动8D过程 三 记录存档及长期效果跟踪
➢背景信息描述
• 描述进行改善活动的原因
领导指定
客户要求
品质不良 工艺革新
背景描述
目录
一1 改善活动背景信息 二 改善活动8D过程 三 记录存档及长期效果跟踪
➢改善活动8D过程
1-D. 异常问题描述 2-D. 专案改善团队及职责分
质量改进8D报告模板(思路缜密、可编辑)
(2)检测流程请给予说明,是否有标准作业文件支持,文件号是多少,文 件请粘贴此处; 例如:Q/YC 762.3-2006--张紧轮部件检验规范(附件)
2D-- 问题描述 拆解故障件信息描述
诊断单号 故障里程
故障件名称
图号
模式
零件流水号
零件生产日期
1100201216 3215km
张紧皮带轮组件
记录临时对 策后零件的 相关信息, 方便跟踪
临时对策后的OK品初次交付 批次号
OK零部件的标识方法
4D—确定和验证根本原因 与问题点零件相配合零件的装配关系(装置图):
故障零件的装配位置、所在油路系统、所在气路系统、所在电路系统、所 在冷却系统等与问题点相关的系统图,并不仅局限于装配关系,凡是与问 题点相关的系统都可在此说明。 根据各种问题点的情况不同,根据实际情况进行相关系统的关联关系的说 明。
项目完成天数
完成情况
项目开展情况简要介绍
目录
一、1D--建立问题解决团队 二、2D--问题描述 三、3D--确定和实施临时围堵措施 四、4D--确定和验证根本原因 五、5D—选择和验证永久纠正措施 六、6D--实施永久纠正措施 七、7D--制定预防措施并举一反三 八、8D--测量和评估持续改进、认可团队
齿轮端面至法兰面距离33.1mm
飞轮壳安装面至飞轮齿圈端面距离35.6mm
小结:起动机驱动齿轮和飞 轮齿圈静态间隙为35.633.1=2.5mm符合要求
结论:静态时飞轮齿圈端面到起动机齿轮端面距离符合要求。
4D—确定和验证根本原因
针对可能因素进行故障重现,确认直接原因
序号
可能原因
试验内容
责任者
计划时间Biblioteka L47YC1002450异响
8D报告模板_改善行动报告_质量改善报告模板

产品名称 提出人 1.解决问题的小组成员 部门 姓名 2.问题描述 此栏是收集和整理有关数据用量化的术语说明什么东西在何时 何地出了什么问题以及问题的严重性或比率。 3.临时纠正措施(围堵行动) NO 暂时补救的纠正措施 产品编号 审核人 订单号 批准人 供应商 发出日期
日期
Lot3
Lot5
日期
依上述永久措施在生产中监督其实施效果, 并作出书面报告加以评审。
修改现有的管理系统、操作系统、工作惯例、设计与规程以 防止这一问题与所有类似问题重复发生。
8. 完成结案 结案 □关闭 □开启 下次验证时间
确认该问题是否可以关闭结案,如果不可以结案请确认下次验证时间?
