钢结构检测及抽检复检项目表
钢结构施工质量检查表

项目名称:具体部位:
控制点1材料进场验收管控
检查监理履职行为:进场材料台账登记及时完备,钢材、焊接材料、压型金属板、螺栓、网架支座、防锈防火涂料等出厂质量证明文件及进场复检报告符合要求,检查“钢结构分部(子分部)工程有关安全及功能的检验和见证检测项目”的落实情况。
现场检查进场材料情况:
存在的问题及处理意见:
监理工程师:主管工程师:
控制点3钢结构外观质量检查
检查监理履职行为:“钢结构分部(子分部)工程观感质Байду номын сангаас检查项目”检查到位。
检查现场施工质量:基层处理、防锈涂层、防火涂层厚度、强度、表面裂纹等满足要求。
存在的问题及处理意见:
监理工程师:主管工程师:时间:
项目总监理工程师(确认):项目经理:时间:
说明:
1.原则上不超过200㎡作为一个检验批填写本表,若分段施工,则按分段区域填写本表。
2.在涂装完工2天内完成本表格的填写及签字,并统一归档备查。
存在的问题及处理意见:
监理工程师:主管工程师:
控制点2钢构件拼接质量检查
检查监理履职行为:《技术交底记录》、《钢结构分项工程检验批质量验收记录》、《隐蔽验收记录》等管理程序执行到位,。
检查现场施工质量:焊缝质量、高强螺栓和普通紧固件施工质量符合要求,柱脚及网架支座、主要构件变形、主体结构尺寸符合要求。
钢结构安装检验批质量检验记录表

6
悬臂梁翘度
+0.3F0
-0.1F0
1
7
主梁旁弯度
正轨箱型梁ቤተ መጻሕፍቲ ባይዱ
L/2000
且不大于20
1
8
偏轨箱型梁、桁架梁、单腹梁
L/2000
且不大于15
1
9
支腿基距
S≤16
±5
1
10
S>16
±10
1
11
支腿跨距
L≤16
±5
1
12
L>16
±10
1
13
两对角线差
10
1
14
两对角线差回转轨道
10
10
4
15
半径
±4
4
16
3
桥式抓斗卸船机和岸边集装箱起重机的钢构件现场组装的允许偏差、检验数量和方法应符合以下有关规定。
允许偏差项目
允许偏差值
(mm)
单元
测点
实测偏差值(㎜)
抽查实测值(㎜)
1
2
3
4
5
6
7
8
9
10
1
支腿跨距
-5/-10
1
2
支腿基距
S≤16
±5
1
S>16
±10
1
3
支腿对角线差
10
1
5
主梁上拱度
+0.3F
-0.1F
回转齿轮半径
水平度
D/2000
4
针齿轮
±3
4
允许偏差项目共检测 点,合格 点,合格率 %
施工单位检验结果
分项工程技术负责人: 质量检查员:
钢结构分项检验批表格及检查标

钢结构(钢构件焊接)分项工程检验批质量验收记录(GB50205-2001)表J.O.1编号:010901/020401□□□010901/020401□□□说明强制性条文4.2.1 钢材、钢铸件的品种、规格、性能等应符合现行国家产品标准和设计要求。
进口钢材产品的质量应符合设计和合同规定标准的要求。
检查数量:全数检查。
检验方法:检查质量合格证明文件、中文标志及检验报告等。
主控项目4.3.1 焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查焊接材料的质量合格证明文件、中文标志及检验报告等。
4.3.2重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查复验报告。
5.2.1焊条、焊丝、焊剂、电渣焊熔嘴等焊接材料与母材的匹配应符合设计要求及国家现行行业标准《建筑钢结构焊接技术规程》JGJ81的规定。
焊条、焊剂、药芯焊丝、熔嘴等在使用前,应按其产品说明书及焊接工艺文件的规定进行烘焙和存放。
