发格8055数控系统结构.
FAGOR8055M
FAGOR CNC 8055系列8055系列数控系统是FAGOR高档数控系统,可实现7轴联动+主轴+手轮控制。
按其处理速度不同分为8055/A、8055/B、8055/C三种档次。
适用于车床、车削中心、铣床、加工中心、高速冲床、激光加工机床、表面磨床、工具磨床、座标磨等设备,具有连续数字化仿型、RTCP补偿、内部逻辑分析仪、SERCOS接口等许多高级功能。
FAGOR 8055M CNC采用集成式控制面板,使用软功能键在主菜单上选择操作方式,每种操作方式下分列各级子菜单,界面清晰,操作较SIEMENS 、FANUC CNC简单、便捷,用户易掌握。
在设计思路方面,该CNC具备一些独特的功能,对系统调试人员调试机床提供很大便利和帮助。
一.系统采用CNC断电,参考点自动记忆功能,避免了CNC在机床参考点处断电后,机床重新开机回参考点时发生超极限或撞车的危险。
二.PLC程序可在CNC上直接显示、编辑、修改,亦可在个人PC上用纯文本方式编辑,然后传送至PLC。
编程语言采用语句表格式,结构紧凑,免除了梯形图编程占用大量页面带来检索、翻页的麻烦。
所有PLC输入、输出及中间标志均可通过定义变为助记符,在PLC程序中使用,例:I5 伺服正常,通过定义可在编程时使用"SV OK"这段文字来表述,便于使用者理解。
三.CNC提供了强大的诊断功能。
1 通过屏幕显示PLC程序及各输入、输出及所有中间标志的状态,实现实时在线监控。
2带有逻辑分析仪(译名),可同时显示多个时间周期较短信号(如毫秒级的信号)的时序图,并自动计算各信号之间的时间差,以便机床故障时对信号进行分析。
3可绘制帮助图像和文件,当机床出现某个故障时,PLC自动激活相应文件,帮助维修人员快速定位故障点,并提供解决办法。
四.PLC 程序、帮助图像和文件存储在EEPROM中,避免因电池电压跌落引起程序丢失,数据的安全性较高。
五.通过CNC与PLC之间丰富的通信功能实现各种内部状态显示、变量的读取和信息交换,如:读取NC参数、机床坐标值,由PLC控制机床实现坐标运动,远程操作和监控等。
数控系统的结构和工作原理
伺服放大器,则再从COP10A 到 COP10B。 FANUC 0iC I/O:I/O Link NC上的口为JD1A, 接I/O单元上JD1B,如再有一个I/O单元,从上一
单元JD1A接至下一个单元JD1B。CB104— CB107为4根扁平电缆,每根50芯,通向机床面板和
机床
FSSB和I/O Link体现 FANUC 公司硬件结构思想, 主运动信息和辅助运动信息分离
四、SIEMENS(西门子)802D系统结构
一、数控系统主要部件
数控控制器 伺服(主轴)放大器、电机(反馈) I/O装置 机床
二、数控机床装配过程
1、机床厂选型购置 2、电器、机械连接 3、PLC编程(辅助功能) 4、参数确定(主运动) 5、联调
三、FANUC 0iC 系统的结构
ቤተ መጻሕፍቲ ባይዱ
FSSB 主运动信息
I/O Link 辅助运动信息
数控系统的硬件结构及连接
FANUC 15系统的总线是FANUC公司白己设计的FANUC BUS
共享总线结构
共享存储器结构的典型代表有GE公司的MTC1 CNC,其硬件 结构如图所示。MTCl CNC共有3个CPU,其中中央CPU负责数控 程序的编辑、译码、刀具和机床参数的输入;显示CPU把中央 CPU的指令和显示数据送到视频电路进行显示,此外还定时扫 描键盘和倍率开关状态并送中央CPU进行处理;插补CPU完成插 补运算、位置控制、I/O控制和RS232C通信等任务,还向中央 CPU提供机床操作面板开关状态及所需显示的位置信息等。中 央CPU与显示CPU和插补CPU之间各有512字节的公共存储器用于 交换信息。
优点:
