单机架可逆冷轧机直接张力控制与间接张力控制的比较
浅谈单机架可逆冷轧机上下辊负荷平衡
法根本上改变前滑值为负值和负荷不平衡的现状 。
3乳化 液 系统 在冷 轧 机组 中 , 乳化 液的作 用 是润滑 和冷 却 。 在 轧制过 程 中发生 的一 个 现象引起大家的注意。 喷射在上工作辊乳化液随着工作辊的旋转及自然运动
整, 保证每次换完辊后轧制线恒定不变后上述问题还是没有解决。 因此换辊
2 )浙江 鑫和 1 2 5 0 M M可逆 冷轧机 负荷 平衡 的控 制
1 产生 上述 情况 的篡 因分 析
我们认为解决负荷不平衡问题的关键是先解决前滑值为负值的问题。 对 此种情况, 我们首先采取了将所有可能影响因素全部列出, 并逐个分析排除。
1 )操作 员水 平
浙江鑫和是一家民营企业 , 这套轧机是该公 司第一套冷轧机。 调试结束 后 是一 边轧 制一 边摸 索轧 制方 法 。随着操 作人 员 的水平越 来 越熟练 , 但是 上 述 问题 没有 任何 的改 善 ,所 以判 断该 问题 和操 作员 的操 作经 验无 关 。
的 因数也 被排 除 。
5 )来 料 的问题
来料 有 问题有 可 能影 响到第 1 道次, 但通 过第 1 道 次的 轧制 后板 型有 了 较 大 的改 善 ,应该 不会 影 响到后 面 的道次 ,因此来 料 的问题 也排 除 了。
除去上述的几个因数外 , 还有两个重要的因数: 一是负荷平衡的电控系
重新 测 量 轧机 牌 坊 的平 行度 、垂 直 度 和卷 取机 卷 筒 和主 机机 架 的水 平 度。 没有发 现 与设计 图纸不符 的地 方 。因此也 排除 了设 备安 装偏 差对 电流 偏
差 的影 响 。
4 )换 辊
为了增 加上辊 的负荷人 为 的把直 径 大的工 作辊 换 到上辊 。 经 过上 述 的调
浅谈双机架可逆轧机的张力控制系统
浅谈双机架可逆轧机的张力控制系统摘要:本文介绍了鄂钢双机架可逆轧机的张力计算,张力实现及张力的控制效果,通过实际生产测试,张力运行良好。
关键词:张力、双机架可逆轧机、加减速在研究带钢轧制的过程中,张力是十分重要的工艺参数。
在较大的张力条件下进行轧制,是带钢冷连轧生产的一个重要特点。
鄂钢冷轧薄板厂采用阿尔斯通MV7000 和MD2000 系列变频器,分别用于双机架可逆轧机的主传动和开卷机传动,在整个工程调试和试运转过程中,基本达到了系统的运行需求。
1.机组组成:开卷机(POR)采用额定功率为700kW 的笼形异步电动机,左右卷取(W1、W2)采用额定功率3000kW 的凸极同步电动机,主传动(STD1、STD2)采用额定功率为5500kW 德鄂凸极同步电动机。
轧机机前、机架间、机后分别设置三个张力计、测厚仪和测速仪,用来测定实际张力、厚度和实时线速度。
2.张力的作用大张力轧制是冷轧与热轧的根本区别。
张力轧制即带钢在轧辊中轧制变形是在一定前张力与后张力共同作用下进行的。
采用张力控制防止带钢堆拉现象发生,同时,张力在生产过程中也发挥着十分重要的作用,主要表现在以下几个方面:防止带钢跑偏在实际生产过程中,由于各种因素的影响,带钢在运行过程中容易发生跑偏,而且会随着运行而越来越严重。
为了防止跑偏,可以采用纠偏辊或八字辊,但这两种方法都有一定的时滞,有一定的局限性。
而适当调节张力值,维持张力稳定,带钢可以在一定的张力作用下平稳的运行,张力反映迅速,无时滞,所以是防止带钢跑偏的有效方法。