检查数量:全数检查。
检验方法:检查质量证明书和烘焙记录。
5.2.2 焊工必须经考试合格并取得合格证书。
持证焊工必须在其考试合格项目及其认可范围内施焊。
检查数量:全数检查。
检验方法:检查焊工合格证及其认可范围、有效期。
5.2.3施工单位对其首次采用的钢材、焊接材料、焊接方法、焊后热处理等,应进行焊接工艺评定,并应根据评定报告确定焊接工艺。
检查数量:全数检查。
检验方法:检查焊接工艺评定报告。
5.2.4 设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级法》GB11345或《钢熔化焊对接接头射线照相和质量分级》GB3323的规定。
焊接球节点网架焊缝、螺栓球节点网架焊缝及圆管T、K、Y形节点相关线焊缝,其内部缺陷分级及探伤方法应分别符合国家现行标准《焊接球节点钢网架焊缝超声波探伤方法及质量分级法》JBJ/T3034.1、《螺栓球节点钢网架焊缝超声波探伤方法及质量分级法》JBJ/T3034.2、《建筑钢结构焊接技术规程》JGJ81的规定。
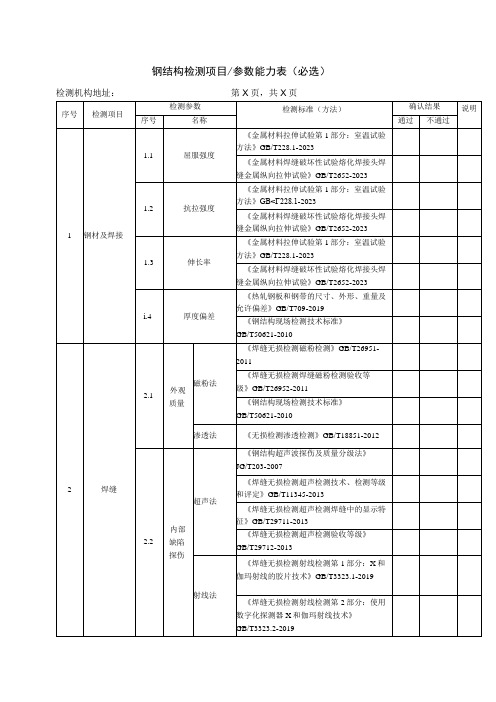
钢结构检测项目参数能力表(必选)
通过
不通过
3
钢结构防腐及防火涂装
3.1
涂层厚度
《钢结构工程施工质量验收标准》
GB50205-2023
《热喷涂涂层厚度的无损测量方法》
GB/T11374-2012
《钢结构现场检测技术标准》
GB/T50621-2010
4
高强度螺栓及普通紧固件
4.1
抗滑移系数《钢结构工程施工质 Nhomakorabea验收标准》
GB50205-2023
GB/T50621-2010
渗透法
《无损检测渗透检测》GB/T18851-2012
2.2
内部缺陷探伤
超声法
《钢结构超声波探伤及质量分级法》
JG/T203-2007
《焊缝无损检测超声检测技术、检测等级和评定》GB/T11345-2013
《焊缝无损检测超声检测焊缝中的显示特征》GB/T29711-2013
i.4
厚度偏差
《热轧钢板和钢带的尺寸、外形、重量及允许偏差》GB/T709-2019
《钢结构现场检测技术标准》
GB/T50621-2010
2
焊缝
2.1
外观质量
磁粉法
《焊缝无损检测磁粉检测》GB/T26951-
2011
《焊缝无损检测焊缝磁粉检测验收等
级》GB/T26952-2011
《钢结构现场检测技术标准》
钢结构检测项目/参数能力表(必选)
检测机构地址:
序号
检测项目
检测参数
检测标准(方法)
确认结果
说明
序号
名称
通过
不通过
1
钢材及焊接
1.1
屈服强度
《金属材料拉伸试验第1部分:室温试验方法》GB/T228.1-2023
钢结构检验表格所有
ACTUAL 实测:
D.F.T 膜厚规格:
HUMIDITY 湿 度:
SURFACE ROUGHNESS 喷砂粗度:
PAINT TYPE 油漆种类:
ACTUAL 实测:
ACTUAL 实测:
PAINT PRODUCTS 油漆厂牌:
油漆面积:
MEMBER MARK 构件编号
SURFACE PREPARATION
(APPLIED ITEM)
品保部门 Q.A. DEPT(CSSC): 日期 DATE:
2
审查意见 REVIEWED COMMENTS: 审 验 结 果
(RESULT)
Chung-KangSteelStructure(Kunshan) CO.,LTD.
签名 SIGNATURE (TCCT JV): 日期 DATE:
Exam. Date
工程名称:
检测地点:
Engineering Type
Exam. Site
构件编号:
构件温度:
Parts No.