结构的CNC装置结构紧凑、体积小、可靠性高、价格 低、有很高的性能价格比。AB公司的8601就是大板式结 构的CNC。 缺点:硬件功能不易变动,柔性低。
fanuc-6M系统
模块化结构
将CPU、存储器、输入输出控制、位置检测、显 示部件等分别做成插件板(称为硬件模块),相应的软 件也是模块结构,固化在硬件模块中。硬软件模块形 成一个特定的功能单元,称为功能模块。功能模块间 有明确定义的接口,接口是固定的,使用工厂标准或 工业标准,彼此间可进行信息交换。各模块间连接的 定义,形成了所谓的总线。
FANUC 0i系统的内部结构
FANUC 0i系统主CPU板的构成框图
FANUC 0i系统的CNC单元为大板结构。 基本配置有:
主板、 存储器板、 I/O板、 伺服轴控制板 电源板。 各板插在主板上,与CPU的总线相连。
(1)主板 主CPU在该板上。主CPU用于系统主控,原
发格8055软限位参数

发格8055软限位参数
发格8055软限位参数是数控机床上常见的一种参数设置,它可以帮助机床实现精准的定位和运动控制。
在数控加工中,软限位参数的设置对于保障加工质量和提高加工效率起着非常重要的作用。
首先,软限位参数可以帮助机床实现对加工范围的有效控制。
通过设定软限位参数,可以限制机床在加工过程中的移动范围,从而避免因误操作或程序错误导致的机床超限运动,保护机床和工件的安全。
同时,软限位参数还可以根据具体加工需求进行灵活设置,满足不同加工工件的要求。
其次,软限位参数还可以提高加工的精度和稳定性。
在数控加工中,精准的定位和运动控制是保证加工质量的关键,而软限位参数的设置可以有效地避免机床在加工过程中出现意外的超限运动,确保加工的精度和稳定性。
另外,软限位参数的设置还可以提高生产效率。
通过合理设置软限位参数,可以缩短加工程序的运动路径,减少空走时间,提高加工
的效率。
同时,软限位参数的设置还可以减少因误操作或程序错误导致的机床碰撞和损坏,避免不必要的停机维修,提高生产效率和设备利用率。
总的来说,发格8055软限位参数的设置在数控加工中起着非常重要的作用,它不仅可以保障加工的安全和质量,还可以提高加工的精度和稳定性,同时还可以提高生产效率。
因此,在实际的加工生产中,我们需要充分重视软限位参数的设置,根据具体的加工需求和机床特性进行合理的设置,以实现更加高效、稳定和安全的加工生产。
FAGOR8055

MPG通用参数APX-APZ-APC等为轴参数DRX-DRZ-DRC等为轴驱动参数GUP为全局变量 P100-P299HDE以太网参数;----------------------------1).系统初始化关机,同时按下Shift+F开机约8秒2).Shift+F关闭显示屏,按下任意键恢复3).Shift+向下翻页键屏幕右窗口显示机床轴当前位置及当前程序;----------------------------一:用到的通用参数①.P0-P8 为设置轴名称(详情见安装手册 P147)②.P121 设置 SERCOS 功率或通过光缆的光强度。
参数值取决于光缆的长度. 须与驱动器里同功能的参数设置相同值. MJK82100-50中设置为P121=6 (大于15米)(重要必设参数)③.手轮设置MJK82100有7个轴,因此通用参数P0-P7已经没有位置设置手轮需在以下参数中设置手轮P136=12带轴选按钮的通用手轮P137=6 这个是什么个意思如果需要手轮停止时电机立即停止移动,更改下面参数P129 第15位设置1.④.P127 用户定制显示界面的号码P131 OEM文本的程序代码⑤.P130=2 标志被激活时或按下快速移动键时,"快速移动"键被激活.