面粉厂工艺流程设计说明书
面粉厂制造工艺流程
面粉厂制造工艺流程
1. 原料的准备
- 清理和筛选小麦:从仓库中取出小麦,并将其进行清洁和筛选,去除杂质和不合格的小麦。
- 储存:将清洁筛选后的小麦储存在仓库中,以备后续使用。
2. 粉磨
- 破碎:将储存的小麦送入破碎机,通过破碎机将小麦破碎成较小粒度的颗粒。
- 磨粉:将破碎后的小麦颗粒送入磨粉机,通过磨粉机将小麦粉磨成面粉。
此过程中,需要根据不同的需求进行筛分和调整,以得到不同规格和品质的面粉。
3. 筛分和分类
- 筛分:通过筛分机将磨制好的面粉进行筛分,去除其中的杂质和不符合规格的颗粒。
- 分类:根据面粉的用途和品质要求,将筛分后的面粉进行分类分装,以备不同需求的客户使用。
4. 包装和储存
- 包装:将符合品质要求的面粉进行包装,常见的包装形式有袋装和散装两种。
- 标识和质检:在包装过程中,对面粉进行标识,包括产地、规格、品牌等信息,并进行质量检验,确保面粉的安全和合格。
- 储存:将包装好的面粉存放在仓库中,并进行适当的温湿度控制,以保持面粉的品质和保存期。
以上是面粉厂制造工艺的主要流程,每个环节都需要仔细操作和质量控制,以确保生产出高品质的面粉产品。
面粉厂和米厂生产工艺流程 (一)
面粉厂和米厂生产工艺流程 (一)面粉厂和米厂是食品工业的两个重要分支,它们的生产工艺流程也有一些不同之处。
下面,我们就来详细了解一下这两个厂的生产工艺流程吧。
一、面粉厂的生产工艺流程1.筛选:将原料麦子用机械设备进行清洗、破碎、筛选等工序,去除杂质和异物,确保面粉的品质。
2.浸泡:将筛选过的麦子浸泡在水中,使其充分吸水软化,便于磨粉。
3.磨粉:将浸泡好的麦子送入磨粉机中进行磨粉,分离出各种级别的面粉和麸皮。
4.除糠:用振动筛等设备将面粉中的糠麸分离出来,以保证面粉的纯度。
5.精磨:对初步磨出的面粉进行二次磨粉,使面粉质量更加细腻。
6.筛分:用不同规格的筛网进行筛分,得到各种规格的面粉。
7.包装:将面粉按照不同的规格、品种进行包装。
二、米厂的生产工艺流程1.脱壳:将稻谷通过去壳机进行去壳,得到精白米。
2.筛分:用筛网将压碎后的稻谷分离出各个部分(头米、尖米、糠等)。
3.浸泡:将脱壳后的米浸泡在水中,让其吸水软化,减少损坏。
4.蒸煮:将软化后的米放入蒸锅中进行蒸煮,使其软硬适中。
5.糙米处理:对糙米进行碾磨或脱胚处理,使其变成白米。
6.精加工:对白米进行加工处理,如研磨、糠层去除、分选、精炒等。
7.包装:将处理好的米按照不同的规格、品种进行包装。
综上所述,面粉厂和米厂的生产工艺流程虽有区别,但都是经过多个工序的处理,才得到最终的成品。
这些工序都是为了保证产品的质量和卫生安全。
在实际生产中,各个环节的质量控制和卫生管理也是不可忽视的重要环节。
只有在全面保障质量和安全的前提下,才能让消费者放心购买、食用。
面粉厂生产工艺及主要设备演示文稿

面粉厂生产工艺及主要设备演示文稿一、引言面粉是人们日常生活中不可缺少的食品原料之一,它广泛应用于食品加工和烘焙行业。
面粉厂的生产工艺和设备起着关键的作用,本文将介绍面粉厂的生产工艺流程,以及主要设备的功能和作用。
二、面粉生产工艺流程面粉的生产过程主要包括原料清理、研磨、筛分、干燥、包装等环节。
1. 原料清理在面粉生产的初期阶段,对原料进行清理是至关重要的。