有利于控制带钢的板形板形是衡量带钢质量的重要指标,板形良好指的就是带钢的平直度好。
若带钢的板形不好,如边部起浪,中部浪皱等,这主要是由于变形不均匀,使轧件中的残余应力超出了稳定时所允许的压应力而造成的。
当采用微张力轧制时,使带钢沿宽度方向上的压应力不超过所允许的压应力,由此来保持轧件板形的平直。
带钢张力的控制精度对带钢冷连轧机轧制稳定性和成品带钢的质量有着极大的影响。
连轧时的张力设定计算和张力的自动控制
控制原理框图
五、无张力控制展望—体现在如下方面 在无张力控制方式方面 在张力与尺寸之间的关系方面 自动控制的最优化问题 其他方面还应进一步开展对无张力控 制性能评价等方法的研究
热连轧精轧机组连轧时的张力自动 控制 一、精轧机组连轧的基本过程 1. 咬入阶段:占1~2s时间 (1)特点:轧件在咬入阶段受到轧件冲 击载荷作用后,轧机会产生动态速降; 由于有动态速降导致产生一定的活套 量;并且此活套量在规定的范围内还会 随活套支持器的摆角而变化。
三、双机连轧时控制张力的方法 1.宽带钢粗轧连轧时控制张力的方法 双机连轧时的张力控制最具代表 性的是热连轧带钢粗轧机组的倒数第 一、二机架。控制张力的方法有: 采用重型活套支持器进行控制 采用无张力控制
2. 两种控制方法应用评述 (1)采用重型活套支持器进行控制 ⇒ 重型活套支持器结构笨重庞大,机械 惯性很大,控制起来很不灵敏,易出事 故,且排除事故较麻烦。 (2)采用无张力控制 ⇒从电气控制系统中采取措施,通过检 测轧制压力和轧制力矩,经计算机进行 控制运算,采用电流记忆、力矩记忆或 轧制力矩-轧制压力记忆的方法,来控制 直流传动的机架的速度。应用广泛。
四、双机连札时无张力控制的基本原理
1. 双机连轧时无张力控制的基本思想
以轧件仅在R3机架中轧制时所计 算出来的力臂a作为轧件在R3与R4双 机连轧时的力臂,然后再按双机连轧 时的张力T与轧制力矩MCR的关系, 即张力与R3机架电动机的电枢电流Ia 的关系,通过R3机架电动机电枢电流 的变化,来反映张力的变化,并且通 过控制Ia来实现双机连轧时的无张力 控制。
3. 优缺点 控制系统简单,避免了卷径变化、速 度变化和空载转矩等对张力的影响, 控制精度高。 不易稳定。尤其是用张力计反馈的系 统,在建立张力的过程中,有时容易 出现“反弹”现象而影响控制效果⇒ 采用直接法张力控制系统都要设法先 建立张力,待建立稳定的张力之后, 再将张力闭环系统投人工作。
可逆轧机系统的速度和张力控制

1 可 逆 轧 机 系统 概 述
所 谓 可逆 轧 机 组 就 是指 主轧 机 可 以正 、 两个 反 方 向对 铜 带 进行 轧 制 。如 图 1所 示 。在 图 1中 , 中
可逆 轧机 组 系统 的 3个 部 分 , 即主 轧机 组 、 卷取 机组 和开 卷机组 中各部 分 参 数 的定 量 计 算 分 析 , 选 用 并
控制和开卷机组 的张力控制 。通过实 际案例 , 对可逆 轧机 系统各 机组 的各个 组成 部分进 行定量 分析 , 简单 地描述 了各机组实现速度 和张力 控制 的方法 。
关 键 词 : 可 逆 轧 机 系统 速 度 控 制 张 力 控 制 卷 径 计 算
Sp e n n in Co to ft e Re e sbe e d a d Te so n r l h v r il o Mi Sy t m l l se
2 3 负荷 平衡 .
所谓 负 荷 平衡 , 是 指 2台电机 带 动 同一不 同步 而 引起 的能 量
2 主轧机机组
在控 制方 式 上 , 主轧 机为速 度控 制 , 整个 轧机 给
损耗 , 制上 都是 采 用 主 、 方 式 , 1台电机 设 定 控 从 即
达 到 良好 的板 形 和保 证 可 接受 的厚 度公 差 , 可逆 轧 机机 组就 必 须 保 证 良好 的速 度 及 张 力 稳 定 性 。其 中, 主轧机 主要 为 速度 控制 , 、 2个 卷 取 机 主要 左 右
通过 张力 控制 实现 。
bs D u — P通信 传送 给所有传 动装 置 。
ig sa d,tnson c nr lo hewi i g c i r,a d t n in c n r lo h nwidig e ie . Th o h a t a a e fr v r — n t n e i o to ft nd n ol e n e so o to ft e u n n ol r r ug c u lc s s o e es
标准张力控制控制方式
标准张力控制控制方式
标准张力控制控制方式有以下几种:
1.直接张力控制:直接张力控制方式是通过直接测量和调节张力
来控制张力。
在控制过程中,控制系统通过传感器实时检测张力值,并根据设定的张力目标值和检测到的实际张力值之间的差值,计算出调节量,然后通过执行机构对张力进行调节。
这种控制方式精度高,响应速度快,适用于高速、高精度的张力控制场合。
2.间接张力控制:间接张力控制方式是通过控制与张力相关的其
他参数来间接调节张力。
例如,通过控制线速度、卷径等参数来调节张力。
这种控制方式结构简单,易于实现,但精度和响应速度相对较低,适用于对张力精度要求不高的场合。
3.补偿控制:补偿控制方式是通过补偿外部扰动或系统参数变化
来提高张力控制的稳定性。
例如,当外部扰动或系统参数变化导致张力波动时,控制系统可以通过补偿控制算法对扰动进行补偿,从而减小张力波动。
这种控制方式适用于存在外部扰动或系统参数变化的场合。
4.自适应控制:自适应控制方式是一种基于系统参数变化的控制
方式。
在控制过程中,控制系统能够自动适应系统参数的变
化,从而减小因参数变化引起的误差。
这种控制方式适用于系统参数变化的场合。
5.模糊控制:模糊控制方式是一种基于模糊逻辑的控制方式。
在
控制过程中,控制系统通过模糊逻辑规则对输入的变量进行处理,从而得到调节量。
这种控制方式能够处理不确定性和非线性问题,适用于复杂的张力控制系统。
以上是标准张力控制控制方式的几种常见类型,具体选择哪种方式需要根据实际应用场景和需求进行选择。
2800mm冷轧机速度和张力控制详述

2800mm冷轧机速度、张力控制卷取机轧机开卷机一、冷轧机工艺参数:1,来料规格厚度:≤7.5mm宽度:1200~2650mm入口张力(KN):180/9(低速)---96/4.8(高速)带材外径:φ2800mm(最大)最大卷重:30000kg2,成品规格厚度:0.15 ~6.0mm宽度:1200~2650mm出口张力(KN):180/9(低速)---96/4.8(高速)带卷内径:φ610mm/φ665mm带卷外径:φ2800mm(最大)钢套筒规格:φ605/φ665×(2350)2900mm最大轧制力:3000t(30MN)轧制速度:0-1500 m/min工作辊辊径mm:φ450~490二、主传动参数:1,开卷机电机:电机类型:交流同步电动机,凸极式电机型号:AMZ 