WD615采用全六面体进行有限元计算的尝试
某型油压机有限元建模及偏载分析

某型油压机有限元建模及偏载分析油压机是一种常见的机械设备,在工业生产中发挥着重要的作用。
为了提高油压机的设计和制造质量,需要运用现代计算机辅助设计技术进行分析和模拟。
有限元分析是一种常用的计算机辅助设计技术,可以对油压机进行精确地建模和分析。
油压机的有限元建模是指将实际的油压机模型划分为若干个有限元,使用数学公式对每个元素进行计算,然后将所有元素的计算结果合并起来得到油压机的力学特性参数。
具体的建模步骤如下:1.准备要素收集油压机的技术参数、几何尺寸和材料性能等相关信息,包括油压机的形状、尺寸、材料等基本要素。
2.选择有限元分析软件选择适合油压机有限元建模的软件,如ANSYS、ABAQUS等。
3.建立几何模型按照油压机的实际形状,在有限元分析软件中建立油压机的三维几何模型。
4.划分网格将油压机的几何模型分解成无数个小单元,称为网格。
每个单元被称为有限元。
5.设置约束条件设置油压机的约束条件,包括支撑、固定等。
设置油压机在受力方面的边界条件,包括受力点的位置、大小和方向等。
7.制定模型制定油压机的模型,包括模型参数、模型的输入和输出等。
二、油压机偏载分析油压机在工作过程中,由于受到各种外力或内力的作用,会出现不同程度的变形或应力变化,这将直接影响着油压机的工作效率和寿命。
所以,油压机的偏载分析是油压机有限元分析的重要一环。
偏载是指油压机在工作时受到的外力或内力产生变形或位移的状态。
油压机偏载分析的目的是找出油压机的结构变形和应力分布规律,以及找出偏载对油压机的影响。
在进行偏载分析时,需要对油压机模型的受力状态进行分析。
油压机的受力状态会影响到油压机的载荷特性、应力分布和变形程度等参数。
通过分析这些参数,可以判断油压机是否处于安全状态并进行相应的优化改进。
三、总结在油压机的设计和制造过程中,有限元分析是非常有价值的工具,它可以帮助工程师在制造过程中预测出油压机的性能和可靠性。
通过有限元分析,可以发现油压机在工作时可能出现的问题,及时进行改进和调整,这对提高油压机的质量和稳定性具有重要意义。
有限元六面体网格的典型生成方法及发展趋势
有限元六面体网格的典型生成方法及发展趋势吕 军,王忠金,王仲仁(哈尔滨工业大学材料科学与工程学院,黑龙江哈尔滨150001)摘 要:工程问题三维有限元仿真的主要困难是模型的建立,而模型的建立需要采用合适的方法来生成高质量的三维有限元网格.以金属塑性成形过程的三维有限元仿真为例,说明了采用六面体单元的必要性.针对典型的有限元六面体网格生成方法,系统地分析了各种方法的实现原理和发展趋势,并探讨了六面体网格生成总的发展趋势.分析结果说明,复杂域内六面体网格全自动生成的实现是全自动网格生成真正走向实用化、通用化必须解决的难题.关键词:数值仿真;有限元法;网格生成;六面体网格中图分类号:TG 302 文献标识码:A 文章编号:036726234(2001)0420485206G eneration of f inite element hexahedral mesh and its trend of developmentL αJ un ,WAN G Zhong 2jin ,WAN G Zhong 2ren(School of Materials Science and Engineering ,Harbin Institute of Technology ,Harbin 150001,China )Abstract :The major difficulty with the 3-D finite element simulation of an engineering problem lies in the construction of models ,which needs the proper generation of 3-D finite element hexahedral mesh of high quality.The necessity to use a hexahedral unit is justified by taking the 3-D finite element simulation of the plastic formation of metals as an example.The theories behind and trends of development of different ways of generating finite element hexahedral meshes are systematically analysed ,and the general trend of development for generation of hexadedral mesh is discussed as well.It is concluded that the full automatic generation of hexahedral mesh in complex domains is the key to the popularization of full automatic genera 2tion of hexahedral mesh.K ey w ords :numerical simulation ;finite element method ;mesh generation ;hexahedral mesh 有限元法是求解工程问题的一种近似数值方法,近年来在工程领域中得到了广泛的应用[1,2].有限元仿真的一个重要步骤是对连续体进行离散化,为使离散出的网格能更精确地逼近连续区域和有限元计算的结果在预定误差范围内,应保证离散化后得到质量较高的网格.为此提出了许多方法来生成有限元网格[35].目前,二维有限元收稿日期:2001-01-20.基金项目:金属精密热加工重点实验室基金资助项目.作者简介:吕 军(1974-),男,博士研究生;王仲仁(1934-),男,教授,博士生导师.网格生成方面已比较成熟,提出了许多行之有效的方法.但在三维有限元网格尤其是六面体网格的生成方面还没有通用的算法,存在许多难点问题需进一步解决.本文论述了采用六面体单元的必要性,并分析了有限元六面体网格的典型生成方法.最后,对六面体网格生成的发展趋势进行了探讨.1 采用六面体单元的必要性在有限元仿真过程中,单元类型的选择对整个有限元仿真的计算效率、自动化程度、计算精度等都将产生重要影响.因此单元类型的选择在各 第33卷 第4期 哈 尔 滨 工 业 大 学 学 报 Vol.33,No.42001年8月 J OURNAL OF HARB IN INSTITU TE OF TECHNOLO GY Aug.,2001个领域的有限元仿真中都占有重要地位.在体积成形刚塑性/刚粘塑性有限元仿真中,单元类型选择的重要性尤为突出.这是因为刚塑性/刚粘塑性有限元仿真有三个突出的特点:(1)塑性成形往往是一个大变形过程,有限元计算中通常需要进行多次网格重划分,而网格重划分需要耗费大量的时间,且每次都会损失一定的精度.(2)塑性变形过程是一个非线性问题,需要进行迭代求解,计算效率问题更为突出.(3)刚塑性/刚粘塑性有限元仿真时必须进行多次工件与模具间的动态接触处理,每一次的处理都会使得工件的有限元模型产生一定的体积损失而影响计算精度.这三种问题的处理都与单元类型的选择密切相关.选择合理的单元类型,就可用较少的网格重划分次数、相同或较少的高斯积分点数来达到较高的计算精度和计算效率,这在有限元仿真中是非常重要的.六面体单元由于变形特性好、计算精度高等优点而在很多三维有限元仿真领域中得到了广泛的应用.