CP控制计划检查表
控制计划检查表
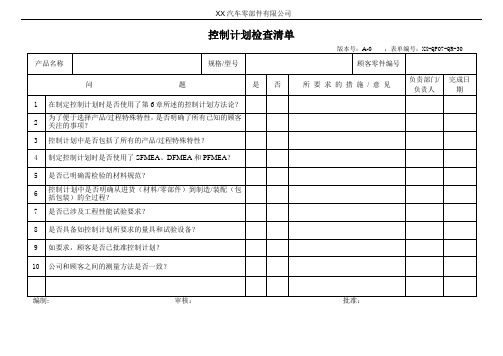
制定控制计划时是否使用了SFMEA、DFMEA和PFMEA?
5Hale Waihona Puke 是否已明确需检验的材料规范?
6
控制计划中是否明确从进货(材料/零部件)到制造/装配(包括包装)的全过程?
7
是否已涉及工程性能试验要求?
8
是否具备如控制计划所要求的量具和试验设备?
9
如要求,顾客是否已批准控制计划?
10
公司和顾客之间的测量方法是否一致?
编制:审核:批准:
控制计划检查清单
版本号:A-0;表单编号:XX-QP07-QR-30
产品名称
规格/型号
顾客零件编号
问题
是
否
所要求的措施/意见
负责部门/负责人
完成日期
1
在制定控制计划时是否使用了第6章所述的控制计划方法论?
2
为了便于选择产品/过程特殊特性,是否明确了所有已知的顾客关注的事项?
3
控制计划中是否包括了所有的产品/过程特殊特性?
理解及实施控制计划CP点检表大全
理解和实施控制计划点检表大全目录控制计划(CP) (1)第一节基本概念 (1)一、对控制计划的基本理解 (1)二、益处 (2)三、基本要素 (3)四、小组培训及能力要求 (5)第二节开发过程 (5)一、输入参考信息 (5)二、制作时考虑的问题 (6)三、开发的三个阶段 (6)四、制作步骤 (7)五、不同类型控制计划要求 (7)第三节管理及确认过程 (9)一、合格控制计划要求 (9)二、完成后的检查表 (9)三、跟新及维护时机 (10)控制计划(CP)第一节基本概念一、对控制计划的基本理解定义/说明/要求/目的:主要控制特性(KCC)是指:一些过程参数,其变差必须控制在一个目标值附近,以保证重要的特性值维持在其目标值上。
控制计划的目的是在产品形成过程中能够依据既定的要求制造出合格的产品,控制计划通过为总体设计、选择和实施增值性控制方法以提供结构性的途径来达到这个目的。
检查表:二、益处定义/说明/要求/目的:制定并实施控制计划,可以带来多方面的益处。
控制计划的目的是协助按照顾客的要求制造出优质产品。
控制计划必须采用以顾客满意为基础的过程方法。
检查表:三、基本要素定义/说明/要求/目的:工具是指:为过程设备中专门用于制造一个部件或分总成的那一部分。
工具(或工装)用于过程设备中把原材料加工成零件或总成。
制定并实施控制计划,必须包含一些必要的要素只有在包含相同信息下,才可以使用替代的格式。
检查表:四、小组培训及能力要求定义/说明/要求/目的:为制定好控制计划,小组成员必须掌握必要的知识和技能。
检查表:第二节开发过程一、输入参考信息定义/说明/要求/目的:CP必须是多功能小组负责制定,通过可利用的信息来制定控制计划。
为了达到对控制计划所涉及的过程更好的了解,多方论证小组必须利用可用的信息来制定控制计划。
检查表:二、制作时考虑的问题定义/说明/要求/目的:在制作控制计划之前,必须考虑并明确一些必要的问题。
所有问题均应该有明确的结果。
质量控制计划CP

第页共 页 日期(编制) 日期(修订)
核心小组
顾客工程批准/日期(如需要)
供方/工厂批准/日期
顾客质量批准/日期(如需要)
其他批准/日期(如需要)
其他批准/日期(如需要)
特性
特
方法
反应
产品 过程
殊 特
性
产品/过程 规范/公差
填入按采分类 购机构
评价/ 测量技 术
取样 容量 频率
控 制 方 法
计划
要求的识别号(
容量
频率
制 方
法
反应 计划
系统、子系统或部件制造的所有步
骤都在过程流程图中描述。识别流 程图中最能描述所述活动的过程/ 操作名称。
第六章、控制计划
控 样件 试生产 生产
制 控制计划编号
控制计划 主要联系人/电话
第页共 页 日期(编制) 日期(修订)
计 划 表 说 明
零件号/最新更改水平
零件名称/描述
其他批准/日期(如需要)
其他批准/日期(如需要)
特性
特
产品 过程
殊 特
性
分
类
方法
产品/过程 评价/
取样
控
规范/公差
测量技 术
容量
频率
制 方
法
反应 计划
第六章、控制计划
控 制 计 划 表 说 明
样件 试生产 控制计划编号
生产
零件号/最新更改水平
零件名称/描述
供方/工厂
供方代号
零件/ 过程名 生产
过程 编号
生产
零件号/最新更改水平
零件名称/描述
供方/工厂
供方代号
零件/ 过程名 生产
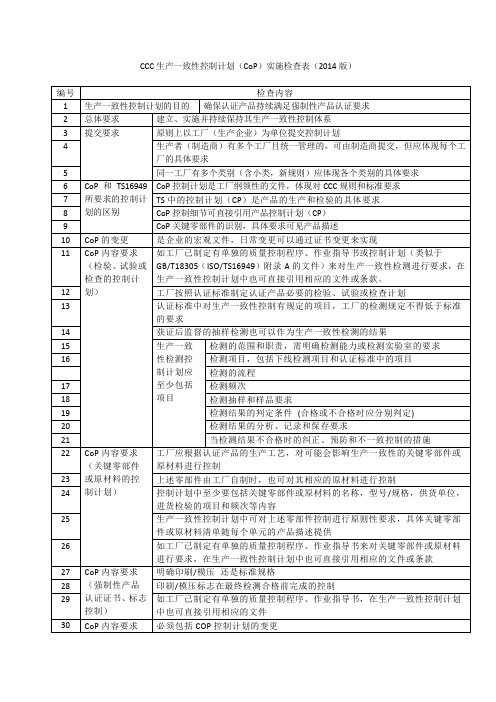
CCC生产一致性控制计划(CoP)实施检查表(2014版)
92
本年度工厂与认证产品生产有关的生产设备、设施有无发生变化
93
工厂制定的生产一致性控制计划以及相关工艺/作业文件对认证产品的过程检验要求有无发生变化
104
其它变更情况
本年度工厂一些关键过程控制方式的变更、人员和设备的变更、生产不一致追溯和处理措施等情况是否发生了变更(按规则要求,这些变更可不向认证机构提出变更申请,但须在年度执行报告中给予适当说明);如发生变更,应说明变更的内容以及由于变更给产品特性带来的影响。
105
产品出现不一致时的恢复、追溯及处理措施
32
如工厂已制定有单独的质量控制程序、作业指导书,在生产一致性控制计划中也可直接引用相应的文件
33
CoP内容要求(出现生产不一致时的纠正、预防或召回措施)
COP检测不合格,特别是标准有要求的项目需通知认证机构
34
整车召回有涉及的控制
35
如工厂已制定有单独的质量控制程序、作业指导书,在生产一致性控制计划中也可直接引用相应的文件
109
外部的质量信息
本年度外部(客户、整车厂、新闻媒体等)对工厂的产品质量、产品不一致的投诉以及工厂如何处理的情况
110
本年度工厂接受国家或地方质检部门、认证机构对产品质量进行抽查的情况(抽查产品名称、规格型号、检验/检查内容、检验/检查结果、检验/检查日期),特别是当产品质量抽查不合格、产品出现不一致时,工厂采取措施的情况(可结合上页说明)
94
当生产过程中产品存在不合格时,工厂是否按相关文件(不合格品控制程序等),对不合格品进行了标识以及处置的情况及记录保存情况
控制计划(CP)模板及例子
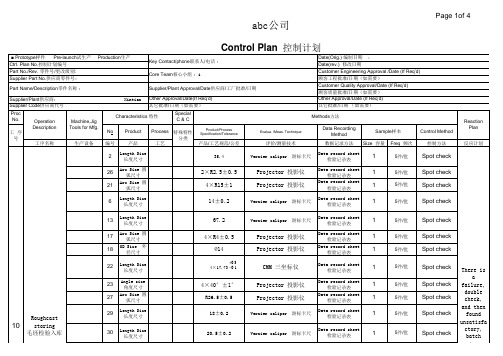
1 1 1 1
5件/批
Spot check Spot check Spot check Spot check
34
2×R16±0.5 25±0.5
5件/批 5件/批
35
36
26.2±0.5
5件/批
37
2×40°±2°
1 1
5件/批
Spot check Spot check
有无气孔、塌边
5件/批
Page 3of 4
Product/Process Specification/Tolerance Evalua. /Meas. Technique
Date(Orig.) 编制日期 : Date(rev.) 修改日期 Customer Engineering Approval /Date (If Req’d) 顾客工程批准/日期(如需要) Customer Quality Approval/Date (If Req’d) 顾客质量批准/日期(如需要) Other Approval/Date (If Req’d) 其它批准/日期 (如需要) Methods方法 Data Recording Method 数据记录方法 Data record sheet 检验记录表 Sample样本 Size 容量 Freq 频次 5件/批 Control Method 控制方法 Reaction Plan 反应计划
Process 特殊特性 分类 工艺
产品/工艺规范/公差 35.4
评价/测量技术 Vernier caliper 游标卡尺
2 26 21 6
1 1 1 1 1 1 1 1 1 1 1 1
Spot check Spot check Spot check Spot check Spot check Spot check Spot check Spot check Spot check Spot check Spot check Spot check There is a failure, double check, and then found unsatisfa ctory, batch returns
控制计划CP
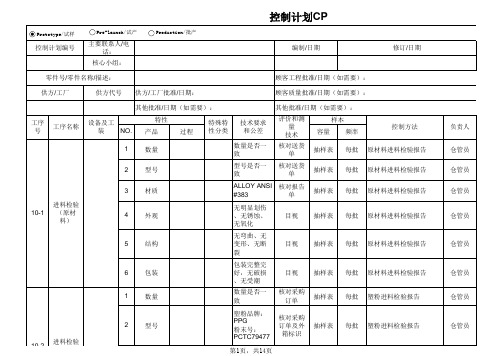
NO.产品过程容量频率1数量数量是否一致核对送货单抽样表每批原材料进料检验报告仓管员2型号型号是否一致核对送货单抽样表每批原材料进料检验报告仓管员3材质ALLOY ANSI#383核对报告单抽样表每批原材料进料检验报告仓管员4外观无明显划伤、无锈蚀、无氧化目视抽样表每批原材料进料检验报告仓管员5结构无弯曲、无变形、无断裂目视抽样表每批原材料进料检验报告仓管员6包装包装完整完好,无破损、无受潮目视抽样表每批原材料进料检验报告仓管员1数量数量是否一致核对采购订单抽样表每批塑粉进料检验报告仓管员2型号塑粉品牌:PPG粉末号:PCTC79477核对采购订单及外箱标识抽样表每批塑粉进料检验报告仓管员控制计划编号主要联系人/电话:编制/日期修订/日期核心小组:零件号/零件名称/描述:顾客工程批准/日期(如需要):供方/工厂供方代号供方/工厂批准/日期:顾客质量批准/日期(如需要):其他批准/日期(如需要):其他批准/日期(如需要):工序号工序名称设备及工装样本特殊特性分类特性负责人10-1进料检验(原材料)进料检验控制方法技术要求和公差评价和测量技术NO.产品过程容量频率控制计划编号主要联系人/电话:编制/日期修订/日期核心小组:零件号/零件名称/描述:顾客工程批准/日期(如需要):供方/工厂供方代号供方/工厂批准/日期:顾客质量批准/日期(如需要):其他批准/日期(如需要):其他批准/日期(如需要):工序号工序名称设备及工装样本特殊特性分类特性负责人控制方法技术要求和公差评价和测量技术无结块、无10-2进料检验(塑粉)NO.产品过程容量频率控制计划编号主要联系人/电话:编制/日期修订/日期核心小组:零件号/零件名称/描述:顾客工程批准/日期(如需要):供方/工厂供方代号供方/工厂批准/日期:顾客质量批准/日期(如需要):其他批准/日期(如需要):其他批准/日期(如需要):工序号工序名称设备及工装样本特殊特性分类特性负责人控制方法技术要求和公差评价和测量技术脱脂剂 / 乳NO.产品过程容量频率控制计划编号主要联系人/电话:编制/日期修订/日期核心小组:零件号/零件名称/描述:顾客工程批准/日期(如需要):供方/工厂供方代号供方/工厂批准/日期:顾客质量批准/日期(如需要):其他批准/日期(如需要):其他批准/日期(如需要):工序号工序名称设备及工装样本特殊特性分类特性负责人控制方法技术要求和公差评价和测量技术100水洗水洗槽首末检班组长前处理工艺点检记录表100%控制计划编号主要联系人/电话:编制/日期修订/日期核心小组:零件号/零件名称/描述:顾客工程批准/日期(如需要):供方/工厂供方代号供方/工厂批准/日期:顾客质量批准/日期(如需要):其他批准/日期(如需要):其他批准/日期(如需要):工序号工序名称设备及工装样本特殊特性分类特性负责人控制方法技术要求和公差评价和测量技术NO.产品过程容量频率NO.产品过程容量频率控制计划编号主要联系人/电话:编制/日期修订/日期核心小组:零件号/零件名称/描述:顾客工程批准/日期(如需要):供方/工厂供方代号供方/工厂批准/日期:顾客质量批准/日期(如需要):其他批准/日期(如需要):其他批准/日期(如需要):工序号工序名称设备及工装样本特殊特性分类特性负责人控制方法技术要求和公差评价和测量技术表面无脏污控制计划编号主要联系人/电话:编制/日期修订/日期核心小组:零件号/零件名称/描述:顾客工程批准/日期(如需要):供方/工厂供方代号供方/工厂批准/日期:顾客质量批准/日期(如需要):其他批准/日期(如需要):其他批准/日期(如需要):工序号工序名称设备及工装样本特殊特性分类特性负责人控制方法技术要求和公差评价和测量技术NO.产品过程容量频率/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):。
控制计划检查表
顾客零件编号 所要求的意见/措施
Байду номын сангаас
负责人
完成日期
是否已明确要求检验的材料规范? 5
控制计划是否涉及从进货(材料/零部件),加工/装配直至全 6 过程?
是否已明确工程性能试验要求? 7
是否具备控制计划所要求的量具和试验装置? 8
如要求,顾客是否已批准控制计划? 9
供方和顾客之间的测量方法是否一致? 10
制造过程的监视和测量是否能被有效实施? 11
编号:
******有限公司
制订部门: 技术部 产 品 名称
控制计划检查表
规格型号
问题
是
否
在制定控制计划时是否使用了控制计划方法? 1
为了便于选择特殊产品/过程特性,是否已明确了所有已知的 2 顾客关注事项?
是否将所有特殊性产品/过程特性纳入控制计划内? 3
制定控制计划时是否使用了SFMEA、DFMEA和PFMEA? 4
控制计划CP
Control Plan ( C P )
上海奥邦科技发展有限公司
一、控制计划(CP)概要介绍(1/10)
1、控制计划(CP)的概念: 指 Control Plan (控制计划)的英文简称。 C ( Control ) 控制 P ( Plan ) 计划 2、控制计划(CP)的定义: 提供过程监视和控制方法,用于对特性的控制,是对 控制产品所要求的体系和过程的系统的文件化的描述。
3)
零件编号,最新更改等级
填入被控制的系统、子系统或部件编号, 如适用时,填入源于图样规范的最近工程 更改等级和/或发布日期。
4)
零件名称/描述
填入被控制产品/过程的名称和描述。
5)
组织/工厂
填入制定控制计划的公司和适当的 分公司/工厂/部门的名称。
6)
组织代码
填入按采购机构要求的识别号 (Duns.Z-code.GSDB…)。
三控制计划cp的补充说明一55零件过程名称操作描述机器装置夹具工装特殊特性分类反应计划产品过程产品过程规范公差评价测量技术控制方法容量频率注塑成型机器编号1518外观无伤痕目测100连续100检查通知班每批首件检查检查表调整再检查每批机器编号1519安装孔位置10夹具首件检查检查表调整再检查安装孔内径251mm卡尺连续5每小时xr控制图隔离并调整机器编号1520尺寸间隙05mm10夹具首件检查检查表调整并再检查10夹具21周边配合间隙305mm检查与10夹具4个定位的差距千分尺连续5每小时xr控制图隔离并调整机器编号1522成型机的设定见附件设定卡复查设定卡并进行机器设设定首件检查检查员验证安装调调整并重新设置机器qr711201a0562装备
■ 特殊特性;
控制计划标准表格模板CP
退回供應商 reject to supplier 退回供應商 reject to supplier 退回供應商 reject to supplier 退回供應商 reject to supplier
合模高度 die height 1
1 1片 1pc 1片 1pc 1片 1pc 1片 1pc 1片 1pc 1片 1pc 1片 1pc 1片 1pc
特性 Characteristics 產品 Product 過程 Process
入庫 move to storage
樣本 Sample 容量Size
1 1 3點/卷 3points/coil 1
頻率Freq.
每批 per lot 每批 per lot 2卷/每批 2coils/lot 每批 per lot
7.5± 0.3
零件表面無壓傷、變形、生銹 、較大毛刺 no dent,distortion,rust and burr
日期(編制) Date(Orig.) 2009.09.07
日期(修訂) Date(Rev.)
零件號/最新更改水準 Part Number/Latest Change Level 零件名稱/描述 Part Name/Description 供方/ 廠 Supplier / Plant 零件/ 過程編號 Part/ Process Number
30 40 50 60-1
進原材料倉 Move to the raw material warehouse 存放 Storage 移至生產線 Move to the production line 衝壓生產 Stamping P300T 外圓 diameter O.D. 孔徑 diameter I.D.
控制计划编制指导书(含CP标准表格)
XXXXXXXX 有限公司控制计划编制指导书文件编号:版本:编制:审核:批准:XXXXX有限公司发布控制计划编制指导书1.目的针对产品制造过程,通过对其控制特性的过程监视和控制方法来最大限度地减少过程和产品变差;并随着测量系统和控制方法的评价和改进对其进行修订,使控制计划在整个产品制造过程中得到保持和使用,确保按顾客的要求制造出高质量的产品。
2.范围适用于公司内所有产品的质量控制策划。
3.定义3.1 样件控制计划在样件试制过程中,对将要涉及的产品尺寸测量、材料和性能/功能试验做出描述。
如顾客有要求时,APQP小组应编制样件控制计划;样件控制计划中的内容必须包括产品的全尺寸检验和功能/性能试验(破坏性试验除外),且必须100%的检查。
样件试制数量一般为2—5件。
3.2 试生产控制计划:在样件试制之后,大批量生产之前,对产品/过程特性所涉及尺寸测量、材料和性能/功能试验、过程控制、检验和试验的测量系统等做出描述。
试生产控制计划中的内容必须包括产品的尺寸检验和功能/性能试验(破坏性试验除外),试生产试作的数量一般为300—400件之间,除非顾客另有书面规定。
3.3 量产控制计划:在批量生产过程中,对产品/过程特性所涉及尺寸测量、材料和性能/功能试验、过程控制、检验和试验的测量系统做出书面描述。
量产控制计划中的内容必须包括产品尺寸检验和功能/性能试验(破坏性试验除外)、产品最终审核,且其检查的频率和容量可以以抽样的方式进行(生产控制计划中的全尺寸检验和功能/性能试验的检查频率和容量一般为每种产品每年至少一次和一件)。
4.职责和权限4.1 APQP小组负责制定样品、试生产和量产控制计划;4.2 APQP小组负责管理样品、试生产和量产控制计划。
5.程序5.1控制计划制定的时机5.1.1在样件试制之前,制定《样件试制控制计划》;5.1.2在试生产(小批量)生产之前,制定《试生产控制计划》;5.1.3在试生产结束后,批量生产前,APQP小组根据试生产的实际情况和生产经验,对试生产控制计划进行修订和扩展,形成量产控制计划。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品名称
规格型号客户零件号是否责任部门/责任人完成日期编制:审核:批准:9、(如要求)客户是否已批准控制计划?
4、制定控制计划时是否使用了SFMEA 、DFMEA和PFMEA?
所要求的意见/措施3、控制计划中是否包括了所有的产品/过程特殊特性?
10、公司和客户之间的测量方法是否一致?
5、是否已明确了需要检验的材料的规范?
6、控制计划中是否明确从进货(材料/零部件)到制造/装配(包括包装)的全过程?
7、是否已涉及工程性能试验要求?
8、是否具备控制计划所要求的量具和试验设备?
1、在制定控制计划时是否使用了第6章所述的控制计划方法论?
问 题
CP控制计划检查表
2、为了便于选择产品/过程特殊特性,是否明确了所有已知的客户关注的事项?。