0710MR06 LSB极数: 6极额定输出功率:2205KW电压:3130V电流:416-422A转速:0-339-1500RPM频率:19.5-75HZ转矩:54-14KN-m减速比:4.09/2.2励磁电流:196-160A励磁电压:107-87V2,机架主电机电机类型:交流同步电动机,凸极式电机型号:AMZ 0900XV06 LSB极数:6极额定输出功率::6500KW电压:3150V电流:1212-1225A转速:0-438-1300RPM频率:21.9-65HZ转矩:142-48KN-m减速比2.279/1.225励磁电流295-256A励磁电压:135-118V3,卷取机电机:电机类型:交流同步电动机,凸极式电机型号:AMZ 0710LU06 LSB极数:6极输出功率:2920KW电压:3150V电流547-554A转速:392-1500RPM频率19.6-75HZ转速71-19KN-m减速比3.12/1.826励磁电流198-167A三,交流同步电动机介绍1,概括:1902年,瑞典工程师丹尼尔森利用特斯拉感应电动机的旋转磁场观念,发明了交流同步电动机。
单机架可逆冷轧机的电气控制系统

外U C轧机技术的基础上结合我国国情而设计的改
型产 品。 该轧 机 具 有 先进 、 善 的 电气 控 制 系 统 , 过 完 通 厚度控制、 张力 控 制 、 置 控 制 及 板 形 控制 等 多 种 位 控制 手段 , 效 实 现 了 带钢 的高 精 度 控 制 , 带钢 有 使 获 得 良好 的板形 。 因此 , 该轧 机 不但 具有 原 轧机 轧 制效率 高 、 成材 率 高 、 品 质 量优 和节 能 等优 点 , 产 而
维普资讯
2 0 年 第 2期 08 总第 l 8期
重 工 与 起 重 技 术
HE AVY I NDUS RI T AL& HOI T NG SI MACHI ERY N
No 2 2 0 . 0 8
Se a .8 d I No 1
单 机 架 可 逆 冷 轧 机 的 电 气 控 制 系 统
量 带材 的长度 。 隔一 个长度 L, 每 测厚仪 将一 个厚度 读 数 H存 入 寄 存 器 中 。每 当 L长的 带 钢 通过 辊 缝
IO W 以太 网, 1 区域通讯分 为上厂 二层 , OM s L级 F 上
层 主 要完 成 高速 闭环 控 制 以及 与 过程 计 算 机 的 通 讯 ,下层通 过 P O IU D R FB S P网络和 完 成传 动 控制 、 顺序 控制 和操 作 台控制 等 。
e 2级 ( L 过程控 制级) 过程 控制、 : 设备管理 和
生 产管理 ,
e 1 ( 础 自动化 级 ) 顺 序 控 制 、 辑 控 制 L 级 基 : 逻 和质 量控 制 , e O级 ( 动控 制 级) 电机 和液 压 执 行机 构 控 L 传 :
位置控制、 速度控制、 张力控制、 G A C和辅助设备 的
单机架可逆式冷轧机PLC控制方法
编译检查无误下载到 PLC 的 CPU 模块中后, 硬件组 态完成。 1.2 总体程序结构
PLC 主流程主要包括机组部分和压下部分。 机组 部分所涉及的范围较广,要同时考虑液压泵、润滑泵 等。 在机组单动的时候,主传动电机与辊道电机相互 独立,均由 PLC 控制。 在机组连动时,正常启动其他外 部 设 备 后 ,PLC 向 主 电 机 控 制 单 元 发 送 运 行 信 号 ,接 收到该信号后,主控单元开始检测内部装置,在检测 完电枢、内部风机、水泵等各状态正常 后 向 PLC 发 出 主 电 机 正 常 信 号 ,PLC 接 收 到 主 电 机 发 出 的 正 常 信 号,同时检测到辊道、液压泵、润滑泵等设备正常后便 向主传动电机、辊道电机发出允许运行信号。 压下部 分主要指压下电机调整压下辊的辊缝,辊缝的大小直 接影响加工的精度,它与机组部分相互独立。