在金属体积成形的三维有限元仿真中,要求单元既要有一定的“刚性”(即抗畸变能力)以避免频繁的网格重划分,又要有一定的“柔性”(即良好的变形特性)以准确地仿真变形过程,还必须有较高的计算精度.在体积成形三维有限元仿真中常采用四面体和六面体单元.大量计算结果表明:采用六面体单元进行三维有限元仿真可采用较少的网格重划分次数达到较高的计算精度,故六面体单元是金属体积成形过程三维有限元仿真的首选单元[6,7].2 有限元六面体网格的典型生成方法六面体网格在三维有限元仿真中有四面体网格无法比拟的优越性,但现有的有关三维有限元网格生成方法的文献往往偏重于介绍四面体网格的生成方法,对六面体网格生成方法介绍得很少.实现可靠的、高质量的六面体有限元网格自动生成是三维有限元仿真领域的瓶颈问题.当前,有限元六面体网格的典型生成方法主要有以下几种.2.1 映射单元法映射单元法是三维网格生成中最早使用的方法之一.这种方法先把三维实体交互地分成几个大的20节点六面体区,然后使用形函数映射技术把各个六面体区域映射为很多细小的8节点六面体单元[8].这种方法易于实现,可以生成规整的结构化网格;缺点是当三维实体的表面是十分复杂的自由曲面时,该方法的逼近精度不高,且人工分区十分麻烦、难以实现自动化.近年来,一些研究者采用“整体规划技术(Integer programming technique)”来进行实体的自动分区[9],但该技术很难对复杂形体(如塑性加工中的复杂锻件)进行自动分区.曲面映射是三维映射的特例,采用曲面映射技术可以对几何曲面进行离散化处理[10,11].文献[12]详细研究了基于映射单元法的有限元六面体网格自动生成技术,采用加权因子控制网格生成过程中自然坐标的分割,可以生成密度不同的有限元网格.对原域为单连通凸区域的简单形体及原域为复连通凹区域的复杂形体,该种方法均可生成质量较高的网格,生成的六面体网格如图1所示.图1 映射单元法Fig.1 Mapped element method 映射单元法的发展趋势是:实现简单、规则形状形体的自动分区,提高手工分区的交互性,能方便地进行复杂的三维形体的分区.2.2 基于栅格法这种方法预先产生网格模板,然后将要进行网格化的物体加到其上,并在实体内部尽可能多地填充规则的长方体或正方体网格,在实体的边界上根据实体边界的具体特征更改网格的形状和相互连接关系,使得边界上的六面体单元尽可能地逼近物体的边界形状.文献[13]采用这种方法生成了六面体单元.这种方法能实现网格生成的自动化,网格的生成速度也非常快.其最大弱点是边界单元的质量较差;另一个缺点是所生成的单元尺寸相近,网格密度很难得到控制.1998年发布的MARC/HexMesh模块中采用了基于栅格法,并对这种方法进行了改进,使得初始填充在实体内部的单元尺寸较大、实体边界单元的尺寸较小,这样可以较好地控制网格密度[14].但是,对于复杂三维形体,MARC/ HexMesh模块产生的边界六面体网格的质量仍然不够理想.Tekkaya[15]将改进八叉树法与基于・684・哈 尔 滨 工 业 大 学 学 报 第33卷栅格法相结合来生成边界过渡网格,首先根据工件的边界来区分内部网格和边界网格,然后应用网格细化和均匀化处理来改进边界单元的质量,如图2所示.图2 基于栅格法Fig.2 Grid 2based method 这种方法的发展趋势是:控制实体内部的初始规则网格的尺寸,以控制最终形成的网格的密度;采用网格结构重组(包括拆分和合并单元)和网格优化算法来提高边界单元的质量.2.3 几何变换法这种方法由二维四边形网格经过旋转、扫描、拉伸等几何变换而形成六面体网格,几何变换后删除重节点及四边形、进行单元及节点的重新编号[16].这种方法生成的六面体网格如图3所示;优点是比较容易实现,在当今大多数的大型CAD 软件前置处理中均有此功能.但是,这种方法只适用于形状简单的三维形体,且主要依靠人机交互的方式来实现.图3 几何变换法Fig.3 G eometry transformation method 这种方法的发展趋势是使四边形有限元网格能够以自由曲线为路径进行扫描,尽量减少人机交互的步骤.2.4 改进八叉树法这种方法的基础是三维物体的八叉树表示.所作的改进类似于四叉树法的改进,但三维物体的边界处理更加复杂;它具有改进四叉树法同样的利弊.Y erry 等[17]首先提出并实现了这种方法,他们将物体边界简化为42种可能的模式(18种单平面和24种双平面切割八叉元).这种方法与基于栅格法结合生成“过渡网格”,效果较好[15].著名的有限元分析软件MARC/Auto 2Forge 模块中采用了这种方法,生成的六面体网格如图4所示.图4 改进八叉树法Fig.4 Modified 2octree method 这种方法的发展趋势是:与基于栅格法结合使用来提高过渡网格的质量,并减少仿真过程中的畸形单元,提高形体尖角处单元的质量.2.5 模块拼凑法Yang 等[18,19]把工件分为一定数量的子模块,然后对每一类形状简单的子模块规定一种六面体网格生成方法,整个工件的有限元网格即可由这些子模块内的网格拼凑而成,如图5所示.但是,实际生产中的工件(尤其是模锻件)的形状往往非常复杂,很难对其进行子模块的自动划分,采用专家系统的方法往往也是不可行的.因此,这种方法只能针对形状相对简单和变化较少的工件来生成六面体网格. 这种方法的发展趋势是完善专家系统的知识库,使其能适应更复杂形状工件的子模块自动划分.2.6 单元转换法由于多种四面体网格自动生成算法已经达到实用化的程度,在自动生成四面体网格后,可以把一个直边四节点四面体单元分成四个六面体单元[20,21],这样可以把四面体网格自动地转化为六面体网格,如图6所示.这种方法的缺点是得到的网格是杂乱无章的非结构化六面体网格,网格的质量不高;为了较好地逼近复杂物体的曲面边界,需要生成较多的直边四面体单元,因而也将得到数量极多的六面体单元,这会使得有限元仿真的时间过长.对同时具有内外复杂边界的三维问题(如内部有空洞缺陷的复杂锻件分析),该方法是实现六面体网格自动生成的一种比较有效的方・784・ 第4期 吕 军,等:有限元六面体网格的典型生成方法及发展趋势法.文献[22]对单元转换法进行了改进,将十节点曲边四面体转换为六面体,并采用非线性约束优化算法大幅度提高了六面体网格的单元质量.图5 模块拼凑法Fig.5 Modular method图6 单元转换法Fig.6 Element conversion method 这种方法的发展趋势是减少不必要的四面体单元的数量,采用网格结构重组技术以剔除不必要的单元,采用约束优化算法提高六面体单元的质量.2.7 B 样条曲面拟合插值法这种方法基于三维物体的边界曲面B 样条表示,采用插值拟合曲面来生成六面体网格[23].在几何构形确定的情况下,这种方法即可自动生成六面体网格.通过调整B 样条函数中的参数可以控制网格密度,生成的六面体网格如图7所示.这种方法的优点是边界曲面逼近好,形体的几何表示与网格生成在数学方法上一致;缺点是局部网格的处理比较困难,这是整体域剖分所带来的问题.图7 B 样条曲面拟合插值法Fig.7 B 2spline surface interpolation method 这种方法的发展趋势是采用B 样条曲面和实体造型相结合的方式来描述三维物体,采用模块法来处理物体内部的局部网格.2.8 采用波前法逐层由实体表面向实体内部生成六面体网格(Plastering algorithm)Blacker 和Meyers [24]于1993年提出了这种方法,该方法实际上是二维四边形网格逐层推进生成法[25](Paving algorithm )在三维空间上的拓展.在三维实体内部,各个六面体单元的边与边、面与面之间的相互关系十分复杂,并且只有满足一定条件的实体表面上的节点才能生成完全的六面体网格,故这种方法的实现具有很高的难度.生成的网格如图8所示.该方法生成的六面体网格的单元质量(尤其是边界单元的质量)是所有算法中最好的,但该方法的实现仍需解决一些技术细节上的问题.图8 Plastering 算法Fig.8 Plastering algorithm 这种方法的发展趋势是优化实体表面的布点,避免在向实体内部逐层推进时产生尺寸过小和形状不合理的单元,避免单元间的裂缝.2.9 采用中轴面分解和整体规划技术生成六面体网格这种方法首先将三维实体分解成一定数量的简单子域,然后在每个子域内生成六面体网格[26].在将实体分解成子域过程中采用中轴面(Medial Surface )分解技术,并采用整体规划技术来确定每条边的分割数,进而控制六面体网格的密度[9].根据形体的中轴面可以确定必要的子域,子域可以定义为13种可能类型中的一种[27].中轴面分解方法也可以拓展应用于带有凹边或凹顶点的实体及退化情况,从而可以实现复杂实体(如带有孔、凹角等)的六面体网格生成[28].该方法生成的六面体网格的单元质量很高并且疏密有致,如图9所示. 这种方法的发展趋势是实现复杂形体的全自动中轴面分解;尽可能形成容易网格化的子域;提高边界单元的质量,避免产生形状不好的单元(如・884・哈 尔 滨 工 业 大 学 学 报 第33卷狭长单元).图9 中轴面分解法Fig.9 Medial surface subdivision method3 六面体网格生成的发展趋势有限元六面体网格生成问题近年来成为三维网格生成方法研究的热点和难点,出现了许多种算法,但至今尚未提出一种通用的有限元六面体网格自动生成方法.下列问题将成为六面体网格生成的研究前沿,也将是未来的发展趋势.3.1 开发复杂域六面体网格的全自动生成方法全自动网格生成方法因其高效性、处理复杂情况的能力和便于集成到计算机集成制造系统(CIMS )等优点,已成为网格生成的发展趋势.现有的网格自动生成方法在时效、稳定性和通用性等方面与实用要求都有一些差距,六面体网格生成方面尤为突出,问题的关键在于开发有效、高效的自动生成方法.复杂域的网格生成是全自动网格生成的前提,人们正在研究能在任意复杂域内生成六面体网格的方法,并注重方法的可靠性.复杂域内六面体网格全自动生成的实现是全自动网格生成真正走向实用化、通用化必须解决的难题.3.2 网格密度定义和控制技术的研究三维网格密度定义和控制一直没有行之有效的方法,生成疏密有致的六面体网格并且使密网格和疏网格之间的单元均匀过渡将是六面体网格生成的发展趋势之一.3.3 基于几何造型的六面体网格生成及其集成基于几何造型的网格生成是通往有限元仿真技术集成到计算机集成制造系统的必由之路,目前的网格生成方法大都从造型系统中得到形体描述,但几乎都与造型系统松散结合.实现六面体网格生成与几何造型系统的集成将是未来的发展方向.3.4 六面体网格显示技术及正确性检测六面体网格缺乏有效的显示技术.正因为缺乏直观的显示来验证其正确性,其正确性的检测就显得格外重要;目前在这方面尚缺乏快速有效的方法.六面体网格显示技术的关键是提出正确、可靠和高效的消隐处理算法.4 结 论在三维有限元仿真中采用六面体单元有很多优点,实现可靠、高质量的有限元六面体网格自动生成一直是CAD/CAE 领域内的一个难点,也是制约三维有限元仿真走向实用化的瓶颈问题.解决这个问题的关键是在现有方法的基础上提出稳定、高效和通用的复杂域六面体网格全自动生成方法,以使得六面体网格在三维有限元仿真领域中的应用真正走向实用化.参考文献:[1]GHOUAL I M A ,DUVAU T G.Local analytical de 2sign sensitivity analysis of the forging problem using FEM[J ].Comput Methods Appl Mech Eng ,1998,163:55270.[2]FISH F ,PANDHEERADI M ,BEL SKY V.E fficient solutions schemes for interface problems[J ].Finite El 2ements in Analysis and Design ,1996,22:2672280.[3]施云生,沈国强.基于边界适应的有限元网格自动生成及局部调整技术[J ].锻压技术,1998(4):28230.[4]JOUN M S ,L EE M C.Quadrilateral finite element generation and mesh quality control for metal forming simulation[J ].Int J Num Methods Eng ,1997,40:405924075.[5]JOE B.Tetrahedral mesh generation in polyhedral re 2gions based on convex polyhedron decompositions[J ].Int J Num Methods Eng ,1994,37:6932713.[6]SCHN EIDERS R.A 2grid based algorithm for the gen 2eration of hexahedral element meshes [J ].Eng with Comput ,1996(12):1682177.[7]TEKK A Y A A E ,K AVA K L I S.3-D simulation of metal forming processes with automatic mesh genera 2tion[J ].Steel Res ,1995,66(9):3772383.[8]COO K W A ,OA KES W R.Mapping methods for generating three 2dimensional meshes [J ].Comput in Mech Eng ,1982,8:67272.[9]TAM T ,ARMSTRON G C G.Finite element mesh controlled by integer programing [J ].Int J Num Methods Eng ,1993,36:258122605.[10]VARDHAN I K V R ,PRASAD N S.Mesh genera 2tion for spherical and conical surfaces using transfinite interpolation[J ].Comput &Struct ,1989,32(6):135921362.[11]LAU T S ,LO S H.Finite element mesh generation・984・ 第4期 吕 军,等:有限元六面体网格的典型生成方法及发展趋势over analytical curved surfaces[J].Comput&Struct,1996,59(2):3012309.[12]蒋浩民,刘润广,王忠金,等.基于映射法的三维有限元网格自动划分[J].塑性工程学报,1998,5(3):27231.[13]L EE Y K,Y AN G D Y.A new automatic mesh gen2eration technique and its application to the finite ele2 ment analysis of practical forging process[J].AdvTech Plasticity,1996,1:4092413.[14]News Letter[J].Nippon MARC Analysis Res Corpo2ration Japan,1998,3:9.[15]TEKK A Y A A E.Fully automatic simulation of bulkmetal forming processes[A].Proc NUMIFORM’98[C].Rotterdam:Netherlands,1998.[16]NA GESH K,SRIK AN T A.Automatic mesh genera2tion in2-D and3-D objects[J].Adv Eng S oft2 ware,1989,11(1):19225.[17]YERR Y M A,SHEPHARD M S.Automatic threedimensional mesh generation by the modified2octreetechnique[J].Int J Num Methods Eng,1984,20(11):196521990.[18]Y AN G D Y,Y OON J H,L EE N K.Modularremeshing:a practical method of3-D remeshing inforging of complicated Parts[J].Adv Tech Plasticity,1990,1:1712178.[19]Y OON J H,Y AN G D Y.A three dimensional rigid2plastic finite element analysis of bevel gear forging byusing a remeshing Technique[J].Int J Mech Sci,1990,32(4):2772291.[20]陈 军.虚拟模具制造及金属成形过程三维仿真技术[D].上海:上海交通大学,1996.[21]XIE G,RAMAEKER J A H,Graded mesh genera2tion and transformation[J].Finite Elements in Analy2sis and Design,1994,17:41255.[22]左 旭.集成于CAD系统的汽车零件多工位体积成形三维CAE仿真[D].上海:上海交通大学,1998.[23]王忠金.模锻过程的三维数值模拟及连杆终锻成形规律的研究[D].长春:吉林工业大学,1995.[24]BLACKER T D,MEYERS R J.Seams and wedgesin plastering:a3-D hexahedral mesh generation al2gorithm[J].Eng with Comput,1993,9:83293. [25]BLACKER T D,STEPHENSON M B.Paving:anew approach to automated quadrilateral mesh genera2tion[J].Int J Num Methods Eng,1991,32:8112847.[26]L I T S,MCKEA G R M,ARMSTRON G C G.Hex2ahedral meshing using midpoint subdivision and integerprogramming[J].Comput Methods Appl Mech Eng,1995,124:1772193.[27]PRICE M A,ARMSTRON G C G,SABIN M A.Hexahedral mesh generation by medial surface subdivi2sion:PartⅠ.solids with convex edges[J].Int JNum Methods Eng,1995,38:333523359.[28]PRICE M A,ARMSTRON G C G.Hexahedral meshgeneration by medial surface subdivision:PartⅡsolids with flat and concave edges[J].Int J NumMethods Eng,1997,40:1112136.(责任编辑 王小唯)・94・哈 尔 滨 工 业 大 学 学 报 第33卷。
全腰椎三维有限元模型的建立及其有效性验证_秦计生
医用生物力学第28卷第3期2013年6月Journal of Medical Biomechanics ,Vol.28No.3,Jun.2013收稿日期:2012-07-15;修回日期:2012-08-28基金项目:国家自然科学基金资助项目(50975236,11172171),重庆市科技攻关项目(CSTC2012gg-yyjs10011)。
通信作者:彭雄奇,教授,博士研究生导师,E-mail :xqpeng@sjtu.edu.cn 。
文章编号:1004-7220(2013)03-0321-05全腰椎三维有限元模型的建立及其有效性验证秦计生1,王昱2,彭雄奇1,蒋钰钢1(1.上海交通大学材料学院,上海200030;2.第三军医大学西南医院儿科,重庆400038)摘要:目的建立全腰椎及骶椎的有限元模型,为分析L4 5之间纤维环易破裂的病理提供可靠的模型。
方法利用健康成人椎骨的CT 影像,采用Mimics 医学图像处理软件和Geomagic 逆向工程软件建立L1 S1椎骨和椎间盘三维模型,再导入有限元软件Hypermesh 中划分网格,并附加腰椎相关韧带,赋予材料属性,建立边界条件,构建腰椎加骶椎有限元模型;模拟腰椎受轴向压力、前弯、侧弯和后伸4种载荷下的生物力学反应。
结果模型在受到10N ·m 载荷作用分别发生前屈、侧弯和后伸运动下的整体刚度分别为0.61、0.7和0.75N ·m /(ʎ),与实验结果较为吻合;轴向施加力和弯矩时L4 5之间的纤维环应变较大;纤维环在各种载荷下均出现较明显的应力集中。
结论L4 5之间纤维环局部应力集中和应变较大是导致其易破裂的原因之一;所建立的L1 S1椎体三维有限元模型符合脊柱生物力学特性,可用于脊柱生物力学的进一步研究。
关键词:腰椎;力学特性;有限元分析;载荷;生物力学中图分类号:R 318.01文献标志码:AThree-dimensional finite element modeling of whole lumbar spine and its biomechanical analysisQIN Ji-sheng 1,WANG Yu 2,PENG Xiong-qi 1,JIANG Yu-gang 1(1.School of Materials Scienceand Engineering ,Shanghai Jiaotong University ,Shanghai 200030,China ;2.Pediatric Department ,Southwest Hospital of the Third Military Medical University ,Chongqing 400038,China )Abstract :Objective To develop an accurate finite element (FE )model of human L 1-S 1spine segment for in-vestigating the pathology of annulus fibrosus rupture of L 4-5.Methods Based on CT images of a healthy adult ,three-dimensional (3D )model of vertebras and intervertebral discs of lumbar L 15and sacral S 1segment was re-constructed by Mimics 10.01and Geomagic 10.0software.The 3D model was then imported into Hypermesh formeshing.With adding various ligaments and assigning material properties of all components ,the FE model of L 1-S 1segment was established to investigate its biomechanical responses under various loading conditions including axial compression ,flexion ,lateral bending and extension.Results The global stiffness of the model under flex-ion ,lateral bending ,extension with 10N ·m load was 0.61,0.7and 0.75N ·m /(ʎ),respectively ,which was in good agreement with the experimental results.The strain of annulus fibrosus between L 4and L 5was higher un-der axial compressive force and bending moment ;annulus fibrosus showed obviously stress concentration under any of the different loads.Conclusions The stress concentration and higher strain in annulus fibrosus between L 4and L 5could be one of the reasons leading to rupture.The developed 3D FE model of L 1 S 1motion segment demonstrated to be effective in reflecting the biomechanical response of spine and could be used for further spine biomechanics study.Key words :Lumbar spine ;Mechanical properties ;Finite element analysis ;Load ;Biomechanics123DOI:10.16156/j.1004-7220.2013.03.024腰椎作为连系躯干和盆骨的中间结构,其在负荷体量、产生生理弯曲、连接韧带和肌肉方面起着举足轻重的作用[1]。
某型油压机有限元建模及偏载分析

某型油压机有限元建模及偏载分析引言:油压机是一种利用液压传动原理,将液压能转变为机械能的机械设备。
为了保证油压机的性能和可靠性,需要进行有限元建模及偏载分析,以确定其结构的强度和刚度。
一、有限元建模:有限元建模是将实际结构转化为有限数量的元素,并通过计算方法求解结构的应力、应变和位移等参数的过程。
在油压机的有限元建模过程中,需要考虑以下几个方面。
1.确定建模尺寸:根据油压机的实际尺寸,确定建模尺寸。
对于复杂的几何形状,可以采用三维建模,对于简单的结构,也可采用二维建模。
2.选择单元类型:根据油压机的结构特点和应力分布情况,选择相应的单元类型。
常见的有三角形单元、四边形单元、六边形单元等。
3.离散网格划分:根据建模尺寸和元素类型,将结构划分为离散的网格。
网格划分的精细程度对计算结果的精度有影响,需要在精度和计算复杂度之间进行权衡。
4.确定边界条件:根据实际情况,确定模型的边界条件。
边界条件包括约束边界和载荷边界。
约束边界是模型的支撑部分,载荷边界是施加在模型上的力或力矩。
二、偏载分析:偏载分析是在有限元模型上施加额外的偏载,在模型上添加外部载荷或弯距,分析结构在不同工作状态下的应力分布和变形情况。
1.施加外部载荷:在模型上施加额外的载荷,模拟实际工作状态。
施加模拟材料的重力加载,模拟在水平放置的位置。
3.分析结果:通过有限元软件进行计算,得到结构在不同工作状态下的应力分布和变形情况。
根据分析结果,可以评估结构的强度和刚度,判断是否满足设计要求。
结论:有限元建模及偏载分析是油压机设计过程中的重要环节。
通过建立合理的有限元模型,施加适当的偏载条件,可以评估结构在实际工作状态下的性能,为油压机的设计和改进提供依据。
用微元六面体推导流体力学基本方程时参考点的选择
∆t 时 2 ∆t ∆t 刻的 m1 = ρ x0 , y0 , z0 ; t0 − dV 增加到 t0 + 2 2 ∆t 时刻的 m2 = ρ x0 , y0 , z0 ; t0 + dV , 其中 dV = 2 dxdy dz 为六面体的体积. 那么增加的质量为 ∆t 时段内, 微元六面体内的质量由 t0 − ∆m = ∂ρ dxdy dz ∆t ∂t (8)
676
力
学
与
实
践
2016 年 第 38 卷
用微元六面体推导流体力学基本方程时 参考点的选择
赵军方 1) 孙晓芳
(海军大连舰艇学院军事海洋系, 辽宁大连 116018)
摘要 用微元六面体证明流体力学基本方程是流体力学教学 的基本内容,也是学生需要培养的思维方式. 有些流体力学 教科书中在用微元六面体推导流体力学方程时, 由于参考点 的选取不恰当, 对推导过程的解释有的不清晰, 有的有错误, 不利于学生准确理解和掌握这个基本方法. 本文对微元上物 理量的分布进行了探讨与分析, 指出参考点的选取对于正确 推导流体力学方程的意义, 并分析了为什么参考点选错了也 能推导出正确结论的原因. 关键词 微元六面体,参考点,线性分布 中图分类号:O35 文献标识码:A
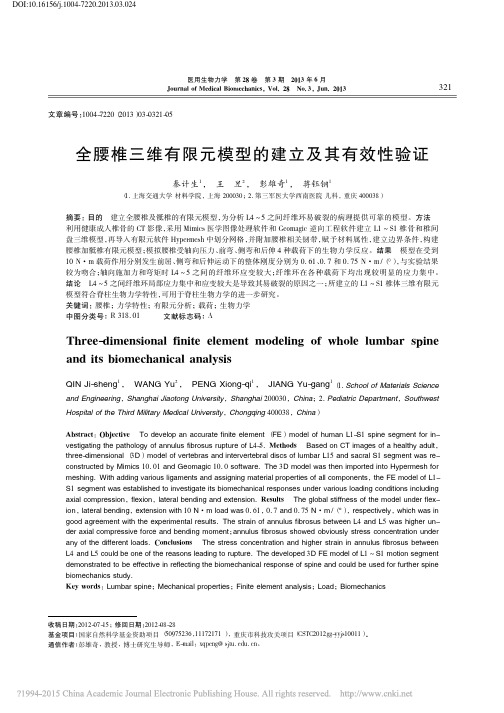
量在微元上的分布是均匀分布的,是对微元的错误 理解, 这种错误会引起学生的疑惑, 导致学生建立起 一种对微元的错误认知,影响他以后对问题的深入 认识和探索. 下面以推导连续性方程为例,来说明如何正确 地理解物理量在微元上的分布,并分析恰当地选取 参考点的位置对于理解和掌握微元分析法的作用. 如图 1 所示,在流场中选取一个固定的微元六 面体,在直角坐标系下,各边分别平行于 3 个坐标 轴,相应边长分别为:dx, dy , dz . 流体的密度分布 为 ρ(x, y, z ; t),流体的速度为 v (x, y, z ; t),3 个方向 的速度分量为 u(x, y, z ; t), v (x, y, z ; t), w(x, y, z ; t).
一种模拟螺纹配合的六面体有限元网格划分方法[发明专利]
![一种模拟螺纹配合的六面体有限元网格划分方法[发明专利]](https://img.taocdn.com/s3/m/2768695cb94ae45c3b3567ec102de2bd9605dee2.png)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201810208795.3(22)申请日 2018.03.14(71)申请人 上海理工大学地址 200093 上海市杨浦区军工路516号(72)发明人 高大威 郑松林 郑腾飞 李智垠 龙荣利 李向阳 (74)专利代理机构 上海德昭知识产权代理有限公司 31204代理人 郁旦蓉(51)Int.Cl.G06F 17/50(2006.01)(54)发明名称一种模拟螺纹配合的六面体有限元网格划分方法(57)摘要本发明所涉及的模拟螺纹配合表面几何特征的六面体有限元网格划分方法,首先根据螺纹表面与螺纹轴线的距离变化规律,确定单层螺纹横截面轮廓线,将螺纹的最小特征确定轴向有限元网格尺寸;然后根据单螺距内轴向划分的网格层数与相邻层之间的旋转角度关系确定周向有限元网格数量,通过螺栓螺纹端面四边形网格拉伸,形成单层六面体网格,对其进行复制、旋转、节点替代得到单螺距螺栓六面体网格模型;最后再根据公母螺纹齿数,对单螺距网格做复制、平移得到完整螺栓螺纹部分的六面体网格模型。
因此,本发明的六面体有限元网格划分方法无须建立公母螺纹的实体三维模型,无须大量节点坐标计算。
权利要求书2页 说明书6页 附图11页CN 108197418 A 2018.06.22C N 108197418A1.一种模拟螺纹配合的六面体有限元网格划分方法,其特征在于,包括以下步骤:步骤一,采集螺栓和螺母配合状态下一个螺距内螺纹轴向横切面中的结构尺寸;步骤二,获取所述螺栓和所述螺母的径向截面中螺纹牙顶和螺纹牙底上所有点到螺纹轴线的距离的变化规律,然后根据所述结构尺寸和所述变化规律,通过CATIA或UG制图软件绘制所述螺栓与所述螺母配合时啮合端面上的螺栓外螺纹轮廓线、螺母内螺纹轮廓线、螺栓网格分界线以及螺母网格分界线,得到平面图形;步骤三,将所述螺纹牙顶作为最小局部特征,根据所述最小局部特征确定网格的轴向尺寸l和单螺距内网格的层数N,根据所述层数N及周向网格节点的重合关系,确定所述螺栓外螺纹轮廓线上的节点数量n;步骤四,通过CATIA或UG制图软件给所述平面图形添加一个所述轴向尺寸l,将所述平面图形导入有限元软件HYPERMESH,通过quick edit功能,使得所述螺栓网格分界线以外的椭圆环体被节点径向连接形成的n个面均分,从而得到网格实体;步骤五,在有限元软件HYPERMESH中,通过automesh功能,根据所述节点将所述网格实体的端面自动划分二维平面四边形网格;步骤六,在有限元软件HYPERMESH中,通过linear solid功能,将所述二维平面四边形网格轴向拉伸一个所述轴向尺寸l,生成所述端面上的一层六面体网格;步骤七,在有限元软件HYPERMESH中,先通过translate功能,复制步骤六所述六面体网格中的螺栓网格分界线之外的六面体网格,并轴向平移所述轴向尺寸l,再通过rotate功能,将复制得到的所述螺栓网格分界线之外的六面体网格以螺栓的中心轴为轴心沿螺纹变化方向旋转一个网格层错角,然后复制步骤六所述六面体网格中的螺栓网格分界线以内的六面体网格并直接沿轴向平移所述轴向尺寸l,得到第二层六面体网格;步骤八,在有限元软件HYPERMESH中,通过replace功能,替换步骤七螺纹啮合区域六面体网格中螺纹啮合表面上的使相邻两层六面体网格表面不连续的节点;步骤九,在有限元软件HYPERMESH中,重复步骤七和步骤八,直到一个螺距内所有六面体网格全部生成;步骤十,在有限元软件HYPERMESH中,根据公母螺纹齿数,利用软件translate功能,复制步骤六至步骤九中生成单螺距内六面体网格,轴向平移得到完整的螺纹啮合区域六面体网格;步骤十一,在有限元软件HYPERMESH中,新建螺栓光杆网格平面以及螺帽网格平面,根据所述螺栓光杆网格以及所述螺帽网格的网格节点,将网格平面直接拉伸,再复制平移获得螺栓光杆六面体网格以及螺帽六面体网格;步骤十二,根据螺纹周向的网格数量以及网格最小尺寸与网格最大尺寸的差值,确定过渡层数z;步骤十三,将步骤六绘制的螺栓最外圈六面体网格轴向复制z层,每层中选取1个六面体网格,使每层选出的六面体网格大小均匀递减,将每层中比该层被选网格尺寸小的六面体网格全部删除,并用与该层被选网格规格相同的六面体网格补充这层中被删除的部分,然后替换掉网格过渡层的外表面上使相邻两层六面体网格表面不连续的节点;步骤十四,从而得到完整的螺栓六面体网格模型和完整的螺栓螺母啮合六面体网格模型。
六面体金刚石液压机检测系统方案
六面体金刚石液压机检测系统方案一、系统要求聚晶金刚石复合片(PDC)作为钻头的切削齿既要求具有高的强度,又要求具有足够的韧性和抗冲击性等。
金刚石复合片在静高压合成的效果与合成腔中的温度场及压力场有着密切的关系,作为提供温度场和压力场的传压介质性能的好坏直接影响着高压合成过程中的生长环境。
因此对金刚石复合片的温度场以及内压力场进行有效实时的监控是必要的。
长期以来,对金刚石复合片的温度场的监控主要是以温度传感器的数值和工作人员的经验值来判断的,存在不直观、工作量大、效率低和过分依赖人的经验值等缺点,也导致了最终的产品质量不高。
因此,在金刚石复合片生产中,温度控制得好坏将直接影响合成产品的最终质量。
公司提出检测系统的性能指标要求:1、温度检测误差控制在0~50C之间;2、通过对腔体内压的检测得出外部液压与内压之间的对应关系;3、对多台六面体金刚石液压机的电压、电流、温度、压力检测信号进行上位机显示。
二、方案总体设计整个系统采用模块化设计,由腔体热电偶温度采集模块、冷端温度采集模块、交流电压电流采集模块、腔体内压力采集模块、A/D转换模块及多机通讯模块组成。
系统的总体结构框图如图2.1所示。
图2.1 系统的总体结构框图由于采用多个单片机系统组成的模块化设计,因此系统采用485进行多机通讯,对所有单片机系统进行地址分配,上位机通过RS232转485模块对各个地址进行呼叫,再发送命令控制字进行压机功率控制和各路的数据采集,所有数据采集到上位机进行数据处理。
单片机采用89C2051,芯片性能良好,满足设备要求。
通讯接口采用485总线,满足系统要求的传输距离。
三、温度采集系统本系统腔体内温度检测采用钨錸热电偶来完成,热电偶把温度信号转换成热电动势信号 , 通过电气仪表转换成被测介质的温度。
其剖面示意图见图3.1。
图3.1 热电偶温度采集组装块剖面示意图温度检测系统流程框图如图3.2所示。
图3.2 温度检测系统流程框图系统腔体内采用热电偶进行温度测量,并需要对热电偶的冷端进行温度测量,然后将热端温度和冷端温度,传输给单片机进行温度的补偿和校正。
复杂机械零件的六面体有限元网格生成方法_曹华军
1/ 2
1/ 2
1/ 2
m )T C ( )dV ve ( e 1
(6)
式中,m 为整体结构的单元数量。 对于某确定问题的有限元计算,可以采用总体 误差指标 和单元误差指标 e 。两个误差满足如下 精度准则
1
有限元网格的误差估算理论
应力改进值 泛函数变分为
v
1 )T N i dV 0 ( i e 2 i 1, 2, , ne
2
(2)
2.1
模型关键区域识别与计算域规划
模型关键区域识别
对 ne 个方程组进行求解即可得到节点的应力 恢复值,从而计算出整体计算域内的应力恢复值。 位移近似解与精确解的误差 eu 定义为
( R) =
( Ri ) i 1
m
i=1,2,...,m
m为结构单元应力恢复使应力在计算域内具有与位移相同的连续性是单元内部应力恢复后的改进值其求解问题可描述为ne在针对具体有限元模型进行仿真计算时基于有限元网格误差估算理论可分析关注区域的误差特性及其导致误差的因素进而优化网格划分策略获得高效高质量网格
第 50 卷第 15 期 2014 年 8 月
机
械
工 程
Hexahedral Mesh Generation Method for Complex Mechanical Structure
CAO Huajun SHU Linsen XU Lei LI Hao
(The State Key Laboratory of Mechanical Transmission, Chongqing University, Chongqing 400030)
(a) #形策略
瓦楞纸的有限元分析_毕业设计论文 精品
