模具设计与制造大学毕业论文外文文献翻译及原文
模具毕业设计外文翻译(英文+译文)
Injection MoldingThe basic concept of injection molding revolves around the ability of a thermoplastic material to be softened by heat and to harden when cooled .In most operations ,granular material (the plastic resin) is fed into one end of the cylinder (usually through a feeding device known as a hopper ),heated, and softened(plasticized or plasticized),forced out the other end of the cylinder, while it is still in the form of a melt, through a nozzle into a relatively cool mold held closed under pressure.Here,the melt cools and hardens until fully set-up. The mold is then opened, the piece ejected, and the sequence repeated.Thus, the significant elements of an injection molding machine become: 1) the way in which the melt is plasticized (softened) and forced into the mold (called the injection unit);2) the system for opening the mold and closing it under pressure (called the clamping unit);3) the type of mold used;4) the machine controls.The part of an injection-molding machine, which converts a plastic material from a sold phase to homogeneous seni-liguid phase by raising its temperature .This unit maintains the material at a present temperature and force it through the injection unit nozzle into a mold .The plunger is a combination of the injection and plasticizing device in which a heating chamber is mounted between the plunger and mold. This chamber heats the plastic material by conduction .The plunger, on each stroke; pushes unbelted plastic material into the chamber, which in turn forces plastic melt at the front of the chamber out through the nozzleThe part of an injection molding machine in which the mold is mounted, and which provides the motion and force to open and close the mold and to hold the mold close with force during injection .This unit can also provide other features necessary for the effective functioning of the molding operation .Movingplate is the member of the clamping unit, which is moved toward a stationary member. the moving section of the mold is bolted to this moving plate .This member usually includes the ejector holes and mold mounting pattern of blot holes or “T” slots .Stationary plate is the fixed member of the clamping unit on which the stationary section of the mold is bolted .This member usually includes a mold-mounting pattern of boles or “T” slots. Tie rods are member of the clamping force actuating mechanism that serve as the tension member of the clamp when it is holding the mold closed. They also serve as a gutted member for the movable plate .Ejector is a provision in the clamping unit that actuates a mechanism within the mold to eject the molded part(s) from the mold .The ejection actuating force may be applied hydraulically or pneumatically by a cylinder(s) attached to the moving plate, or mechanically by the opening stroke of the moving plate.Methods of melting and injecting the plastic differ from one machine to another and are constantly being implored .conventional machines use a cylinder and piston to do both jobs .This method simplifies machine construction but makes control of injection temperatures and pressures an inherently difficult problem .Other machines use a plasticizing extruder to melt the plastic and piston to inject it while some hare been designed to use a screw for both jobs :Nowadays, sixty percent of the machines use a reciprocating screw,35% a plunger (concentrated in the smaller machine size),and 5%a screw pot.Many of the problems connected with in ejection molding arise because the densities of polymers change so markedly with temperature and pressure. thigh temperatures, the density of a polymer is considerably cower than at room temperature, provided the pressure is the same.Therefore,if molds were filled at atmospheric pressure, “shrinkage” would make the molding deviate form the shape of the mold.To compensate for this poor effect, molds are filled at high pressure. The pressure compresses the polymer and allows more materials to flow into the mold, shrinkage is reduced and better quality moldings are produced.Cludes a mold-mounting pattern of bolt holes or “T” slots. Tie rods are members of the clamping force actuating mechanism that serve as the tension members of clamp when it is holding the mold closed. Ejector is a provision in the calming unit that actuates a mechanism within the mold to eject the molded part(s) form the mold. The ejection actuating force may be applied hydraulically or pneumatically by a cylinder(s) attached to the moving plate, or mechanically by the opening stroke of the moving plate.The function of a mold is twofold: imparting the desired shape to the plasticized polymer and cooling the injection molded part. It is basically made up of two sets of components: the cavities and cores and the base in which the cavities and cores are mounted. The mold ,which contains one or more cavities, consists of two basic parts :(1) a stationary molds half one the side where the plastic is injected,(2)Moving half on the closing or ejector side of the machine. The separation between the two mold halves is called the parting line. In some cases the cavity is partly in the stationary and partly in the moving section. The size and weight of the molded parts limit the number of cavities in the mold and also determine the machinery capacity required. The mold components and their functions are as following:(1)Mold Base-Hold cavity (cavities) in fixed, correctposition relative to machine nozzle.(2)Guide Pins-Maintain Proper alignment of entry into moldinterior.(3)Spree Bushing (spree)-Provide means of entry into moldinterior.(4)Runners-Conroy molten plastic from spree to cavities.(5)Gates-Control flow into cavities.(6)Cavity (female) and Force (male)-Control the size,shape and surface of mold article.(7)Water Channels-Control the temperature of mold surfacesto chill plastic to rigid state.(8)Side (actuated by came, gears or hydrauliccylinders)-Form side holes, slots, undercuts and threaded sections.(9)Vent-Allow the escape of trapped air and gas.(10)Ejector Mechanism (pins, blades, stripper plate)-Ejectrigid molded article form cavity or force.(11)Ejector Return Pins-Return ejector pins to retractedposition as mold closes for next cycle.The distance between the outer cavities and the primary spree must not be so long that the molten plastic loses too much heat in the runner to fill the outer cavities properly. The cavities should be so arranged around the primary spree that each receives its full and equal share of the total pressure available, through its own runner system (or the so-called balanced runner system).The requires the shortest possible distance between cavities and primary sprue, equal runner and gate dimension, and uniform culling.注射成型注射成型的基本概念是使热塑性材料在受热时熔融,冷却时硬化,在大部分加工中,粒状材料(即塑料树脂)从料筒的一端(通常通过一个叫做“料斗”的进料装置)送进,受热并熔融(即塑化或增塑),然后当材料还是溶体时,通过一个喷嘴从料筒的另一端挤到一个相对较冷的压和封闭的模子里。
模具外文文献和翻译

模具设计与制造模具是制造业的重要工艺基础,在我国模具制造属于专用设备制造业。
中国虽然很早就开始制造模具和使用模具,但长期未形成产业。
直到20世纪80年代后期,中国模具工业才驶入发展的快车道。
近年,不仅国有模具企业有了很大发展,三资企业、乡镇(个体)模具企业的发展也相当迅速。
虽然中国模具工业发展迅速,但与需求相比,显然供不应求,其主要缺口集中于精密、大型、复杂、长寿命模具领域。
由于在模具精度、寿命、制造周期及生产能力等方面,中国与国际平均水平和发达国家仍有较大差距,因此,每年需要大量进口模具。
中国模具产业除了要继续提高生产能力,今后更要着重于行业内部结构的调整和技术发展水平的提高。
