LED物料抛料分析
LED物料抛料分析
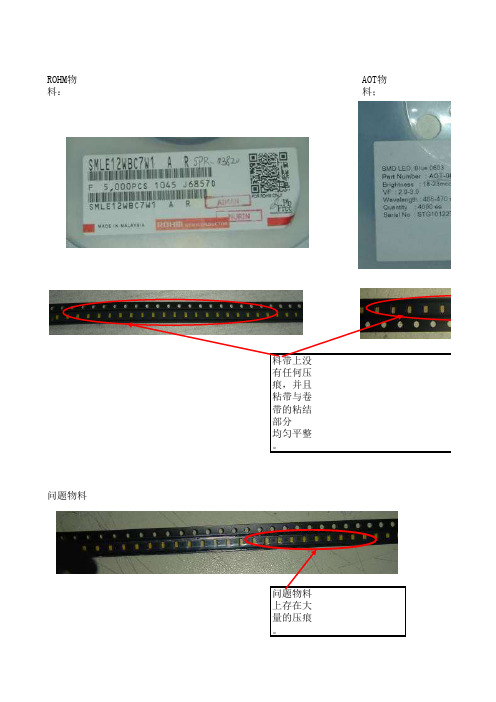
ROHM物料:AOT物料;料带上没有任何压痕,并且粘带与卷带的粘结部分均匀平整。
问题物料问题物料上存在大量的压痕。
压痕在各料槽中间,没有压在元件上压痕在元件表面位置从以上两个厂家的物料来看,封装方式完全相同,但是从照片来看,不同的地方是问题的物料上面,有这些压痕应该是在卷带过程中,由于卷带太紧造成料带背面的圆孔所压而成(或有其他原因存在,需要ROHM和AOT的物料就没有这种现象。
抛料的产生过程:这是上好物料的料架粘带与卷带的剥离位置这个位置是物料的吸取位置在物料进给过程中,当物料进到剥离位置时,如果压痕位置在元件表面时,粘带就会对元件有一定的粘使在剥离过程中引起元件侧立,这时由于卷带上有压盖的原因,使物料被粘带粘起,当元件供给到吸着置时,由于表面没有压盖的限制,造成元件离开压盖的瞬间,由于元件表面压力的突然丧失,再加上卷带塑料材质,存在一定的弹性,从而导致元件跳出料槽,这时,吸着位置就没有物料可以吸附,从而造成的损失。
另外卷带也存在一定原因,问题的物料卷带与ROHM和AOT厂家的卷带也有所不同,如下图所示:ROHM物料卷带问题物料卷带抛料原因总结:原因一:编带粘带表面有压痕存在从以上过程分析,造成元件抛料严重的主要原因,就是这个压痕。
如果在元件卷带时,不要将卷带卷的就可以避免元件跳件现象,从而减少物料损耗。
原因二:卷带表面有凹槽卷带表面的凹槽,会影响到料架压盖不能将元件平稳的压在料槽中,在压盖压在料带上时,元件与压盖就容易在物料进给过程中,由于粘带剥离位置料架压盖上有一道很小的间隙,在这个间隙的位置,料槽造成立件。
带与卷带的粘结部分这些位置的压痕,压在了元件表面,元件料损主要发生在这些位置上。
压痕在元件表面位置的元件,被吸附在塑带表面。
是问题的物料上面,有很多红色圈内的压痕。
有其他原因存在,需要问题相关部门帮助分析。
)元件立件后,会高出卷带表面,就会对元件有一定的粘力,起,当元件供给到吸着位突然丧失,再加上卷带是料可以吸附,从而造成物料如下图所示:红色平行线内存与外侧为一个平面。
贴片机抛料原因分析及对策
贴片机抛料原因分析及对策贴装是 SMT 工艺性相对较简单的环节,只要调整好贴装叁数及位置,贴装的好坏就在于贴片机的精度了。
人为因素较小。
不过由于贴装误差的客观存在,所以贴装后检查是不可避免的,因为在这个地方修正贴错的元器件比较简单,易行,且不会损坏元器件,如果在焊接后修正就费事多了。
贴片机抛料是指贴片机在生产过程中,吸到料之后不贴而是将料抛到抛料盒里或其它地方,或者没有吸到料而执行抛料动作。
抛料的主要原因及对策主要有以下几点:2.1.1 来料的问题:小型 IC 有些是管装料,尺寸较小,取料困难,料带较粘,取料时胶带拉不开。
BGA 为 44mm 的盘装料,但 44mm 的 Tape Feeder 不够用而用56mm 的,取料时抛料较多。
对策:来料为盘装料,或手工定位;购买 44mm Tape Feeder。
2.1.2 供料器的问题:供料器位置变形,进料不良;供料器棘齿轮损坏,料带孔没有卡在供料器的棘齿上;供料器下方有异物、弹簧老化或电气不良,造成取料不到或取料不良而抛料。
对策:调整供料器,清扫供料器平台(操作员负责 );更换已坏部件或供料器。
2.1.3 吸嘴问题:吸嘴变形、堵塞、破损造成气压不足、漏气,造成吸料不起,取料不正,识别通不过而抛料。
对策:清洁、更换吸嘴(技术员负责)。
2.1.4 位置问题:取料不在料的中心位置,而造成取料不正,有偏移,吸料时达不到设定的真空水平而抛料。
对策:调整取料位置。