原料通常是小麦,它首先需要通过清理设备去除杂质和异物,包括石头、泥土、金属等。
原料清理的目的是为了确保生产过程中的安全和卫生,并提高面粉的质量和口感。
2. 研磨研磨是面粉生产中的核心工艺环节。
经过清理的小麦将被送入研磨设备进行加工。
研磨设备通常是由一系列辊子组成的。
小麦通过辊子之间的摩擦和压力作用,被研磨成细小的颗粒,产生面粉和麸皮两部分。
研磨的过程需要控制好研磨的粒度和细度,以满足不同需求的面粉加工。
3. 筛分经过研磨的面粉需要进行筛分,去除其中的麸皮和杂质。
筛分设备通常是由振动筛和气流分离器组成。
振动筛通过震动将面粉颗粒按照大小分离,而气流分离器则通过气流将面粉中的麸皮等轻杂质分离出去。
筛分工艺的目的是为了提高面粉的纯度和口感。
4. 干燥筛分后的面粉需要进行干燥处理,以保持其质量和储存稳定性。
干燥设备通常是由烘干机组成,通过加热和排气,将面粉中的水分蒸发掉。
干燥的过程需要控制好温度和湿度,以免对面粉质量产生不良影响。
5. 包装最后,干燥后的面粉将被送入包装设备进行包装。
包装设备通常是由自动称重、自动封袋和标签打印机等装置组成。
通过自动化的操作,将面粉按照一定的重量进行称重,然后自动封装和打印标签,最终形成成品粉袋。
包装的过程需要保证卫生和精确度,以满足市场的要求。
三、面粉厂主要设备面粉厂的生产离不开一系列专业的设备,下面介绍几种主要设备及其功能和作用。
1. 清理设备清理设备包括清石机、清洗机和除尘器。
清石机通过振动和筛分,将小麦中的石头等硬杂质分离出去。
面粉厂生产工艺流程
面粉厂生产工艺流程
面粉厂的生产工艺流程可以分为以下几个步骤:原料清洗、磨粉、筛分、包装和质检。
首先是原料清洗。
原料通常是小麦,面粉厂会将小麦进行清洗,以去除表面的泥土、杂质和残留的农药等。
清洗的方法通常是将小麦放入清洗机中,通过水流冲洗,然后通过筛网过滤出清洗干净的小麦。
然后是磨粉。
清洗干净的小麦会被送入磨粉机进行研磨。
磨粉机通常是利用摩擦和碾压的作用将小麦磨成粉末。
磨粉机的磨盘通常是由石头或金属制成,磨齿和磨盘之间的间隙可以调整,以得到不同粒度的面粉。
接下来是筛分。
磨好的面粉会被送入筛分机进行筛分,以去除粗粉、麸皮和杂质等。
筛分机通常是利用振动筛网的运动将面粉分成不同的粒度,精细的面粉会通过细小的网孔,而粗粉和杂质则会被阻挡下来。
筛分出来的细面粉会被收集,粗粉和杂质则会被处理或用作其他用途。
然后是包装。
筛分出来的面粉通常需要进行包装,以便运输和销售。
常见的包装方式包括袋装和散装。
袋装通常是将面粉装入塑料袋或纸袋中,然后进行封口。
散装通常是将面粉装入大容器中,如吨袋或散粉罐,然后进行储存和销售。
最后是质检。
面粉厂会对生产的面粉进行质检,以确保产品符合质量标准和食品安全要求。
质检通常包括外观检查、含水率
检测、筛分精度检测、营养成分检测和微生物检测等。
质检合格的面粉会被标记和包装好,等待出厂销售。
总结起来,面粉厂的生产工艺流程包括原料清洗、磨粉、筛分、包装和质检等步骤。
通过这些步骤,面粉厂可以生产出高质量的面粉,供人们食用和制作食品。
面粉工厂制造工艺流程
面粉工厂制造工艺流程
本文档将详细介绍面粉工厂的制造工艺流程,包括原料准备、磨面粉、精磨、包装等环节。
原料准备
1. 面粉的主要原料是小麦。
2. 首先,将小麦进行筛选和清洗,去除杂质。