结构调整方面,主要是企业结构向专业化调整,产品结构向着中高档模具发展,向进出口结构的改进,中高档汽车覆盖件模具成形分析及结构改进、多功能复合模具和复合加工及激光技术在模具设计制造上的应用、高速切削、超精加工及抛光技术、信息化方向发展。
近年,模具行业结构调整和体制改革步伐加大,主要表现在,大型、精密、复杂、长寿命、中高档模具及模具标准件发展速度高于一般模具产品;塑料模和压铸模比例增大;专业模具厂数量及其生产能力增加;“三资”及私营企业发展迅速;股份制改造步伐加快等。
从地区分布来看,以珠江三角洲和长江三角洲为中心的东南沿海地区发展快于中西部地区,南方的发展快于北方。
目前发展最快、模具生产最为集中的省份是广东和浙江,江苏、上海、安徽和山东等地近几年也有较大发展。
虽然我国模具总量目前已达到相当规模,模具水平也有很大提高,但设计制造水平总体上落后于德、美、日、法、意等工业发达国家许多。
当前存在的问题和差距主要表现在以下几方面:(1)总量供不应求,国内模具自配率只有70%左右。
其中低档模具供过于求,中高档模具自配率只有50%左右。
(2)企业组织结构、产品结构、技术结构和进出口结构均不合理。
我国模具生产厂中多数是自产自配的工模具车间(分厂),自产自配比例高达60%左右,而国外模具超过70%属商品模具。
Mold-design-and-manufacture模具设计与制造大学毕业论文外文文献翻译及原文
毕业设计(论文)外文文献翻译文献、资料中文题目:模具设计与制造文献、资料英文题目:Mold design and manufacture 文献、资料来源:文献、资料发表(出版)日期:院(部):专业:班级:姓名:学号:指导教师:翻译日期: 2017.02.14Mold design and manufactureThe mold is the manufacturing industry important craft foundation in our country,the mold manufacture belongs to the special purpose equipment manufacturing industry. Although China very already starts to make the mold and the use mold but long-term has not formed the industry. Chinese mold industry only then drives into the development speed way. Recent years not only the state-owned mold enterprise had the very big development the three investments enterprise the villages and towns individual the mold enterprises development also quite rapid. Although the Chinese mold industrial development rapid but compares with the demand obviously falls short of demand its main gap concentrates precisely to large-scale is complex the long life mold domain. As a result of in aspect and so on mold precision life manufacture cycle and productivity。
模具设计专业毕设外文翻译译文(DOC)

本科毕业设计(论文)外文翻译(附外文原文)学院:机械与控制工程学院课题名称:复杂阶梯形圆筒件拉深有限元分析专业(方向):机械设计制造及其自动化(模具设计与制造)班级:学生:指导教师:日期:拉伸模设计中拉伸壁起皱的分析摘要本文研究带有斜度的方形盒和带有阶梯的方形盒的拉深中发生的起皱现象。
这两种类型的起皱现象有一个共同的特征:全都发生在相对无支撑、无压边的拉深壁处。
在带有斜度的方形盒的拉深中,常受到工序参数的影响,例如:模具的间隙值和压边力等,所以常用有限元模拟的方法来研究分析起皱的发生。
模拟的结果表明模具的间隙值越大,起皱现象就越严重,而且增加压边力也不能抑制和消除起皱现象的发生。
在带有阶梯的方形盒拉深的起皱现象分析中,常通过实际生产中一种近似的几何结构来研究、试验。
当凸模与阶梯边缘之间的金属板料在拉深时分布并不均衡,就会在侧壁发生起皱现象。
为了消除起皱现象的发生,一个最优的模具设计常采用有限元的方法进行分析。
模拟的结果和起皱试验论证了有限元分析的准确性,并且表明了在拉深模具设计中使用有限元方法分析的优越性。
关键词:侧壁起皱;拉深模;带有阶梯的方形盒;带有斜度的方形盒1 引言起皱是金属板料成形中常见的失效形式之一。
由于功能和视觉效果的原因,起皱通常是不能为零件制品所能接受的。
在金属板料成形加工中通常存在三种类型的起皱现象:法兰起皱;侧壁起皱和由于残余压应力在未变形区产生的弹性变形。
在冲压复杂形状的时候,拉深壁起皱就是在模具型腔中形成的褶皱。
由于金属板料在拉深壁区域内相对无支撑,因此,消除拉深壁起皱比抑制法兰起皱要难得多。
我们知道在不被支撑的拉深壁区域中材料的外力拉深可以防止起皱,这可以在实践中通过增加压边力而实现,但是运用过大的拉深力会引起破裂失效。
因此,压边力必须控制在一定的范围内,一方面可以抑制起皱,另一方面也可以防止破裂失效。
合适的压边力范围是很难确定的,因为起皱在拉深零件的中心区域以一个复杂的形状形成,甚至根本不存在一个合适的压边力范围。
模具制造科学外文文献翻译、模具类中英文翻译、外文翻译
英文翻译The Science of Die MakingThe traditional method of making large automotive sheet metal dies by model building and tracing has been replaced by CAD/CAM terminals that convert mathematical descriptions of body panel shapes into cutter paths.Teledyne Specialty Equipment’s Efficient Die and Mold facility is one of the companies on the leading edge of this transformation.by Associate EditorOnly a few years ago,the huge steel dies requited for stamping sheet metal auto body panels were built by starting with a detailed blueprint and an accurate full-scale master model of the part. The model was the source from which the tooling was designed and produced.The dies,machined from castings,were prepared from patterns made by the die manutacturers or somethimes supplied bythe car maker.Secondary scale models called”tracing aids”were made from the master model for use on duplicating machines with tracers.These machines traced the contour of the scale model with a stylus,and the information derived guided a milling cutter that carved away unwanted metal to duplicate the shape of the model in the steel casting.All that is changing.Now,companies such as Teledyne Specialty Equipment’s Effi cient Die and Mold operation in Independence,OH,work from CAD data supplied by customers to generate cutter paths for milling machines,which then automatically cut the sheetmetal dies and SMC compression molds.Although the process is uesd to make both surfaces of the tool, the draw die still requires a tryout and “benching” process.Also, the CAD data typically encompasses just the orimary surface of the tool,and some machined surfaces, such as the hosts and wear pads, are typically part of the math surface.William Nordby,vice president and business manager of dies and molds at Teledyne,says that “although no one has taken CAD/CAM to the point of building the entire tool,it will eventually go in that direction because the “big thrdd”want to compress cycle times and are trying to cut the amount of time that it takes to build the tooling.Tryout, because of the lack of development on the design end,is still a very time-consuming art,and vety much a trial-and-error process.”No More Models and Tracing AidsThe results to this new technology are impressive. For example, tolerances are tighter and hand finishing of the primary die surface with grinders has all but been eliminated. The big difference, says Gary Kral, Teledyne’s director of engineering, is that the dimensional control has radically improved. Conventional methods of making plaster molds just couldn’t hold tolerances because of day-to-day temperature and humidity variations.”For SMC molds the process is so accurate , and because there is no spring back like there is when stamping sheet metal, tryouts are not always required.SMC molds are approved by customers on a regulate basis without ever running a part .Such approvals are possible because of Teledyne’s ability to check the toolsurface based on mathematical analysis and guarantee that it is made exactly to the original design data.Because manual trials and processes have been eliminated, Teledyne has been able to consider foreign markets.” The ability to get a tool approved based on the mathe gives us the opportunity to compete in places we wouldn’t have otherwise,” says Nordby.According to Jim Church, systems manager at Teledyne, the company used to have lots of pattern makers ,and still has one model maker.” But 99.9 percent of the company’s work now is from CAD data. Instead of model makers, engineers work in front of computer monitors.”He says that improvenents in tool quality and reduction in manufacturing time are significant. Capabilities of the process were demonstrated by producing two identical tools. One was cut using conventional patterns and tracing mills, and the other tool was machined using computer generated cutting paths. Although machining time was 14 percent greater with the CAM-generated path, polishing hours were cut by 33 percent. In all ,manufacturing time decreased 16.5 percent and tool quality increased 12 percent.Teledyne’s CAD/CAM system uses state-of-the-art software that allows engineers to design dies and molds, develop CNC milling cutter paths and incorporate design changes easily. The system supports full-color, shaded three-dimensional modeling on its monitors to enhance its design and analysis capabilities. The CAD/CAM system also provides finite element analysis that can be used to improve the quality of castings , and to analyze the thermal properties of molds. Inputs virtually from any customer database can be used either directly or through translation.CMM Is CriticalTeledyne’s coordinate measuring machine(CMM),says’ Church,”is what has made a difference in terms of being able to move from the traditional manual processes of mold and die making to the automated system that Teledyne uses today.”The CMM precisely locates any point in a volume of space measuring 128 in, by 80 in, by 54 in, to an accuracy of 0.0007 in. It can measure parts, dies and molds weighing up to 40 tons. For maximum accuracy,the machine is housed in an environmentally isolated room where temperature is maintained within 2 deg.F of optimum. To isolate the CMM from vibration, it is mounted on a 100-ton concrete block supported on art cushions.According to Nordby, the CMM is used not only as a quality tool, but also as a process checking tool. “ As a tool goes through the shop, it is checked several times to validate the previous operation that was performed.” For example, after the initial surface of a mold is machined and before any finish work is done, it is run through the CMM for a complete data check to determine how close the surface is to the required geometry.The mold is checked with a very dense pattern based on flow lines of the part. Each mold is checked twice, once before benching and again after benching. Measurements taken from both halves of the mold are used to calculate theoretical stock thickness at full closure of the mold to verify its accuracy with the CAD design data.Sheet Metal Dies Are Different“Sheet metal is a different ballgame,” says Nordby, “because you have the issue of material springback and the way the metal forms in the die. What happens in the sheet metal is that you do the same kinds of things for the male punch as you would with SMC molds and you ensure that it is 100 percent to math data. But due to machined surface tolerance variations, the female half becomes the working side of the tool. And there is still a lot of development required after the tool goes into the press. The math generated surfaces apply primarily to the part surface of the tool.”EMS Tracks the Manufacturing ProcessTeledyne’s business operations also are computerized and carried over a network consisting of a V AX server and PC terminals. IMS (Effective Management Systems) software tracks orders, jobs in progress, location of arts, purchasing, receiving, and is now being upgraded to include accounting functions.Overall capabilities of the EMS system include bill-of-material planning and control, inventory management, standard costing, material history, master production scheduling, material requirements planning, customer order processing, booking and sales history, accounts receivable, labor history, shop floor control, scheduling, estimating, standard routings, capacity requirements planning, job costing, purchasing and receiving, requisitions, purchasing and receiving, requisitions, purchasing history and accounts payable.According to Frank Zugaro, Teledyne’s scheduling manager, the EMS software was chosen because of its capabilities in scheduling time and resources in a job shop environment. All information about a job is entered into inventory management to generate a structured bill of material. Then routes are attached to it and work orders are generated.The system provides daily updates of data by operator hour as well as a material log by shop order and word order. Since the database is interactive, tracking of materials received and their flow through the build procedure can be documented and cost data sent to accounting and purchasing.Gary Kral, Teledyne’s director of engineering, says that EMS is really a tracking device, and one of the systems greatest benefits is that it provides a documented record of everything involving a job and eliminates problems that could arise from verbal instructions and promises. Kral says that as the system is used more, they are finding that it pays to document more things to make it part of the permanent record. It helps keep them focused.模具制造科学传统的通过制造模具加工大型板材的方法已经被可以把实体的形状信息转换为切削路径的CAD/CAM所取代了。
冲压模具设计毕业外文翻译 中英文翻译 外文文献翻译

冲压模具设计毕业外文翻译中英文翻译外文文献翻译毕业设计(论文)外文资料翻译系部:专业:姓名:学号:外文出处: The Pofessional English of DesignManufacture for Dies & Moulds附件: 1.外文资料翻译译文,2.外文原文。
指导教师评语:签名:年月日附件1:外文资料翻译译文冲压模具设计对于汽车行业与电子行业,各种各样的板料零件都是有各种不同的成型工艺所生产出来的,这些均可以列入一般种类“板料成形”的范畴。
板料成形(也称为冲压或压力成形)经常在厂区面积非常大的公司中进行。
如果自己没有去这些大公司访问,没有站在巨大的机器旁,没有感受到地面的震颤,没有看巨大型的机器人的手臂吧零件从一个机器移动到另一个机器,那么厂区的范围与价值真是难以想象的。
当然,一盘录像带或一部电视专题片不能反映出汽车冲压流水线的宏大规模。
站在这样的流水线旁观看的另一个因素是观看大量的汽车板类零件被进行不同类型的板料成形加工。
落料是简单的剪切完成的,然后进行不同类型的加工,诸如:弯曲、拉深、拉延、切断、剪切等,每一种情况均要求特殊的、专门的模具。
而且还有大量后续的加工工艺,在每一种情况下,均可以通过诸如拉深、拉延与弯曲等工艺不同的成形方法得到所希望的得到的形状。
根据板料平面的各种各样的受应力状态的小板单元体所可以考虑到的变形情形描述三种成形,原理图1描述的是一个简单的从圆坯料拉深成一个圆柱水杯的成形过程。
图1 板料成形一个简单的水杯拉深是从凸缘型坯料考虑的,即通过模具上冲头的向下作用使材料被水平拉深。
一个凸缘板料上的单元体在半径方向上被限定,而板厚保持几乎不变。
板料成形的原理如图2所示。
拉延通常是用来描述在板料平面上的两个互相垂直的方向被拉长的板料的单元体的变形原理的术语。
拉延的一种特殊形式,可以在大多数成形加工中遇到,即平面张力拉延。
在这种情况下,一个板料的单元体仅在一个方向上进行拉延,在拉长的方向上宽度没有发生变化,但是在厚度上有明确的变化,即变薄。
注塑模具设计与制造外文文献翻译
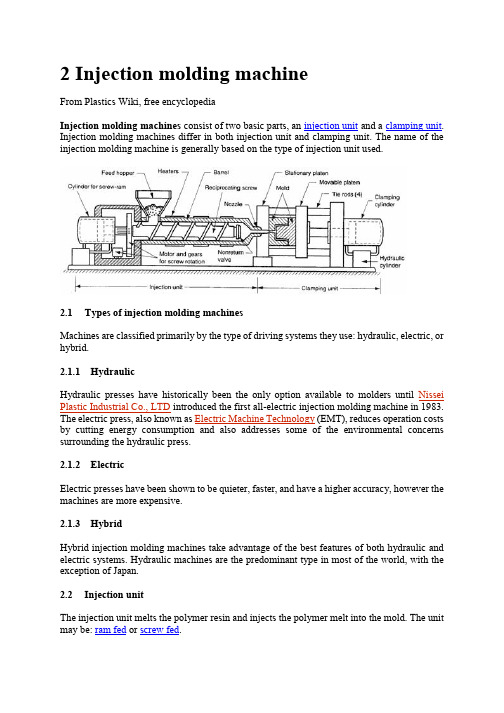
2 Injection molding machineFrom Plastics Wiki, free encyclopediaInjection molding machines consist of two basic parts, an injection unit and a clamping unit. Injection molding machines differ in both injection unit and clamping unit. The name of the injection molding machine is generally based on the type of injection unit used.2.1Types of injection molding machinesMachines are classified primarily by the type of driving systems they use: hydraulic, electric, or hybrid.2.1.1HydraulicHydraulic presses have historically been the only option available to molders until Nissei Plastic Industrial Co., LTD introduced the first all-electric injection molding machine in 1983. The electric press, also known as Electric Machine Technology (EMT), reduces operation costs by cutting energy consumption and also addresses some of the environmental concerns surrounding the hydraulic press.2.1.2ElectricElectric presses have been shown to be quieter, faster, and have a higher accuracy, however the machines are more expensive.2.1.3HybridHybrid injection molding machines take advantage of the best features of both hydraulic and electric systems. Hydraulic machines are the predominant type in most of the world, with the exception of Japan.2.2Injection unitThe injection unit melts the polymer resin and injects the polymer melt into the mold. The unit may be: ram fed or screw fed.The ram fed injection molding machine uses a hydraulically operated plunger to push the plastic through a heated region. The high viscosity melt is then spread into a thin layer by a "torpedo" to allow for better contact with the heated surfaces. The melt converges at a nozzle and is injected into the mold.Reciprocating screw A combination melting, softening, and injection unit in an injection molding machine. Another term for the injection screw. Reciprocating screws are capable of turning as they move back and forth.The reciprocating screw is used to compress, melt, and convey the material. The reciprocating screw consists of three zones (illustrated below):•feeding zone•compressing zone•metering zoneWhile the outside diameter of the screw remains constant, the depth of the flights on the reciprocating screw decreases from the feed zone to the beginning of the metering zone. These flights compress the material against the inside diameter of the barrel, which creates viscous (shear) heat. This shear heat is mainly