移动时必须按下快速移动键⑥.P122=9 简体中文可选通用参数①.P17 在G00 进给方式时,是否允许改变进给率的百分比YES 允许②.P77 循环停止CYCLE STOP 以前,复位 RESET 是否有效=YES 复位一直有效.Auto/MDI时复位起作用,轴停止=NO 循环停止后复位有效③.P92=254 键盘类型,会自动识别,有时不行,需要手动改二:用到的轴参数①.P0轴类型0标准线性轴.2 标准旋转轴.7 PLC控制标准旋转轴②. P3 PLC处理同步/解除同步功能EG:MJK82100中 U轴P3=3与Z轴同步;B轴P3=7与A轴同步同时激活PLC信号DFU B6R563=CPL SYNCHROU= CPL ELIMINAUDFU B5R563=CPL SYNCHROB=CPL ELIMINAB③. P5/P6 轴的软限位④. P11=ON 打开反馈报警功能 ;=OFF可以屏蔽轴反馈报警⑤. 螺补参数1).P14 反向间隙补偿2). P15 是否采用丝杠误差补偿功能 =ON 使用3). P16 丝杠误差补偿点数补偿点数要和实际点数一致不然会有报警⑥. 回参考点参数1). P31 轴是否具有原点开关(YES 有).2). P32原点搜索信号的脉冲触发类型(+上升沿)3). P33轴进行原点搜索时的移动方向.( + 正方向.)4). P34原点搜索时,碰到原点开关前的进给率5). P35进行原点搜索时,碰到原点开关后直到发现零点标志脉冲 ,期间轴的进给率6). P36 机床参考点相对于机床参考零点的位置值.7). P64让轴回到参考点后显示 0 位,需设置为YES⑦. 轴速度设定1).P37 对应于轴最大进给率—轴参数a.m.p. G00FEED (P38) 设置的进给率 (9500)2).P38 轴的最大进给率 G00 ( 快速移动)3).P42 最大编程进给率 (F0).4).P43 JOG 模式采用的进给率 F.⑧. P55旋转轴0-360翻转显示(NO 否. YES 是.)⑨. P56 数字式驱动器的地址;必须与驱动器的旋钮开关的位置一致.(重要必设参数)⑩. P63 =0全闭环/ =1半闭环(重要必设参数)减速比丝杠螺距参数1).P86丝杠螺距2).P87 减速比输入转数(大数)3).P88减速比输出转数(小数)X轴:P86=10 P87=10 P88=1⑾.P18 定义加速阶段轴移动速度达到G0速度的最大值(单位 MS) 1S= 1000 ms⑿. 如果增加刚性,适当加大P23(PROGAIN)=比例增益的数值;如果降低刚性,适当减小之P23设置详情参考安装手册P210页增大刚性可以使电机速度停下来问题:电机出现尖啸声音,更改轴驱动器参数A/B轴驱动器参数密码:1030CP30=16 CP31=500 CP32=100013).P25=50前馈增益 ,跟随误差减小50%设置100既没有跟随误差前馈增益可改善位置环特性减小跟随误差14).P24= 微分增益;改善加减速的跟随⒀.其他常用轴参数P55旋转轴是不是需要 0到 360 翻转显示P21轴运动时允许的最大跟随误差P22 轴静止时允许的最大跟随误差.P45 允许各个同步轴的跟随误差之间的最大差异.该参数只需在从动轴设置.(默认1 MM)14)更改电机方向需同时修改下面2个参数P26 电机方向 P13 计数方向三:用到的PLC参数P88=1使用 CAN 连接时, 通信速率取决于电缆的总长度或 CAN 连接的总距离( 1为. 距离 20 至 40 米)P90 =1 对应与PLC硬件的拨码地址P94=48 对应多少输入点P95=32 对应多少输出点四:用到的主轴参数P13=0 主轴编码器每转脉冲数. 若设为0,则意味着没有主轴编码器(屏蔽报警)五:用到的以太网参数P024 192.168.0.1 CNC 的IP 地址P025 255.255.255.0子网掩码.P027 192.168.0.2 WinDNC 服务器的 IP 地址.