焊接工艺纪律检查表
工艺纪律检查表

5
3.工装夹具是否定期保养?是否按工艺文件对其进行检查清理?
1.没有定期保养记录
2.没有检查清理记录
5
4.量具、检具、仪表等是否有校验标识?是否超期使用?
现场没有量具
3
生产
51是否按要ຫໍສະໝຸດ 进行自检,检验方法是否正确?有自检(没有核对自检记录)
5
2.是否进行了首检?
有首检(没有核对首检记录)
5
3.出现不合格时的流程是否熟悉?
熟悉不合格品流程
5
4.操作员工是否按照工艺文件操作,操作是否规范?
实际使用自动装夹设备,但文件描述使用旧工装手动装夹
4
物流
5
1.物料是否有标识?是否填写产品流转卡?产品区域是否清楚不易混料?
1物料有标识;
2没有产品流转卡
3.产品区域清楚
5
2.产品区域是否清楚并不易混料?
5
3.工艺文件是否符合现场加工?是否有指导性?
实际使用自幼装夹设备,但文件描述使用旧工装手动装夹
5
4.作业流程是否清楚?
清楚
5
5.生产记录单是否记录规范、正确?
没有生产记录单
2
备装具设工检
5
1.设备是否按规定进行定期维护和点检?是否每日点检和记录?
没有每日点检记录,没有其他记录
5
2.设备是否悬挂操作规程?
工艺纪律检查表
被检查班组:被检查工位:检查人:检查时间:
序号
检查项目
标准分
检查内容
检查结果
被检查人
实得分
1
文件资料
5
1.是否悬挂有效工艺文件或图纸?是否完好清晰?是否理解和被执行?
《工艺纪律检查表》
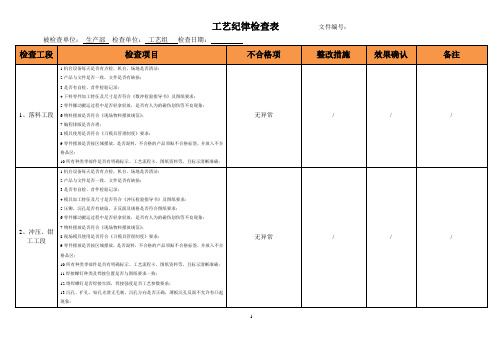
被检查单位:生产部检查单位:工艺组检查日期:
检查工段
检查项目
不合格项
整改措施
效果确认
备注
1、落料工段
1.机台设备每天是否有点检,机台、场地是否清洁;
2.产品与文件是否一致,文件是否有缺损;
3.是否有自检、首件检验记录;
4.下料零件加工特征及尺寸是否符合《数冲检验指导书》及图纸要求;
5.零件挪动搬运过程中是否轻拿轻放,是否有人为的碰伤划伤等不良现象;
6.物料摆放是否符合《现场物料摆放规范》;
7.编程排版是否合理;
8.模具使用是否符合《刀模具管理制度》要求;
9.零件摆放是否按区域摆放,是否混料,不合格的产品须贴不合格标签,并放入不合格品区;
10.所有种类零部件是否有明确标示、工艺流程卡、图纸资料等,且标示清晰准确;
7.物料摆放是否符合《现场物料摆放规范》;
8.现场模具使用是否符合《刀模具管理制度》要求;
9.零件摆放是否按区域摆放,是否混料,不合格的产品须贴不合格标签,并放入不合格品区;
10.所有种类零部件是否有明确标示、工艺流程卡、图纸资料等,且标示清晰准确;
11.焊接螺钉种类及焊接位置是否与图纸要求一致;