responsible for melting the material. The heater bands outside the barrel help maintain the material in the molten state. Typically, a molding machine can have three or more heater bands or zones with different temperature settings.Injection molding reciprocating screw An extruder-type screw rotates within a cylinder, which is typically driven by a hydraulic drive mechanism. Plastic material is moved through the heated cylinder via the screw flights and the material becomes fluid. The injection nozzle is blocked by the previous shot, and this action causes the screw to pump itself backward through the cylinder. (During this step, material is plasticated and accumulated for the next shot.) When the mold clamp has locked, the injection phase takes place. At this time, the screw advances, acting as a ram. Simultaneously, the non-return valve closes off the escape passages in the screw and the screw serves as a solid plunger, moving the plastic ahead into the mold. When the injection stroke and holding cycle is completed, the screw is energized to return and the non-return valve opens, allowing plastic to flow forward from the cylinder again, thus repeating the cycle.2.2.1Feed hopperThe container holding a supply molding material to be fed to the screw. The hopper located over the barrel and the feed throat connects them.2.2.2Injection ramThe ram or screw that applies pressure on the molten plastic material to force it into the mold cavities.2.2.3Injection screwThe reciprocating-screw machine is the most common. This design uses the same barrel for melting and injection of plastic.The alternative unit involves the use of separate barrels for plasticizing and injecting the polymer. This type is called a screw-preplasticizer machine or two-stage machine. Plastic pellets are fed from a hopper into the first stage, which uses a screw to drive the polymer forward and melt it. This barrel feeds a second barrel, which uses a plunger to inject the melt into the mold. Older machines used one plunger-driven barrel to melt and inject the plastic. These machines are referred to as plunger-type injection molding machines.2.2.4BarrelBarrel is a major part that melts resins transmitted from hopper through screws and structured in a way that can heat up resins to the proper temperature. A band heater, which can control temper atures in five sections, is attached outside the barrel. Melted resins are supplied to the mold passing through barrel head, shot-off nozzle, and one-touch nozzle.2.2.5Injection cylinderHydraulic motor located inside bearing box, which is connected to injection cylinder load, rotates screw, and the melted resins are measures at the nose of screw. There are many types of injection cylinders that supply necessary power to inject resins according to the characteristics of resins and product types at appropriate speed and pressure. This model employs the double cylinder type. Injection cylinder is composed of cylinder body, piston, and piston load.2.3Clamping unitThe clamping unit holds the mold together, opens and closes it automatically, and ejects the finished part. The mechanism may be of several designs, either mechanical, hydraulic or hydromechanical.Toggle clamps - a type clamping unit include various designs. An actuator moves the crosshead forward, extending the toggle links to push the moving platen toward a closed position. At the beginning of the movement, mechanical advantage is low and speed is high; but near the end of the stroke, the reverse is true. Thus, toggle clamps provide both high speed and high force at different points in the cycle when they are desirable. They are actuated either by hydraulic cylinders or ball screws driven by electric motors. Toggle-clamp units seem most suited to relatively low-tonnage machines.Two clamping designs: (a) one possible toggle clamp design (1) open and (2) closed; and (b) hydraulic clamping (1) open and (2) closed. Tie rods used to guide movuing platens not shown.Hydraulic clamps are used on higher-tonnage injection molding machines, typically in the range 1300 to 8900 kN (150 to 1000 tons). These units are also more flexible than toggle clamps in terms of setting the tonnage at given positions during the stroke.Hydraulic Clamping System is using the direct hydraulic clamp of which the tolerance is still and below 1 %, of course, better than the toggle system. In addition, the Low Pressure Protection Device is higher than the toggle system for 10 times so that the protection for the precision and expensive mold is very good. The clamping force is focus on the central for evenly distribution that can make the adjustment of the mold flatness in automatically. Hydromechanical clamps -clamping units are designed for large tonnages, usually above 8900 kN (1000 tons); they operate by (1) using hydraulic cylinders to rapidly move the mold toward closing position, (2) locking the position by mechanical means, and (3) using high pressure hydraulic cylinders to finally close the mold and build tonnage.2.3.1Injection moldThere are two main types of injection molds: cold runner (two plate and three plate designs) and hot runner– the more common of the runnerless molds.2.3.2Injection platensSteel plates on a molding machine to which the mold is attached. Generally, two platens are used; one being stationary and the other moveable, actuated hydraulically to open and close the mold. It actually provide place to mount the mould. It contains threaded holes on which mould can be mounted using clamps.2.3.3Clamping cylinderA device that actuates the chuck through the aid of pneumatic or hydraulic energy.2.3.4Tie BarTie bars support clamping power, and 4 tie bars are located between the fixing platen and the support platen.3 Injection mouldFrom Wikipedia, the free encyclopediaMold A hollow form or cavity into which molten plastic is forced to give the shape of the required component. The term generally refers to the whole assembly of parts that make up the section of the molding equipment in which the parts are formed. Also called a tool or die. Moulds separate into at least two halves (called the core and the cavity) to permit the part to be extracted; in general the shape of a part must be such that it will not be locked into the mould. For example, sides of objects typically cannot be parallel with the direction of draw (the direction in which the core and cavity separate from each other). They are angled slightly; examination of most household objects made from plastic will show this aspect of design, known as draft. Parts that are "bucket-like" tend to shrink onto the core while cooling and, after the cavity is pulled away, are typically ejected using pins. Parts can be easily welded together after moulding to allow for a hollow part (like a water jug or doll's head) that couldn't physically be designed as one mould.More complex parts are formed using more complex moulds, which may require moveable sections, called slides, which are inserted into the mould to form particular features that cannot be formed using only a core and a cavity, but are then withdrawn to allow the part to be released. Some moulds even allow previously moulded parts to be re-inserted to allow a new plastic layer to