(技术员负责)2.1.5 真空问题:气压不足,真空气管信道不顺畅,有杂物堵塞气管信道或真空发生器损坏,产生真空压力不足,造成取料不起或取起后在去贴的途中脱落。
对策:清洁真空气管信道,保养真空发生器。
(技术员负责)2.1.6 识别系统问题:视觉不良,视觉或镭射镜头不清洁,有杂物干扰识别。
对策:清洁、擦拭识别系统表面,保持干净无杂物污染等。
(技术员负责)2.1.7 装料问题:装料没有装好,供料孔没有对准棘齿,或8mm 以上 Feeder 供料间距没有调对,取料位置不对造成取料不到。
SMT抛料分析
SMT抛料分析2010-04-21 23:55在SMT生产过程中,怎么降低生产成本,提高生产效率,是企业老板及工程师们很关心的事情,而这些跟贴片机的抛料率有很大的联系,以下就谈谈贴片机的抛料问题。
所谓抛料就是指贴片机在贴装过种中,吸到料之后不贴,而是将料拋到拋料盒里或其他地方,或者是没有吸到料而执行以上的一个抛料动作。
抛料造成材料的损耗,延长了生产时间,降抵了生产效率,增加了生产成本,为了提高生产效率,降低成本,必须解决贴片机抛料率高的问题。
抛料的主要原因及对策:原因1:吸嘴问题,如吸嘴变形,堵塞,破损造成气压不足,漏气,造成吸料不起,取料不正,识别通不过而抛料。
对策:清洁更换吸嘴;原因2:识别系统问题,视觉不良,视觉或雷射镜头不清洁,有异物干扰识别,识别光源选择不当或强度、灰度不够,还有可能就是识别系统已坏。
对策:清洁擦拭识别系统表面,保持干净无异物,油污干扰等,调整光源强度、灰度,更换识别系统部件;原因3:位置问题,位置偏移,吸嘴吸取料时不在料的中心位置,取料高度不正确(一般以碰到零件后下压0.05mm为准)而造成偏位,取料不正,有偏移,识别时跟对应的数据参数不符而被识别系统当作无效料抛弃。
对策:调整取料位置,高度等参数;原因4:真空问题,气压不足,真空气管通道不顺畅,有异物堵塞真空管道,或是真空有泄漏造成气压不足而取料不起或取起之后在去贴的途中掉落。
对策:调整气压陡坡到设备要求气压值(一般贴片机要求为0.5~~0.6Mpa),清洁疏通气压管道,修复泄漏气路;原因5:贴片机程序问题,所编辑的程序中元件参数设置不对,跟来料实物尺寸,亮度等参数不符造成识别通不过而被丢弃。
对策:修改元件参数,搜寻元件最佳参数值;原因6:来料问题,来料不规范,或来料引脚氧化等不合格产品。
对策:IQC做好来料检测,跟元件供应商联系;原因7:供料器问题,供料器变形,供料器进料不良(供料器棘齿轮损坏,料带孔没有卡在供料器的棘齿轮上,供料器下方有异物,弹簧老化,力量不足,或电气不良),造成取料不到或取料不良而抛料,还有供料器损坏。
控制抛料

控制抛料
一般SMT工厂物料损耗不能超过0.3%,这个是包括从进货到出货的所有的物料损耗
这个比例指的是普通元件,特殊类型元件包括大型IC,BGA/CSP等损耗率一般要0%
控制物料损耗基本的要从两大方面考虑:
一.设备损耗
这个设备损耗也就是说是由于设备原因造成的物料损耗,一般叫抛料,这个是无法避免的,只能够控制其主要做法是控制设备运行状态:
1.有良好的设备保养体制,包括周,月,季度,年保养.要求好的公司每天都有清扫
2.建立设备状态管理制度:对每台设备每天的运行状态进行记录,然后进行统计整理主要记录的内容是设备吸着率,贴装率目的是发现设备的长期运行状态,一是可以针对不同状态设备调整生产计划,二是可以发现运行状态不良的设备,及时进行维修和保养,防止小患不治成大疾现象
二是加强物料管理和人员操作管理
1.加强物料出入管理力度,定时定期按照不同类型或产品对物料进行盘点,及时发现存在可能问题点
2.加强操作员的操作技能,提高其工作责任心
3.建立奖惩措施.按照生产线设备状态对该线的物料损耗建立损耗奖惩制度以提高员工在日常生产中节约物料的习惯