六:用到的PLC信号:1).MANRAPID (M5009)CNC 对JOG 模式的所有运动选择快速进给2)• DRENA X 信号( 驱动使能)• SPENA X 信号 (速度使能)对于正常的驱动操作,这2 个信号必须均设置为高电平3). SELECTOR R564用前控制面板旋钮选择位置PLC轴倍率:$8, $18, $28 到$E8为旋钮的位置代码CPS R564 EQ $8=MOV 0 R50=CNCWR(R50,PLCCFR,M99)CPS R564 EQ $18=MOV 2 R50=CNCWR(R50,PLCCFR,M99)CPS R564 EQ $28=MOV 4 R50=CNCWR(R50,PLCCFR,M99)CPS R564 EQ $C8=MOV 100 R50=CNCWR(R50,PLCCFR,M99) CPS R564 EQ $D8=MOV 110 R50=CNCWR(R50,PLCCFR,M99) ;;R564=SELECTOR参考P491页4). 如果要监控轴的电流及转矩用下面方法 (安装手册P359) ;;========Screen(203)============;[JOGAFL],PLCM1001;(DEBUG);(DISABLE 3);(WGDWIN 203);(AUTOREFRESH W1=POSA)位置信息;(AUTOREFRESH W2=POSB);(AUTOREFRESH W3=SVAR A33079) 电流监控;(AUTOREFRESH W4=SVAR B33079);[END]TorqueFeedback 00084 转矩监控(单位0.1A)CurrentFeedback 33079 电流监控(单位0.1A)。
数控机床电气控制模块一 数控系统的结构及组成

任务八 熟悉数控系统的分类
一、按数控装置类型分类
按照数控装置内部逻辑电路元件的 不同,可以将数控系统分为硬件数控系 统和计算机数控系统两大类。
二、按控制方式分类
按照数控装置的控制方式不同,可以将 数据系统分为开环控制型数控系统、全闭环 控制型数控系统、半闭环控制型数控系统和 混合控制型数控系统。
二、工件原点与工件坐标系
(1)工件原点。为编程方便在零件、工件 夹具上选定的某一点或与之相关的点。该 点也可以与对刀点重合。
(2)工件坐标系。以工件原点为零点建 立的一个坐标系。编程时,所有的尺寸 都基于此坐标系计算。 (3)工件原点偏置。使用夹具将工件安 装在机床上后,工件原点与机床原点间 的距离。
1.操作面板 2.控制介质与输入输出设备
表1.1
控制介质
穿孔纸带 磁带 磁盘
数控机床常用的控制介质和输入输出设备
输入设备
纸带阅读机 磁带机或录音机 磁盘驱动器
输入设备
纸带穿孔机
3.通信装置
采用的方式有。 (1)串行通信(RS-232、RS-485等串口)。 (2)自动控制专用接口和规范(DNC方式、 MAP协议等)。 (3)网络技术(Internet,LAN等)。
(4)混合控制型数控系统。 ① 开环补偿型数控系统,其结构如图1.11所 示。 ② 半闭环补偿型数控系统,其结构如图1.12 所示。
图1.11 开环补偿型数控系统结构
图1.12 半闭环补偿型数控系统结构
三、按照功能水平分类
按照功能水平,可以将数控系统分 为低(经济型)、中、高三档。 这种分类方法的界线是相对的,不 同时期的划分标准会有所不同。 就目前的发展水平来看,不同档次 数控机床的功能和指标如表1.2所示。
数控系统的基本结构
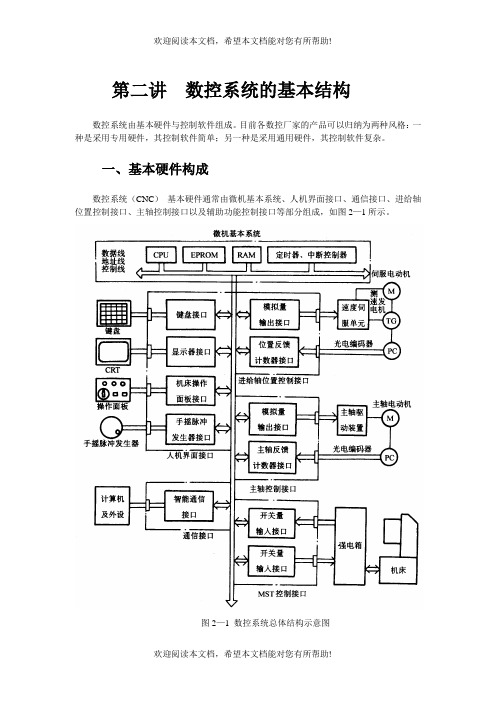
第二讲数控系统的基本结构数控系统由基本硬件与控制软件组成。
目前各数控厂家的产品可以归纳为两种风格:一种是采用专用硬件,其控制软件简单;另一种是采用通用硬件,其控制软件复杂。