NO:
此栏是要针对问题组建一个解决问题的小团队,成员要求具备 工艺和产品相关知识并熟悉该产品.必须有一个组长“最佳临时抑制措施”在永久措施实施前 把问题隔离。可能需要与客户沟通。此时需要查清楚库存数 量及质量状况,以及库存品的处理方式。 4.本质原因
用统计工具列出可以用来解释问题起因的所有潜在原因,将问题说明中提到的 造成偏差的一系列事件或环境或原因相互隔离测试并确定产生问题的根本原因。 5.永久性纠正措施 NO 预防再发生措施 责任人 完成日期
在生产前测试相关方案,并对方案进行评审以确定所选的校正措施能够解决客户问题, 同时对其它过程不会有不良影响。并对测试方案制定一个实施永久措施的计划,确定过 程控制方法并纳入文件,以确保根本原因的消除。在生产中应用该措施时应监督其长期 效果。同时废除临时措施。此时需给出一个完成时间。
填写人 6.纠正措施效果验证 批号 日期 备注 7. 系统长期预防措施 Lot1 Lot2
完整8D报告模板
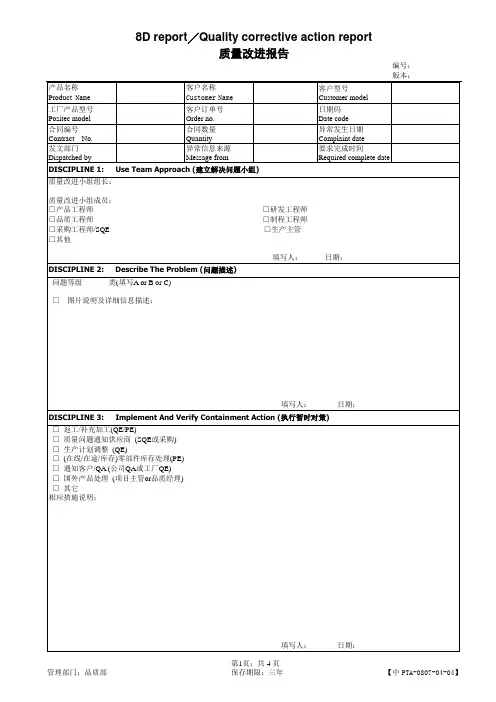
备注:1.对异常问题或改进状态的描述要尽量有图片说明或详细的信息记录。
2.□表示一个项目工作点;■表示项目已完成,后面要有支持文件;不涉及项目在后面写N/A。
3.问题等级按《产品质量问题等级判定规则》划分A、B、C类;A类问题须开“停产通知单”。
4.质量改进报告单开立原则:以退货和日常的重大项目改进为主,料件的外观问题不列为此项改进内容。
5.质量改进报告单填写细则:相关问题分析及验证性报告插入此改进单,能够使用超连接的选用连接形式(确认路径不变并能连接到改进的文件),支持文件不必打印。
6.此份报告前3页为改进项目进度的目录表,第4页是说明页,不必打印。
7.表单编号:a.日常改进和退货的项目按照SGxx—yyyy—zzzz, 其中xx表示年份,yyyy是流水号,zzzz是工厂产品型号;b客户投诉按照CCxx—yy—zz--mm, 其中xx表示年份,yy是客户名称,zz表示产品型号,mm表示流水号。
(此部分由品质部秘书负责)说明:D1-第一步骤: 建立解决问题小组----由品质部召集相关人员若问题无法独立解决,通知你认为有关的人员组成团队。
团队的成员必需有能力执行,例如调整机器或懂得改变制程条件,或能指挥作筛选等。
备注:执行者不列入。
D2-第二步骤: 描述问题----由品质部收集,并向小组人员传达向团队说明何时、何地、发生了什么事、严重程度、目前状态、如何紧急处理、以及展示照片和收集到的证物。
想象你是FBI 的办案人员,将证物、细节描述越清楚,团队解决问题将越快。
D3-第三步骤: 执行暂时对策---由小组人员负责执行若真正原因还未找到,暂时用什么方法可以最快地防止问题?如全检、筛选、将自动改为手动、库存清查等。
暂时对策决定后,即立刻交由团队成员带回执行。
备注:为了防止遗漏,纠正措施五要→客户仓库、在途、客户生产线、工厂生产线& 工厂仓库。
D4-第四步骤: 找出问题真正原因----由小组人员讨论后确定找问题真正原因时,最好不要盲目地动手改变目前的生产状态,先动动脑。
完整8D报告模板
版本:产品名称Product Name 客户名称Customer Name客户型号Customer model工厂产品型号Positec model 客户订单号Order no.日期码Date code合同编号Contract No. 合同数量Quantity异常发生日期Complaint date发文部门Dispatched by 异常信息来源Message from要求完成时间Required complete dateDISCIPLINE 1: Use Team Approach (建立解决问题小组)质量改进小组组长:质量改进小组成员:□产品工程师_______________________ □研发工程师______________ □品质工程师_______________________ □制程工程师______________ □采购工程师/SQE___________________ □生产主管________________ □其他_____________________________填写人:日期:DISCIPLINE 2: Describe The Problem (问题描述)问题等级______类(填写A or B or C)□图片说明及详细信息描述:填写人:日期:DISCIPLINE 3: Implement And Verify Containment Action (执行暂时对策)□返工/补充加工(QE/PE)□质量问题通知供应商(SQE或采购)□生产计划调整(QE)□(在线/在途/库存)零部件库存处理(PE)□通知客户/QA (公司QA或工厂QE)□国外产品处理(项目主管or品质经理)□其它相应措施说明:填写人:日期:版本:DISCIPLINE 4: Define and Verify Root Cause (找出问题的真正原因)原因分析(责任部门填写)□设计缺陷/Design defects □规格、标准缺陷/criterion defects□工装设备缺陷/Equipment defects □检查判定缺陷(误判、错判)/Wrong verdict□制程及作业上缺陷(含料件)/Parts or assembling defects□模具、夹具缺陷/Fixture defects □其他/Others具体说明/Described in detail:□失效模式再现验证说明□改进失效验证说明附原因分析报告《》(插入附件, 空白表单在下面连接内)填写人:日期:DISCIPLINE 5:Choose and Verify Permanent Corrective Action (选择永久对策)相应措施进度及说明:具体内容责任人计划完成时间样品采购样品确认工程样机装配实验申请实验结果判断工装申请小批验证□ECR:(连接到文管中心下文件)□修模单:(连接到文管中心下文件)□其它填写人:日期:DISCIPLINE 6: Implement Permanent Corrective Action (执行及验证永久对策)□品质标准(品质人员提供,需明确清晰):□正向模式验证:□反向失效模式验证:实际完成情况确认人实际完成时间样品采购样品确认工程样机装配实验申请实验结果判断工装申请小批验证(工程人员提供正/反验证需包含详细数据,如实验申请号,验证结果等.)(品质)填写人:日期:(工程)填写人:日期:DISCIPLINE 7: Prevent Recurrence & Standardization (防止再发生措施及标准化)版本:产品工程师PE:□ECN□BOM□PQC检指/培训□IQC检指/培训制程工程师:□总装工艺卡/装配人员培训品质工程师QE:□FQC检指/培训采购部SQE:□供应商培训□供应商检指□供应商检具□供应商工艺□供应商库存处理其它填写人:日期:DISCIPLINE 8: Congratulate Our Team (批量验证/团队激励)改善情况的追踪:□ECN□BOM□供应商培训□供应商检指□供应商检具□供应商工艺□供应商库存处理□IQC检指/检验结果□PQC检指/检验结果□FQC检指/检验结果□总装工艺卡□试验/检验考核结果填写人:日期:经办/drafted by: 部门审核/checked by: 品质经理审核: 批准/Approved by:一、QC培训记录二、QC检指记录三、供应商方面培训、检(插入相关支持文件)指、检具、工艺、协议记录四、工艺文件备注:1.对异常问题或改进状态的描述要尽量有图片说明或详细的信息记录。
品质8D报告标准模板
品质8D 报告标准模板
小组负责人:管理者代表:8D 报告对象:
客户 供应商 公司内部报告编号:品质严重性: 非常严重 严重 轻微
报告日期: 客户/ 供应商名称:
涉及报告或文件:D1:成立改善
小组
D2:问题描述问题描述问题图片
1.
2.
3.
4.
D3:临时措施序号
临时措施要点及描述责任人完成日期结果确认
12
3
4
D4:根本原因
分析序号根本原因描述与分析责任人完成日期结果确认12
3
4
D5:永久性纠正措施序号永久性纠正措施描述责任人完成日期结果确认1
2
3
4
D6:纠正措施验证
序号纠正措施实际验证情况责任人完成日期结果确认1
2
3
4
D7:预防措施序号
预防措施具体描述责任人完成日期结果确认12
3
4
D8:批量验证/
团队激励
此项目原因分析准确,制定的永久性纠正措施验证可行有效。
承认小组的集体努力,对小组工作进行总结并祝贺,同时给予必要的物质和精神奖励。
品质8d报告(优秀10篇)
品质8d报告(优秀10篇)(经典版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的经典范文,如总结报告、心得体会、应急预案、会议记录、条据书信、合同协议、规章制度、教学资料、作文大全、其他范文等等,想了解不同范文格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!Moreover, our store provides various types of classic sample essays, such as summary reports, insights, emergency plans, meeting minutes, evidence letters, contract agreements, rules and regulations, teaching materials, essay summaries, and other sample essays. If you would like to learn about different sample formats and writing methods, please pay attention!品质8d报告(优秀10篇)8D起源于福特公司处理质量问题的一种方法。