4.做好每班交接班工作,做到领出料和实际产出一致,贵重元件不少一个
1.主要是看车间内部物料管理制度是否完善,针对A材,特别是IC类是不允许在生产中出现短少的,即使是被抛料,那被抛材料尸体总该在的啊?IC类材料又不是0402/0603类的小电阻,小电容。
2.IC类最好能只发当班用量(4H/2H更好),以避免材料在产线放置过程中丢失;
3.责任到人,对班交接,可以更好的避免此类问题的发生。
LED材料成本分析

LED PCB材料分析
LED PCB材料分析
LED驱动电源分析
LED驱动电源分析
LED驱动电源分析
LED驱动电源分析
LED的特性:
LED光源解析
LED光源解析
形形色色的LED光源
LED光源解析
LED光源解析
1000 2000-5000 10000 12000 8000 6000 6000-20000 24000 28000 40000-80000 50000-100000
LED灯具组成材料分析
LED外壳材料分析
LED灯具散热器的常见工艺:
LED外壳材料分析
LED外壳材料分析
LED外壳材料分析
显色指数(Ra)
100 100 70 80-98 85 45 65-92 23/60/85 85 85 70-95
色温(K)
2800 3000 全系列 全系列 全系列 3300-4300 3000/4500/5600 1950/2200/2500 1750 3000-4000 2000-10000
平均寿命(G)
LED光色的应用
禁售白炽灯
LED优势
LED与传统光源发光对比
光源种类
白炽灯 卤钨灯 普通荧光灯 三基色荧光灯 紧凑型荧光灯 高压汞灯 金卤灯 高压钠灯 低压钠灯 高频无极灯 LED
光效(lm/W)
15 25 70 90 60 50 75-95 100-120 200 50-70 60-200
表面处理工艺
LED灯头材料分析
LED灯头材料分析
LED灯头材料分析
LED灯头材料分析
LED灯头材料分析
LED透镜材料分析
LED透镜材料分析
贴片机抛料原因分析及处理

贴片机抛料原因分析及处理李西章 任博成 北京装联电子工程有限公司摘要:SMT生产线要达到最大的产量、良好的质量,SMT生产线设备必须得到良好的维护和维修。
贴片机是SMT生产线中的关键设备,抛料又是贴片机常见的故障现象,处理好贴片机抛料问题,即提高了贴片机贴装率、降低了贴片机的抛料率,且对较低生产成本、提高产品质量具有十分重要的作用。
本文以西门子贴片机(机器型号:HS50、80S20、80F4)为例,介绍了贴片机抛料的成因和解决的办法,希望对广大设备工程师、工艺工程师在解决此类问题时有所帮助.关键词:贴片机;贴装率;抛料率随着我国加工地位的确立,越来越多的电路板贴装生产线(即SMT生产线)在我国投产使用,在SMT生产中如何降低生产成本,提高生产效率,是企业管理者和工程师所关心的事情,这与贴片机的抛料率有直接关系。
所谓抛料是指贴片机从喂料器(即:Feeder)上吸起料而没有贴到板子指定位置上,也包括不能从喂料器上准确吸取元件。
现在的贴片机新机器抛料率是千分之几到万分之几,抛料率极低。
但设备用过几年之后,随着设备部分结构磨损、气路油污或堵塞等,造成抛料率急剧升高。
抛料率升高造成企业生产效率降低、生产成本增加,重要的是影响产品质量。
尤其像0402\0201等微型元器件抛在电路板BGA和QFN等器件的焊盘区域,后果将非常严重。
对我公司主要是从事小批量、多品种的加工企业来说,控制抛料尤其重要,因为客户提供的元器件余料本身就不太多,有的甚止是一对一的来料,所以对抛料成因进行分析和处理是非常有必要的。
下面主要就我公司西门子贴片机的抛料进行分析。
我公司贴片机型号为HS50 80S20及80F41 抛料的现象和成因贴片机抛料原因分析和处理一般按照先易后难的原则去处理。
抛料原因的分析还要现场工程师仔细观察和分析,观察抛料位置及抛料种类,是同一种料抛料还是一个供料区都抛料。
我认为一般按照抛料位置来找原因是一个比较好的办法。
抛料的主要原因分析与对策

贴片机抛料的主要原因分析1、吸嘴问题,堵塞,破损2、识别系统问题,有杂物干扰识别,不清洁,还有可能破损3、位置问题,取料不在料的正中心,造成偏位,吸料不好,跟对应的数据参数不符而被识别系统当做无效料抛弃4、真空问题,气压不足,真空气管通道不顺畅,有导物堵住真空通道,或是真空有泄漏5、程序问题,你所编辑的程序有问题,如参数设置不对,跟实物不符等6、料的问题,来料不规则,或是为不合格产品7、FEEDER问题,料带没有卡在FEEDER的棘齿轮上,或是位置不对,FEEDER 坏wrh2002的两点补充:吸嘴问题: 反光盘脏或表面不平.识别系统问题: 光源亮度不够或称灰度不够.Tansea补充:如果机器有抛料,使用STEP方式看看,一般都能看出来,如果单步没有问题。
例如:FUJI CP642:STEP看不出来,很正常,AUTO生产却有频频吸不到料。
经过检查发现是切换阀工作不顺畅。
清洁后故障依旧。
取掉消声器。
故障解除。
许多故障出现要解决时可以询问现场人员,一般都会比较容易得到答案。
抛料的主要原因及对策有:1、原因1:吸嘴问题,吸嘴变形,堵塞,破损造成气压不足,漏气,取料不起,取料不正,识别通不过等对策:清洁更换吸嘴;2、原因2:识别系统问题,视觉不良,视觉或雷射镜头不清洁,有杂物干扰识别,识别光源选择不当和强度灰度不够,还有可能识别系统已坏对策:清洁擦拭识别系统表面,保持干净无杂物沾污等,调整光源强度,更换识别系统部件;3、原因3:位置问题,取料不在料的中心位置,取料高度不正确(一般为碰到零件后下压0.05MM)而造成偏位,取料不正,有偏移,识别时跟对应的数据参数不符而被识别系统当做无效料抛弃等对策:调整取料位置;4、原因4:真空问题,气压不足,真空气管通道不顺畅,有导物堵住真空通道,或是真空有泄漏造成气压不足而取料不起或取起之后在去贴的途中掉落对策:调气压到设备要求气压值(比如0.5~~0.6MpaYAMAHA贴片机),清洁气压管道,修复泄漏气路;5、原因5:程序问题,所编辑的程序中元件参数设置不对,跟来料实物尺寸,亮度等参数不符造成识别通不过而被丢弃对策:修改元件参数,搜寻元件现在参数设定6、原因6:来料的问题,来料不规则,为引脚氧化等不合格产品对策:IQC做好检测,跟供应商联系;7、原因7:供料器问题,供料器位置变形,供料器进料不良(供料器棘齿轮损坏,料带没有卡在供料器的棘齿轮上,供料器下方有异物弹簧老化,或电气不良),造成取料不到或不良而抛料,另供料器坏对策:供料器调整,清扫供料器平台,更换已坏部件;另:许多故障出现要解决时,可以先询问现场人员,通过描述,再根据观察分析直接找到问题所在,这样更能有效的找出问题,加以解决,同时提高生产效率,不过多的占用机器生产时间。
抛料原因分析及改善措施
ICHIA TECHNOLOGIES,INC. “ Integrity & Honesty, Dedication, Innovation, Achievement ”
P.10 P.10
對策:須設備或廠商處 . 對策 須設備或廠商處
ICHIA TECHNOLOGIES,INC. “ Integrity & Honesty, Dedication, Innovation, Achievement ”
P.9 P.9
的主要原因. 二.Misalign的主要原因 的主要原因
ser髒,會使影像 過,圖像上以紅色顯示出來,這時應清潔 髒 會使影像 圖像上以紅色顯示出來 這時應清潔Laser. 圖像上以紅色顯示出 這時應清潔 2.Width. Length. •úú 正確. 正確 正確 • a.當更換過替代 ,…ž尺寸有變化就應改 件尺寸有變化就應改,SMD中的 Width. Length . 件 中的, 當 …žž 件尺寸有變化就應改 … 中的 b.feeder自動進 ;feeder吸 點偏移 到位;無形中改變 自動進 吸 點偏移;feeder進 進 到位 無形中改變 吸嘴吸 位置而使吸嘴吸到 卻,Width或Length•ú. 或 •úú 過 • 3.X. Y. Phi•ú,由於 到位,TC•ú„å •úú 過 由於 • 由於feeder吸 點偏移 吸 點偏移,feeder進 進 到位 •ú„å 都 會導致吸 ,而過 影像. 而過 影像 4.當更換過替代 ,帶角的 件包裝角 或極性改變 錯誤信息出現 或極性改變,錯誤信息出現 錯誤信息出現phi,這 當 帶角的 這 時應 查看SMD‡ll 角 是否正確 的 是否正確. 查看 ‡l吸 的吸 ‡ 5.X . Y值錯誤找設備調整 值錯誤找設備調整. 值錯誤找設備調整 6.皮帶鬆動和皮帶髒都會使置件頭吸 偏移而影像 的Y值 過,此時須 皮帶鬆動和皮帶髒都會使置件頭吸 值 此時須 設備處 . 原因分析&改善措施 拋 原因分析 改善措施
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ROHM物料:AOT物料;
料带上没有任何压痕,并且粘带与卷带的粘结部分
均匀平整。
问题物料
问题物料上存在大量的压痕。
压痕在各料槽中间,没有压在元件上
压痕在元件表面位置从以上两个厂家的物料来看,封装方式完全相同,但是从照片来看,不同的地方是问题的物料上面,有这些压痕应该是在卷带过程中,由于卷带太紧造成料带背面的圆孔所压而成(或有其他原因存在,需要ROHM和AOT的物料就没有这种现象。
抛料的产生过程:
这是上好物料的料架
粘带与卷带的剥离位置
这个位置是物料的吸取位置
在物料进给过程中,当物料进到剥离位置时,如果压痕位置在元件表面时,粘带就会对元件有一定的粘使在剥离过程中引起元件侧立,这时由于卷带上有压盖的原因,使物料被粘带粘起,当元件供给到吸着置时,由于表面没有压盖的限制,造成元件离开压盖的瞬间,由于元件表面压力的突然丧失,再加上卷带塑料材质,存在一定的弹性,从而导致元件跳出料槽,这时,吸着位置就没有物料可以吸附,从而造成的损失。
另外卷带也存在一定原因,问题的物料卷带与ROHM和AOT厂家的卷带也有所不同,如下图所示:ROHM物料卷带
问题物料卷带
抛料原因总结:
原因一:编带粘带表面有压痕存在
从以上过程分析,造成元件抛料严重的主要原因,就是这个压痕。
如果在元件卷带时,不要将卷带卷的就可以避免元件跳件现象,从而减少物料损耗。
原因二:卷带表面有凹槽
卷带表面的凹槽,会影响到料架压盖不能将元件平稳的压在料槽中,在压盖压在料带上时,元件与压盖就容易在物料进给过程中,由于粘带剥离位置料架压盖上有一道很小的间隙,在这个间隙的位置,料槽造成立件。
带与卷带的粘结部分
这些位置的压痕,压在了元件表面,
元件料损主要发生在这些位置上。
压痕在元件表面位置的元件,被吸附在塑带表面。
是问题的物料上面,有很多红色圈内的压痕。
有其他原因存在,需要问题相关部门帮助分析。
)
元件立件后,会高出卷带表面,
就会对元件有一定的粘力,
起,当元件供给到吸着位
突然丧失,再加上卷带是
料可以吸附,从而造成物料
如下图所示:
红色平行线内存与外侧为一个平面。
红色平行线内侧低于外侧,形成一条凹槽。
带时,不要将卷带卷的太紧,避免压痕的出现,
料带上时,元件与压盖面仍存在一定的间隙,这个间隙这个间隙的位置,料槽中的元件在粘带的粘力下,容易。