1 冷轧机组 PLC 程序设计
控制系统软件是 Siemens 公司的 STEP7, 通过它 可以对 PLC 系统的硬件和网络进行组态,编辑、上传、 下载用户程序,在线监测、调试、修改程序,并可对程 序运行调试过程中出现的警告信息和故障进行在线 诊断。 控制系统为分布式控制系统,PLC 作为主站,调 速系统与远程 I/O 为 从站, 信息通过 PROFIBUS-DP 网传输。
MUL_R EN ENO
MD100 IN1 OUT MD100
#Roll_set 直径给定
#Roll_set IN2
UML_R EN ENO
MD100 IN1 OUT MD100
3.140000e+ 000 IN2
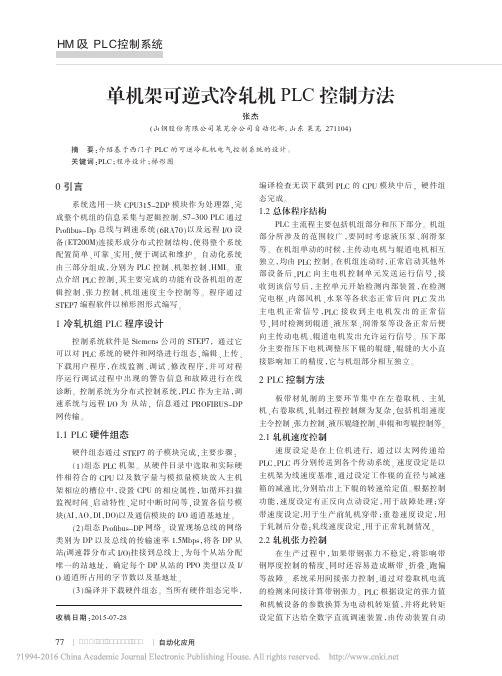
图1 主轧机线速度求取 PLC 梯形图
(2)左卷取机速度求取,其梯形图如图 2 所示。 根 据轧制过程中主轧机与卷取机线速度相等的原理,可 求出左卷取机的速度; 右卷取机的转速求取与之类 似。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单机架可逆冷轧机直接张力控制与间接张力控制的比较
董国龙 赵 波
(黑龙江省牡丹江恒丰纸业股份有限公司 黑龙江 牡丹江 157013)
摘 要: 在单机架可逆冷轧机轧制过程中,张力控制是影响产品精度的主要原因之一。
简要介绍间接、直接张力控制的方法及其优缺点。
关键词: 单机架可逆冷轧机 直接张力控制 间接张力控制 卷取机
中图分类号:TG333 文献标识码:A 文章编号:1671-7597(2011)0620126-01
六辊可逆冷轧机组是在常温状态下,将材质为普通碳素钢和低合金优质钢,厚度为1.5~4.0mm 的经过酸洗切边后的热轧带卷,经过若干道次的轧制,使其成为具有所需厚度、表面粗糙度的各种规格的冷轧带卷。
张力就是加在轧件上的前、后拉力。
当力的方向与轧制方向相同时,称为前张力;而力的方向与轧制方向相反时,称作后张力。
在单机架可逆冷轧机组中,采用恒张力轧制工艺,采用恒张力的目的是防止轧件跑偏,使轧件平直;降低轧件的变形抗力,轧制出更薄的产力矩法。
品;降低轧制力,减少能力损耗。
在电流、电势复合控制法中,电流控制由速度调节器、电流调节器和主机与卷取机之间带钢张力的波动,直接影响成品带材的质量,因综合限幅器来实现。
此,不仅在稳态轧制过程中,而且在加、减速的动态过程中也应保持张力的恒定。
式中: -电动机电枢总电流
张力自动控制分为间接控制法和直接控制法两种类型。
-建立张力的电枢电流 -空载电流
-轧机变速时的动态电流
在轧制过程中,速度调节器处于饱和工作状态,综合限幅调节器输入
动态与空载补偿电流值,经综合后向速度调节器输入限幅值,以控制其输出的限幅值,即维持张力恒定所需的总电流值,再通过电流调节器使总电流值维持恒定。
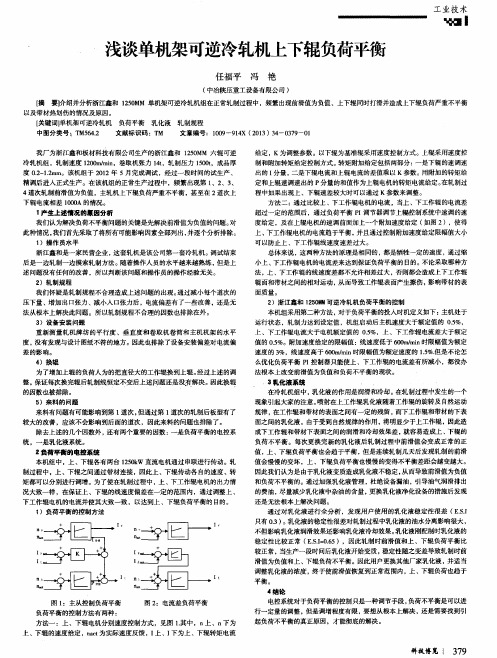
电流、电势复合控制法的优点是直观,即 ,缺点是不T -带钢张力;v -带钢速度;M1-机前卷取机转矩;n1-机前卷取机转能充分利用电机转矩,不论高速或低速转动,只有在卷径最大的时候才能速;M2-机后卷取机转矩;n2-机后卷取机转速。
满磁工作,否则就是弱磁工作,所以在电机启动和加速过程中电机力矩不图1
能充分利用。
又因为 ,且电机的弱磁倍速等于卷径变化的倍速,所在图1所示的轧制状态下,机前卷取机的张力是前张力,电机处于电以卷径的变化倍数增大时,也就是要求电机的弱磁倍数增大,使得电机的动状态,机后卷取机的张力是后张力,电机处于发电状态。
体积也增大。
卷取机电机的输出力矩:最大力矩法的特点是卷取机电机能够提供一个与工作瞬时转速相对应
式中:Ce -电动机的转矩常数
的最大力矩。
这种控制在基速以下时电动机满磁工作,即 -电动机的激磁常数
所以只要保持 恒定就可以使张力T 恒定。
I a -电动机电枢电流
最大力矩法的优点是无论卷径的大小,基速以下电动机均是满磁工卷取机张力控制系统包括电流、电势和动态补偿、空载补偿等几部作,能够合理利用电动机功率,又因为弱磁倍速与卷径无关,所以可以选分。
用弱磁倍数小的电动机。
其缺点是电枢电流与张力无对应关系,难以掌握电流控制由速度调节器、电流调节器和限幅控制器来实现。
通过检测系统的张力大小,机械损耗也会影响张力误差。
卷取机转速、带钢线速度、电机转矩电流,与设定张力值进行比较,形成闭环,以控制电流调节器的输出,维持张力恒定所需的总电流值,使得卷取机张力恒定。
在轧制过程中,机前卷取机处于电动状态,转矩与速度方向相同;机后卷取机此时处于发电状态,转矩与速度方向相反。
卷取机力矩平衡方程式:
式中: T -轧机与机后卷取机之间带钢所承受的张力
D -机后卷取机钢卷直径 -传动机械装置的效率 I -传动机械装置的减速比
2 间接张力控制
间接张力控制的核心功能是用设定的张力值乘以直径D 作为输入转矩值,而通过电机电枢电流计算出的转矩作为反馈值,形成闭环,以控制电流调节器的输出,维持张力恒定所需的总电流值,使得卷取机张力恒定。
3 直接张力控制
直接张力控制法是利用张力计直接测量带钢张力,并将它作为反馈信号,与张力设定值进行比较,形成闭环,以控制电流调节器的输出,维持张力恒定所需的总电流值,使得卷取机张力恒定。
4 直接张力控制与间接张力控制的比较
通过在轧制过程中,带钢速度、轧制力、卷取机速度、卷取机钢卷直
(下转第93页)
5)学生名单导入
根据高校理工科教学的内容,作者开发了一系列基本的虚拟实验,如数据库student 表中,由于学生用户较多,单独创建学生账号来增加虚拟示波器、虚拟信号频谱分析仪、虚拟巴特沃斯滤波器等一系列虚拟仪student 表中的记录工作量很大。
MySQL 提供了批量装载数据的方法,指令器子VI ,共同构成一个虚拟仪器实验教学系统。
系统界面如图3所示。
格式如下:load data local infile “文件名”into table “表名”,该虚拟实验系统内的实验内容,可以根据各院校开设的课程不同进行调语句读取位于客户机上当前目录中数据文件中的内容,并将其发送到服务整,教师可以自行设计实验内容,还可以布置实验项目给学生开发,整个器装入相应的表格。
过程生动自由,扩展性很强,这样一来,既能让学生深入了解专业课程的6)账号管理
原理,又锻炼了学生的创新能力,增加他们对专业研究的兴趣。
由于实验指导教师和管理员人数不多,教师账号、管理员账号可以由 3 结束语
高级管理员从管理员页面动态的创建和删除,也可以从文件中批量转载到本实验管理系统的设计是利用USB 接口的数据采集卡采集信号,基于相应的表格中。
