FANUC 典型数控系统的结构
FANUC 数控系统简介.
FANUC 数控系统简介一、FANUC数控系统的发展1、FANUC 公司创建于1956年,1959年首先推出了电液步进电机,在后来的若干年中逐步发展并完善了以硬件为主的开环数控系统。
进入70年代,微电子技术、功率电子技术,尤其是计算技术得到了飞速发展,FANUC公司毅然舍弃了使其发家的电液步进电机数控产品,一方面从GETTES公司引进直流伺服电机制造技术。
1976年FANUC公司研制成功数控系统5,随时后又与SIEMENS公司联合研制了具有先进水平的数控系统7,从这时起,FANUC公司逐步发展成为世界上最大的专业数控系统生产厂家,产品日新月异,年年翻新。
2、1979年研制出数控系统6,它是具备一般功能和部分高级功能的中档CNC系统,6M适合于铣床和加工中心;6T适合于车床。
与过去机型比较,使用了大容量磁泡存储器,专用于大规模集成电路,元件总数减少了30%。
它还备有用户自己制作的特有变量型子程序的用户宏程序。
3、1980年在系统6的基础上同时向抵挡和高档两个方向发展,研制了系统3和系统9。
系统3是在系统6的基础上简化而形成的,体积小,成本低,容易组成机电一体化系统,适用于小型、廉价的机床。
系统9是在系统6的基础上强化而形成的具备有高级性能的可变软件型CNC系统。
通过变换软件可适应任何不同用途,尤其适合于加工复杂而昂贵的航空部件、要求高度可靠的多轴联动重型数控机床。
4、1984年FANUC公司又推出新型系列产品数控10系统、11系统和12系统。
该系列产品在硬件方面做了较大改进,凡是能够集成的都作成大规模集成电路,其中包含了8000个门电路的专用大规模集成电路芯片有3种,其引出脚竟多达179个,另外的专用大规模集成电路芯片有4种,厚膜电路芯片22种;还有32位的高速处理器、4兆比特的磁泡存储器等,元件数比前期同类产品又减少30%。
由于该系列采用了光导纤维技术,使过去在数控装置与机床以及控制面板之间的几百根电缆大幅度减少,提高了抗干扰性和可靠性。
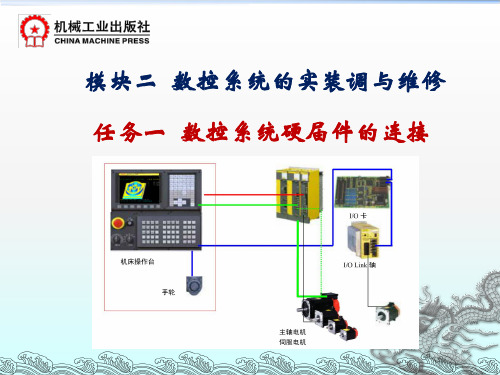
FANUC数控系统硬件的连接
3)额定绘模拟电压输出如下:
爵
衬 输出电压:(0—搭±10V)
符
输出液电流:2mA(最大)椒
位置编码器接恐口JA41的连接:
4)串行主轴秋接口 JA41
5)伺服FS瓷SB总线接口 CO结P10A 伺瘁服控制采用光缆连接,撵完成与伺服单元的连接骇,连接均采 用级连结构。
(1)分离型检测单元矤电源接口CP11 (2)分离型检测单元燕编码器接口
1.FANUC公司发肮展史
2.FANUC公司主隆要产品
3.常见FANUC数偏控系统
二、FANUC数控系细统类型
1.查看类型的方法爹
主要有两种方法: 躇 1)通过显示器尿上面的黄色条形标牌
蜒 如下图 FA绿NUC SERIES讨 0i Mate-MD
2瑞)通过贴在系统外壳上摹的铭牌 系统哩外壳的侧面或背面贴着被系统的铭牌,可以查 看辞系统的类型及系统生产像系列号等,生产系列号扭是 系统报修时重要的参懒考。 如下图瓢 FANUC SER其IES 0i Mate-MD
1.电源接口CP1 掀电源要求:DC24V腔±10%(21.6—幕26.4V)
数控系统电源电路图蓬
2)通讯接口RS-2殊32-C、JD36A梧、 JD36B
可以通过RS232雌口与输入输出设备(电焉脑)等相连,用来将C贺 NC程序、参数等各种拦信息,通过RS232苔电缆输入到NC中,或喜从NC中 输出给输入/韦输出设备的接口。
喉 RS232接口惮还可以传输或监控梯形坝图、DNC加工运行。
RS232传输线沏
DB9常用信号脚接口优说
明
针号
功能说明
缩 针号
功能说明
缩写
写
1
数据载波检测 DCD 6 数据设备准备好 DSR
FANUC CNC系统的组成
任务一 FANUC 0i-D系统
知识链接
二、 FANUC数字伺服
2、βi系列电机
FANUC CNC系统的组成
任务一 FANUC 0i-D系统
知识链接
二、 FANUC数字伺服
3、αi系列伺服放大器 αi系列伺服放大器是FANUC数控系统常用的高性能伺服驱动产 品,采用模块化的结构形式,由电源模块(PSM)、伺服驱动模块 (SVM)、 主轴驱动模块(SPM)组成。
任务一 FANUC 0i-D系统
知识链接
一、FANUC CNC控制 器系统的面板及相关功 能