form around the first part. This system can allow for production of fully tyred wheels.Traditionally, moulds have been very expensive to manufacture; therefore, they were usually only used in mass production where thousands of parts are being produced.Molds require: Engineering and design, special materials, machinery and highly skilled personnel to manufacture, assemble and test them.Cold-runner moldCold-runner mold Developed to provide for injection of thermoset material either directly into the cavity or through a small sub-runner and gate into the cavity. It may be compared to the hot-runner molds with the exception that the manifold section is cooled rather than heated to maintain softened but uncured material. The cavity and core plates are electrically heated to normal molding temperature and insulated from the cooler manifold section.3.1.1Types of Cold Runner MoldsThere are two major types of cold runner molds: two plate and three plate.3.1.2Two plate moldA two plate cold runner mold is the simplest type of mold. It is called a two plate mold because there is one parting plane, and the mold splits into two halves. The runner system must be located on this parting plane; thus the part can only be gated on its perimeter.3.1.3Three plate moldA three plate mold differs from a two plate in that it has two parting planes, and the mold splits into three sections every time the part is ejected. Since the mold has two parting planes, the runner system can be located on one, and the part on the other. Three plate molds are used because of their flexibility in gating location. A part can be gated virtually anywhere along its surface.3.1.4AdvantagesThe mold design is very simple, and much cheaper than a hot runner system. The mold requires less maintenance and less skill to set up and operate. Color changes are also very easy, since all of the plastic in the mold is ejected with each cycle.3.1.5DisadvantagesThe obvious disadvantage of this system is the waste plastic generated. The runners are either disposed of, or reground and reprocessed with the original material. This adds a step in the manufacturing process. Also, regrind will increase variation in the injection molding process, and could decrease the plastic's mechanical properties.3.1.6Hot runner moldHot-runner mold -injection mold in which the runners are kept hot and insulated from the chilled cavities. Plastic freezeoff occurs at gate of cavity; runners are in a separate plate so they are not, as is the case usually, ejected with the piece.Hot runner molds are two plate molds with a heated runner system inside one half of the mold.A hot runner system is divided into two parts: the manifold and the drops. The manifold has channels that convey the plastic on a single plane, parallel to the parting line, to a point abovethe cavity. The drops, situated perpendicular to the manifold, convey the plastic from the manifold to the part.3.1.7Types of Hot Runner MoldsThere are many variations of hot runner systems. Generally, hot runner systems are designated by how the plastic is heated. There are internally and externally heated drops and manifolds.3.1.8Externally heated hot runnersExternally heated hot runner channels have the lowest pressure drop of any runner system (because there is no heater obstructing flow and all the plastic is molten), and they are better for color changes none of the plastic in the runner system freezes. There are no places for material to hang up and degrade, so externally heated systems are good for thermally sensitive materials.3.1.9Internally heated hot runnersInternally heated runner systems require higher molding pressures, and color changes are very difficult. There are many places for material to hang up and degrade, so thermally sensitive materials should not be used. Internally heated drops offer better gate tip control. Internally heated systems also better separate runner heat from the mold because an insulating frozen layer is formed against the steel wall on the inside of the flow channels.3.1.10 insulated hot runnersA special type of hot runner system is an insulated runner. An insulated runner is not heated; the runner channels are extremely thick and stay molten during constant cycling. This system is very inexpensive, and offers the flexible gating advantages of other hot runners and the elimination of gates without the added cost of the manifold and drops of a heated hot runner system. Color changes are very easy. Unfortunately, these runner systems offer no control, and only commodity plastics like PP and PE can be used. If the mold stops cycling for some reason, the runner system will freeze and the mold has to be split to remove it. Insulated runners are usually used to make low tolerance parts like cups and frisbees.3.1.11 DisadvantagesHot-runner mold is much more expensive than a cold runner, it requires costly maintenance, and requires more skill to operate. Color changes with hot runner molds can be difficult, since it is virtually impossible to remove all of the plastic from an internal runner system.3.1.12 AdvantagesThey can completely eliminate runner scrap, so there are no runners to sort from the parts, and no runners to throw away or regrind and remix into the original material. Hot runners are popular in high production parts, especially with a lot of cavities.Advantages Hot Runner System Over a Cold Runner System include:•no runners to disconnect from the molded parts•no runners to remove or regrind, thus no need for process/ robotics to remove them•having no runners reduces the possibility of contamination•lower injection pressures•lower clamping pressure•consistent heat at processing temperature within the cavity•cooling time is actually shorter (as there is no need for thicker, longer-cycle runners)•shot size is reduced by runner weight•cleaner molding process (no regrinding necessary)•nozzle freeze and sprue sticking issues eliminated中文翻译注塑模具设计与制造2 注射机选自《维基百科》注射机由两个基本部分组成,注射装置和夹紧装置。
注塑模具毕业设计外文翻译

附录外文资料与中文翻译外文资料:China's mold industry and its development trend The mold is the manufacturing industry important craft foundation, in our country, the mold manufacture belongs to the special purpose equipment manufacturing industry. China although very already starts to make the mold and the use mold, but long-term has not formed the industry. Straight stabs 0 centuries 80's later periods, the Chinese mold industry only then drives into the development speedway. Recent years, not only the state-owned mold enterprise had the very big development, the three investments enterprise, the villages and towns (individual) the mold enterprise's development also quite rapid .Although the Chinese mold industrial development rapid, but compares with the demand, obviously falls short of demand, its main gap concentrates precisely to, large-scale,complex, the long life mold domain. As a result of in aspect and so on mold precision, life, manufacture cycle and productivity, China and the international average horizontal and the developed country still had a bigger disparity, therefore, needed massively to import the mold every year .The Chinese mold industry except must continue to sharpen the productivity, from now on will have emphatically to