MTBE装置甲醇水洗、回收系统腐蚀问题的治理
低温甲醇洗装置运行中出现的问题及解决措施
低温甲醇洗装置运行中出现的问题及解决措施低温甲醇洗装置是用于甲醇洗过程中分离和净化气体的设备,在运行过程中可能会出现一些问题。
下面将介绍一些常见的问题以及对应的解决措施:1. 甲醇泵出现堵塞问题:甲醇在低温条件下易结冰,导致甲醇泵堵塞,影响设备正常运行。
解决措施:使用加热方式对甲醇泵进行加热,防止结冰现象发生,定期清理泵体内积冰物。
2. 甲醇洗塔出现液位异常问题:甲醇洗塔的液位过高或过低,可能导致洗涤效果不佳或洗涤能力下降。
解决措施:检查洗塔的进出口阀门是否正常,调整进料流量和出料流量以控制液位;查找洗涤塔内是否有积水或其他杂质,清理洗塔内部;定期检查洗液的浓度,保证洗涤液与废气的充分接触。
3. 甲醇洗塔出现堵塞问题:在低温甲醇洗过程中,废气中的杂质可能会导致甲醇洗塔堵塞。
解决措施:定期清理洗塔内部的杂质,可以采用高压水进行清洗或者拆卸洗塔进行清理。
4. 甲醇回收系统出现故障:甲醇回收系统在循环过程中可能会出现泄漏或失效的问题,导致甲醇的回收效率降低。
解决措施:定期检查甲醇回收系统的密封性,确保系统正常运行;检查回收系统中的设备是否有损坏或磨损情况,及时更换和修复。
5. 甲醇洗液浓度不足:甲醇洗液浓度不足会导致洗涤效果下降。
解决措施:定期检测甲醇洗液的浓度,根据需要添加适量的甲醇;检查洗液循环系统的泵是否正常运行,确保洗液循环顺畅。
6. 甲醇洗装置能耗过高:如果能耗过高,可能会导致生产成本的增加。
解决措施:优化甲醇洗装置的运行参数,合理调整甲醇洗液的流量和温度,控制甲醇的使用量;采用节能设备进行能耗监测和控制,如换热器、节能泵等设备。
低温甲醇洗装置在运行过程中可能会出现一些问题,要根据具体情况采取相应的解决措施,并定期进行检查和维护,以保证设备的正常运行和洗涤效果的达到要求。
MTBE装置设备腐蚀的探讨

MTBE装置设备腐蚀的探讨刘海廷;冯江元;颜誉业【摘要】甲基叔丁基醚(MTBE)装置生产过程中普遍存在设备酸腐蚀的问题,通过对MTBE生产装置各工艺系统中可能产生的酸进行理论分析,认定甲酸的存在是设备腐蚀的主要原因.甲酸的来源为甲醇原料带入(甲酸质量分数在0.001 5%以下)、甲酸盐与催化剂磺酸离子交换产生、甲醇原料带入的甲酸甲酯(质量分数0.01%以上)在生产过程中水解产生.根据理论分析结合实际生产数据推断,甲酸甲酯水解是甲酸的主要来源,因此提出在甲醇原料的采购指标中增加甲酸甲酯含量分析的监控指标,要求甲酸甲酯的质量分数控制在0.005%以下,能有效减少甲酸的生成,达到控制设备腐蚀的目的.%The acid corrosion of MTBE's equipment is a common problem in the operation of MTBE unit.By the theoretical analysis of the possible acid in the production process of MTBE system,the formic acid is found to be the culprit of corrosion.The source of formic acid is the methanol feed carry-over (the mass percentage of formic acid is