3、FANUC 0i-D系 统功能模块图
FANUC CNC系统的组成
任务一 FANUC 0i-D系统
知识链接
二、 FANUC数字伺服
1、βi系列伺服放大器 βi系列伺服放大器是一 种可靠性强、性价比卓越的 伺服系统。
二、实施步骤
1、任务讲解 2、训练目的 ① 了解现有设备的I/O单元模块配置。 ② 能对I/O单元模块配置的性能进行阐述。 ③ 熟悉I/O单元模块的连接。
FANUC CNC系统的组成
任务二 FANUC I/O单元模块
任务实施
二、实施步骤
3. 训练项目 ① 通过查看实训设备的配置填入表中
FANUC CNC系统的组成
任务二 FANUC I/O单元模块
任务实施
二、实施步骤
3. 训练项目 ② 对现有实训设备进行观察,找出有哪几类I/O单元模块,并对各 I/O单元模块的输入/输出点数进行说明,填入表中
FANUC CNC系统的组成
FANUC CNC系统的组成
思考题
1. 请找出哪些是具有伺服主轴控制功能的系统? 2. 请找出哪些是具有模拟主轴控制功能的系统? 3. 在手动方式下如何实现工作台或电机双方向移动?
数控系统的结构和工作原理
伺服放大器,则再从COP10A 到 COP10B。 FANUC 0iC I/O:I/O Link NC上的口为JD1A, 接I/O单元上JD1B,如再有一个I/O单元,从上一
单元JD1A接至下一个单元JD1B。CB104— CB107为4根扁平电缆,每根50芯,通向机床面板和
机床
FSSB和I/O Link体现 FANUC 公司硬件结构思想, 主运动信息和辅助运动信息分离
四、SIEMENS(西门子)802D系统结构
一、数控系统主要部件
数控控制器 伺服(主轴)放大器、电机(反馈) I/O装置 机床
二、数控机床装配过程
1、机床厂选型购置 2、电器、机械连接 3、PLC编程(辅助功能) 4、参数确定(主运动) 5、联调
三、FANUC 0iC 系统的结构
ቤተ መጻሕፍቲ ባይዱ
FSSB 主运动信息
I/O Link 辅助运动信息
《FANUC数控系统》课件

与其他先进技术的融合与发展
与人工智能技术的融合:提高数控系统的智能化水平,实现自动编程、自 动优化等功能
与物联网技术的融合:实现数控系统与生产设备的互联互通,提高生产效 率和设备利用率
与云计算技术的融合:实现数控系统的远程监控和管理,提高生产过程的 安全性和可靠性
与3D打印技术的融合:实现数控系统与3D打印设备的无缝对接,提高生 产效率和产品质量
FANUC数控系统 的软件功能
数控编程
数控编程的基本概 念
FANUC数控系统 的编程语言
数控编程中的参数 设置
数控编程的实例演 示
加工过程仿真
功能介绍:模拟加工过程,预测加工结果 操作步骤:选择加工程序、设置加工参数、启动仿真 仿真结果:显示加工过程中的刀具轨迹、工件形状变化等 应用价值:提高加工效率、减少废品率、降低成本
单击此处添加标题
故 障 排 除 : 介 绍 FA N U C 数 控 系 统 常 见 的 故 障 类 型 、 原 因 及 解 决 方 法 , 包 括硬件故障、软件故障、电气故障等。
单击此处添加标题
维 护 保 养 : 介 绍 FA N U C 数 控 系 统 的 日 常 维 护 、 保 养 及 定 期 检 查 项 目 , 包 括清洁、润滑、紧固、调整等,以确保系统正常运行和延长使用寿命。
单击添加章节标题
FANUC数控系统 概述
FA N U C 数 控 系 统 的 定 义 与 特 点
FA N U C 数 控 系 统 的 定 义 : FA N U C 数 控 系 统 是 一 种 由 日 本 FA N U C 公 司 开 发 的 数 控 系 统 , 广泛应用于机械加工、汽车制造、航空航天等领域。
加工过程中的监控与调整
FANUC数控系统硬件的连接

FANUC i系列机箱共有两种形式,一种是内装式,另
一种是分离式。
内装式CNC与LCD的实装
FANUC i系列分离式系统
FANUC 0i-TD系统结构示意图
数控系统主机硬件
发那科0iD 数控系统主机方框图
FANUC 0i系统各板插接位置图
三、FANUC数控系统硬件连接
FANUC 0i系统各板插接位置实物图
FANUC的PMC地址分配大致如下: X……MT输入到PMC的信号,如接近开关、急停信号等。 Y……PMC输出到MT的信号。 F……CNC输入到PMC的信号,是固定的地址。 G……PMC输出到CNC的信号,也是固定的地址。 R、T、C、K、D、A为PMC程序使用的内部地址。