瓦楞纸的有限元分析目录摘要 ------------------------------------------------------------------------ 2 Abstract -------------------------------------------------------------------- 3 1.绪论 ---------------------------------------------------------------------- 51.1课题研究的背景及意义------------------------------------------------- 51.2 国内外的研究现状----------------------------------------------------- 51.3研究基本内容和技术方案----------------------------------------------- 61.4研究的目的和意义----------------------------------------------------- 72 分析方案的选择及流程概述--------------------------------------------------- 82.1瓦楞纸板概述--------------------------------------------------------- 82.2分析方法的选择及概述------------------------------------------------ 103 瓦楞纸板模型的建立-------------------------------------------------------- 113.1 瓦楞纸板的结构------------------------------------------------------ 113.2 模型的建立---------------------------------------------------------- 123.2.1 solidworks软件的介绍----------------------------------------- 123.2.2 建立模型图的介绍---------------------------------------------- 124 优化设计分析过程及流程---------------------------------------------------- 134.1 ANSYS软件的介绍---------------------------------------------------- 134.2 模型在ANSYS中的分析过程和流程概述---------------------------------- 144.3 具体的分析过程结果分析讨论------------------------------------------ 144.3.1开槽长度和宽度为30x3的分析步骤和流程------------------------- 144.3.2 开槽结构为30x5的分析结果------------------------------------- 244.3.3开槽结构为35x3的分析结果图----------------------------------- 284.3.4开槽方向改变后的模型分析。
WD615
( 主 要 是 指 芯 头 结
构 ,下 同 ) 的 特 点 是 油 底 壳 端 高 度 方 向 上 的 小 芯 头 结
曲轴 箱 芯 油 底 壳 端 的 小 芯 头 结 构 是 按 照 铸 件 内 腔 结 构 的轮廓 “ # t - 延” 而 形 成 的 芯 头 结 构 型 式 — — 通 常 称 之 为 小 芯 头 结 构 , 这 也 是 目前 国 内 众 多 气 缸 体 铸 造 厂
摘 要 : 简述 了 WD 6 1 5气缸 体原 传 统铸 造 工 艺存在 的 几 个不足 的方 面 。 及 其在 冲天 炉熔 炼铁 液 的 生产 条件 下 易产 生 气孔 等类 铸 造缺 陷的原铸 造 工 艺 生产状 态 ;较 详 细地介 绍 了应 用有效 浇 注 时间 、 加 大芯 头技 术 等新 技 术 理 念指 导 其 新铸 造 工 艺方 案 的 设 计 , 对 该 气缸 体 的 芯 头 结构 、 浇 注 系统 、 冒口系 统、 浇注 工 艺等 方 面进 行 了研 究、 改进 和 优化 , 较 好 地 解决 了该 气缸 体原 铸 造 工 艺易 出现 的气孔 、 冷 隔、 浇不足 、 砂 眼等 铸造 缺 陷。 关键 词 : 气 缸体 芯 头结 构 浇注 系统 冒 口系统
对 某 汽 车 配件 厂 ( 以下 简 称 A厂 ) 的 铸 造 工 艺 进 行 了
优 化和 改进 , 较好 地解 决 了气孑 L 、 砂 眼等 铸造 缺 陷。
和 克服 气缸 体铸 件气 孑 L 缺 陷是相 关铸 造工 作 者长 期研
究 的 高 技 术 含 量 之 课 题 , 亦 是 铸 造 工 作 者 恒 久 研 究 的 前 沿课题 之 一 。许 多工 厂对 气缸 体铸 件产 生气 孑 L 的原 因皆 有过 各种 具 体分 析 , 笔 者 根 据 近 两 年 来 在 W D6 1 5
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
WD615采用全六面体进行有限元计算的尝试一、计算目的本次计算的目的主要是考察有限元计算结果对网格密度和质量的依耐性,以最大扭矩转速(n =1400rpm ,P max =13.5MPa )为计算工况。
二、载荷确定工况为最大扭矩工况,n =1400rpm ,P max =13.5MPa 。
曲柄销最大载荷F max =156455.6N ;最小载荷F min =-11875.65N 。
以曲柄销最大载荷F max =156455.6N 为本次计算载荷,计算理论应力集中系数。
三、有限元计算尝试1、载荷边界假定曲柄销、主轴颈的载荷分布形式为:轴向二次抛物线,径向圆周120°余弦分布(如下图示)。
X 轴——曲柄销轴颈或主轴颈的轴线方向;L ——曲柄销轴承或主轴承的半长; R ——曲柄销轴颈或主轴颈半径;F max ——曲柄销所受径向最大载荷 密度分布函数为:θθ23cos )1(),(22max Lx q x q -= max L 03022max L L 33max RLq 58dx d cos R )23cos()L x 1(q 4dx ds ),x (q F =⋅⋅⋅⋅-=⋅⋅=⎰⎰⎰⎰--θθθθπππ 可求得:RL F q max max 85⨯=, θθ23cos )1(),(22max Lx q x q -= 由此即可在有限元软件中将该分布函数分别施加于曲柄销及主轴颈的圆周120°载荷面上,施加长度为轴瓦长度。
面力向y 轴上的投影的合力等于总力F max 。
2、四分之一曲拐模型(六面体一阶,C3D8I+C3D6,Layers=6,EL=35439,Nodes=39320) 曲柄销和主轴颈圆角(r=5mm )处分别布置了6层网格,并有意沿纵深方向控制了两层网格质量。
约束:主轴颈上端面中间数节点X向约束,Y、Z对称面施加对称约束曲柄销圆角处:Node=343,S,Max.Principal=289.1MPa主轴颈圆角处:Node=6419,S,Min.Principal=-277.8MPa3、四分之一曲拐模型(六面体二阶,C3D20+C3D15,Layers=6,EL=35439,Nodes=153290),其他同2曲柄销圆角处:Node=343,S,Max.Principal=301.0MPa主轴颈圆角处:Node=6419,S,Min.Principal=-307.4MPa结果表明六面体一阶与二阶的计算结果仍有一定差异,曲柄销圆角处的节点最大主应力相差4%(10MPa)左右,主轴颈圆角处相差9.6%。
WT:二阶计算时,最大应力出现在约束点,由于约束点位置距主轴颈圆角较近,因此约束点的应力集中对主轴颈圆角应力分布有一定影响。