Material Temp
构件材料:
检测时机:
Material Type
Exam. Time
作业标准编号/版次:
/
表面状况:
Stard. Prac. No./Version
磁粒检测报告
NO:
(
)
工程名称 : (Job Title) :
(REPORT OF MAGNETIC PARTICLE) 工程编号 : (Job No)
页次 Page No : /
检测地点 : (Inspected At)
节次 (区) : (Tier No.)
检测程序 : (Examination Procedure)
钢结构检测及抽检复检项目表
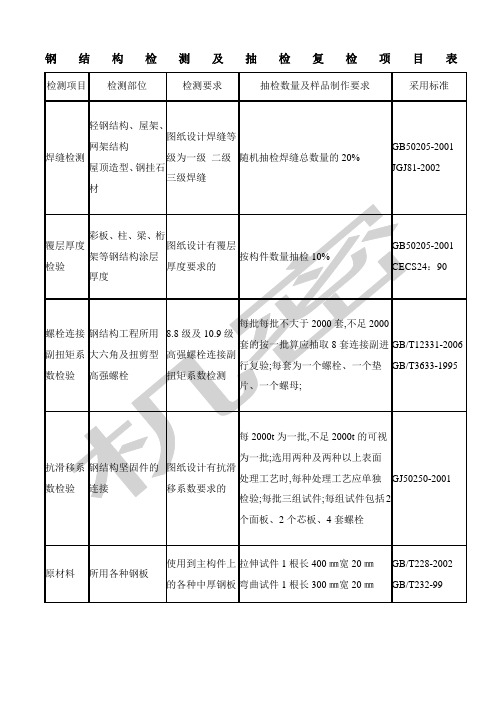
抗滑移系数检00t为一批,不足2000t的可视为一批;选用两种及两种以上表面处理工艺时,每种处理工艺应单独检验;每批三组试件;每组试件包括2个面板、2个芯板、4套螺栓
GJ50250-2001
原材料
所用各种钢板
使用到主构件上的各种中厚钢板
按构件数量抽检10%
GB50205-2001
CECS24:90
螺栓连接副扭矩系数检验
钢结构工程所用大六角及扭剪型高强螺栓
8.8级及10.9级高强螺栓连接副扭矩系数检测
每批每批不大于2000套,不足2000套的按一批算应抽取8套连接副进行复验;每套为一个螺栓、一个垫片、一个螺母;
GB/T12331-2006
拉伸试件1根长400㎜宽20㎜
弯曲试件1根长300㎜宽20㎜
GB/T228-2002
GB/T232-99
钢结构检测及抽检复检项目表
检测项目
检测部位
检测要求
抽检数量及样品制作要求
采用标准
焊缝检测
轻钢结构、屋架、网架结构
屋顶造型、钢挂石材
图纸设计焊缝等级为一级二级三级焊缝
随机抽检焊缝总数量的20%
GB50205-2001
JGJ81-2002
覆层厚度检验
彩板、柱、梁、桁架等钢结构涂层厚度
图纸设计有覆层厚度要求的
钢结构工程质量检查表
焊缝的二端应设置引熄弧板,为确保焊缝质量,其材质与坡口形式均应与焊件相同。
焊接宜在室内进行,湿度不宜高于80%;环境温度,普通碳素钢不应低于0℃,低合金高强度结构钢不应低于5℃。
焊接H型钢的翼缘板拼接缝和腹板拼接缝的间距不小于200mm,翼缘板拼接长度不小于2倍板宽;腹板拼接宽度不小于300mm,长度不小于600mm。
16
焊接球结点
检验报告
必须按设计采用的钢管干件与球焊成试件,进行单向轴心受拉和受压的承载检验。
17
首次采用的钢材
和焊接材料
焊接工艺评定报告(含试焊试验报告)
18
相关施工记录
1.高强螺栓连接监督抽查记录2.焊缝检验记录3.构件安装监督抽查记录4.涂装检验记录(包括涂层厚度检测)
19
测量仪器
制作、安装、检测所使用的测量仪器(全站仪、水准仪、经纬仪)校验证书
4
钢构件
1.产品合格证2.施工图和设计文件3.制作中对技术问题处理的协议文件4.钢材、连接材料和涂料的质量证明书或试验报告5.焊接工艺评定报告6.高强螺栓摩擦面抗滑移系数试验报告、焊缝无损检验报告及涂层检测资料7.主要构件验收记录8.预拼装记录(如规定预拼装)9.构件发运和包装清单
5
焊接材料
1.质量证明书2.检验报告3.复验报告(对于手工电弧焊焊条和CO2焊焊丝,提交的检验报告应为其熔敷金属的性能。对于埋弧自动焊,提交的检验报告应为焊丝和焊剂组合的性能试验结果。)
14
地脚螺旋
力学性能
地脚螺旋力学性能检测报告
15
一、二级焊缝超声波无损探伤报告(在厂内制作的有探伤要求的构件要提供探伤报告)
钢结构工程原材料需复检的项目
钢结构工程原材料需复检的项目模板一:一、项目背景本工程是钢结构工程,为确保钢结构工程的品质和安全性,对原材料进行复检是必要的。
二、复检目的1. 确认原材料符合相关标准和规范;2. 验证原材料的物理和化学性能;3. 预防原材料存在的问题对工程质量和安全性的影响。
三、复检范围及要求1. 钢材:复检主要包括钢锭、钢板、钢管等钢材的质量检验与控制。
(1) 钢锭:检验外观质量、净度、化学成份、机械性能等。
(2) 钢板:检验外观质量、尺寸误差、化学成份、力学性能等。
(3) 钢管:检验外观质量、尺寸偏差、化学成份、力学性能等。
2. 建造钢筋:复检主要包括钢筋的外观质量、尺寸偏差、化学成份、力学性能等检验。
3. 其他材料:根据具体工程需要,对其他钢结构工程原材料进行相应的复检。
四、复检计划及流程1. 制定复检计划,明确复检项目、抽样方法、抽样数量及检测标准。
2. 下发复检计划,并组织实施复检工作。
3. 抽取符合要求的原材料进行复检,确保样品的代表性。
4. 根据复检结果,及时处理不符合标准的原材料,避免使用不合格材料。
五、复检报告1. 复检报告应包括原材料的抽样情况、检测结果及结果判定。
2. 报告应详细记录原材料的检验参数、测试方法和测试结果。
3. 若有不符合要求的情况,应进行追踪调查,并提出相关问题的整改意见。
六、附件1. 复检计划2. 复检报告七、法律名词及注释1. 相关标准和规范:指与钢结构工程有关的国家标准、行业标准和工程规范等。
2. 复检:对已经经过初次检验的原材料进行第二次检验,以确保其符合相关标准和规范。
3. 代表性:样品所具备的特性和性能能够代表原材料的整体质量。
模板二:一、项目背景本工程为钢结构工程,为了保证工程的安全和质量,需要对原材料进行复检,以确保其满足相关要求。
二、复检目的1. 验证原材料的质量和性能是否符合国家标准和规范;2. 发现和排除原材料存在的问题,确保工程质量和安全性;3. 确保原材料的可靠性和稳定性,提高工程的可持续性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
弯曲试件1根(长300㎜宽20㎜)
GB/T228-2002
GB/T232-99
钢结构检测及抽检复检项目表
检测项目
检测部位
检测要求
抽检数量及样品制作要求
采用标准
焊缝检测
轻钢结构、屋架、网架结构
屋顶造型、钢挂石材
图纸设计焊缝等级为一级二级三级焊缝
随机抽检焊缝总数量的20%
GB50205-2001
JGJ81-2002
覆层厚度检验
彩板、柱、梁、桁架等钢结构涂层厚度
图纸设计有覆层厚度要求的
GB/T3633-1995
抗滑移系数检验
钢结构坚固件的连接
图纸设计有抗滑移系数要求。选用两种及两种以上表面处理工艺时,每种处理工艺应单独检验。每批三组试件。每组试件包括2个面板、2个芯板、4套螺栓
GJ50250-2001
原材料
所用各种钢板
使用到主构件上的各种中厚钢板
按构件数量抽检10%
GB50205-2001
CECS24:90
螺栓连接副扭矩系数检验
钢结构工程所用大六角及扭剪型高强螺栓
8.8级及10.9级高强螺栓连接副扭矩系数检测
每批(每批不大于2000套,不足2000套的按一批算)应抽取8套连接副进行复验。每套为一个螺栓、一个垫片、一个螺母。
GB/T12331-2006