LabVIEW 可视化编程平台开发上位机虚拟仪器系统,提高了实验仪器设备7)实验管理
的利用率。
该实验管理系统能够采集学生实验过程中的各种测量数据(如实验由管理员或高级管理员创建或删除,实验指导教师无权创建或删一个放大器的静态工作点、输入电阻大小、输出电阻大小、带宽、电压、除实验。
管理员可以从管理员页面动态的创建和删除,也可以从文件中批增益等),以文本或图表的形式记录实验结果;实验原始数据通过实验管量转载到exp_list 表格中。
理系统被实时的提交到服务器上;学生通过该管理系统可以在现场或通过8)数据查询
校园网提交实验报告;教师可以实时在网上查看学生的实验情况,提供实学生通过自己的学号作为账号登陆成功后,可以查看教师给出的成时指导,及时互动,有效地防止少数学生实验报告抄袭等不良情况,有利绩。
实验指导教师根据给定的账号登陆成功后,可以检查自己学生的实验于老师更客观地给出实验成绩;实现了网络化管理,提高了高校实验管理完成情况,批阅实验报告,并给出实验成绩。
管理员可以查看所有实验的水平,对高校的实验教学改革提出了一个切实可行的发展方向。
完成情况。
2 虚拟实验系统
参考文献:
[1]张爱平,LabVIEW 入门与虚拟仪器,北京:电子工业出版社,2004.[2]杨乐平、李海涛、杨磊,LabVIEW 程序设计与应用(第2版),北京:电子工业出版社,2005.
[3]崔光佐、程旭、杨芙清,基于WWW 的网上虚拟实验室设计与实现[M].高等教育出版社,1999.
[4]张洪生,基于网络的远程虚拟实验室,现代远程教育研究,2005(2):76-78.
图3
虚拟仪器实验教学系统界面
径都是在实时变化,而且互相影响,例如为了保证带钢的厚度,主机轧制力不断调整,带钢张力、带钢速度都随之产生一定的波动,而卷取机钢卷的直径是通过带钢速度与卷取机转速计算出来,所以钢卷的直径也产生一定的波动。
通过上面的介绍,这些参数的测量精度将直接影响张力的控制精度。
间接张力控制法直接测量电机电流并参与控制,实时性能好,相应快,尤其在机组启动及加减速过程中,能够保证张力波动小;缺点是无法掌握带钢的实际张力,如上所述,在间接张力控制法中,张力是通过相关量精度的影响,也就是带钢的实际张力与设定张力存在一定的误差。
直接张力控制法的优点是,通过张力计测量张力,有利于掌握带钢的实际张力,而且利用实测张力值作为反馈信号,控制系统简单,张力控制精度较高(即张力计的检测精度),卷径、速度变化等不会影响张力,所张力实测曲线
以精度较高。
但带钢的张力是通过张力计测量出来,然后传给控制装置,通过这张张力实测曲线,可以看出间接张力控制的开卷机的张力,在产生一定的时间滞后,影响张力的实时控制,尤其在建立张力的过程中,加减速、恒速过程中,张力波动较小,而直接张力控制的卷取机的张力波张力反馈的滞后、突然投入,非常容易产生“反弹”现象,在加减速过程动相对较大。
中,产生加大的张力波动。
此外,由于通过张力计测量的张力精度较高, 5 小结
有利于张力的实时监控,但正是较高的测量精度,使得电流调节器不断进直接张力控制法和间接张力控制法都是各有优缺点,在轧制较厚带钢行调整,不利于控制系统的稳定,出现张力一直存在一定的波动。
时,对于张力的波动要求相对小一些,宜采取直接张力控制法。
在轧制薄下图为某单机架可逆冷轧机组张力实测曲线,开卷机采用间接张力控带钢时,张力的波动对张力的波动要求较高一些,宜采用间接张力控制制法,机后卷取机采用直接张力控制法。
法。
(上接第126页)。