3. 将清洗后的小麦进行脱皮,并进行粗磨,使得小麦粒外层的皮层被剥离。
磨面粉
1. 将粗磨后的小麦进行细磨,通过磨粉机将小麦磨成粉末状。
2. 在磨粉的过程中,控制磨粉机的温度和湿度,以保持面粉的质量。
3. 经过细磨后,获得的面粉可以作为标准面粉使用。
精磨
1. 对标准面粉进行精磨处理,以获得更细腻的面粉。
2. 精磨过程中,可以根据不同需求调整面粉的粒度。
3. 精磨后的面粉质量更加均匀,口感更佳。
包装
1. 将精磨后的面粉进行包装。
2. 选择适当的包装方式,如袋装、散装等,根据市场需求进行相应的包装操作。
3. 包装时要注意卫生和安全,确保面粉的质量不受到污染。
面粉工厂制造工艺流程简单而明了,且无涉及法律复杂性的问题。
以上描述的是一般化的面粉制造流程,具体操作可能因工厂设备和流程而有所差异。
面粉工艺生产流程

面粉工艺生产流程1. 原料准备阶段- 收购原料:从供应商处收购所需的小麦。
收购原料:从供应商处收购所需的小麦。
- 清洁筛选:将收购的小麦进行清洁筛选,去除杂质和不良品。
清洁筛选:将收购的小麦进行清洁筛选,去除杂质和不良品。
- 磨制小麦:将清洁筛选后的小麦进行磨制,以获得细腻的面粉。
磨制小麦:将清洁筛选后的小麦进行磨制,以获得细腻的面粉。
2. 面粉生产阶段- 混合配比:根据产品配方,将磨制好的面粉与其他辅料进行混合配比,以达到产品要求。
混合配比:根据产品配方,将磨制好的面粉与其他辅料进行混合配比,以达到产品要求。
- 搅拌:将混合好的原料进行搅拌,使其均匀混合。
搅拌:将混合好的原料进行搅拌,使其均匀混合。
- 发酵:将搅拌好的面粉放置在适宜的环境中进行发酵,以提升面团体积和口感。
发酵:将搅拌好的面粉放置在适宜的环境中进行发酵,以提升面团体积和口感。
- 加工模塑:将发酵好的面团进行模塑,使其成型。
加工模塑:将发酵好的面团进行模塑,使其成型。
- 烘焙:将模塑好的面团放入烘焙设备中进行烘焙,以熟化面团并获得金黄的外观。
烘焙:将模塑好的面团放入烘焙设备中进行烘焙,以熟化面团并获得金黄的外观。
- 冷却:烘焙后的面粉进行冷却处理,以提升其口感和保存性。
冷却:烘焙后的面粉进行冷却处理,以提升其口感和保存性。
- 包装装箱:将冷却好的面粉进行包装装箱,准备出厂。
包装装箱:将冷却好的面粉进行包装装箱,准备出厂。
3. 检验质量阶段- 抽检:对生产出的面粉进行抽检,检验质量是否符合标准。
抽检:对生产出的面粉进行抽检,检验质量是否符合标准。
- 分级:根据抽检结果,对面粉进行分级处理,以满足不同客户的需求。
分级:根据抽检结果,对面粉进行分级处理,以满足不同客户的需求。
4. 成品储存阶段- 储存:将通过质检的面粉存储在适宜的环境中,确保品质持续稳定。
储存:将通过质检的面粉存储在适宜的环境中,确保品质持续稳定。
5. 成品销售阶段- 销售:将储存好的面粉销售给客户,满足客户需求。
面粉厂工艺流程设计说明书

武汉工业学院课程设计设计说明书设计题目:日处理小麦200吨粉厂工艺流程设计姓名曾令鹏学院食品科学与工程学院专业粮食工程课程谷物加工工程指导教师黄学林2012年 5 月23 日目录一、前言 (3)(一)、设计目的 (3)(二)、设计依据 (3)二、工艺流程分析 (3)(一)、麦路流程分析 (4)(二)、粉路流程分析 (5)三、设备选型分析及参数确定 (5)(一)、原料接收的方法与设施 (5)(二)、麦路设备的计算选用 (5)(三)、粉路设备的计算选用 (6)(四)、仓的设计与计算 (11)四、风网组合分析 (11)五、参考文献 (12)六、附图 (13)(一)、工艺设备明细表 (13)(二)、流量平衡表 (14)(三)、工艺流程图 (15)一、前言(一)、设计目的1、目的:通过课程设计的训练,使学生巩固所学到的理论知识,提高解决实际问题的能力,增强运算、绘图和使用技术资料等的技能;培养粮食加工的基本工程素质。
2、任务与内容:粉厂工艺流程设计(图)、工艺设备明细表、粉厂工艺流程设计说明书。
(二)、设计依据1、生产规模:日处理小麦200吨;2、原料主要特性:[产地]湖北;[品种]硬麦;[水分]:14%;[含杂总量]:2.1%(其中:沙石含量0.15%,异种粮粒含量3.8%);[小麦容重]760克/升。
3、成品种类与规格:[产品类别]通用面粉;[加工精度]以国标高筋面粉为主,[出粉率]72%(通用面粉66%,次粉6%)。
4、物料垂直提升方式:麦间升运,粉间风运。
5、清理后的净麦质量要求:含杂总量≤1.0%;其中含矿物质≤0.5%;不完善粒≤8.0%。
二、工艺流程分析本设计采用三筛两打二去石一精选,两次润麦的麦路流程工艺;粉路采用轻研细分制粉法。
(一)、麦路流程分析原料→下粮坑→初清筛→计量→毛麦仓→振动筛→头道去石机→精选机→磁选→头道打麦机→平面回转筛→头道着水机→润麦仓→二道去石机→磁选→二道打麦机→平面回转筛→二道着水机→净麦仓→计量秤→磁选→入磨【工艺说明】:考虑到原粮状况,来料含杂总量为 2.1%(其中:沙石含量0.15%,异种粮粒含量3.8%)。
小麦粉生产工艺流程图(横版)
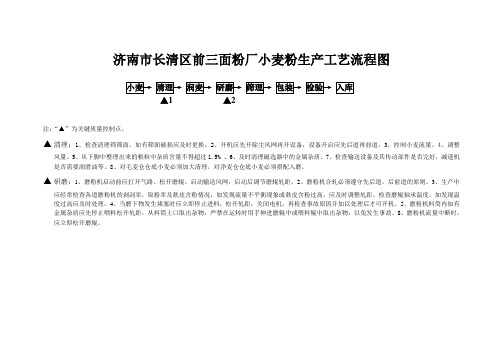
济南市长清区前三面粉厂小麦粉生产工艺流程图
▲1 ▲2
注:“▲”为关键质量控制点。
▲清理:1、检查清理筛筛面,如有筛面破损应及时更换。
2、开机应先开除尘风网再开设备,设备开启应先后道再前道。
3、控制小麦流量。
4、调整
风量。
5、从下脚中整理出来的粮粒中杂质含量不得超过1.5% 。
6、及时清理磁选器中的金属杂质。
7、检查输送设备及其传动部件是否完好,减速机是否需要润滑油等。
8、对毛麦仓仓底小麦必须加大清理,对净麦仓仓底小麦必须搭配入磨。
▲研磨:1、磨粉机启动前应打开气路、松开磨辊、启动输送风网,启动后调节磨辊轧距。
2、磨粉机合轧必须遵守先后道,后前道的原则。
3、生产中
应经常检查各道磨粉机的剥刮率,取粉率及麸皮含粉情况,如发现流量不平衡现象或麸皮含粉过高,应及时调整轧距。
检查磨辊轴承温度,如发现温度过高应及时处理。
4、当磨下物发生堵塞时应立即停止进料,松开轧距,关闭电机,再检查事故原因并加以处理后才可开机。
5、磨粉机料筒内如有金属杂质应先停止喂料松开轧距,从料筒上口取出杂物,严禁在运转时用手伸进磨辊中或喂料辊中取出杂物,以免发生事故。
8、磨粉机流量中断时,应立即松开磨辊。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
武汉工业学院课程设计设计说明书设计题目:日处理小麦200吨粉厂工艺流程设计姓名曾令鹏学院食品科学与工程学院专业粮食工程课程谷物加工工程指导教师黄学林2012年 5 月23 日目录一、前言 (3)(一)、设计目的 (3)(二)、设计依据 (3)二、工艺流程分析 (3)(一)、麦路流程分析 (4)(二)、粉路流程分析 (5)三、设备选型分析及参数确定 (5)(一)、原料接收的方法与设施 (5)(二)、麦路设备的计算选用 (5)(三)、粉路设备的计算选用 (6)(四)、仓的设计与计算 (11)四、风网组合分析 (11)五、参考文献 (12)六、附图 (13)(一)、工艺设备明细表 (13)(二)、流量平衡表 (14)(三)、工艺流程图 (15)一、前言(一)、设计目的1、目的:通过课程设计的训练,使学生巩固所学到的理论知识,提高解决实际问题的能力,增强运算、绘图和使用技术资料等的技能;培养粮食加工的基本工程素质。
2、任务与内容:粉厂工艺流程设计(图)、工艺设备明细表、粉厂工艺流程设计说明书。
(二)、设计依据1、生产规模:日处理小麦200吨;2、原料主要特性:[产地]湖北;[品种]硬麦;[水分]:14%;[含杂总量]:2.1%(其中:沙石含量0.15%,异种粮粒含量3.8%);[小麦容重]760克/升。
3、成品种类与规格:[产品类别]通用面粉;[加工精度]以国标高筋面粉为主,[出粉率]72%(通用面粉66%,次粉6%)。
4、物料垂直提升方式:麦间升运,粉间风运。
5、清理后的净麦质量要求:含杂总量≤1.0%;其中含矿物质≤0.5%;不完善粒≤8.0%。
二、工艺流程分析本设计采用三筛两打二去石一精选,两次润麦的麦路流程工艺;粉路采用轻研细分制粉法。
(一)、麦路流程分析原料→下粮坑→初清筛→计量→毛麦仓→振动筛→头道去石机→精选机→磁选→头道打麦机→平面回转筛→头道着水机→润麦仓→二道去石机→磁选→二道打麦机→平面回转筛→二道着水机→净麦仓→计量秤→磁选→入磨【工艺说明】:考虑到原粮状况,来料含杂总量为 2.1%(其中:沙石含量0.15%,异种粮粒含量3.8%)。
清理后的净麦要达到国标要求,含杂总量≤1.0%;其中含矿物质≤0.5%;不完善粒≤8.0%。
1、因毛麦含各类杂质,特别大杂质含量较多,头道筛宜选用振动筛。
面粉厂中振动筛去杂效率:除小杂85~95%;除大中杂100%;除轻杂100%。
为满足设计要求,打麦前只须采用一道筛理。
2、因二、三道筛所筛理物料中,大杂含量较少,所以选用除小杂效率较高的平面回转筛。
3、为保证净麦中不得含有石子,进而保证粉路设备的运行安全,保证面粉质量,本设计采用两道去石,即毛麦去石和光麦去石。
4、为保证良好的打麦效果,保障设备运行安全,本设计工艺流程先去石、磁选后打麦,打麦后设筛理工序,采用两道打麦,毛麦轻打和湿麦重达。
5、为保证良好的面粉品质,必须保障合适的润麦水分和润麦时间。
考虑到原粮状况,来料为硬麦,含水量14%,硬麦的最佳入磨水分为15.5~17.5%。
本设计采用两次润麦,第一次润麦时间24~32h,着水量3~5%;第二次润麦时间45~60min,着水量0.1~0.5%。
(二)、粉路流程分析根据原料与成品要求,采用工艺技术较先进的轻研细分制粉法。
具体工艺为4B、9M、2S、2T、4P,先清后渣。
1、考虑到原粮状况,硬麦皮层薄脆性大,碾磨时易碎,所以应尽量减少剥刮力,皮磨用齿辊,心磨、渣磨、尾磨均用光辊。
2、皮磨系统道数为4~5道,一般软麦设5道,硬麦设4道。
原粮为硬麦,本设计采用4道皮磨,3B、4B之后分粗细。
3、渣磨系统道数为1~3道,一般软麦设3道,硬麦设2道。
原粮为硬麦,本设计采用2道渣磨。
尾磨系统道数为1~2道,本设计采用2道尾磨。
4、心磨系统道数为7~9道,考虑到原粮状况与产品质量,原粮为硬麦,胚乳结构强度大,碾磨动耗大,产品为通用高筋粉。
为保证产品的产量和质量,本设计采用9道心磨。
5、清粉系统道数为1~5道,一般采用3~4道。
考虑到原粮状况,硬麦皮层薄脆性大,碾磨时易碎,来料麸星含量高,为加强吸麸作用,保证面粉的等级要求,本设计采用4道清粉。
6、根据以上粉路流程分析绘制流量平衡表。
三、设备选型分析及参数确定(一)、原料接收的方法与设施1、根据设计依据,采用下粮坑接收原料。
下粮坑采用斜斗型(截面为直角三角形),尺寸取3×2.2×3(长×宽×高,m),倾角45º,容量为8吨,吸风量2400 m³/h.为保证安全,在卸粮坑上面设铁栅栏。
(二)、麦路设备的计算选用毛谷流量:Q=200t/d,即8.4t/h;麦路清理工序的生产能力:Q q=Q=8.4 t/h;1、初清筛TSCY.50型圆筒初清筛的产量为10t/h,选用一台。
吸风量800 m³/h.2、自动秤CJ.50×1/2型机械定量自动秤产量为8~12t/h,选用一台。
3、斗式提升机TDTG.30/11型斗式提升机产量8~18 t/h,选用13台。
技术参数:采用顺向进料,畚斗带线速1.2-1.9m/s,畚斗带张紧行程200mm;采用深型畚斗,畚斗规格110×90,畚斗间距200mm,吸风量600 m³/h.4、振动筛TQLZ.100×2型振动筛产量8~20 t/h,选用一台。
技术参数:筛面尺寸100×100(长×宽,cm),第一层筛面筛孔φ7.0,第二层Δ3.5,筛面倾角6°;电机转速920r/min,风量4000~4400m³/h.5、平面回转筛TQLM.125型平面回转筛产量7~10 t/h,选用两台。
技术参数:筛面尺寸150×125(长×宽,cm),第一层筛面筛孔φ7.0,第二层Δ3.5,筛面倾角8°;电机转速400r/min,风量2400m³/h.6、去石机TQSF.80型分级去石机产量为7~9 t/h,选用两台。
技术参数:筛面倾角7~9°;电机转速950r/min,风量6400m³/h.7、精选机FJXZ.63×27型碟片滚筒精选机产量为4~5 t/h,选用两台。
技术参数:吸风量900 m³/h.8、磁选器TCXT.25型筒式磁选器产量为8~10 t/h,选用两台。
技术参数:磁场强度≥2000GS.9、打麦机FDMW.40×150型卧式打麦机产量为8~10 t/h,选用一台。
技术参数:取出并肩泥块率≥70%,灰分降低率≥0.05%,吸风量600 m³/h。
FDMZ.53×120a型卧式打麦机产量为8~10 t/h,选用一台。
技术参数:取出并肩泥块率≥70%,灰分降低率≥0.05%,吸风量600 m³/h.。
10、着水机SJH32×210型着水混合机产量为8~12 t/h,选用一台。
技术参数:主轴转速90r/min,着水量4~5%。
SJM.2×4型着水混合机产量为10 tC/h,选用一台。
技术参数:主轴转速90r/min,着水量0.1~0.5%。
11、绞龙LSS20-b型螺旋输送机产量为8~15 t/h,选用3台。