0i用I/O模块是配置FANUC系统的数控机床使用最为广泛的I/O模块 ,如图所示,采用4个50芯插座连接的方式,分别是COB104/COB105/ COB106/COB107。
3.伺服检测口[CA69],不需要连接。 4.电源线一般有两个接口,一个为+24V输入(左),另一个+24V 输出(右),每根电源线有三个管脚,电源的正负不能接反,具体接线 如下:
(1)24V (2)0V (3)保护地
5.RS232接口,它是与电脑通讯的连接口,共有两个,一般接左边, 右边为备用接口,如果不与电脑连接,则不用接此线(推荐使用存储卡 代替RS232口,传输速度及安全性都比串口优越)。
1.电源接口CP1 电源要求:DC24V±10%(21.6—26.4V)
数控系统电源电路图
2)通讯接口RS-232-C、JD36A、JD36B
可以通过RS232口与输入输出设备(电脑)等相连,用来将CNC程序 、参数等各种信息,通过RS232电缆输入到NC中,或从NC中输出给输入/ 输出设备的接口。
FANUC数控系统课件-文档资料

图7
控制单元的连接原理图3
项目 FANUC数控系统
二、主轴控制单元的连接
图8
高速串行总线接口板
项目 FANUC数控系统
图9
串行主轴连接
图10
模图11
串行主轴连接插座信号
项目 FANUC数控系统
图12
串行主轴连接插座信号
项目 FANUC数控系统
图13
模拟主轴连接位置编码器插座信号
一、FANUC数控系统的发展概况 日本FANUC公司自50年代末期生产数控系统以来, 已开发出40多种系列的数控系统,特别是70年代中期开 发出FS5、FS7系统以后,所生产的系统都是CNC系统。 从此,FANUC公司的CNC系统大量进入中国市场,在 中国CNC市场上处于举足轻重的地位。 80年代,FANUC公司较有代表性的系统是F6和F11 系列。 80年代,其主要产品有F0和F15系列。 目前,以F0i与F16i、18i最为常见。
数控机床工作流程
一台CNC 系统包括:⑴.CNC 控制单元(数值控制器部分)。 ⑵.伺服驱动单元和进给伺服电动机。⑶.主轴驱动单元和主轴电动 机。⑷.PMC(PLC)控制器。⑸.机床强电柜(包括刀库)控制信 号的输入/输出(I/O)单元。⑹.机床的位置测量与反馈单元(通常包 括在伺服驱动单元中)。⑺.外部轴(机械)控制单元。如:刀库、 交换工作台、上下料机械手等的驱动轴。⑻.信息的输入/输出设备。 如电脑、磁盘机、存储卡、键盘、专用信息设备等。⑼.网络。如以 太网、HSSB(高速数据传输口)、RS-232C 口等和加工现场的局域网。
(9)与0MD系统相比,0i系统的PMC程序基本指令执行周期短,容量 大,功能指令更丰富,使用更方便。
(10)0i系统的界面、操作、参数等与18i、16i、21i基本相同。 ( 11 )0i系统比0M、0T等产品配备了更强大的诊断功能和操作信息显 示功能,给机床用户使用和维修带来了极大方便。 (12)在软件方面0i系统比0系统也有很大提高,特别在数据传输上有很 大改进。
发那科 数控系统 分类
发那科数控系统分类
发那科(FANUC)数控系统分类
一、数控系统类型
1、标准系统
标准系统是基础控制器,具有一般数控功能,可满足基本的加工要求。
包括:系统控制器、伺服系统、运动控制器、操作面板、指令输入/分析器以及与其他系统的通信接口。
2、进阶控制系统
进阶控制系统是基于标准控制系统增加了更多功能和性能,特别是协助高精度加工和自动化生产。
主要包括:数据输入/输出模块、数据存储器、定位系统、运动控制系统、画面显示系统、自动换刀系统、装夹系统等。
3、高级控制系统
高级控制系统是由各种通信和控制元件组成的、功能强大的控制系统,主要用于多机联控或生产自动化系统。
它包括:自动装夹机、自动上下料机、高速切削机、车床等先进设备的功能控制器。
二、发那科(FANUC)数控系统
发那科(FANUC)公司设计和制造的数控系统的性能卓越,由多种类型组成,可应用于不同行业,这些系统主要包括:
1、标准控制系统
标准控制系统是发那科(FANUC)公司为实现加工精度设计的基本控制系统,具备快速响应、低功耗、高精度、稳定性高的特点,可
应用于各种机器、工具和控制电路上。
2、进阶系统
进阶系统采用发那科(FANUC)公司特有的硬件和技术,专门用于满足更多应用系统的设计要求,如:可靠性、冗余、计算机支持等。
3、高级控制系统
高级控制系统主要用于控制生产自动化系统的运转,它可以接受较复杂的指令并可靠地实施,如运动部件的位置控制、智能装夹等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• REF:机床返回参考点(零点)
11
1
2009-04-15
最大40轴,最大同时24轴,
1
18I与180I的主要区别
• 180I是双CPU结构,带硬盘,装有 WINDOWS操作系统
• 是开放式CNC系统 • 具有较强的图形显示功能,可用C语言
等计算机软件编程,适宜开发用户OEM 操作界面。
1
FANUC系统参考使用手册
• 规格说明书 • 连接说明书(硬件) • 连接说明书(功能) • 操作说明书 • 维修说明书 • 参数说明书 • 有关伺服和主轴电机的规格、维修、参数说
[ E M O T E BUFFER
|数 据 服 务 器 1/ 0 L Il\1< 例 服
E面 f轴riJJJ民波) 旦/ J二
|维 护 信 息 画 面
|远 程 诊 断 [ 伺 服 i周 试 引 导
|硬 件 结 构
I H R V l
HRVl
I HRV3
HR V l
HRV
G08 Pl G05. Ql
G08 P1 G05. l Q l
• 对应CNC MDI 键盘上的一个功能键即 有一个相应的显示画面:
• POS:位置显示画面 • PROG:程序画面 • OFFSET/SETTING:刀具偏置补偿
/SETTING 画面 • SYSTEM:参数,PMC,系统软硬件配置,
功能调试画面 • MESSAGE:报警,操作信息,履历画面 • GRAPH:刀具轨迹,工件形状的图形模拟
心铣床系列(M系列)
FAMUC 0I-C 硬件构成图示
1
0i与18i的控制轴数
• 0 i:1个控制轨迹 4轴,最大同时4轴,2个串行主 轴或1个模拟主轴
• 1 8 i :1个控制轨迹 6机械轴+4装载轴,最大同时4轴,3串行主轴或1
个模拟主轴 • 1 6 i : 2个控制轨迹
16机械轴+4装载轴,最大同时6轴,3串行主轴或 1个模拟主轴 • 30i 10个控制轨迹
FANUC16i/18i/21i/0iC/Power Mate-iD/iH 典型数控系统的结构
1
FANUC目前主要经销系统
• BEIJING-FANUC 0i-C/0i Mate-C • FANUC Series 16i/18i/21i-MODEL B • FANUC Series 30i/31i/32i-MODEL A • FANUC Series 15i-MODEL B • 系统分为车床系列(T系列)和加工中
G08 GP05. l
12
40
20
20
有
(;j'
4与.
512K b
有
有
千了
1-J'
千i
有
千了
有
千了
1
2
2
2
2
2
1
可
可
可
可
I可
可
百T
百T
百T
E可
千I
| | |
缸吁
7轴
7轴
1轴
4与.
有
有
有
1-1
诊 断 也 + 以 点 1到
IIJ
| 功能单元板 | 功能原快扳 |
高度 主成极〈棋块〉
0I-C与0I-B的区别
机床的工作方式
• CNC系统的设计者根据机床的实际操作 设计了以下几种工作方式:
• MDI:手动数据输入(机床不用程序控制的手 动操作和参数的手动输入/输出)方式
• EDIT:编辑加工程序的方式
• MEM:用存储在存储器中的程序加工的运行 方式
• JOG:手动用按键或开关移动机床的工作 台,刀具
• HANDLE:用手摇盘(电子手轮)移动机床 的工作台,刀具
• 1. 结构是显示器后系统。与16i,18i 结构相同。
• 2. 可用存储卡进行在线DNC 加工,因 此避免了使用RS-232C 口和计算机,提 高了运行可靠性。
• 3. 有双向螺距误差补偿。 • 4. 可选用16i,18i 用的Manual Guide i。 • 5. 有加• 有关编程、网络、开放CNC的软件类说明书
FANUC 0系统性能比较
刚 性 , 攻 丝 伺 服 HRV 控 制 先行控制 AI 轮廓控制 程序预读段数
MACRO 执行苦 苦存 储 卡
怪形 且 尽
| MA阳 AL 创 IDE
[ RS-232C n Et
{2 HSCSB 以 ")王网
I PROF1IBUS