the profession internal structure adjustment and the state-of-art enhancement. The structure adjustment aspect, mainly is the enterprise structure to the specialized adjustment, the product structure to center the upscale mold development, to the import and export structure improvement, center the upscale automobile cover mold forming analysis and the structure improvement, the multi-purpose compound mold and the compound processing and the laser technology in the mold design manufacture application, the high-speed cutting, the superfinishing and polished the technology, the information direction develops .The recent years, the mold profession structure adjustment and the organizational reform step enlarges, mainly displayed in, large-scale, precise, complex, the long life, center the upscale mold and the mold standard letter development speed is higher than the common mold product; The plastic mold and the compression casting mold proportion increases; Specialized mold factory quantity and its productivity increase; "The three investments" and the private enterprise develops rapidly; The joint stock system transformation step speeds up and so on. Distributes from the area looked, take Zhujiang Delta and Yangtze River delta as central southeast coastal area development quickly to mid-west area, south development quickly to north. At present develops quickest, the mold produces the most centralized province is Guangdong and Zhejiang, places such as Jiangsu, Shanghai, Anhui and Shandong also has a bigger development in recent years .Although our country mold total quantity had at present achieved the suitable scale, the mold level also has the very big enhancement, after but design manufacture horizontal overall rise and fall industry developed country and so on Yu De, America, date, France, Italy many. The current existence question and the disparity mainly display in following several aspects:(1) The total quantity falls short of demandDomestic mold assembling oneself rate only ,about 70%. Low-grade mold , center upscale mold assembling oneself rate only has 50% about .(2) The enterprise organizational structure, the product structure, the technical structure and the import and export structure does not gather In our country mold production factory to be most is from the labor mold workshop which produces assembles oneself (branch factory), from produces assembles oneself the proportion to reach as high as about 60%, but the overseas mold ultra 70% is the commodity mold. The specialized mold factory mostly is "large and complete", "small and entire" organization form, but overseas mostly is "small but", "is specially small and fine". Domestic large-scale, precise, complex, the long life mold accounts for the total quantity proportion to be insufficient 30%, but overseas in 50% above 2004 years, ratio of the mold import and export is 3.7:1, the importand export balances the after net import volume to amount to 1.32 billion US dollars, is world mold net import quantity biggest country .(3) The mold product level greatly is lower than the international standardThe production cycle actually is higher than the international water broad product level low mainly to display in the mold precision, cavity aspect and so on surface roughness, life and structure .(4) Develops the ability badly, economic efficiency unsatisfactory.Our country mold enterprise technical personnel proportion low the level is lower, also does not take the product development, frequently is in the passive position in the market. Our country each mold staff average year creation output value approximately ,ten thousand US dollars, overseas mold industry developed country mostly 15 to 20 thousand US dollars, some reach as high as 25 to 30 thousand US dollars, relative is our country quite part of molds enterprises also continues to use the workshop type management with it, truly realizes the enterprise which the modernized enterprise manages fewTo create the above disparity the reason to be very many, the mold long-term has not obtained the value besides the history in as the product which should have, as well as the most state-owned enterprises mechanism cannot adapt the market economy, but also has the following several reasons: .(1) Country to mold industry policy support dynamics also insufficientlyAlthough the country already was clear about has promulgated the mold profession industrial policy, but necessary policy few, carried out dynamics to be weak. At present enjoyed the mold product increment duty enterprise nation 185, the majority enterprise still the tax burden is only overweight. The mold enterprise carries on the technological transformations introduction equipment to have to pay the considerable amount the tax money, affects the technology advancement, moreover privately operated enterprise loan extremely difficult .(2) Talented person serious insufficient, the scientific research development and the technical attack investment too urineMold profession is the technology, the fund, the work crowded industry, along with the time progress and the technical development, grasps the talented person which and skilled utilizes the new technology exceptionally short, the high-quality mold fitter and the enterprise management talent extremely is also anxious. Because the mold enterprise benefit unsatisfactory and takes insufficiently the scientific research development and the technical attack, the scientific research unit and the universities, colleges and institutes eye stares at is creating income, causes the mold profession invests too few in the scientific research development and the technical attack aspect, causes the mold technological development step not to be big, progresses not quick .(3) The craft equipment level to be low, also necessary is not good, the use factor lowrecent years our country engine bed profession progressed quickly, has been able to provide the quite complete precision work equipment, but compared with the overseas equipment, still had a bigger disparity. Although the domestic many enterprises have introduced many overseas advanced equipment, but the overall equipment level low are very more than the overseas many enterprises. As a result of aspect the and so on system and fund reason, introduces the equipment not not necessary, the equipment and the appendix not necessary phenomenon are extremely common, the equipment utilization rate low question cannot obtain the comparatively properly solution for a long time .(4) Specialization, standardization, commercialized degree low, the cooperation abilityBecause receives "large and complete" "small and entire" the influence since long ago, mold specialization level low, the specialized labor division is not careful, the commercialized degree is low. At present domestic every year produces mold, commodity mold minister 40% About, other for from produce uses for oneself. Between the mold enterprise cooperates impeded, completes the comparatively large-scale mold complete task with difficulty. Mold standardization level low, moldstandard letter use cave rare is low also to the mold quality, the cost has a more tremendous influence, specially has very tremendous influence .