技术参数:主轴转速85~160r/min,输送长度≤25m。
(三)、粉路设备的计算选用相关技术参数参照《粮食工程设计手册》1、磨粉机的计算与选用磨辊接触长度=流量(t/d)×1000 /单位流量(kg/cm.d)实际单位流量=(设计单位流量×计算磨辊接长)/选用磨辊接长为保证产品的质量,选用当前先进的布勒设备MDDK辊式气压磨粉机.各系统磨辊技术参数表2考虑到原粮状况,原粮为硬麦,皮层薄脆性大,碾磨时易碎,所以应尽量减少剥刮力,皮磨用齿辊,心磨、渣磨、尾磨均用光辊;速比皮磨采用2.5:1,渣磨和尾磨采用1.5:1;心磨采用1.25:1。
1B和2B的齿辊采用D-D排列方式,斜度取小值,降低剥刮力,以免麸皮破碎严重,导致面粉麸星含量增加。
3B和4B的齿辊采用F-F排列方式,斜度取大值,增强剥刮力,产生更多的在制品,保证面粉产品质量。
剥刮力的强弱只是相对而言,过大或过小都不利于高档面粉的产生,合适的剥刮力才能保证产品质结论:选用MDDK10×2磨粉机12台,其中4台用齿辊、8台用光辊。
2、平筛的计算与选用筛理面积=流量(t/d)/单位流量(t/m2.d)结论:选用FSFG6×24高方平筛5台,每仓的筛理面积为7 m2,共用27个仓,筛理面积为196 m2, 故筛理设备总平均流量1020.4kg麦/(㎡.24h)。
磨粉机后的高方平筛的筛面规格3、清粉机的计算与选用筛面宽度=流量(t/d)×1000/单位流量(kg/cm.d)实际单位流量=(设计单位流量×计算筛面宽度)/实际筛面宽度结论:选用FQFD46×2×3型清粉机3台。
4、打麸机的计算与选用筛面面积=流量(t/d)/单位流量(t/ m2.d)实际单位流量=(设计单位流量×计算筛面面积)/实际筛面面积结论:选用FFPD45×2型打麸机3台。
5、松粉机的计算与选用磨粉机光辊碾磨后,部分物料被挤压成片状,为提高筛理效率,在物料送入平筛筛理前,设置松粉机将粉片撞碎。
选用松粉作用较强的撞击松粉机,将大大提高出粉率,有利于提高面粉的质量和产量。
FSJZ43型松粉机,当动力配备为5.5kw时,产量为2.3~4t/h,用于1~2M;结论:选用FSJZ.43型松粉机16台,2台动力配备5.5kw,14台动力配备4kw。
(四)、仓的设计与计算1、毛麦仓存放时间45min;仓容V=Q t/γr=(8.4×1000×0.75)/(760×0.8)=10.4 m ³,取11 m³。
吸风量800 m³/h.2、润麦仓存放时间24~32h;仓容V=Q t/γr=(8.4×1000×32)/(760×0.8)=442 m³。
3、净麦仓存放时间45min;仓容V=Q t/γr=(8.4×1000×0.75)/(760×0.8)=10.4 m³。
四、风网组合分析四、参考文献[1]、刘英等,《谷物加工工程》,化学工业出版社,北京,2005.9[2]、刘四麟,《粮食工厂设计手册》,郑州大学出版社,郑州,2002.11[3]、孙武亮、傅鲁民,《粮食加工厂设计手册》,武汉工业大学出版社,武汉,1998.6[4]、任光利,《小麦制粉手册》,北京理工大学出版社,北京,1999.10[5]、刘启觉、肖安红、李英,《通风与气力输送》,武汉大学出版社,北京,1999.11五、附图(一)、工艺设备明细表粉厂设备明细表(二)、流量平衡表(三)、工艺流程图。