lower than 0.001 5%).The other source is the methyl formate carry-over in the methanol feed (mass percentage is over 0.01%),which is hydrolyzed in operation.It is concluded from theoretical analysis and actual operation data that the hydrolysis of methyl formate is the main source of formic acid.Therefore,the methyl formate content analysis index is proposed to be one of the monitoring indicators in the procurement of methanol feedstock,and it is required that the content of methyl formate should be controlled at lower than 0.005%,which can effectively reduce the generation of formic acid and control the corrosion of equipment.【期刊名称】《炼油技术与工程》【年(卷),期】2017(047)005【总页数】4页(P35-38)【关键词】MTBE;腐蚀;甲酸;甲酸甲酯;水解【作者】刘海廷;冯江元;颜誉业【作者单位】中化泉州石化有限公司,福建省泉州市362103;中化泉州石化有限公司,福建省泉州市362103;中化泉州石化有限公司,福建省泉州市362103【正文语种】中文甲基叔丁基醚(MTBE)是一种良好的汽油调合组分,因其辛烷值较高、可以和汽油以任意比互溶、稳定性好而在国内得到广泛的应用。
MTBE装置甲醇回收系统腐蚀分析与处置

测 量 甲醇 萃 取 塔 C 一 2 0 2 、 } } { 醇 收 塔 C 一 2 0 3等 处
的p H 值, 结 果 见表 1 。在 2 0 1 3年 装 置 大 检修 过 程【 } 1 , 发现 甲醇 收 系统 f ^ J 部 出现 轻微 腐蚀 , 甲醇 筚 取塔 C 一 2 0 2和 甲醇 …收塔 C 一 2 0 3的腐蚀 情 况 见
开 。 甲醇 回收塔 C 一 2 0 3顶 馏 出物 是 甲醇 、 微 墙碳
2 甲醇 回 收 系统 腐 蚀 现 状
在 MTB E装 置运行 过程 中, 发 现 未反 应碳 四 罐 D 一 2 1 4 、 碳 四塔 回流 罐 脱 水 包 中沉 降 水 带 有 不
收 稿 日期 : 2 0 1 7 - 0 6 0 8 。
2和 图 3 。
表 l 甲醇 回收 系统 及碳 四 塔 p H值 检 测 结 果
0. 8 3 9 0. 5 6 4 0 . 93 6 0 . 59 1
作者简介 : 曹 云志 , 男 ,2 O 1 0年 毕 业 于 青 岛 科 技 大 学 化 学 工 程与一 I 艺 专业 。 主要 从事 炼 油 、 化工生产技术管理工 作. 工 程
师。
四和 DME的混合 物 , 大部 分作 为 回流i l : c y z j n l h @1 2 6 . C O N I 。