12.熔焊螺钉是否焊接牢固,焊接强度是否工艺参数要求;
无异常
/
/
/
6、装配工段
1.流水线设备及工具每天是否有点检,机台、场地是否清洁。
2.生产产品与文件是否一致,文件是否有缺损,且技术资料是否为最新版本。
3.是否有自检、首件检验记录。
4.是否有区域规划,零件摆放是否按区域摆放,零件是否有保护,物料摆放是否有标识,标识是否准确。
5.电镀产品是否戴手套操作。
工艺纪律检查表
10
总分
总体评价(合格/不合格):自检:签字:
互检:签字:
专检评价:签字:评判日期:
装配检查表
序号
检查内容
适用工种
分数
检查评分
情况简述
1
平台平整度有测量记录
装配
15
2
零件外形尺寸复验
装配
10
3
重要零件应划中心线及安装线
装配
10
4
焊缝接头处打磨整洁光亮
装配
10
5
不得直接用榔头敲击加工零件表面
装配
10
6
点焊焊条用Ф3.2
装配
10
7
点焊焊条应放在保温筒内
装配
10
8
点焊缝无缺陷,尺寸及间隔规范
装配
10
9
装配间隙符合要求
装配
15
总分
总体评价(合格/不合格):自检:签字:
互检:签字:
专检评价:签字:评判日期:
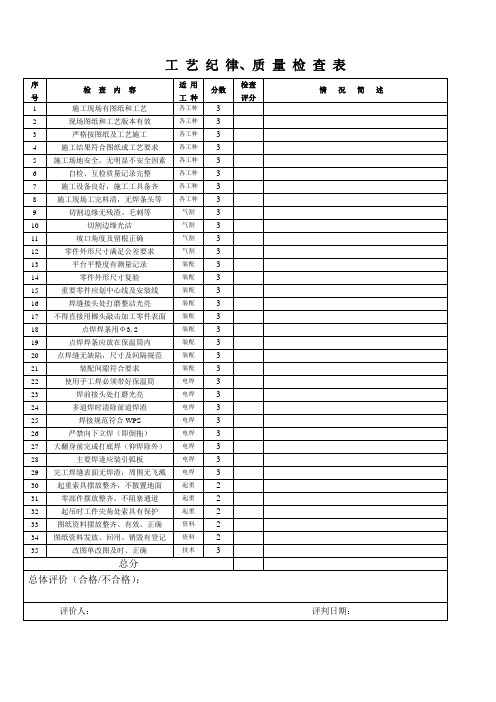
电焊
3
29
完工焊缝表面无焊渣,周围无飞溅
电焊
3
30
起重索具摆放整齐,不散置地面
起重
2
31
零部件摆放整齐,不阻塞通道
起重
2
32
起吊时工件尖角处索具有保护
起重
2
33
图纸资料摆放整齐、有效、正确
资料
2
34
图纸资料发放、回用、销毁有登记
资料
2
35
改图单改图及时、正确
技术
3
总分
总体评价(合格/不合格):
评价人:评判日期:
装配
3
19
点焊焊条应放在保温筒内
工艺纪律检查表
3
15
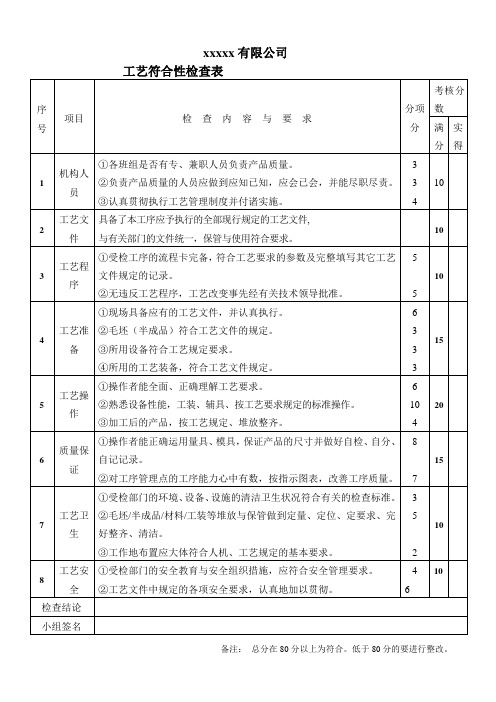
5
工艺操作
①操作者能全面、正确理解工艺要求。
②熟悉设备性能,工装、辅具、按工艺要求规定的标准操作。
③加工后的产品,按工艺规定、堆放整齐。
6
10
4
20
6
质量保证
①操作者能正确运用量具、模具,保证产品的尺寸并做好自检、自分、自记记录。
②对工序管理点的工序能力心中有数,按指示图表,改善工序质量。
8
7
15
7
工艺卫生
①受检部门的环境、设备、设施的清洁卫生状况符合有关的检查标准。
②毛坯/半成品/材料/工装等堆放与保管做到定量、定位、定要求、完好整齐、清洁。
③工作地布置应大体符合人机、工艺规定的基本要求。
3
5
2
10
8
工艺安全
①受检部门的安全教育与安全组织措施,应符合安全管理要求。
②工艺文件中规定的各项安全要求,认真地加以贯彻。
4
6
10
检查结论
小组签名
备注:总分在80分以上为符合。低于80分的要进行整改。
xxxxx有限公司
工艺符合性检查表
序
号项目检查内容与要求来自分项分考核分数
满分
实得
1
机构人员
①各班组是否有专、兼职人员负责产品质量。
②负责产品质量的人员应做到应知已知,应会已会,并能尽职尽责。
③认真贯彻执行工艺管理制度并付诸实施。
3
3
4
10
2
工艺文件
具备了本工序应予执行的全部现行规定的工艺文件,
与有关部门的文件统一,保管与使用符合要求。
10
3
工艺程序
①受检工序的流程卡完备,符合工艺要求的参数及完整填写其它工艺文件规定的记录。
工艺纪律检查表

工艺纪律检查表一、设备与工装1、设备是否按照规定进行维护保养,保养记录是否完整?检查设备的日常保养记录,包括清洁、润滑、紧固等项目。
查看设备的定期检修计划和执行情况,是否按时进行了大、中、小修。
2、设备的运行状态是否正常,有无异常噪音、振动或发热?观察设备在运行过程中的表现,倾听是否有异常声音。
用手触摸设备表面,感受是否有过度的振动或发热。
3、工装是否完好无损,定位是否准确?检查工装的外观,有无变形、磨损或损坏。
验证工装在使用时的定位精度,是否符合工艺要求。
4、设备和工装的标识是否清晰,编号是否唯一?查看设备和工装的标识牌,确认其名称、型号、编号等信息是否清晰准确。
二、原材料与零部件1、原材料和零部件的采购是否符合规定的渠道和标准?核对采购合同和供应商清单,确认原材料和零部件的来源合法合规。
检查原材料和零部件的质量检验报告,是否符合相关标准。
2、原材料和零部件的存放是否符合要求,有无防潮、防锈、防变质措施?查看仓库的存储环境,温度、湿度是否适宜。
检查原材料和零部件的包装和防护措施是否到位。
3、领用的原材料和零部件是否经过检验和确认,有无错领、混领现象?查看领料单和检验记录,确认领用的物料经过了检验合格。
在生产现场抽查正在使用的原材料和零部件,核对其规格型号是否正确。
4、剩余的原材料和零部件是否妥善保管,是否有清晰的标识和记录?检查剩余物料的存放区域,是否整齐有序。
查看剩余物料的标识和台账,记录是否完整准确。
三、生产操作1、操作人员是否经过培训和考核,具备相应的技能和资质?查看操作人员的培训记录和资格证书。
现场询问操作人员对工艺文件的理解和掌握程度。
2、操作人员是否严格按照工艺文件进行操作,有无擅自更改工艺参数或操作方法?观察操作人员的实际操作过程,与工艺文件进行对比。
检查工艺参数的设定和调整记录,是否经过授权和审批。
3、生产过程中的自检、互检和专检是否执行到位,检验记录是否完整?询问操作人员自检的内容和方法,查看自检记录。
工艺纪律检查表
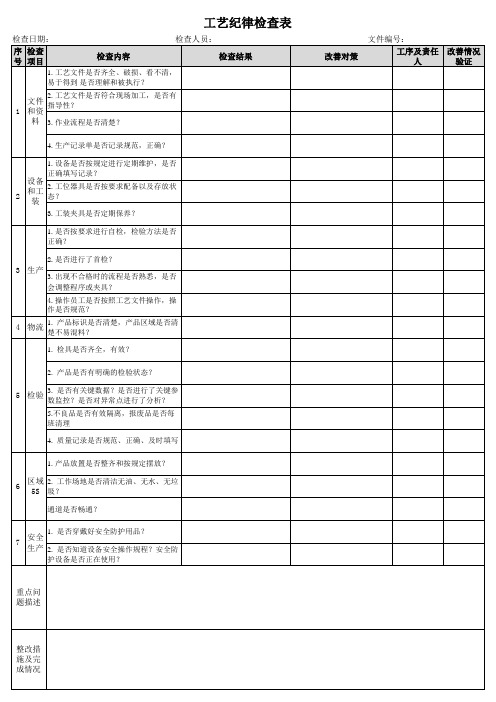
通道是否畅通?
7
安全 1. 是否穿戴好安全防护用品? 生产 2. 是否知道设备安全操作规程?安全防
护设备是否正在使用?
重点问 题描述
文件编号:
改善对策
工序及责任 改善情况
人
验证
整改措 施及完 成情况
1. 检具是否齐全,有效?
2. 产品是否有明确的检验状态?
5பைடு நூலகம்
检验
3. 是否有关键数据?是否进行了关键参 数监控?是否对异常点进行了分析?
5.不良品是否有效隔离,报废品是否每 班清理
4. 质量记录是否规范、正确、及时填写
1. 产品放置是否整齐和按规定摆放?
6
区域 2. 工作场地是否清洁无油、无水、无垃 5S 圾?
2
设备 和工
装
2. 工位器具是否按要求配备以及存放状 态?
3.工装夹具是否定期保养?
1. 是否按要求进行自检,检验方法是否 正确?
2.是否进行了首检? 3 生产
3. 出现不合格时的流程是否熟悉,是否 会调整程序或夹具?
4.操作员工是否按照工艺文件操作,操 作是否规范?
4
物流
1. 产品标识是否清楚,产品区域是否清 楚不易混料?
工艺纪律检查表
检查日期:
检查人员:
序 检查 号 项目
检查内容
检查结果
1. 工艺文件是否齐全、破损、看不清,
易于得到 是否理解和被执行?
1
文件 和资
2. 工艺文件是否符合现场加工,是否有 指导性?
料 3. 作业流程是否清楚?
4. 生产记录单是否记录规范,正确?
1. 设备是否按规定进行定期维护,是否
正确填写记录?
工艺纪律检查表
0%
记录人:
被检查 人
实得分
设备 2 和工
装
5 a) 设备设备是否点检,点检是否流于形式;
5 b) 模具刀具更换记录;
5
a) 工位器具是否按要求配备,是否符合周转指导 书的要求;
5
a) 批加工前首件是否完成、记录,是否符合要 求;
3 加工
5 b) 是否按作业指导书进行自检,检验是否正确? 5 c) 每批零件是否有随工单,是否填写正确?
工艺纪律检查表
检查日期:
序 检查 标准 号 项目 分
检查内容文件 ຫໍສະໝຸດ 和资料5a) 操作作业指导书是否齐全、破损、看不清,是 否立即可得;是否理解和被执行?
5
b) 检验作业指导书是否齐全、破损、看不清,是 否立即可得;是否理解和被执行?
5
c) 周转作业指导书是否齐全、破损、看不清?是 否理解和被执行?
5 a) 检具是否齐全,有效;
5 b) 产品是否有明确的检验状态?
6 检验
5
c) 检验人员是否培训?任抽3个零件检测实际值 是否合格;
5 d) 检验有无不合格情况,怎样处理,谁处理?
5 e) 检验存在偶然、人为误差吗?
5
f) 是否有关键尺寸?是否进行了SPC控制?是否 对异常点进行了分析?
7 包装 5 a) 包装是否按要求进行?
5 a) 现场是否有烟头、水渍等?
8
区域 5S
5 b) 产品放置是否整齐和按规定? 5 c) 产品是否按规定防锈?
5 d) 通道是否被堵塞?
9
安全 生产
5 a) 是否穿戴好安全防护用品?
5
b) 知道该设备安全操作规程吗?安全防护设备是 否正在使用?
工艺纪律检查表

工艺纪律检查表检查日期:记录人:序号检查项目标准分检查内容结果被检查部门实得分1 文件和资料5 1、生产现场使用的作业文件是否属于受控文件的有效版本1、受控文件是有效版本。
生产科4 2、作业指导书是否齐全、破损、看不清,是否立即可得;2、作业指导书齐全、无破损、清晰,立即可得。
4 3、作业指导书是否被理解和被执行?3、能认真执行作业指导书。
25 1、设备的使用与保养是否符合要求1、设备的使用与保养是否符合要求。
生产科设备 4 2、设备设备是否点检,点检是否流于形式;2、设备设备按时点检。
和工装4 3、工装模具使用、摆放是否符合规范要求?3、工装模具使用、摆放符合规范要求。
3 生产4 1、是否按照设计要求、工艺流程和安全操作规程进行操作?1、能按照设计要求、工艺流程和安全操作规程进行操作。
生产车间5 2、是否按工艺卡片、技术标准进行生产?2、按工艺卡片、技术标准进行生产。
4 3、每批产品是否有随工记录单,是否填写正确?3、每批产品有随工记录单,填写基本正确。
4 4、出现不合格时的流程是否熟悉,是否会调整程序或模具?4、出现不合格时的流程能调整程序或模具。
4 采购5 1、材料、外购件、外协件是否符合认证和加1、材料、外购件、外协件基本符合认证供销科工要求?和加工要求。
4 2、材料采购计划是否合理?2、材料采购计划合理。
4 3、外协件加工周期是否明确?3、外协件加工周期明确。
4 4、有无外协件和材料的质量统计?4、外协件和材料的质量统计记录不全。
6 检验 4 1、检具是否齐全,有效;1、检具齐全,在有效期内。
质检科4 2、产品是否有明确的检验状态?2、产品是有明确的检验报告。
4 3、检验人员是否培训?3、检验人员培训不及时4 4、检验有无不合格情况,怎样处理?4、检验有无不合格情况时,怎样处理?4 5、是否有关键尺寸?是否对异常点进行了分析?5、是否有关键尺寸?是否对异常点进行了分析?4 6、是否进行了SP3控制?6、是否进行了SP3控制?7 包装 4 1、包装是否按要求进行?1、包装是否按要求进行?4 2、产品放置是否整齐和按规定?2、产品放置是否整齐和按规定?9 安全生产4 1、生产现场的文明生产、定置管理是否符合要求1、生产现场的文明生产、定置管理是否符合要求4 2、安全防护设备是否正在使用?2、安全防护设备是否正在使用?合计分值10 0检查人员:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
针对这次焊接工艺纪律检查 的情况,要求施工单位采取的 措施为: 说明:每周五抽查一次
4
5ห้องสมุดไป่ตู้
焊接/热处理设备必须具备正常的工作状 态
6
焊后焊口附近有明显的焊缝、 焊工标识信 息,焊后热处理曲线。
7 8
焊缝外观的质量检查 (气孔、 加渣、 咬边、 焊缝外观成型 焊瘤、母材电弧擦伤等) 超标准要求的缺陷 做好焊后的现场管理和多余的焊材的合 理保管需要回收的回收, 不乱扔乱放、 严 禁混放。 现场焊条存放 混放现象 焊材型号/规格与回收记录相符性
焊接工艺纪律检查表
焊接件名称 检查项目及相关内容 1 2 3 产品的图纸落实到现场施工班组 焊接工艺卡、焊接技术交底落实到位 检查结果
焊 区 日期
接 域
检查人 施工现场使用图纸 。 焊接工艺卡张贴 ,焊接技术交底记录 。
对焊接工艺中指定的焊接参数进行检查: 抽查正在作业焊工; 1).焊工持证检查, 焊工操作规程执行情况 焊材型号/规格: 2). 焊接方法和焊材的使用与工艺要求是 所用焊材与领用记录 否相符(牌号、规格,当日领用与焊材库 焊接电流: 电压: 是否对应) 预热温度: 层间温度: 与工艺要求的符合性 。 焊条保温筒使用是否合理 保温桶加热线连接 保温桶扣盖 保温桶内温度 焊机、热处理温控仪经现场安全检查合格 设备的仪表显示清晰、准确 设备接地(接零)良好 施工场地是否有禁止存放的易燃易爆物品 抽查焊缝号: 焊工号: 焊接日期: 对应热处理曲线: