铣刀种类及规格(含图)
各种铣刀直壁加工规格参数表表全
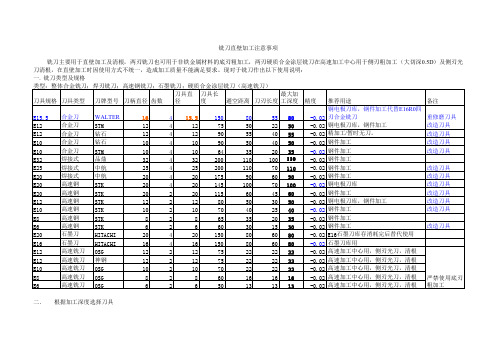
铣刀直壁加工注意事项铣刀主要用于直壁加工及清根,两刃铣刀也可用于非铁金属材料的底刃粗加工,两刃硬质合金涂层铣刀在高速加工中心用于侧刃粗加工(大切深0.5D )及侧刃光刀清根,在直壁加工时因使用方式不统一,造成加工质量不能满足要求。
现对于铣刀作出以下使用说明:一. 铣刀类型及规格类型:整体合金铣刀;焊刃铣刀;高速钢铣刀;石墨铣刀;硬质合金涂层铣刀(高速铣刀)刀具规格刀具类型刀牌型号刀柄直径齿数刀具直径刀具长度避空距离刀刃长度最大加工深度精度推荐用途备注E15.5合金刀WALTER 16415.5150805580-0.02铜电极刀库,钢件加工代替E16R0四刃合金铣刀重修磨刀具E12合金刀STM 1241275502250-0.02铜电极刀库,钢件加工改造刀具E12合金刀钻石1241290554055-0.02精加工/暂时无刀。
改造刀具E10合金刀钻石1041090504050-0.02钢件加工改造刀具E10合金刀STM 1041064352035-0.02钢件加工改造刀具E32焊接式品鼎32432200110100110-0.02钢件加工E25焊接式中航2542520011070110-0.02钢件加工改造刀具E20焊接式中航20420175906090-0.02钢件加工改造刀具E20高速钢STK 2042014510070100-0.02铜电极刀库改造刀具E20高速钢STK 20220115604560-0.02钢件加工改造刀具E12高速钢STK 1221280503050-0.02铜电极刀库,钢件加工改造刀具E10高速钢STK 1021070402540-0.02钢件加工改造刀具E8高速钢STK 82865352035-0.02钢件加工E6高速钢STK 62660301530-0.02钢件加工改造刀具E20石墨刀HITACHI 20420150806080-0.02E16石墨刀库存消耗完后替代使用E16石墨刀HITACHI 16416150806080-0.02石墨刀库用E12高速铣刀OSG 1221275222222-0.02高速加工中心用,侧刃光刀,清根严禁使用底刃粗加工E12高速铣刀神钢1221275222222-0.02高速加工中心用,侧刃光刀,清根E10高速铣刀OSG 1021070222222-0.02高速加工中心用,侧刃光刀,清根E8高速铣刀OSG 82860161616-0.02高速加工中心用,侧刃光刀,清根E6高速铣刀OSG62650131313-0.02高速加工中心用,侧刃光刀,清根二. 根据加工深度选择刀具优先选用大直径刀具,但要考虑刀具刃长,避免刀刃上下不等量磨损加工直壁40mm以內深度用D10;加工直壁40-50mm深度用D12;加工直壁50-80mm深度用D15.5;加工直壁60-90mm深度优选用D20;加工直壁70-100mm深度用D25;加工直壁100-110mm深度用D32;三.刀加工直壁注意事项:1.考虑刀具刃长,加工须分段加工,每次切深不能超过刀刃长度,推荐值为1.5D;2.程序编制要求刀路顺铣;3.精加工前,操作工须准确在机测刀并进行补偿;4.加工时优先选用风冷(干式切削),尽管切削液在润滑的情况下能获得更好的表面质量,但也存在让刀问题造成难以加工到位;5.严禁侧面底面同时加工,加工侧面深度让出底面0.05~0.1mm;6.侧面加工刀具刀刃可能有0.5x45°倒角,如须清出R0角请特殊注明。
铣刀种类及规格(含图)
铣刀种类及其规格铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
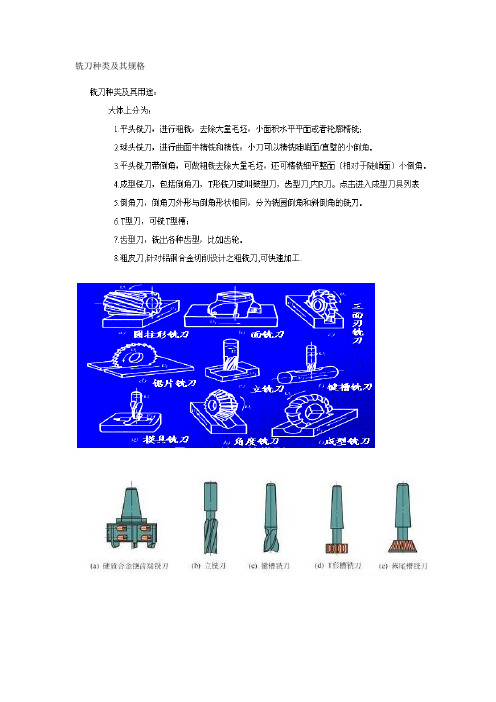
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
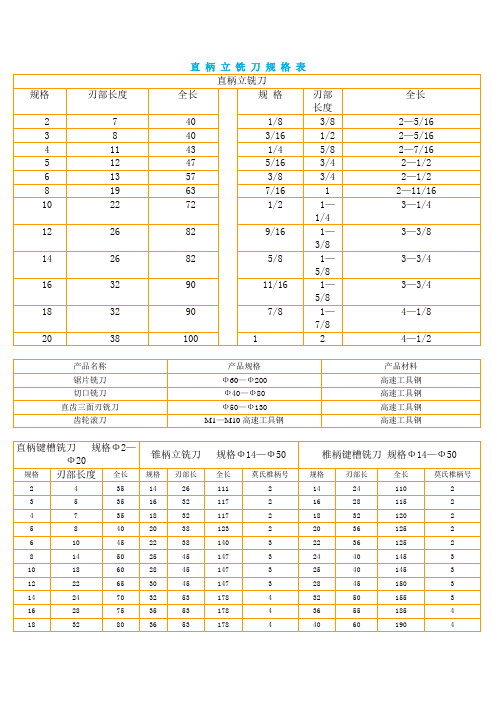
直柄立铣刀规格表直柄立铣刀规格刃部长度全长规格刃部长度全长2 7 40 1/8 3/8 2—5/163 8 40 3/16 1/2 2—5/164 11 43 1/4 5/8 2—7/165 12 47 5/16 3/4 2—1/26 13 57 3/8 3/4 2—1/28 19 63 7/16 1 2—11/1610 22 72 1/2 1—1/4 3—1/412 26 82 9/16 1—3/8 3—3/814 26 82 5/8 1—5/8 3—3/416 32 90 11/16 1—5/8 3—3/418 32 90 7/8 1—7/8 4—1/820 38 100 1 2 4—1/2产品名称产品规格产品材料锯片铣刀Ф60—Ф200 高速工具钢切口铣刀Ф40—Ф80 高速工具钢直齿三面刃铣刀Ф50—Ф130 高速工具钢齿轮滚刀M1—M10高速工具钢高速工具钢直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号2 4 35 14 26 111 2 14 24 110 23 5 35 16 32 117 2 16 28 115 24 7 35 18 32 117 2 18 32 120 25 8 40 20 38 123 2 20 36 125 26 10 45 22 38 140 3 22 36 125 28 14 50 25 45 147 3 24 40 145 310 18 60 28 45 147 3 25 40 145 312 22 65 30 45 147 3 28 45 150 314 24 70 32 53 178 4 32 50 155 316 28 75 35 53 178 4 36 55 185 418 32 80 36 53 178 4 40 60 190 420 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4。
铣刀的分类
铣刀的分类铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
一、铣刀按用途区分有多种常用的型式:①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或、龙门铣床、上加工平面,端面和圆周上均有刀齿,也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时,可轴向进给(通常双刃立铣刀又被称之为;键槽铣刀;可轴向进给)。
④三面刃铣刀:用于加工各种沟槽和台阶面,其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦,刀齿两侧有副偏角。
此外,还有键槽铣刀燕尾槽铣刀T形槽铣刀和各种成形铣刀等。
二、按铣刀的结构进行划分:①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式:这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
产品型式圆柱形铣刀用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
面铣刀又称盘铣刀,用于立式铣床、端面铣床或龙门铣床上加工平面,端面和圆周上均有刀齿,也有粗齿和细齿之分。
一、各种铣刀

一、各种铣刀二、铣刀基本参数图3、以“圆柱直齿平面铣刀”(参图3)为例,说明铣刀的几个基本概念:1、前刀面:进行铣削加工时,切屑流出的通道。
2、后刀面:减小刀具与已加工平面的摩擦。
注:前角决定切削的难易程度和切屑在刀具前面上的摩擦情况。
前角大时,可使切屑变形小,流出顺利,减少了切屑和刀具前刀面之间的摩擦,使切削力降低,切削起来轻快;但是前角太大,会使刀刃变得非常薄弱,粗加工时可能引起崩刃。
4、楔角:前刀面与后刀面的夹角,用来反映铣刀刃的厚度/强度。
注:后角作用是减小刀具后面和工件已加工表面之间的摩擦,大小直接影响到刀具强度。
后角加大了,后面与已加工平面之间的摩擦会减小,切削起来轻快点,刀齿的磨损会慢些;但是后角太大,会降低刀齿强度,刀刃散热情况变差,反而会加剧刀齿的磨损。
6、基面:用来定义前角的基准面,且回转动(如铣刀一个刀刃由位置Ⅰ转到位置II)。
7、铣刀的切削平面:用来定义后角的基准面,且会转动(因为基面转动,他又始终垂直与基面)。
补:“圆柱螺旋齿平面铣刀”还需知道以下几个角度:8、螺旋角:切削刃与铣刀轴线间夹角。
其作用能使刀具在切削时受力均衡,工作较为稳定,切削流动顺利。
三、铣刀参数选择:1、前角的选择:①主要根据工件材料来决定。
a、在加工塑性材料(如钢料)时:塑性材料切屑呈带状且变形大,应选用较大前角,以减小切屑的变形,改善切削情况;b、在加工脆性材料(如铸铁)时:脆性材料切屑呈碎状小块,在刀刃附近有冲击力,并且脆性材料表面硬度高,通常含沙眼、杂质等,对切削不利,为保护刀尖,前角一般比加工塑性材料要小些。
c、在加工轻金属(如铝及铝合金)时:前角可取比塑性材料更大些,因为金属强度和硬度都比钢料低,在铣切中对刀齿的强度要求可以比铣钢料时低,同时加大前角更有利于切屑的排除。
②还要考虑工件材料的软硬程度。
a、工件材料较软时:选较大的前角;b、工件材料较硬时:选较小的前角。
③还要考虑加工的性质。
a、粗加工时:应取较小的前角;b、精加工时:应取较大的前角。
铣刀规格

80 120 180 220
300
型式 A B C BW
上海量具刃具厂
Shanghai Measuring & Cutting Tool Works
齿型
82
上海量具刃具厂
Shanghai Measuring & Cutting Tool Works
全磨制立铣刀 Solid Ground-Flute End Mills
Present Varifies: Made of HSS: φ3-25mm 1/8”-1” Straight Shank End Mills
φ3-25mm Straight Shank End
1/8”-1” Mills with Two Flutes
φ63-200mm Metal Slitting Saws φ40-75mm Slotting Milling Cutters Superthin Metal Cutters, in Large/Small Diameter. As well as HSSAL, HSSCO Made of carbide: Metal slitting Saws, Slotting Milling Cutter. Die-Cutters and Rotary Burrs. Special orders or designed drawing will be also accepted. Metric System End Mills are produced according to ISO standard as well as DIN standard 844/327 or JISB 4211. Inch-End Mills are made in accordance with the American standard ANSI, B94.19.
直 柄 立 铣 刀 规 格 表
直柄立铣刀
规格
刃部长度
全长
规格
刃部长度
全长
2
7
40
1/8
3/8
2—5/16
3
8
40
3/16
1/2
2—5/16
4
11
43
1/4
5/8
2—7/16
5
12
47
5/16
3/4
2—1/2
6
13
57
3/8
3/4
2—1/2
8
19
63
7/16
1
2—11/16
10
22
72
1/2
1—1/4
3—1/4
4
36
55
185
4
18
32
80
36
53
178
4
40
60
190
4
20
36
85
40
63
188
4
45
65
195
4
45
63
188
4
50
65
195
4
50
75
200
4
2
18
32
120
2
5
8
40
20
38
123
2
20
36
125
2
6
10
45
22
38
140
3
22361252 Nhomakorabea8
14
50
25
45
147
3
24
铣刀规格
全磨制锯片铣刀 Solid Ground Metal Slitting Saws
全磨制锯片铣刀切口铣刀,其齿形在热处理后,最后 用CBN砂轮在CNC机床上磨削而成。前刃面与槽底圆弧连 接光滑,齿形表面粗糙度值低,无脱碳层。切削刃锋利。 使用全磨制铣刀,铣削轻快切屑流畅,能消除毛刺,铣刀 使用寿命长。细齿铣刀特别适用于加工薄壁零件。
内孔 Diameter of Hole
(mm) 27 32 32 32 32
25.4 32
25.4 31.75 32
齿数 Teeth No.
115
180 600
160
220 240 260 300
64 80 100 160 180 220
无齿
31.75 32 31.75 32
80 1柄立铣刀
1/8”-1” φ3-25mm
直柄键槽铣刀 1/8”-1” φ63-200mm锯片铣刀 φ40-75mm螺钉槽铣刀 超薄型大、小直径锯片 铣刀、螺钉槽铣刀 含铝高速钢立铣刀 含钴高速钢立铣刀 硬质合金材料的: 锯片铣刀、螺钉槽铣刀、 模具铣刀、旋锉铣刀。 还可根据用户的特殊需要或来图 来样生产。 公制立铣刀、键槽铣刀按ISO生 产。 英制立铣刀、键槽铣刀按美国标 准ANSI.B94.19生产。 还可按西德标准DIN844/327或日 本标准JISB4211生产。
Slotting milling cutters and solid ground metal slitting saws, after the ground to form by CBN grinding wheel on CNC grinding machine. The highly finished top face was connected smoothly to the are in bottom of flute, there's no decarbonised lager, cutting edge is sharp. Solidground end mill cuts quickly with flurent swarf without burr and the life of end mill is long. The fine teeth mill is particularly suitable for machine thin wall parts.
铣刀种类

铣刀的种类按铣刀结构和安装方法可分为带柄铣刀和带孔铣刀。
(1)带柄铣刀带柄铣刀有直柄和锥柄之分。
一般直径小于20mm的较小铣刀做成直柄。
直径较大的铣刀多做成锥柄。
这种铣刀多用于立铣加工如图1所示。
1)端铣刀由于其刀齿分布在铣刀的端面和圆柱面上,固多用于立式升降台铣床上加工平面,也可用于卧式升降台铣床上加工平面。
2)立铣刀它是一种带柄铣刀,有直柄和锥柄两种,适于铣削端面、斜面、沟槽和台阶面等。
3)键槽铣刀和T形槽铣刀它们是专门加工键槽和T形槽的。
4)燕尾槽铣刀专门用于铣燕尾槽。
图1 带柄铣刀(2)带孔铣刀带孔铣刀适用于卧式铣床加工,能加工各种表面,应用范围较广。
参见图2。
图2 带孔铣刀1)圆柱铣刀由于它仅在圆柱表面上有切削刃,固用于卧式升降台铣床上加工平面。
2)三面刃铣刀和锯片铣刀三面刃铣刀一般用于卧式升降台铣床上加工直角槽,也可以加工台阶面和较窄的侧面等。
锯片铣刀主要用于切断工件或铣削窄槽。
3)模数铣刀用来加工齿轮等。
数控纵切自动车床的故障分析7.2.1数控纵切自动车床主型号表示方法及基本适用的其它型号1、主型号(按GB/T 15375—94标准)C K A 1 1 12最大棒料直径系列代号组代号结构特性代号数控车床配本山肯交流变频器。
2、基本适用的其它型号国内产品:CKE1112、CKD11127、2、2 数控纵切自动车床故障条目1、主轴弹簧夹头打不开。
2、接料器不动作或动作不正确。
3、中心架夹头与棒料咬死。
4、主轴报警指示灯亮。
5、主轴转动CRT上无主轴转速显示或机床每转进给时,主轴转动,进给轴不移动。
6、冷却液漏或冷却液流量不够。
7、液压压力不够。
8、机床加工零件时,噪声大。
9、回零重复性差或参考点位置偏差。
10、接通总电源开关后,电源指示灯(HL1)不亮。
11、控制电源故障(无控制电压等)。
12、伺服电源故障(无输入电压等)。
13、冷却系统不工作。
14、液压系统不工作。
15、变频器故障报警。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铣刀种类及其规格
铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类
铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构
分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎
焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表
直柄立铣刀
规格刃部长度全长规格刃部长度全长
2 7 40 1/8 3/8 2—5/16
3 8 40 3/16 1/2 2—5/16
4 11 43 1/4 5/8 2—7/16
5 12 47 5/1
6 3/4 2—1/2
6 13 5
7 3/
8 3/4 2—1/2
8 19 63 7/16 1 2—11/16
10 22 72 1/2 1—1/4 3—1/4
12 26 82 9/16 1—3/8 3—3/8
14 26 82 5/8 1—5/8 3—3/4
16 32 90 11/16 1—5/8 3—3/4
18 32 90 7/8 1—7/8 4—1/8
20 38 100 1 2 4—1/2
产品名称产品规格产品材料
锯片铣刀Ф60—Ф200 高速工具钢
切口铣刀Ф40—Ф80 高速工具钢
直齿三面刃铣刀Ф50—Ф130 高速工具钢
齿轮滚刀M1—M10高速工具钢高速工具钢
直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50
规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号
2 4 35 14 26 111 2 14 24 110 2
3 5 35 16 32 117 2 16 28 115 2
4 7 3
5 18 32 117 2 18 32 120 2
5 8 40 20 38 123 2 20 3
6 125 2
6 10 45 22 38 140 3 22 36 125 2
8 14 50 25 45 147 3 24 40 145 3
10 18 60 28 45 147 3 25 40 145 3
12 22 65 30 45 147 3 28 45 150 3
14 24 70 32 53 178 4 32 50 155 3
16 28 75 35 53 178 4 36 55 185 4
18 32 80 36 53 178 4 40 60 190 4
20 36 85 40 63 188 4 45 65 195 4
45 63 188 4 50 65 195 4
50 75 200 4。