关键词 : MTBE 腐 蚀 分 析 处置
d oi : 1 0. 39 69/ i s s n. 1 006— 88 05 . 2 O1 7 . 05 . 0l 5
中国石 化股 份 有 限公 司济 南 分 公 司 6万 t / a M F B E装 置 采 用 国 内先 进 技 术 “ 一反三塔式” _ ]
MTBE装置腐蚀问题及相关解决措施

MTBE装置腐蚀问题及相关解决措施摘要:在炼油化工生产装置中,MTBE装置生产工艺的特殊性,使得其不可避免地会受到腐蚀问题的影响。
影响炼油化工MTBE装置腐蚀性的因素多种多样,也为腐蚀问题的解决带来了较大困难。
基于此,文章主要对MTBE装置的腐蚀机理,及具体的腐蚀问题进行了分析,进而探讨了MTBE装置腐蚀问题的解决措施,以提高MTBE装置的生产效率,保障MTBE装置长周期稳定安全运行。
关键词:MTBE装置;腐蚀;温度;醚化前言近年来,无铅汽油的广泛应用,使得含有MTBE组分的优质汽油的需求量大幅增加。
因此,炼油化工MTBE装置的运行效益越发受到关注与重视。
在MTBE装置中,主要进行的是在催化作用下异丁烯与甲醇发生的醚化反应。
在MTBE装置中也包括了醚化反应、反应蒸馏、甲醇萃取、甲醇回收等系统,所以MTBE装置的工艺流程具备较强的复杂性。
一、MTBE装置发生腐蚀的主要机理在当前的MTBE装置运行过程中,通常采用阳离子交换树脂作为装置反应的催化剂,这种催化剂是由大孔径强酸阳离子树脂组成,也因此使得MTBE装置不可避免地会受到腐蚀影响。
腐蚀产生的主要机理如下:由于C4和甲醇原料中的金属阳离子,在与硫化物、碱性物质,使得催化剂中的H+脱落;在正常反应,尤其是超温反应过程中,催化剂中的磺酸基发生脱落;催化剂本身含有制作过程中残留的游离酸;原料中甲醇带入的甲酸等,都使得MTBE装置内部形成了酸性环境,在加上进料时氧的进入,使得金属表面发生吸氧腐蚀。
二、MTBE装置中的实际腐蚀问题我国某石化公司生产装置中的MTBE装置自开车运行以来,在运行期间也曾面临较为严重的腐蚀问题。
运行两年后止水洗系统洗涤水冷却器和换热器便发生了部分列管腐蚀而导致的封堵问题。
在运行的二年期间内,仅甲醇回收塔加料线便发生了三次腐蚀破损更换,最后被迫进行管线的全面更换。
在MTBE装置停工检修时也发现了反应塔流槽入口管线的严重腐蚀。
在运行期间脱重塔冷凝器也由于腐蚀问题而不得不进行停车维修,期间脱轻塔回流泵的阀门也受到腐蚀影响而无法关严在进行停车检修过程中发现泵叶轮也受到了严重腐蚀.。
低温甲醇洗装置运行中出现的问题及解决措施
低温甲醇洗装置运行中出现的问题及解决措施低温甲醇洗装置是化工生产中常用的一种设备,主要用于去除气体中的硫化氢、二硫化碳等有害气体。
在实际的运行过程中,低温甲醇洗装置也会出现一些问题,影响设备的正常运行和工作效率。
本文将针对低温甲醇洗装置运行中常见的问题进行分析,并提出相应的解决措施。
问题一:甲醇浓度不稳定在低温甲醇洗装置中,甲醇的浓度是影响其脱除有害气体效果的关键因素之一。
在实际运行中,甲醇浓度往往会出现不稳定的情况,这会直接影响设备的脱除效果。
造成甲醇浓度不稳定的原因可能包括甲醇供应不足、甲醇泄漏、甲醇回收不完整等。
解决措施:1. 加强设备维护和检修工作,保证甲醇供应系统的正常运行,确保甲醇的稳定供应。
2. 定期对设备进行检查,及时发现并修复甲醇泄漏的情况。
3. 对甲醇回收系统进行优化,确保甲醇的回收完整,减少甲醇的浪费。
问题二:结冰堵塞低温甲醇洗装置在运行过程中,由于环境温度低,易出现结冰堵塞的问题,影响设备的正常运行。
结冰堵塞通常发生在设备的冷凝器、冷却塔等部位,影响设备的正常运行。
解决措施:1. 对设备进行保温处理,减少受环境温度影响,降低结冰的可能性。
2. 对设备进行加热处理,提高设备表面的温度,避免结冰堵塞的发生。
3. 加强设备的清洁工作,定期清理设备表面的结冰物,确保设备的畅通。
低温甲醇洗装置在运行中,由于操作不当或者设备老化等原因,易出现设备堵塞的情况。
设备堵塞会降低设备的效率,甚至导致设备的停工。
问题四:设备泄漏在低温甲醇洗装置运行中,设备泄漏是常见的问题之一。
设备泄漏会造成甲醇的浪费,甚至对工作环境和操作人员造成威胁。
浅谈MTBE装置腐蚀问题

关 键 词 : T E 1一丁 烯 MB
腐蚀
催 化剂
醚 化
中图分类号 :E 8 T 95
文献标识码 : A
文章编号 :07— 1X(0 1 0 0 1 0 10 0 5 2 1 )5— 04— 3
随着 无 铅 汽 油 的推 广 和 应 用 , 甲基 叔 丁 基 醚
和二 乙苯 按 11的摩尔 比 , : 用悬浮 法生 成 的催 化 剂
MB T E和4 t 一 0k 1 丁烯装置, 20 于 06年 3月开车, 该 装置运行期间曾由于腐蚀 问题造成生产非常被动。
到 20 08年止 , 水洗 系统 的洗 涤水 冷却器 和换热 器就
颗粒称为裸基催化剂 , 经过分子筛筛选后 的裸基催 化剂 , 用浓度为 9 %硫酸酸化 、 8 水洗后 , 才制成大 孔径强酸性阳离子树脂催化剂。由此可见 , 采用这 种催化剂生产 M B , 置不可避 免地会 产生腐 TE 装 蚀, 其腐蚀机理 , 即: ① 由于原料( 包括碳四和 甲醇) 中含有 的金属 阳离子( a c ,e ) 硫化物和碱性物质等置 N ,a F 、 换催化剂中的 H 造成 H 脱落 : ,
塔冷凝器( 34 / ) E0 A B 因腐蚀被迫停车, 1 4月 2 0年 0
因腐蚀造成脱轻塔回流泵( 33 阀门无法关严 , P0 ) 临
收稿 日期 :0 1 3— 7; 2 1 —0 0 修改稿收到 日期 :0 1— 7—0 。 21 0 7 作 者简介 : 戴旭东 , 高级工 程师 ,9 3年 毕业 于西 北大学 , 19 主
专
论
C o油 Pr t工 n腐 to e与 lI d sr 石r so 化oe to e蚀h mia n u 护 防 ty o r in& ci i P r c n c
MTBE装置回收甲醇水含量超高问题的分析及解决
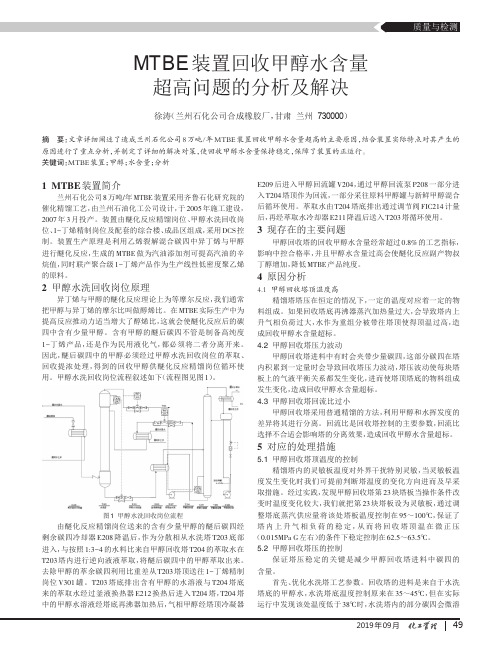
2019年09月MTBE 装置回收甲醇水含量超高问题的分析及解决徐涛(兰州石化公司合成橡胶厂,甘肃兰州730000)摘要:文章详细阐述了造成兰州石化公司8万吨/年MTBE 装置回收甲醇水含量超高的主要原因,结合装置实际特点对其产生的原因进行了重点分析,并制定了详细的解决对策,使回收甲醇水含量保持稳定,保障了装置的正运行。
关键词:MTBE 装置;甲醇;水含量;分析1MTBE 装置简介兰州石化公司8万吨/年MTBE 装置采用齐鲁石化研究院的催化精馏工艺,由兰州石油化工公司设计,于2005年施工建设,2007年3月投产。
装置由醚化反应精馏岗位、甲醇水洗回收岗位、1-丁烯精制岗位及配套的综合楼、成品区组成,采用DCS 控制。
装置生产原理是利用乙烯裂解混合碳四中异丁烯与甲醇进行醚化反应,生成的MTBE 做为汽油添加剂可提高汽油的辛烷值,同时联产聚合级1-丁烯产品作为生产线性低密度聚乙烯的原料。
2甲醇水洗回收岗位原理异丁烯与甲醇的醚化反应理论上为等摩尔反应,我们通常把甲醇与异丁烯的摩尔比叫做醇烯比。
在MTBE 实际生产中为提高反应推动力适当增大了醇烯比,这就会使醚化反应后的碳四中含有少量甲醇。
含有甲醇的醚后碳四不管是制备高纯度1-丁烯产品,还是作为民用液化气,都必须将二者分离开来。
因此,醚后碳四中的甲醇必须经过甲醇水洗回收岗位的萃取、回收提浓处理,得到的回收甲醇供醚化反应精馏岗位循环使用。
甲醇水洗回收岗位流程叙述如下(流程图见图1)。
图1甲醇水洗回收岗位流程由醚化反应精馏岗位送来的含有少量甲醇的醚后碳四经剩余碳四冷却器E208降温后,作为分散相从水洗塔T203底部进入,与按照1:3-4的水料比来自甲醇回收塔T204的萃取水在T203塔内进行逆向液液萃取,将醚后碳四中的甲醇萃取出来。
去除甲醇的萃余碳四利用比重差从T203塔顶送往1-丁烯精制岗位V301罐。
T203塔底排出含有甲醇的水溶液与T204塔底来的萃取水经过釜液换热器E212换热后进入T204塔,T204塔中的甲醇水溶液经塔底再沸器加热后,气相甲醇经塔顶冷凝器E209后进入甲醇回流罐V204,通过甲醇回流泵P208一部分进入T204塔顶作为回流,一部分采往原料甲醇罐与新鲜甲醇混合后循环使用。
低温甲醇洗装置运行中出现的问题及解决措施

低温甲醇洗装置运行中出现的问题及解决措施低温甲醇洗装置是一种常用的化工设备,用于气体的净化和脱硫。
在运行中,可能会出现各种问题,需要及时解决。
本文将就低温甲醇洗装置运行中可能出现的问题及解决措施进行分析和总结。
一、颗粒物沉积问题在低温甲醇洗装置中,由于气体中含有一定的颗粒物,这些颗粒物会在洗液中沉积下来,导致设备管道和填料等部位出现堵塞。
这会导致设备的处理效率下降,同时也会增加设备的运行压力,增加设备的运行成本。
解决措施:1.定期清理设备内部的沉积物。
可以采用清洗剂进行清洗,也可以采用机械清理的方法进行清理。
2.调整洗液的流速和流量,使得颗粒物可以随着洗液流动而不易沉积在设备内部。
3.改进填料的结构和材料,使其能够更好地抵抗颗粒物的沉积。
二、甲醇损耗问题低温甲醇洗装置中使用的甲醇是一种比较昂贵的消耗品,如果在运行中出现甲醇损耗过多的情况,会导致设备的运行成本较高。
1.加强设备的密封性,减少甲醇的挥发损耗。
2.优化洗液的循环利用系统,减少甲醇的损耗。
3.优化操作参数,使得设备的运行效率更高,从而减少甲醇的使用量。
三、设备腐蚀问题由于低温甲醇洗装置中的洗液通常为酸性或碱性,加上长期运行,可能会导致设备管道和容器的腐蚀问题,影响设备的使用寿命。
1.选择耐腐蚀性能更好的材料进行设备的制造,如不锈钢、玻璃钢等。
2.定期对设备进行腐蚀性检测,发现问题及时处理,并进行防腐蚀处理。
3.控制洗液的酸碱度,避免酸碱度过高或过低对设备造成损害。
四、操作失误导致的问题在使用低温甲醇洗装置时,如果操作不当,可能会导致设备的异常运行或者安全事故。
1.加强操作人员的培训,提高操作人员的专业水平和技能。
2.建立健全的操作规程,指导操作人员正确操作设备。
3.加强设备的监控和自动控制,减少人为操作对设备可能造成的影响。