一、基本硬件构成数控系统(CNC)基本硬件通常由微机基本系统、人机界面接口、通信接口、进给轴位置控制接口、主轴控制接口以及辅助功能控制接口等部分组成,如图2—1所示。
图2—1 数控系统总体结构示意图FANUC 0i数控装置构成框图如图2—2所示。
FANUC 3MA数控装置构成框图如图2—3所示。
图2—2 FANUC 0i数控装置构成框图㈠、微机基本系统通常微机基本系统是由CPU、存储器(EPROM、RAM)、定时器、中断控制器等几个主要部分组成。
1、CPUCPU是整个数控系统的核心,常见的中低档数控系统基本上采用8位或16位CPU,如8088/8086、8031等。
随着CPU系统向高精度方向发展,要求其最小设定单位越来越小,同时又要求CPU系统能满足大型机床的需要,当最小设定单位是1μm时,16位二进制数所表示的最大坐标为-32.767~+32.767mm,这显然是不够的,而采用32位二进制数时,最大坐标范围约为-2000~+2000m,因此数控系统一般采用24位二进制数,其坐标范围为-8388.607~+8388.607mm。
因此选用8位CPU就需要三个或四个字节运算,这就严重影响了运算速度,当最小设定单位为0.1μm时,这个问题将更加严重。
因此现代数控系统大多采用16位或32位的CPU,以满足其性能指标,如采用8位CPU,则为多CPU结构。
例如FANUC 15、SIEMENS 840、FAGOR 8050等系统均为32位CPU,而FAGOR 8025系统则采用8位多CPU结构。
2、EPROMEPROM用于固化系统控制软件,数控系统的所有功能都是固化在EPROM中的程序的控制下完成的。
在数控系统中,硬软件有密切的关系,由于软件的执行速度较硬件慢,当CPU功能较弱时,则需要专用硬件解决问题或采用多CPU结构。
发格8055软限位参数

发格8055软限位参数1. 什么是软限位参数软限位参数是指机械设备中的一种控制参数,用于限制运动范围,保证设备在安全范围内工作。
它通常用于机械手臂、数控机床等自动化设备中,可以防止设备因超出规定范围而发生损坏或事故。
2. 格8055软限位参数的作用格8055是一种常用的数控系统,它具有丰富的功能和灵活的控制方式。
其中,软限位参数的作用主要有以下几个方面:2.1 安全保护通过设置软限位参数,可以限制机械设备的运动范围,避免发生意外碰撞、超出规定范围等危险情况。
例如,在数控机床中,通过设置X轴、Y轴、Z轴的软限位参数,可以确保刀具不会超出工件表面或与夹具发生碰撞。
2.2 精确定位软限位参数还可以帮助实现精确定位。
在某些特殊应用场景下,需要将机械设备移动到一个特定位置并停止运动。
通过设置软限位参数,可以确保设备在达到目标位置时准确停止,提高定位精度。
2.3 灵活调整软限位参数的设置通常是可调的,可以根据实际需求进行灵活调整。
例如,在数控机床中,对于不同工件的加工要求,可以通过调整软限位参数来适应不同的加工需求,提高生产效率。
3. 发格8055软限位参数的设置方法发格8055数控系统提供了丰富的功能和易于操作的界面,设置软限位参数非常简单。
以下是设置发格8055软限位参数的步骤:3.1 进入参数设置界面在发格8055数控系统中,按下菜单键进入主菜单界面。
然后选择“系统设置”选项,在子菜单中选择“轴参数”或类似选项进入轴参数设置界面。
3.2 选择需要设置软限位参数的轴在轴参数设置界面中,选择需要设置软限位参数的轴。
通常会有X轴、Y轴、Z轴等选项可供选择。
3.3 设置软限位值在选定轴的界面中,找到与软限位相关的选项。
通常会有“正向软限位”和“负向软限位”两个选项。
分别对应设备运动的正向和负向。
设置软限位值时,可以通过键盘输入具体数值,也可以通过手动移动设备到目标位置后进行设置。
3.4 保存设置在完成软限位参数的设置后,按下保存键将设置保存到系统中。