(5) To the mold manufacture cycle) the mold material and the mold correlation technology fallsThe mold material performance, the quality and the variety question often can affect the mold quality, the life and the cost, the domestically produced molding tool steel and overseas imports the steel products to compare has a bigger disparity. Plastic, plate, equipment energy balance, also direct influence mold level enhancement .At present, our country economy still was at the high speed development phase, on the international economical globalization development tendency is day by day obvious, this has provided the good condition and the opportunity for the our country mold industry high speed development. On the one hand, the domestic mold market will continue high speed to develop, on the other hand, the mold manufacture also gradually will shift as well as the transnational group to our country carries on the mold purchase trend to our country extremely to be also obvious. Therefore, will take a broad view the future, international, the domestic mold market overall development tendency prospect will favor, estimated the Chinese mold will obtain the high speed development under the good market environment, our country not only can become the mold great nation, moreover certainly gradually will make the powerful nation to the mold the ranks to make great strides forward. "15" period, the Chinese mold industry level not only has the very big enhancement in the quantity and the archery target aspect, moreover the profession structure, the product level, the development innovation ability, enterprise's system and the mechanism as well as the technology advancement aspect also can obtain a bigger development .The mold technology has gathered the machinery, the electron, chemistry, optics, the material, the computer, the precise monitor and the information network and so on many disciplines, is a comprehensive nature multi-disciplinary systems engineering. The mold technology development tendency mainly is the mold product to larger-scale, preciser, more complex and a more economical direction develops,the mold product technical content unceasingly enhances, the mold manufacture cycle unceasingly reduces, the mold production faces the information, is not having the chart, is fine, the automated direction develops, the mold enterprise to the technical integration, the equipment excellent, is producing approves the brand, the management information, the management internationalization direction develops. Our country mold profession still will have to enhance from now on the general character technology had :(1) To establish in the CAD/CAE platform the advanced mold design technology, enhances modernization which the mold designed, information, intellectualization, standardized level .(2) Establishes in the CAM/CAPP foundation the advanced mold processing technology and the advanced manufacture technology unifies, raises the automated level and the production efficiency which the mold processes .(3) The mold production enterprise's information management technology. For example PDM (product data management), ERP (enterprise resource management), MIS (mold manufacture management information system) and information network technology the and so on INTERMET platform application, the promotion and the development .(4) Are high speed, Gao Jing, the compound mold processing technology research and the application. For example the ultra fine ramming mold manufacture technology, the precise plastic and the compression casting mold manufacture technology and so on .(5) Enhances the mold production efficiency, reduces the cost and reduces the mold production cycle each kind of fast economical mold manufacture technology .(6) The advanced manufacture technology application. For example hot technology and so on flow channel technology, gas auxiliary technology, hypothesized technology, nanotechnology, rapid scanning technology, reversion project, parallel project in the mold research, the development, the processing process application .(7) The raw material the simulation technology which forms in the mold .(8) The advanced mold processing and the appropriation equipment research and the development .(9) The mold and the mold standard letter, the important auxiliary standardizedtechnology .(10) The mold and its the product examination technology.(11) High quality, the new mold material research and the development and itsthe correct application .(12) The mold production enterprise's modern management technology □Mold profession in "十15" period needs to solve the key essential technologyshould be the mold information, the digitized technology and precise, ultra fine,high speed, the highly effective manufacture technology aspect breakthrough Along with the national economy total quantity and the industry producttechnology unceasing development, all the various trades and occupations to the molddemand quantity more and more big, the specification more and more is also high.Although mold type many, but its development should be with emphasis both canmeet the massive needs, and has the comparatively high-tech content, specially atpresent domestic still could not be self-sufficient, needs the massive imports themold and can represent the development direction large-scale, precise, is complex,the long life mold. The mold standard letter type, the quantity, the level, theproduction a and so on have the significant influence to the entire mold professiondevelopment. Therefore, some important mold standard letters also must theprioritize, moreover its development speed should quickly to the mold developmentspeed, like this be able unceasingly to raise our country mold standardization level,thus improves the mold quality, reduces the mold production cycle, reduces the cost.Because our country mold product holds the bigger price superiority in theinternational market, therefore regarding the exportation prospect good moldproduct also should take key develops. According to the above required quantity big,the technical content is high, represents the development direction, the exportprospect good principle choice prioritize product, moreover chooses the product tohave at present to have the certain technology base, belongs has the condition, hasthe product which the possibility develops .According to "十15" the mold profession development plan, "十15" the period mold product development mainly has following several kind of the automobile cover mold(1)Ramming mold to occupyThe mold total quantity dish with emphasis above 40%. Automobile cover mold mainly for automobile necessary, also includes for the agriculture with the vehicle, the project machinery and the farm machinery necessary cover mold, it has the very big representation in the ramming mold, the mold mostly is large and middle scale, structure complex, the specification is high. For the passenger vehicle necessary cover mold, the request is in particular higher, may represent the ramming mold the level. This kind of mold our country had the certain technology base, already for middle-grade passenger vehicle necessary, but the level is not high, the ability is insufficient, at present satisfying rate only has one about the half. Center the upscale passenger vehicle cover mold main dependence import, has become the bottleneck which the automobile develops, enormous influence vehicle type development .(2)The precise ramming moldMulti- locations level was entering the mold and fine represents the ramming mold development direction, the precision request life request has been extremely high, mainly for the electronics industry, the automobile, the instrument measuring appliance, the electrical machinery electric appliance and so on formed a complete set. These two kind of molds, domestic had the suitable foundation, and has introduced the overseas technology and the equipment, the individual enterprise produces the product has achieved the world level, but the majority of enterprises still had a bigger disparity, the supply total quantity insufficient, the import were very many(3) The large-scale precise plastic moldPlastic mold accounts for the mold total quantity 10%, moreover this proportion also is rising. In the plastic mold necessary large-scale casts the mold for the automobile and the electrical appliances, necessary models for the integratedcircuit seals the mold, for the electronic information industry and the machinery and the packing necessary multilayer, the multi- cavities, the multi- material qualities, the multicolor precise note , and saves water the agricultural necessary plastic different molding for the new building materials to squeeze out the mold and the pipeline and the nozzle mold and so on, at present although had the suitable technology base and fast is developing, but the technical level and overseas still had a bigger disparity, the total quantity falls short of demand, Every year import amount reaches several hundred million US dollar.(4) The main mold standard to imitateeAt present domestically to have an greater output the mold standard letter mainly is the mold frame, the guidance, the throwout lever pushes the tube, the elastic part and so on. These products not only the domestic necessary massive need, the exportation prospect very is also good, should continue vigorously to develop. The nitrogen cylinder and the hot flow channel part main dependence import, should raise the level in the existing foundation, forms the standard and organization scale production.(5) The other high-tech content moldsOccupiesin the mold total quantity green 8% compression casting mold, large-scale thin wall precise compression casting technology content high, the difficulty is big. The magnesium alloy compression casting mold at present although just started, but the prospects for development were good, have the representation. The meridian rubber tire mold also is the development direction, detachable mold technology difficulty is biggest. With fast takes shape some fast pattern making technologies and the corresponding fast economical mold which the technology unifies has the very good prospects for development. These high-tech content molds in "十15" period also should the prioritize .中文翻译:我国模具工业现状及发展趋势模具是制造业的重要工艺基础,在我国,模具制造属于专用设备制造业。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Although our country mold total quantity had at present achieved the suitable scale, the mold level also has the very big enhancement, after but design manufacture horizontal overall rise and fall industry developed country and so on Yu De, America, date, France, Italy many. The current existence question and the disparity mainly display in following several aspects:
take Zhejiang Delta and Yangtze River delta as central southeast coastal area development quickly to mid-west area, south development quickly to north. At present develops quickest, the mold produces the most centralized province is Guangdong and Zhejiang, places such as Jiangsu, Shanghai, Anhui and Shandong also has a bigger development in recent years.
毕 业 设 计(论文) 外文文献翻译
文献、资料中文题目: 模具设计与制造 文献、 资料英文题目: The mold designing and manufacturing 文献、资料来源: 文献、资料发表(出版)日期: 院 (部): 专 业: 班 级: 姓 名: 学 号: 指导教师: 翻译日期: 2017.02.14
The level is lower, also does not take the product development, and is frequent in the passive position in the market. Our country each mold staff average year creation output value approximately, ten thousand US dollars, overseas mold industry developed country mostly 15 to10, 000 US dollars, some reach as high as 25 to10, 000 US dollars, relative is our country quite part of molds enterprises also continues to use the workshop type management with it, truly realizes the enterprise which the modernized enterprise manages few
(1) The total quantity falls short of demand Domestic mold assembling one rate only, about 70%. Low-grade mold, center upscale mold assembling oneself rate only has 50% about. (2) the enterprise organizational structure, the product structure, the technical structure and the import and export structure does not gather in our country mold production factory to be most is from the labor mold workshop which produces assembles oneself (branch factory), from produces assembles oneself the proportion to reach as high as about 60%, but the overseas mold ultra 70% is the commodity mold. The specialized mold factory mostly is "large and complete", "small and entire" organization form, but overseas mostly is "small but", "is specially small and fine". Domestic large-scale, precise, complex, the long life mold accounts for the total quantity proportion to be insufficient 30%, but overseas in 50% above 2004 years, ratio of the mold import and export is 3.7:1, the import and export balances the after net import volume to amount to 1.32 billion US dollars, is world mold net import quantity biggest country . (3) The mold product level greatly is lower than the international standard The production cycle actually is higher than the international water broad product level low mainly to display in the mold precision, cavity aspect and so on surface roughness, life and structure.adly, economic efficiency unsatisfactory our country mold enterprise technical personnel proportion low
The recent years, the mold profession structure adjustment and the organizational reform step enlarges, mainly displayed in, large-scale, precise, was complex, the long life, center the upscale mold and the mold standard letter development speed is higher than the common mold product; The plastic mold and the compression casting mold proportion increases; Specialized mold factory quantity and its productivity increase; "The three investments" and the private enterprise develops rapidly; The joint stock system transformation step speeds up and so on. Distributes from the area looked,
The mold designing and manufacturing
The mold is the manufacturing industry important craft foundation, in our country, the mold manufacture belongs to the special purpose equipment manufacturing industry. China although very already starts to make the mold and the use mold, but long-term has not formed the industry. Straight stabs 0 centuries 80's later periods, the Chinese mold industry only then drives into the development speedway. Recent years, not only the state-owned mold enterprise had the very big development, the three investments enterprise, the villages and towns (individual) the mold enterprise's development also rapid quietly.