4、四分之一曲拐模型(六面体一阶,C3D8I+C3D6,Layers=5,EL=14481,Nodes=16721)边界条件同上计算2、3曲柄销圆角处:Node=91,S,Max.Principal=261.4MPa主轴颈圆角处:Node=6419,S,Min.Principal=-265.7MPa网格:圆角处5层,纵深方向未有意控制计算结果表明,圆角处的应力集中对网格存在较大的依耐性,与计算2的结果比较,圆角处5层网格比6层网格的应力结果小了近10%(曲柄销圆角处9.6%,主轴颈圆角处4.4%)。
另外,与载荷为185122.81N时的应力结果(曲柄销圆角处,311.4MPa)比较,185122.81N/156455.6N≈311.4MPa/261.4MPa,说明应力与载荷成严格的线性关系。
5、四分之一曲拐模型(六面体二阶,C3D20+C3D15,Layers=5,EL=14481,Nodes=64561),其他同计算4曲柄销圆角处:Node=91,S,Max.Principal=299.6MPa主轴颈圆角处:Node=6419,S,Min.Principal=-306.2MPa另外,与载荷为185122.81N时的应力结果(曲柄销圆角处,356.95MPa)比较,185122.81N/156455.6N≈356.95MPa/299.6MPa,再次说明应力与载荷成严格的线性关系。
(1)计算4、5结果显示Layers=5时的六面体一阶与二阶的计算结果相差10%左右(曲柄销圆角处12.7%,主轴颈圆角处13.2%),比计算2、3之间的差距(4%、9.6%)大,表明Layers=5时的网格质量还较差。
(2)比较计算5与计算3(都是二阶节点),圆角处应力吻合很好(曲柄销圆角处0.5%,主轴颈圆角处0.4%),说明六面体二阶节点单元在计算精度上可以很好的弥补由于网格质量带来的差异!!(3)同计算3,WT:二阶计算时,最大应力出现在约束点,需要进一步调整约束点的位置或则尝试弹簧单元约束。
6、将计算2中的X向节点位移约束改为弹簧约束,与地面连接。
取弹簧刚度为1000N/mm:曲柄销圆角处:Node=343,S,Max.Principal=290.3MPa主轴颈圆角处:Node=6419,S,Min.Principal=-278.8MPa采用弹簧弹元后约束处的应力集中不存在了,实体单元X向无支反力。
相对位移幅值U.Max=0.2106mm(位于曲柄臂末端),U.min=0.001016mm;节点位移约束时,U.Max=0.2099mm,U.min=0.000753mm。
二者相差很小,因此认为此弹簧刚度足够。
采用弹簧弹元后,实体单元的应力分布更趋合理,关心区域的应力几乎无变化(相差不到1%)。
因此也可认为在主轴颈上端面中间数节点的位移约束,虽存在一定的应力集中,但是对关心区域的应力分布基本无影响,约束点位置选取是合理的。
改变弹簧刚度为100N/mm:应力结果与K=1000N/mm完全一样,无明显的刚体位移,相对位移幅值U.Max=0.2089mm,差别很小。
说明弹簧刚度取K=100N/mm已经足够。
改变弹簧刚度为10N/mm:应力结果与K=1000N/mm、K=100N/mm仍完全一样,无刚体位移,相对位移幅值U.Max=0.2131mm,差别很小。
说明弹簧刚度取K=10N/mm 已经足够。
改变弹簧刚度为1N/mm:应力结果与K=1000N/mm、K=100N/mm、K=10N/mm仍完全一样。
但存在刚体位移,相对位移幅值U.Max=0.8329mm,U.Min=0.7320mm。
表明弹簧总刚度取K=1×9=9N/mm时发生刚体位移,但对应力分布无影响。
注:目前尚未发现刚性位移对应力分布结果的影响,因此弹簧约束时的弹簧刚度并不是重要参数,可取K=10~1000N/mm(本计算中共9根弹簧弹元),建议弹簧总刚度取100~1000 N/mm,多取几根弹簧弹元,避免只建一个弹簧弹元。
7、将计算3中X向节点位移约束改为弹簧约束,与地面连接。
取弹簧刚度为1000N/mm:曲柄销圆角处:Node=343,S,Max.Principal=302.2MPa主轴颈圆角处:Node=6419,S,Min.Principal=-308.3MPa无明显的刚体位移,认为此弹簧刚度足够。
采用弹簧弹元后,实体单元的应力分布更趋合理,关心区域的应力几乎无变化(相差不到1%)。
因此推荐使用弹簧弹元来弹簧约束,增加重力:*DloadSOLID_HEX, GRA V, 9800., -1., 0., 0.曲柄销圆角处:Node=343,S,Max.Principal=302.5MPa主轴颈圆角处:Node=6419,S,Min.Principal=-308.6MPa结果表明重力的影响非常小,可以忽略!弹簧约束,增加离心力:*DloadSOLID_HEX, CENTRIF, 21493.8,0.,0.,0.,0.,-1.,0.曲柄销圆角处:Node=343,S,Max.Principal=301.3MPa主轴颈圆角处:Node=6419,S,Min.Principal=-305.2MPa结果表明离心力的影响也很小(0.3%、1%),可以忽略!8、将计算5中X向节点位移约束改为弹簧约束,与地面连接。
取弹簧刚度为1000N/mm:曲柄销圆角处:Node=91,S,Max.Principal=303.0MPa主轴颈圆角处:Node=6419,S,Min.Principal=-308.8MPa现象及结论都与计算7相同。
9、将计算3中X向节点位移约束位置改为曲柄臂中间数点曲柄销圆角处:Node=343,S,Max.Principal=302.2MPa主轴颈圆角处:Node=6419,S,Min.Principal=-309.1MPa关心区域应力结果与计算7中采用弹簧约束的结果非常一致,但在约束点处有轻微的应力集中,因此还是推荐使用弹簧约束!10、二分之一曲拐(六面体一阶,C3D8I+C3D6,Layers=6,EL=70878,Nodes=77032X及Z向节点位移约束均采用弹簧约束,与地面连接。
总弹簧刚度X向为:Kx=100×9=900N/mm;Z向:Kz=100×6=600N/mm。
曲柄销圆角处:Node=343,S,Max.Principal=290.3MPa主轴颈圆角处:Node=6419,S,Min.Principal=-278.8MPa与计算6(四分之一模型)中的结果完全一样,说明对于网格、载荷都完全对称的计算,模型差异(四分之一、二分之一、单拐)对应力分布没有任何影响。
因此,为减小计算代价,推荐采用四分之一曲拐模型作计算。
11、四分之一曲拐模型(六面体一阶,C3D8I+C3D6,Layers=9,EL=39887,Nodes=44110)曲柄销和主轴颈圆角(r=5mm)处分别布置了9层网格,并有意沿纵深方向控制了两层网格质量。
X向采用弹簧约束,与地面连接。
X向总弹簧刚度为:Kx=100×9=900N/mm。
曲柄销圆角处:Node=135,S,Max.Principal=290.3MPa主轴颈圆角处:Node=125,S,Min.Principal=-284.7MPa曲柄销圆角处应力与Layers=6时(四分之一、二分之一拐)的一阶结果完全一样,主轴颈圆角处应力略有差别,相差仅2%。
因此可以认为圆角处布置六层单元已经足够了。
12、四分之一曲拐模型(六面体二阶,C3D20+C3D15,Layers=9,EL=39887,Nodes=172108),其他同11。
曲柄销圆角处:Node=139,S,Max.Principal=307.6MPa主轴颈圆角处:Node=125,S,Min.Principal=-307.0MPa结果显示六面体二阶的计算结果仍比一阶大,曲柄销圆角处的节点最大主应力相差5.6%(17MPa)左右,主轴颈圆角处相差7.3%。