注塑模具常用零件共32页
模具主要零配件、项目名称及功能
模具主要零配件、项目名称及功能导柱(边钉、GR 定位销DP )——可分为普通型导柱(直边)和有托导柱(托边),起定位导向作用,保证各类机构在工作过程中定位导向。
一般硬度为 HRC58~62导套(胚司)------可分为直司(BB 套)和托司(BA 套),起定位导向作用,配合导柱一起使用。
顶柱(EP/RR 回针、回程柱、回位销)顶针回复原位。
中导柱(中GP 针板边、EGP ------用做顶针板定位之用,承托顶针板的重使顶出及回复时更顺畅,保证顶针能正确垂直的顶出制品。
中导套(中配合中导柱一起使用,运用中导套设计使顶针板定位更加精确。
拉杆(水口边、 SP ) --- 承托上模重量,限制上夹板(定模面板)、水口A 板之间的行程。
挡圈(水口介子)---- 固定在拉杆的末端,作用是限制上夹板、水口板、 A板的行程距离,防止A 板脱落浇口套(唧咀)是一个与注塑机连接的配件,塑胶料从此通道注入模内。
一般硬度为HRC53~58浇口套也就是模具浇注系统的主流道。
定位环(法兰)---- 用作模具与啤机容易对准和定位。
顶针将成品从模芯顶出,达到脱模的目的。
司筒(顶管) ---- 将成品从模芯顶出,作用与顶针相同 ,但一般用于制品中心带有细孔的圆柱时的脱模 .司筒针------用于制品的柱位孔成型,配合司筒使用,并不是脱模用途撑头(SP )- 承托 B 板,减少因注塑时受压变型 .垃圾钉(ST ) -- 承托着顶针板 ,由于它面积较少 ,可防止垃圾积在上面 ,令顶针板不平或变形 .运水孔 --- 用于对模具的有效冷却 ,使模温保持在一定的范围内 .喉咀 ------ 安装在模具运水孔上 ,用来连接啤机的冷却水喉 ,一般用黄铜制成 .拉料杆 -------保持顶针板活动顺滑,并确保量,BA 、EGP ) 板、1、分流道拉料杆:因分流道中所存的塑料不易脱落,便于开摸系时冷料脱模。
2、浇口拉料杆:在开模时从浇口套内拉出主流道凝料使与注塑机喷嘴分离,一般都设在冷料穴的尽端,拉料杆直径等于、浇口内孔大端的直径,以便于沟住冷料。
内六角螺钉注塑模具的标准零部件

第4章 注塑模具的标准零部件
4.1 概 述 4.2 注塑模具标准模架
1 、 模 架 的 定 义 与 用 途
2、模架的组成结构及其称谓
3 、 模 架 的 分 类
4、模架规格的表示方法
第4章 注塑模具的标准零部件
4.2 注塑模具标准模架
1、模架的定义与用途 模架的定义:模架也称为模胚。由模板、导柱和 导套等零件组成,但型腔未加工的组合体。 型芯、型腔、定位环、浇口套、顶杆、滑块机构 等部件须安装到模架上才构成一套完整的模具。 模架的用途:保证了凸凹模在开合模时能正确对 准,起连接、固定、导向的作用。
第4章 注塑模具的标准零部件
细水口模架的八种形式 •定模部分:有水口推板与无水口推板
DA EA 第一个D DB EB DC EC DD ED A B C 有垫板,无推板 有垫板,有推板 无垫板,无推板
有水口推板
D
E 无水口推板
无垫板, 有推板
第4章 注塑模具的标准零部件
定模部分带水口推板(弹料板)
F
G
有水口推板
无水口推板
A
C
有垫板
无垫板
第4章 注塑模具的标准零部件
4、模架规格的表示方法
4045 DC I A板 80 B板 90 C板 150 300
第4章 注塑模具的标准零部件
4.3 注塑模具标准模架的选用
根据图4-7所示的塑料件,说明怎样选用模架。
影响选用模架的因素: • 塑件的尺寸大小、形状 • 模具设计师的设计风格 • 模具制造所具有的生产设备有关
• 产品较高,对型芯的包紧力较大 时,此时顶杆的推出力不够,无 法满足产品顶出的需要。 产品是透顶时,没有合适的位置 安排顶出杆。
注塑模具出零件图

检查零件图是否完整,包括视 图、尺寸、公差等。
尺寸精度审查
核对尺寸精度是否满足要求, 避免加工误差。
工艺性审查
审查零件的加工工艺性,确保 加工制造的可行性。
修改与优化
根据审查结果,对零件图进行 必要的修改和优化,提高设计
质量。
03 注塑模具零件图的绘制
模具成型零件的绘制
• 模具成型零件是注塑模具的核心部分,包括凸模、凹模、型芯等,用于成型塑 料制品的外部和内部结构。在绘制模具成型零件图时,需要详细标注尺寸、材 料、热处理要求等,以确保零件加工精度和互换性。
• 型芯是成型塑料制品内部孔或凸台的零件,其尺寸精度和形状必须与塑料制品 相匹配。在绘制型芯零件图时,需要凸模或凹模之间的配合间隙,以防止出现溢料或困气 现象。
模具结构零件的绘制
01
模具结构零件是注塑模具的重要组成部分,包括导柱、导套、顶 杆、顶板、底座等,用于固定模具、定位塑料制品和顶出塑料制 品等。在绘制模具结构零件图时,需要详细标注尺寸、材料、热 处理要求等,以确保零件加工精度和互换性。
02 零件图设计基础
零件图的基本要素
01
02
03
04
视图布局
选择合适的视图角度,清晰展 示零件的结构和尺寸。
尺寸标注
准确标注零件的尺寸,包括长 度、宽度、高度以及关键部位
的尺寸。
公差标注
根据零件的精度要求,合理标 注公差,确保零件的加工精度
。
表面处理要求
注明零件的表面处理要求,如 喷涂、电镀等。
零件图的工艺性审查
总结词
评估零件的可加工性和可装配性。
总结词
考虑零件的加工成本和周期。
详细描述
审查图纸中的结构是否符合加工设备和工 艺要求,是否有利于高效、准确地完成加 工和装配。
塑料模具结构零部件

塑料模具结构零部件1 标准注射模架模架是注射模的骨架和基体,通过它可以将模具的各个部分有机地联系成一个整体,如图5-4-1所示。
标准模架一般由定模座板、定模板、动模板、动模支承板、垫块、动模座板、推杆固定板、推板、导柱、导套及复位杆组成。
除此之外,还有一些特殊结构的模架,如点浇口模架、带推件板推出的模架等。
注射模具的基本结构有很多共同点,使用标准模架可以提高模具的质量、缩短模具的制造周期、降低模具的制造费用。
目前,我国塑料注射模架的国家标准有两个,即《塑料注射模中小型模架》(GB/T12556-1990)和《塑料注射模大型模架》(GB/T12555-1990)。
图5-4-1 最常见的注射模架1-定模座板;2-定模板;3-导柱及导套;4-动模板;5-动模支承板;6-垫块;7-推杆固定板;8-推板;9-动模座板一中小型标准模架中小型模架的周界尺寸范围≤560mm×900mm,按结构特征分基本型和派生型两大类。
1. 基本型基本型是以直接浇口(包括潜伏式浇口)为主的结构形式,共4种,其代号分别为A1、A2、A3、A4,如图5-4-2所示,其模架的组成、功能及用途见表5-4-1。
2. 根据使用要求选用导向零件和它们的安装形式;3. A1~A4型的功能及通用性强,是国际上使用模架中具有代表性的结构。
图5-4-2 基本型标准模架b 派生型派生型是在基本型的基础上派生而来,以点浇口和多分型面为主的结构形式,共9种,其代号分别为P1~P9,如图5-4-3所示,其模架的组成、功能及用途见表5-4-2。
表2. 其模架结构以点浇口、多分型面为主,适用于多动作的复杂注射模;3. 扩大了模架应用范围,增大了模架标准的覆盖面。
图5-4-3 派生型标准模架另外,标准中还规定,以定模、动模座板有肩、无肩划分,又会增加13个品种,总计共26个模架品种。
这些模架规格基本上覆盖了注射容量为10~4000cm3注射机用的各种中小型热塑性和热固性塑料注射模具。
塑料模具结构零部件
塑料模具结构零部件1 标准注射模架模架是注射模的骨架和基体,通过它可以将模具的各个部分有机地联系成一个整体,如图5-4-1所示。
标准模架一般由定模座板、定模板、动模板、动模支承板、垫块、动模座板、推杆固定板、推板、导柱、导套及复位杆组成。
除此之外,还有一些特殊结构的模架,如点浇口模架、带推件板推出的模架等。
注射模具的基本结构有很多共同点,使用标准模架可以提高模具的质量、缩短模具的制造周期、降低模具的制造费用。
目前,我国塑料注射模架的国家标准有两个,即《塑料注射模中小型模架》(GB/T12556-1990)和《塑料注射模大型模架》(GB/T12555-1990)。
图5-4-1 最常见的注射模架1-定模座板;2-定模板;3-导柱及导套;4-动模板;5-动模支承板;6-垫块;7-推杆固定板;8-推板;9-动模座板一中小型标准模架中小型模架的周界尺寸范围≤560mm×900mm,按结构特征分基本型和派生型两大类。
1. 基本型基本型是以直接浇口(包括潜伏式浇口)为主的结构形式,共4种,其代号分别为A1、A2、A3、A4,如图5-4-2所示,其模架的组成、功能及用途见表5-4-1。
2. 根据使用要求选用导向零件和它们的安装形式;3. A1~A4型的功能及通用性强,是国际上使用模架中具有代表性的结构。
图5-4-2 基本型标准模架b 派生型派生型是在基本型的基础上派生而来,以点浇口和多分型面为主的结构形式,共9种,其代号分别为P1~P9,如图5-4-3所示,其模架的组成、功能及用途见表5-4-2。
表2. 其模架结构以点浇口、多分型面为主,适用于多动作的复杂注射模;3. 扩大了模架应用范围,增大了模架标准的覆盖面。
图5-4-3 派生型标准模架另外,标准中还规定,以定模、动模座板有肩、无肩划分,又会增加13个品种,总计共26个模架品种。
这些模架规格基本上覆盖了注射容量为10~4000cm3注射机用的各种中小型热塑性和热固性塑料注射模具。
注塑模具结构图示(PPT30页)
按基本结构分类,一般可划分为以下两类:
❖ 二板模具(两块模板、一次分型模具); ❖ 三板模具(三块模板、二次分型模具); ❖ 这是根据分模时,分成两块或三块模板来分类
的,几乎所有的模具均属这两种类型(个别的 是四板模)。
❖ 注塑模具常分为:通用注塑模、双色注塑模、 热流道模具、重叠注塑模等。
一、二板模具(一次分型模具)的特点:
A板水口板ຫໍສະໝຸດ B板流道制品 三板模
热流道模具图
重叠模具结构图
双色模具
THE END
每一个成功者都有一个开始。勇于开始,才能找到成
•
1、
功的路 。2020/11/122020/11/12Thursday, November 12, 2020
成功源于不懈的努力,人生最大的敌人是自己怯懦
•
2、
。2 020/11/ 122020 /11/12 2020/11 /1211/ 12/202 0 3:31:21 AM
每天只看目标,别老想障碍
•
3、
。202 0/11/12 2020/1 1/1220 20/11/1 2Nov-2 012-Nov-20
宁愿辛苦一阵子,不要辛苦一辈子
•
4、
。202 0/11/12 2020/1 1/1220 20/11/1 2Thurs day, November 12, 2020
胶件顶出图
注塑模具的分类
❖ 注塑模的分类方法很多,按其所用注塑机的类型, 可分为卧式注塑机用注塑模、立式注塑机用注塑 模、角式注塑机用注塑模及双色注塑模等;按模 具的型腔数目可分为单型腔和多型腔注塑模;按 分型面的数量可分为单分型面和双分型面或多分 型面注塑模;按浇注系统的形式可分为普通浇注 系统和热流道浇注系统注塑模;另外还有重叠式 模具(叠模)。
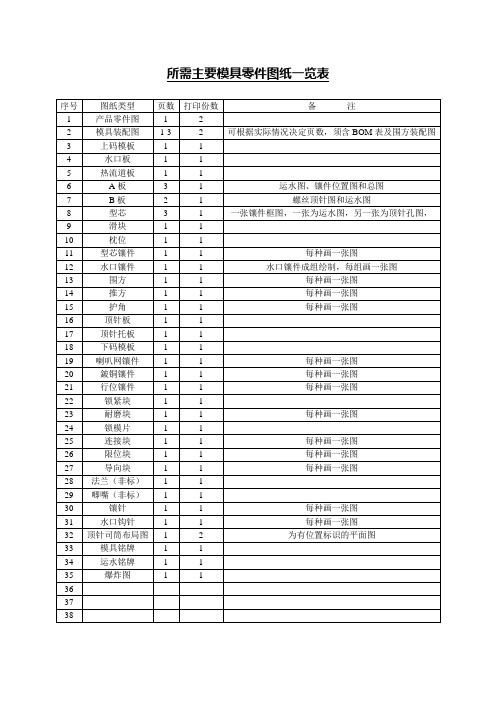
所需主要模具零件图纸一览表
1
10
枕位
1
1
11
型芯镶件
1
1
每种画一张图
12
水口镶件
1
1
水口镶件成组绘制,每组画一张图
13
围方
1
1
每种画一张图
14
推方
1
1
每种画一张图
15
16
顶针板
1
1
17
顶针托板
1
1
18
下码模板
1
1
19
喇叭网镶件
1
1
每种画一张图
20
鈹铜镶件
1
1
每种画一张图
21
行位镶件
1
1
每种画一张图
22
锁紧块
1
1
23
耐磨块
1
1
每种画一张图
24
锁模片
1
1
25
连接块
1
1
每种画一张图
26
限位块
1
1
每种画一张图
27
导向块
1
1
每种画一张图
28
法兰(非标)
1
1
29
唧嘴(非标)
1
1
30
镶针
1
1
每种画一张图
31
水口钩针
1
1
每种画一张图
32
顶针司筒布局图
1
2
为有位置标识的平面图
33
模具铭牌
1
1
34
运水铭牌
1
1
35
爆炸图
1
1
36
37
38
设计注意事项:
注塑模具清单(按模具类别)
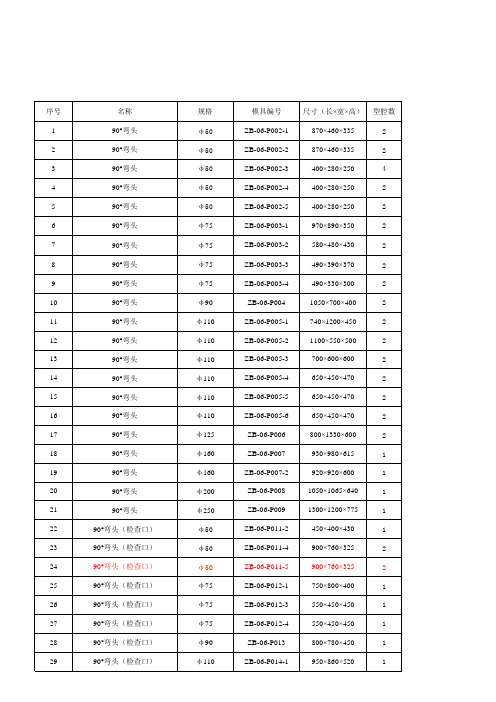
45° 弯头 45° 弯头 45° 弯头 45° 弯头 45° 弯头 45° 弯头 45° 弯头(检查口) 45° 弯头(检查口) 45° 弯头(检查口) 45° 弯头(检查口) 45° 弯头(检查口) 45° 弯头(检查口) 45° 弯头(检查口) 45° 弯头(检查口) 45° 弯头(检查口) 45° 弯头(检查口) 45° 弯头(检查口) 45° 雨水弯头 45° 雨水弯头 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通 45° 斜三通
850× 750× 520 970× 840× 530 900× 900× 530 1120× 1065× 645 920× 620× 370 920× 620× 370 1100× 750× 460 710× 580× 320 710× 580× 320 710× 580× 320 710× 580× 320 845× 840× 417 480× 450× 420 480× 450× 420 1100× 845× 385 550× 500× 400 550× 500× 400 1050× 970× 420 875× 950× 437 900× 850× 450 560× 390× 410 560× 390× 410 900× 1100× 575 900× 1100× 575 600× 680× 550 710× 445× 450 710× 445× 450 710× 445× 450 710× 445× 450 520× 450× 500 900× 750× 515 550× 500× 500 570× 520× 500 1060× 780× 540
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
11、定位块:标准件,也可称之为“导位辅助器”。英文:taper block set。材质:S50C。
设计要点:1)上下定位块分别用螺丝固 定在AB板上面,一般位于模仁与模板之间 距的中间位置。
3)支撑柱一般用螺丝来锁定,螺丝常采用的就是M8、 M10,也可以用M6的。也可以不用螺丝来固定,可 以用台位来定位。
4)支撑柱原则上在不影响其它零件的情况下,直径越 大越好,常用直径20、25、30、35、40、4 5、50等。
10、吊环:标准件,也可叫做“环首螺栓”。主要是配合模具上的吊环孔,便于模具的搬运。吊
作用:标准件,使上下顶出板回位,也对上下顶出板有一定的导向定位作用.
9、支撑柱:英文:“support pillar”,缩写:“S.P.”.材质:S55C圆棒.非标准 件.
作用:对B板起支撑作用,防止B板过度变形.
设计要点:
1)设计时可有可无,但设计原则是加上有利而无害.
2)支撑柱与上下顶出板的配合是单侧1-2毫米的间 隙配合.
第一节 注塑模具常用零件
一、概述:不管模具有多大多小,不同样式的注塑模具,在同一位置所运用的零件一般不会有变化,特别是 标准件的采用,让注塑模具设计更简单、更方便。
二、常用零件介绍: 1、螺丝钉(screw,缩写:SHCS):标准件,材质SCM435,硬度HRC38°~44° 1)分类:内六角螺丝(注塑模具专用)置及作用:
1)使上下顶出板回位:
设计要点:
A、一般情况下,弹 簧是与回针配合,在有 影响的情况下,最会使 其与导销配合。
B、安装弹簧的孔径 要大于弹簧的外径。
C、弹簧的内径要大 于导销或者回针的直径。
D、弹簧的自由长度 =压缩长度+余量(至 少大于5毫米)。
2)使滑块回位:
D、顶出板导柱沉头的尾部有一个内螺纹孔, 主要是便于在修模时把导柱拆卸下来。
E、现在的设计一般在顶出板导柱沉头没有 了挡块的设计,实际上一般都不需要,因为 顶出板导柱沉头可以直接靠在注塑机的可动 板上,不会因此而掉下。
8、回针:英文:“return pin”,缩写:“R.P.”.又可称之为“回位梢”.材质:S 50C
3)使A板与剥料板之间提前开:
7、导柱/导套:导柱英文,guide pin ;缩写“G.P.”。导套英文,guide bushing,缩写“G.
B.”.
1)概述:标准件,导柱也可叫“导梢”。导套也可叫“衬套”. 2)材质:SK3/SUJ -2
3)实物与相关参数:
导套参数:
4)在模具中的位置及作用:对各块板的相对运动作导向和定位.
2)同方向锁定的定位块只能对一个方 向定位,所以,一般要对模板模仁来定位, 要用到定位块时,一般要设计四个才行。
12、定位柱:标准件,也可称之为“导柱辅助器”。英文:taper pin set。材质:SUJ-2。
谢谢!
2)不同类别螺丝钉的参数:
3)不同螺丝钉能承受的重量参数。
序号
1 2 3 4 5 6 7 8 9 10 11
螺丝规格
M8 M10 M12 M16 M20 M24 M30 M36 M42 M48 M64
承受负荷(单位:kg) 80 150 220 450 630 950
1500 2300 3400 4500 9000
4)位置:与回针中心线同轴。
5、定位钢珠: 标准件,主要是对滑块来止位的.
6、弹簧:
1)标准件,英文:spring. 2)材质:SWP或SUP. 3)分类:①形状上分类分为圆形和方形,模具上用的弹簧都是方形截面的.
②颜色上分类分为:黄色、兰色、绿色、红色、紫色。不同颜色承受负荷 不一样。 4)实物:
顶出板导柱导套设计要点:
A、顶出板导柱尽可能深入承板或者B板, 这样才能很好的定位,一般深入10毫米即 可。
B、顶出板导柱导套尽可能随着订购的标准 模块一起回模具厂。让生产标准模架的厂家 帮你加工装配好。
C、顶出板导柱导套可有可无,大小位置也 可以自行定义,一般是在顶针较多或者有斜 顶或者顶针摆放不平衡时设计它。从设计的 角度出发,不管是多简单的模具,加上它只 有利而无害。
3、唧嘴(咀): 1)概述:它也可以叫“注口衬套”\“胶口套”,英文:sprue bushing,标准件; 材质:S45C\S50C\SKD61\SKD11\SK3 SR部分的硬度HRC50° ~ 55°
2)不同样式的参数:
3)唧嘴在模具中的位置及作用:大水口和细水口
三板模唧嘴的使用:
4)实物体现:
2、定位环: 1)概述:它也叫定位圈,英文:Locating Ring, 标准件,材质S45C\S50C\S55C,硬度HRC30° 2)作用:注塑模具安装在注塑机上时,对注塑机的喷嘴进行定位. 3)基本参数如下:
4)、定位环安装位置:
5)、定位环设计要点: 1)定位环要沉到上固定板下面5至8毫米; 2)定位环用二个M6的螺丝固定在上固定 板上面; 3)定位环一般位于二模具中心线的中间, 它随唧嘴位置的变化而变化;
4、垃圾钉:设计可有可无,主为了减少下顶出板与下固定板之间接触的面积,防止一些垃圾粘在此两
块板上,影响两块板接触不平稳,致使影响顶针、斜顶的安置、运动。
1)概述:标准件,又可叫做“止动销”、“停止销”。英文:Stop Pin,缩写:S.T.P. 2)材质:S50C、 S55C 、SK3。 3)实例及相关尺寸: