FANUC_0i_信号表(1)-G指令-F指令
功能指令说明(FANUC 0i-PMC)
张俊基笔记(功能指令说明)FANUC oi系统——PMC-功能指令编号缩写注释SUB1END1第一级顺序程序结束SUB2END2第二级顺序程序结束SUB3TMR可变定时器,其设定的时间在屏幕的定时器画面中显示和设定ACT=启动信号SUB4DEC译码,当从译码地址读取的BCD码与译码指令中的给定值对比,一致输出“1”,不同输出“0”。
主要用于M或T功能的译码SUB5CTR计数器,可作预置型,环型,加/减计数器,并可选择1或0作为初始值CN0=初始值选择UPDOWN=加/减计数选择RST=复位SUB6ROT旋转控制,用于回转控制,如刀架,旋转工作台等RN0=转台的起始号1或0BYT=位置数据的位数DIR=是否执行旋转方向短路径选择POS=选择操作条件INC=选择位置数或步数SUB7COD代码转换,将BCD代码转换为两位或四位BCD数字SUB8MOVE逻辑乘数数据传送,将逻辑乘数与输入数据进行进行逻辑乘,结果输出到指定地址。
也可从输入地址中,八位信号中,排除不要的位数SUB9COM公共线控制,控制直到公共结束指令(COME)范围内的线圈工作SUB10JMP跳转,用梯形图程序的转移。
当执行时,跳至跳转结束指令(JMPE)而不执行与JMP指令之间的梯形图SUB11PARI奇偶校验,对数据进行奇偶校验,检测到异常时输出报警O.E=0时,偶数校验;O.E=1时,奇数校验SUB14DCNV数据转换,将二进制码转换为BCD码或将BCD码转换为二进制码CNV=0时,二进制码转换为BCD码;NCV=1时,BCD码转换为二进制码SUB15COMP数值大小判别,将输入值与比较值进行比较来判别大小。
输入值小于等于比较值,则输出为1BYT=0时,处理数据为两位BCD;BYT=1时,四位BCDSUB16COIN一致性检测,检测输入值与比较值是否一致。
此指令只适用于BCD数据SUB17DSCH数据检索,在数据表(D)中搜索指定的数据,如未找到指定数据,则输出为1 SUB18XMOV变址数据传送,读取或改写数据表(D)中的内容RW=0时,读出;RW=1时,写入SUB19ADD加法运算,BCD码两位或四位数据相加;运算结果超过加数指定格式,输出置1SUB20SUB减法运算,BCD码两位或四位数据相减;运算结果为负,输出置1SUB21MUL乘法运算,BCD码两位或四位数据相乘;运算结果超过加数指定的格式,输出置1SUB22DIV除法运算,BCD码两位或四位数据相除除数为0,输出置1SUB23NUME定义常数,用于指定常数SUB24TMRB固定定时器,设定时间在编程时确定,不能通过定时器画面修改SUB25DECB二进制译码,可对1,2或4个字节的二进制代码数据译码。
FANUC 0i Mate数控机床指令

FANUC 0i Mate数控机床指令:1.主轴功能(S功能):主轴转速功能表示机床主轴的转速大小,用地址S和其后的数字组成。
(1)、恒线速取消(G97):G97 S_ 其中S的单位为r/min.(2)、恒线速控制(G96):G96 S_ 其中S的单位为m/min.(3)、主轴最高转速控制(G50):G50 S_2、进给功能(F功能):进给功能表示刀具中心运动时的进给速度,刀具的切削进给速度由F和其后面的数值决定。
数字的单位取决于数控系统所采用的进给速度的制定方法。
(1)、每转进给量(G99):G99 F_(2)、每分钟进给量(G98):G98 F_3、准备功能(G功能):(1)、快速点位运动指令G00:G00 X(U)_Z(W)_,其速度无法控制。
(2)、直线插补指令G01:G01 X(U)_Z(W)_F_.F指令由G00指令消取。
若在G01之前无F指令,G01也无F指令,则机床不动。
一般情况下,G01程序段须含F指令。
(3)、圆弧插补指令G02/G03:G02/G03 X(U)_Z(W)_R_F_,G02/G03 I_K_F_,G02顺时针圆弧插补,G03逆时针圆弧插补。
I,K为圆弧中心相对圆弧起点的增量坐标,I为半径值。
(4)、刀尖圆弧自动补偿指令G41/G42 G40:只能和G00,G01混合。
调用新的刀具前,必须取消刀补。
(5)、外圆/内径粗切固定循环指令G71:G71 U(Δd)R(e)G71 P(ns)Q(nf)U(Δu)W(Δw)F(f)S(s)T(t);说明:Δd:背吃刀量,半径值;e:退刀量,值径值;ns:精加工轮廓程序段开始程序段的段号;nf:精加工轮廓程序段结束程序段的段号;Δu为X轴方向的精加工余量,直径值;Δw为Z轴方向的精加工余量;f、s、t为F、S、T代码。
(6)、端面粗车固定循环指令G72:切削进程平行与X轴,其余与G71相同。
(7)、封闭切削固定循环指令G73:该指令适用与毛坯轮廓形状与零件轮廓形状基本相同的粗车加工。
FANUC_信号地址表
FANUC 信号地址表FANUC 信号地址表是用于描述 FANUC 控制器中各个信号的地址及其所代表的含义的文档。
在 FANUC 控制器中,信号地址是用于与外部设备进行通信和控制的标识符。
了解和熟悉信号地址表可以帮助用户更好地了解和操作 FANUC 控制器。
本文档将介绍 FANUC 信号地址表的基本结构和常用信号地址的含义,以供使用者参考和使用。
1. 信号地址表的结构FANUC 信号地址表通常按照功能和类型进行分类,以方便查找和使用。
以下是一个典型的 FANUC 信号地址表的结构示例:1.1 通用输入信号地址信号地址含义I0输入信号 0I1输入信号 1……I100输入信号 1001.2 通用输出信号地址信号地址含义O0输出信号 0O1输出信号 1……O100输出信号 1001.3 特殊输入信号地址信号地址含义SI0特殊输入信号 0 SI1特殊输入信号 1……SI100特殊输入信号 1001.4 特殊输出信号地址信号地址含义SO0特殊输出信号 0 SO1特殊输出信号 1……SO100特殊输出信号 1001.5 字符串地址信号地址含义R0字符串地址 0R1字符串地址 1……R100字符串地址 100注:以上仅为示例,实际的信号地址表内容可能因机型和配置而有所不同。
2. 常用信号地址和含义下面将介绍一些常用的 FANUC 信号地址及其对应的含义,供使用者参考和使用。
2.1 通用输入信号地址•I0: 急停按钮信号•I1: 启动按钮信号•I2: 停止按钮信号•I3: 循环开始按钮信号•I4: 暂停按钮信号•I5: 模具插入检测信号2.2 通用输出信号地址•O0: 机床运行指示灯•O1: 机床停止指示灯•O2: 刀具自动换刀指示灯•O3: 加工结束指示灯2.3 特殊输入信号地址•SI0: 主轴负载过载检测信号•SI1: 冷却液液位报警信号•SI2: 安全门状态检测信号•SI3: 机床震动检测信号2.4 特殊输出信号地址•SO0: 排液泵控制信号•SO1: 加工液循环泵控制信号•SO2: 冷却液循环泵控制信号•SO3: 升降平台控制信号2.5 字符串地址•R0: 机床加工进度字符•R1: 刀具1剩余使用寿命字符•R2: 刀具2剩余使用寿命字符•R3: 刀具3剩余使用寿命字符以上仅为常用信号地址和含义的部分示例,具体的信号地址和含义请参考实际的 FANUC 信号地址表。
FANUC 0i 系统 G指令和M指令

例如:G73 U(△i)W(△k) R(△d);
G73 P(ns)Q (nf) U (△u) W(△w)F(f)S(s)T (t);
△i:X轴上的总退刀量(实质为总切削深量),其值为X方向上的最大总切深量(半径值)。
△k:Z轴上的总退刀量(实质为总切削深量),其值为Z方向上的最大总切深量。
X、Z分别为圆柱面切削的终点绝对坐标值;
U、W为圆柱面切削的终点相对于循环起点的增量坐标值。
R:为锥度部分X轴的长度,即圆锥起始点于终点的半径差。R=0表示圆柱面,可省略。
F:为设定进给速度。
G91
和G90唯一的区别是G91为相对坐标,其余相同。
G92
单一固定螺纹切削循环,(可以完成圆柱螺纹和圆锥螺纹的切削循环)。
M08
冷却液开启。
M09
冷却液关闭。
M10
夹紧(卧式加工中心第四轴)。
M11
松开(卧式加工中心第四轴)。
M15
正方向快速移动。
M16
反方向快速移动。
M19
主轴定位。
M30
程序停止。
M98
调用子程序。
M99
子程序结束。
R、F同上。
G75
复合外径切槽(切断)循环指令。
指令格式:G75R(e);
G75X(u)Z(w)P(△i) Q(△k)F(f);
e:退刀量。
X/Z:槽的坐标。
△i:X向每次循环切削量,该值不能用小数点方式表示。
f:进给量。
G76(车床)
复合形螺纹切削循环。
指令格式:G76 P(m) (r) (a) Q (△dmin) R(d);
G56
工件坐标系选择3/第三个设置零点偏置。
FANUC 0i系统的输入输出信号控制有两种形式
FANUC 0i系统的输入输出信号控制有两种形式FANUC 0i系统的输入/输出信号控制有两种形式,一种是来自系统内装I/O卡的输入/输出信号,其地址是固定的;另一种是来自外装I/O卡(I/O Link)的输入/输出信号,其地址是有数控厂家在编制顺序程序时设定的,连同顺序程序存储到系统的FROM中,写入FROM中的地址是不能更改的。
如果内装I/O卡控制信号与I/O Link控制信号同时作用,内装I/O卡信号有效。
FANUC 0iA系统的PMC多采用SA3型。
1、机床到PMC的输入信号地址(MT?PMC)如果采用I/O Link时机床到PMC的输入信号的地址号为X0~X127;如果采用内装I/O卡时FANUC 0iA系统的信号输入地址为X1000~X1011(96点输入)。
有些输入信号不需要通过PMC而直接由CNC监控。
这些信号的输入地址是固定的,CNC运行时直接引用这些地址信号。
FANUC 0i系统的固定输入地址及信号功能见表4-4。
2、 PMC到机床的输出信号地址(PMC?MT)如果采用I/O Link时PMC到机床的输出信号地址号为Y0~Y127,如果采用内装I/O卡时FANUC 0iA系统的输出信号地址为Y1000~Y1008(72点输出)。
3、 PMC到CNC的信号地址(PMC?CNC)PMC到CNC的信号的地址号为G0~G255这些信号的功能是固定的,用户通过程序(梯形图)实现CNC各种功能的控制。
如系统急停控制信号为G8.4启动信号为G7.2暂停信号为G8.5、空运转信号为G46.7、外部复位信号为G8.7、程序保钥匙信号为G46.3~G46.6、CNC系统状态信号为G43.0、G43.1、G43.2 G43.5、G43.7等。
4、 CNC到PMC的信号地址(CNC?PMC)CNC到PMC的信号的地址号为F0~F255,些信号的功能也是固定的,用户通过顺序程序(梯形图)确定CNC系统的状态。
数控车床技能鉴定培训单元3FANUC0i系统数控车床的常用编程代码

图3-2螺纹切削
例3-1:如图3-4所示,切削螺纹编程,螺纹导程为2mm,单线 螺纹。
O0031; T0303; M03 S200; G00 X32 Z5;定义A点 G00 X29.1;下刀到第一次切深 G32 Z-53 F2;切削螺纹 G00 X32;退刀 Z5;退刀 X28.4;下刀到第二次切深 ……;切削螺纹、退刀同第一刀 G00 X150 Z150; M05; M30;
图3-11 圆柱面切削循环应用
例3-4:如图3-12所示,运用锥面切削循环指令编程。
O0034; T0101; G98 G90 X40 Z20 R-5.5 F30; 快进至循环起点
X30; X20; G00 X100 Z160 M05; M30;
图3-12 圆锥面切削循环应用
3.4.1单一固定循环指令 2、端面切削循环指令G94
O0036; T0202; M03 S600; G98 G00 X70 Z40; G94 X20 Z34 R-5 F30;AB-C-D-A
Z30;A-E-F-D-A G00 X100 Z160 M05; M30;
图3-16 斜端面切削循环应用
3.4.1单一固定循环指令 3、螺纹切削循环指令G92
(1)指令格式:G92 X(U)— Z(W)— R— F— ; (2)指令功能:切削圆柱螺纹和锥螺纹。 (3)指令说明:R表示锥螺纹始点与终点在长轴方向的坐标增 量(X轴用半径量),圆柱螺纹切削循环时R为零,可省略; 其它参数同G32。
G73 Pns Qnf UΔu WΔw Ff Ss Tt ;
图3-25 固定形状切削复合循环
O0311;
N010 T0101 M03 S600 G99;
例3-11:如图3-26所示,
Fanuc功能信号一览表(功能顺序)
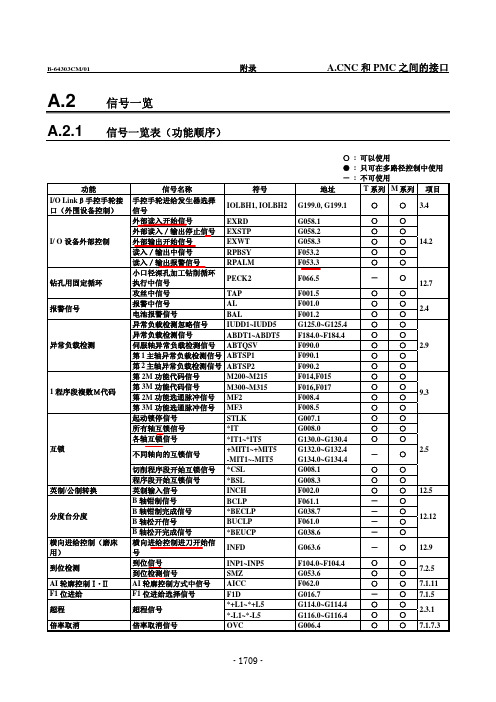
A.2 信号一览A.2.1 信号一览表(功能顺序)○ : 可以使用● : 只可在多路径控制中使用功能信号名称符号地址 T 系列 M 系列项目各轴工件坐标系预置信号WPRST1~WPRST5 G358.0~G358.4 ○ ○各轴工件坐标系预置信号 各轴工件坐标系预置完成信号WPSF1~WPSF5 F358.0~F358.4 ○ ○ 1.5.2.6 扩展的外部机械原点偏移 扩展的外部机械原点偏移信号EMZ0~EMZ15 由参数No.1280来指定○ ○ 16.3 UI000~UI031 G054~G057 ○ ○ UI100~UI131 G276~G279 ○ ○ UI200~UI231 G280~G283 ○ ○ 用户宏程序用输入信号UI300~UI331 G284~G287 ○ ○ UO000~UO031F054,F055, F276,F277 ○ ○ UO100~UO131 F056~F059 ○ ○ UO200~UO231 F280~F283 ○ ○ 用户宏程序用户宏程序用输出信号UO300~UO331 F284~F287 ○ ○ 12.6 要求工件数到达信号PRTSF F062.7 ○ ○ 工作时间/零件数显示 通用累计表起动信号 TMRON G053.0 ○ ○ 13.1.1 清除画面 自动画面清除状态中信号 ERTVA F006.2 ○ ○ 13.1.12硬拷贝中止请求信号 HCABT G067.6 ○ ○ 硬拷贝执行请求信号HCREQ G067.7 ○ ○ 硬拷贝中止请求受理信号 HCAB2 F061.2 ○ ○ 画面硬拷贝硬拷贝执行中信号HCEXE F061.3 ○ ○ 13.1.13路径间干涉检测中信号 TICHK F064.6 ● - 干涉检测 路径间干渉报警信号 TIALM F064.7 ● - 8.3 倾斜轴控制正交轴倾斜轴控制无效信号NOZAGC G063.5 ○ ○ 1.8路径间主轴指令选择信号SLSPA,SLSPB, SLSPC,SLSPD G063.2,G063.3, G403.0,G403.1 ● ● 路径间主轴反馈选择信号 SLPCA,SLPCB, SLPCC,SLPCD G064.2,G064.3, G403.4,G403.5 ● ● 路径间主轴指令确认信号 COSP F064.5 ● ● COSP1 F063.3 ● ● 路径间主轴控制路径间主轴指令确认信号COSP2 F063.4 ● ● 8.8 路径选择路径选择信号(刀架选择信号)HEAD G063.0 ● ● 8.11, 13.3 刀具补偿量测量值直接输入位置记录信号PRC G040.6 ○ - 15.4.1 刀具补偿号选择信号 OFN0~OFN5, OFN6~OFN9 G039.0~G039.5, G040.0~G040.3 ○ - 刀具补偿量写入方式选择信号GOQSM G039.7 ○ - 工件坐标系偏移量写入方式选择信号WOQSM G039.6 ○-+MIT1,-MIT1 +MIT2,-MIT2 X004.2,X004.3 X004.4,X004.5 刀具补偿量写入信号 +MIT1~+MIT2 -MIT1~-MIT2 G132.0~G132.1 G134.0~G134.1 ○ - 主轴测量选择信号S2TLS G040.5 ○ - 刀具补偿量测量值直接输入B工件坐标系偏移量写入信号WOSETG040.7○-15.4.2功能信号名称符号地址 T 系列 M 系列项目换刀信号TLCH F064.0 ○ ○ 换刀复位信号TLRST G048.7 ○ ○ 逐把刀具更换信号TLCHI F064.2 ○ ○ 逐把刀具更换复位信号 TLRSTI G048.6 ○ ○ 刀具跳过信号 TLSKP G048.5 ○ ○ 新刀具选择信号TLNWF064.1○ ○ 刀具组号选择信号TL01~TL128 G047.0~G047.7 ○ ○ 刀具寿命计数倍率信号 *TLV0~*TLV9 G049.0~G050.1 ○ ○ 刀具寿命预告信号TLCHB F064.3 ○ ○ 刀具寿命计数无效信号 LFCIV G048.2 ○ ○ 刀具寿命计数无效中信号 LFCIF F093.2 ○ ○ 刀具寿命管理刀具剩余数量通知信号 TLAL F154.0 - ○ 11.4辅助功能结束信号 MFIN G005.0 ○ ○ 主轴功能完成信号 SFIN G005.2 ○ ○ 刀具功能完成信号TFIN G005.3 ○ ○ 第2辅助功能结束信号 BFIN G005.7 ○ ○ 第2M 功能完成信号 MFIN2 G004.4 ○ ○ 高速M/S/T/B 接口第3M 功能完成信号MFIN3G004.5○ ○ 9.4高速跳过信号 高速跳过状态信号 HDO0~HDO3 F122.0~F122.3 ○ ○ 15.3.2 误操作防止功能 开始检测信号 STCHK G408.0○ ○ 2.12 伺服关断/机械手轮进给 伺服关断信号 SVF1~SVF5 G126.0~G126.4 ○ ○ 1.2.8 SVWRN1 F093.4 ○ ○ SVWRN2 F093.5 ○ ○ SVWRN3 F093.6 ○ ○ 伺服轴控制伺服警告详细信号SVWRN4 F093.7 ○ ○ 18.1SV 旋转控制方式信号SRVON1~ SRVON6G521.0~G521.5 ○ ○ SV 反转信号SVRVS1~SVRVS6 G523.0~G523.5 ○ ○ SV 旋转控制方式中信号 SVREV1~SVREV6F521.0~F521.5 ○ ○ 基于伺服电机的主轴控制功能各轴的主轴分度中信号SPP1~SPP6 F522.0~F522.5 ○ ○ 10.19 基于伺服电机的铣削轴的转速显示功能转速显示切换信号SDPC G38.5 ○ ○ 13.1.9自动运行启动信号 ST G007.2 ○ ○ 自动运行休止信号*SP G008.5 ○ ○ 自动运行中信号OP F000.7 ○ ○ 自动运行启动中信号 STL F000.5 ○ ○ 循环启动/进给保持 自动运行休止中信号 SPL F000.4 ○ ○ 5.1Cs 轮廓控制切换信号 CON G027.7 ○ ○ CONS1 G274.0 ○ ○ Cs 轮廓控制切换信号(各主轴用)CONS2 G274.1 ○ ○ Cs 轮廓控制切换完成信号FSCSL F044.1 ○ ○ FCSS1 F274.0 ○ ○ Cs 轮廓控制Cs 轮廓控制切换完成信号(各主轴用)FCSS2 F274.1 ○ ○ 10.11CSFI1 G274.4 ○ ○ Cs 轴坐标建立请求信号CSFI2 G274.5 ○ ○ CSFO1 F274.4 ○ ○ Cs 轴坐标建立报警信号CSFO2 F274.5 ○ ○ CSPENA F048.4 ○ ○ Cs 轮廓控制轴坐标建立 Cs 轴原点建立状态信号CSPENBF052.4○○10.11.3功能信号名称符号地址 T 系列 M 系列项目键盘输入选择信号CNCKY G295.7 ○ ○ 双重显示强制切断请求信号C2SEND G295.6 ○ ○ 键盘输入选择状态信号 CNCNYO F295.7 ○ ○ CNC 画面双重显示双重显示强制切断状态信号C2SENOF295.6 ○ ○ 13.1.8 轴移动过程中信号 MV1~MV5 F102.0~F102.4 ○ ○ 轴移动状态输出 轴移动方向信号 MVD1~MVD5 F106.0~F106.4 ○ ○ 1.2.5 轴隐藏轴隐藏信号NPOS1~NPOS5 G198.0~G198.4 ○ ○ AR00~AR15F040,F041 ○ ○ 实际主轴速度输出 实际主轴速度信号AR002~AR152F202,F203 ○ ○ 10.9 自动数据备份 自动数据备份执行中信号 ATBK F520.0 ○ ○ 周速恒定控制周速恒定中信号 CSSF002.2 ○ ○ 10.8 SPSTPAG028.6 ○ ○ 主轴停止完成信号SPSTPB G402.1 ○ ○ SUCLPAF038.1 ○ ○ 主轴松开信号SUCLPB F400.1 ○ ○ *SUCPFAG028.4 ○ ○ 主轴松开完成信号*SUCPFB G400.1 ○ ○ *SCPFAG028.5 ○ ○ 主轴钳制完成信号*SCPFB G401.1 ○ ○ SCLPAF038.0 ○ ○ 主轴钳制信号SCLPB F401.1 ○ ○ MSPOSAF039.0 ○ ○ 主轴定位主轴定位方式中信号MSPOSBF402.1○ ○ 10.10SH00A~SH11A G078.0~G079.3 ○ ○ 主轴定向主轴定向外部停止位置指令信号 SH00B~SH11B G080.0~G081.3 ○ ○ 10.15主轴简易同步控制信号 ESRSYC G064.6 ○ ○ ESSYC1 G264.0 ○ ○ 主轴简易同步控制信号(各主轴) ESSYC2 G264.1 ○ ○ 第1主轴驻留信号PKESS1 G122.6 (G031.6) ○ ○ 第2主轴驻留信号 PKESS2 G122.7 (G031.7) ○ ○ PKESE1G265.0 ○ ○ 主轴简易同步驻留信号(各主轴)PKESE2 G265.1 ○ ○ 相位误差监视信号 SYCAL F044.4 ○ ○ SYCAL1 F043.0 ○ ○ 主轴简易同步控制 相位误差监视信号 (各主轴)SYCAL2 F043.1 ○ ○ 10.17 多边形主轴停止信号*PLSST G038.0 ○ ○ 多边形主轴速度到达信号 PSAR F063.2 ○ ○ 多边形主控轴未到达信号 PSE1 F063.0 ○ ○ 主轴间多边形加工多边形同步轴未到达信号 PSE2 F063.1 ○ ○ 6.9.2TLMLA G070.0 ○ ○ 扭矩限制指令LOW 信号 (串行主轴)TLMLB G074.0 ○ ○ TLMHA G070.1 ○ ○ 扭矩限制指令HIGH 信号(串行主轴) TLMHBG074.1○ ○ CTH1A,CTH2A G070.3,G070.2 ○ ○ 咬合/齿轮信号 (串行主轴)CTH1B,CTH2B G074.3,G074.2 ○ ○ SRVA G070.4 ○ ○ 主轴串行输出反向旋转指令信号 (串行主轴)SRVBG074.4○○10.3功能信号名称符号地址 T 系列 M 系列项目 SFRA G070.5 ○ ○ 正向旋转指令信号 (串行主轴)SFRB G074.5 ○ ○ 10.3 ORCMA G070.6 ○ ○ 定向指令信号 (串行主轴)ORCMB G074.6 ○ ○ 10.3 10.15MRDYA G070.7 ○ ○ 机械准备就绪信号 (串行主轴) MRDYB G074.7 ○ ○ ARSTA G071.0 ○ ○ 报警复位信号 (串行主轴) ARSTB G075.0 ○ ○ *ESPA G071.1 ○ ○ 紧急停止信号 (串行主轴) *ESPB G075.1 ○ ○ SPSLA G071.2 ○ ○ 主轴选择信号 (串行主轴)SPSLB G075.2 ○ ○ MCFNA G071.3 ○ ○ 动力线切换完成信号 (串行主轴)MCFNB G075.3 ○ ○ SOCNA G071.4 ○ ○ 软启动停止取消信号 (串行主轴)SOCNB G075.4 ○ ○ INTGA G071.5 ○ ○ 速度积分控制信号 (串行主轴)INTGB G075.5 ○ ○ RSLA G071.6 ○ ○ 输出切换请求信号 (串行主轴)RSLB G075.6 ○ ○ RCHA G071.7 ○ ○ 动力线状态确认信号 (串行主轴)RCHB G075.7 ○ ○ INDXA G072.0 ○ ○ 定向停止位置变更指令信号(串行主轴)INDXB G076.0 ○ ○ ROTAA G072.1 ○ ○ 定向停止位置变更时旋转方向指令信号 (串行主轴)ROTAB G076.1 ○ ○ NRROA G072.2 ○ ○ 定向停止位置变更时快捷指令信号 (串行主轴)NRROB G076.2 ○ ○ DEFMDA G072.3 ○ ○ 差速方式指令信号 (串行主轴) DEFMDB G076.3 ○ ○ OVRA G072.4 ○ ○ 模拟倍率信号 (串行主轴)OVRB G076.4 ○ ○ INCMDA G072.5 ○ ○ 增量指令外部设定型定向信号(串行主轴)INCMDB G076.5 ○ ○ MFNHGA G072.6 ○ ○ 主轴切换MAIN 侧MCC 接点状态信号 (串行主轴)MFNHGB G076.6 ○ ○ RCHHGA G072.7 ○ ○ 主轴切换HIGH 侧MCC 接点状态信号 (串行主轴)RCHHGB G076.7 ○ ○ MORCMA G073.0 ○ ○ 磁力传感器方式定向指令信号(串行主轴)MORCMBG077.0○○ SLVA G073.1○ ○ 从属运行方式指令信号 (串行主轴)SLVB G077.1 ○○ MPOFA G073.2○ ○ 电机动力遮断指令信号 (串行主轴) MPOFB G077.2 ○○ ALMA F045.0○ ○ 主轴串行输出报警信号 (串行主轴)ALMB F049.0○ ○10.3功能信号名称符号地址T系列M系列项目SSTA F045.1○○速度零信号(串行主轴)SSTB F049.1○○SDTA F045.2○○速度检测信号(串行主轴)SDTB F049.2○○SARA F045.3○○速度到达信号(串行主轴)SARB F049.3○○LDT1A F045.4○○负载检测信号1(串行主轴)LDT1B F049.4○○LDT2A F045.5○○负载检测信号2(串行主轴)LDT2B F049.5○○TLMA F045.6○○扭矩限制中信号(串行主轴)TLMB F049.6○○ORARA F045.7○○定向完成信号(串行主轴)ORARB F049.7○○CHPA F046.0○○动力线切换信号(串行主轴)CHPB F050.0○○CFINA F046.1○○主轴切换完成信号(串行主轴)CFINB F050.1○○RCHPA F046.2○○输出切换信号(串行主轴)RCHPB F050.2○○RCFNA F046.3○○输出切换完成信号(串行主轴)RCFNB F050.3○○SLVSA F046.4○○从属运行状态信号(串行主轴)SLVSB F050.4○○PORA2A F046.5○○位置编码器方式定向附近信号(串行主轴)PORA2B F050.5○○MORA1A F046.6○○磁力传感器方式定向完成信号(串行主轴)MORA1B F050.6○○MORA2A F046.7○○磁力传感器方式定向附近信号(串行主轴)MORA2B F050.7○○PC1DEA F047.0○○位置编码器旋转一周信号检测状态信号(串行主轴)PC1DEB F051.0○○INCSTA F047.1○○增量方式定向方式信号(串行主轴)INCSTB F051.1○○全串行主轴准备就绪信号SRSRDY F034.7○○第1串行主轴运行准备就绪信号SRSP1R F034.6○○第2串行主轴运行准备就绪信号SRSP2R F034.5○○主轴串行输出主轴告警详细信号1~9SPWRN1~SPWRN9F264.0~F265.0○○10.3主轴停止信号*SSTP G029.6○○主轴定向信号SOR G029.5○○主轴速度倍率信号SOV0~SOV7G030○○速度到达信号SAR G029.4○○主轴作动信号ENB F001.4○○主轴控制齿轮选择信号(输出)GR1O,GR2O,GR3OF034.0~F034.2-○10.6功能信号名称符号地址T系列M系列项目GR1G028.1○○齿轮选择信号(输入)GR2G028.2○○主轴控制S12位代码信号R01O~R12O F036.0~F037.3○○10.6主轴速度变动检测主轴变动检测报警信号SPAL F035.0○○10.18主轴同步控制信号SPSYC G038.2○○SPSYC1G288.0○○主轴同步控制信号(各主轴)SPSYC2G288.1○○主轴相位同步控制信号SPPHS G038.3○○SPPHS1G289.0○○主轴相位同步控制信号(各主轴)SPPHS2G289.1○○主轴同步速度控制完成信号FSPSY F044.2○○FSPSY1F288.0○○主轴同步速度控制完成信号(各主轴)FSPSY2F288.1○○主轴相位同步控制完成信号FSPPH F044.3○○FSPPH1F289.0○○主轴相位同步控制完成信号(各主轴)FSPPH2F289.1○○相位误差监视信号SYCAL F044.4○○SYCAL1F043.0○○相位误差监视信号(各主轴)SYCAL2F043.1○○主轴同步转速比控制钳制信号RSMAX F065.2○○主轴同步控制主轴同步转速比控制信号SBRT G038.1○○10.14手动刀具补偿、刀具号信号(4位数)MTLN00~MTLN15G068,G069○-手动刀具补偿、刀具号信号(8位数)MT8N00~MT8N31G525~G528○-手动刀具补偿、补偿指令号MTLC G067.0○-手动刀具补偿、补偿完成信号MTLA F061.5○-手动刀具补偿手动刀具补偿、补偿未完成信号MTLANG F061.4○-11.1.4HS1A~HS1D G018.0~G018.3○○HS2A~HS2D G018.4~G018.7○○手控手轮进给轴选择信号HS3A~HS3D G019.0~G019.3-○3.2手控手轮进给移动量选择信号(增量进给信号)MP1,MP2G019.4,G019.5○○ 3.2, 3.5手控手轮进给移动量选择信号MP21, MP22MP31, MP32G087.0,G087.1G087.3,G087.4○○ 3.2手控手轮进给最大速度切换信号HNDLF G023.3○○3.27.1.9手控手轮进给手控手轮进给方向转向信号HDN G347.1○○ 3.2检查方式信号MMOD G067.2○○手控手轮检查信号MCHK G067.3○○正向移动禁止信号FWSTP G531.0○○反向移动禁止信号MRVM G531.1○○反向移动中信号MRVMD F091.0○○禁止转向中信号MNCHG F091.1○○手控手轮回退反向移动禁止中信号MRVSP F091.2○○3.5功能信号名称符号地址 T 系列 M 系列项目 手控手轮回退 检查方式中信号 MMMODF091.3○ ○ 3.5 HS1IA~HS1ID G041.0~G041.3 ○ ○ HS2IA~HS2ID G041.4~G041.7 ○ ○ 手控手轮中断手控手轮中断轴选择信号 HS3IA~HS3ID G042.0~G042.3 ○ ○ 3.3 手动参考点返回选择信号 ZRN G043.7 ○ ○ 手动参考点返回选择确认信号MREF F004.5 ○ ○ G196.0~G196.4 ○ ○ 参考点返回用减速信号 *DEC1~*DEC5 X009.0~X009.4 ○ ○ 参考点返回完成信号 ZP1~ZP5 F094.0~F094.4 ○ ○ 手动参考点返回参考点建立信号 ZRF1~ZRF5 F120.0~F120.4 ○ ○ 4.1+J1~+J5 G100.0~G100.4 ○ ○ 进给轴方向选择信号-J1~-J5G102.0~G102.4 ○ ○ 手动进给速度倍率信号 *JV0~*JV15 G010,G011 ○ ○ JOG 进给/增量进给手动快速移动选择信号 RT G019.7 ○ ○ 3.1准备就绪信号MA F001.7 ○ ○ 准备就绪信号 伺服准备就绪信号 SA F000.6 ○ ○ 2.2 快速移动中信号 RPDO F002.1 ○ ○ 2.7,7.1.1状态输出信号 切削进给中信号 CUT F002.6 ○ ○ 2.7 单程序段信号SBK G046.1 ○ ○ 单程序段 单程序段确认信号 MSBK F004.3 ○ ○ 5.3.3 SKIPP G006.6 ○ ○ 跳过功能跳过信号SKIPX004.7 ○ ○ 15.3+EXL1~+EXL5 G104.0~G104.4 ○ ○ 轴方向别存储行程极限1 切换信号-EXL1~-EXL5 G105.0~G105.4 ○ ○ 存储行程极限1切换信号 EXLM G007.6 ○ ○ 行程极限1释放信号 RLSOTG007.7○ ○ +OT1~+OT5 F124.0~F124.4 ○ ○ 存储行程检测超程报警中信号-OT1~-OT5 F126.0~F126.4 ○ ○ 2.3.2 存储行程检测2,3 行程极限3释放信号 RLSOT3 G007.4 ○ ○ 2.3.3+LM1~+LM5 G110.0~G110.4 ○ ○ 行程极限外部设定 行程极限外部设定信号 -LM1~-LM5G112.0~G112.4○ ○ 2.3.5 控制轴拆除信号 DTCH1~DTCH5 G124.0~G124.4 ○ ○ 控制轴拆除控制轴拆除中信号MDTCH1~ DTCH5F110.0~F110.4 ○ ○ 1.2.4绝对位置检测器电池电压零报警信号PBATZF172.6○ ○绝对位置检测绝对位置检测器电池电压下降报警信号PBATL F172.7 ○ ○ 1.4.2软式操作面板信号 (MD1)MD1O F073.0 ○ ○ 软式操作面板信号 (MD2)MD2O F073.1 ○ ○ 软式操作面板信号 (MD4)MD4O F073.2 ○ ○ 软式操作面板信号 (ZRN)ZRNO F073.4○ ○ 软式操作面板信号 (+J1~+J4)+J1O~+J4O F081.0,F081.2, F081.4,F081.6 ○ ○ 软式操作面板信号 (-J1~-J4)-J1O~-J4O F081.1,F081.3, F081.5,F081.7 ○ ○ 软式操作面板信号 (RT) RTO F077.6 ○ ○ 软式操作面板软式操作面板信号 (HS1A)HS1AOF077.0○○13.1.2功能信号名称符号地址 T 系列 M 系列项目软式操作面板信号 (HS1B)HS1BO F077.1 ○ ○ 软式操作面板信号 (HS1C)HS1CO F077.2 ○ ○ 软式操作面板信号 (HS1D)HS1DO F077.3 ○ ○ 软式操作面板信号 (MP1)MP1O F076.0 ○ ○ 软式操作面板信号 (MP2)MP2OF076.1 ○ ○ 软式操作面板信号 (*JV0~*JV15) *JV0O~*JV15O F079,F080 ○ ○ 软式操作面板信号 (*FV0~*FV7)*FV0O~*FV7O F078 ○ ○ 软式操作面板信号 (ROV1) ROV1O F076.4 ○ ○软式操作面板信号 (ROV2)ROV2O F076.5 ○ ○ 软式操作面板信号 (BDT)BDTO F075.2 ○ ○ 软式操作面板信号 (SBK) SBKO F075.3 ○ ○ 软式操作面板信号 (MLK)MLKO F075.4 ○ ○ 软式操作面板信号 (DRN)DRNO F075.5 ○ ○ 软式操作面板信号 (KEY1~KEY4)KEYO F075.6 ○ ○ 软式操作面板信号 (*SP) SPOF075.7 ○ ○ 软式操作面板软式操作面板通用开关信号OUT0~OUT15 F072,F074 ○ ○ 13.1.2 第2参考点返回完成信号ZP21~ZP25 F096.0~F096.4 ○ ○ 第3参考点返回完成信号ZP31~ZP35 F098.0~F098.4 ○ ○ 第2参考点返回/第3,第4参考点返回第4参考点返回完成信号 ZP41~ZP45 F100.0~F100.4 ○ ○ 4.4 SKIPP G006.6 ○ ○ SKIPX004.7○ ○ 多步跳过功能跳过信号SKIP2~SKIP6, SKIP7,SKIP8 X004.2~X004.6 X004.0,X004.1 ○ ○ 15.3.3触摸板确认信号 触摸板确认信号 TPPRS F006.0 ○ ○ 13.1.7 单一形固定循环/复合形固定循环倒棱信号*CDZG053.7 ○ - 12.8 卡盘-尾架屏障 尾架屏障选择信号*TSBG060.7○ - 2.3.6 重叠控制轴选择信号 OVLS1~OVLS5 G190.0~G190.4 ○ ○ 重叠主控轴确认信号OVMO1~OVMO5 F344.0~F344.4 ○ ○ 重叠从控轴确认信号OVSO1~OVSO5 F345.0~F345.4 ○ ○ 重叠控制同步/混合/重叠控制中信号SYN1O~SYN5OF118.0~F118.4○ ○ 8.6 撞块式参考点返回设定撞块式参考点设定用扭矩限制到达信号CLRCH1~CLRCH5F180.0~F180.4 ○ ○ 4.5 DNC 运行选择信号DNCI G043.5 ○ ○ 5.10 DNC 运行DNC 运行选择确认信号 MRMTF003.4 ○ ○ 5.10, 5.12 回退信号RTRCT G066.4 ○ ○ 回退完成信号 RTRCTF F065.4 ○ ○ 1.9, 6.12电子齿轮箱EGB 方式中信号 SYNMOD F065.6○ ○ 1.9混合控制轴选择信号 MIX1~MIX5 G128.0~G128.4 ○ ○ 混合轴确认信号MIXO1~MIXO5 F343.0~F343.4 ○ ○ 同步控制轴选择信号 SYNC1~SYNC5 G138.0~G138.4 ○ ○ 同步主控轴确认信号 SYCM1~SYCM5 F341.0~F341.4 ○ ○ 同步从控轴确认信号SYCS1~SYCS5 F342.0~F342.4 ○ ○ 同步/混合/重叠控制中信号SYN1O~SYN5O F118.0~F118.4 ○ ○ 驻留信号PK1~PK5G122.0~G122.4 ○ ○ 同步控制/混合控制驻留轴确认信号SMPK1~SMPK5F346.0~F346.4○○8.5功能信号名称符号地址T系列M系列项目空运行信号DRN G046.7○○空运行空运行确认信号MDRN F002.7○○5.3.2扭矩极限跳过扭矩极限到达信号TRQL1~TRQL5F114.0~F114.4○○15.3.4螺纹切削螺纹切削中信号THRD F002.3○○6.5快速移动倍率信号ROV1,ROV2G014.0,G014.1○○1%快速移动倍率选择信号HROV G096.7○○1%快速移动倍率信号*HROV0~*HROV6G096.0~G096.6○○0.1%快速移动倍率选择信号FHROV G353.7○○快速移动倍率0.1%快速移动倍率信号*FHRO0~*FHRO9G352.0~G352.7G353.0~G353.1○○7.1.7.1快速移动程序段重叠快速移动程序段重叠无效信号ROVLP G053.5○○7.2.1.2控制轴选择信号(PMC轴控制)EAX1~EAX5G136.0~G136.4○○EC0A~EC6A G143.0~G143.6○○EC0B~EC6B G155.0~G155.6○○EC0C~EC6C G167.0~G167.6○○轴控制指令信号第1~4组用(PMC轴控制)EC0D~EC6D G179.0~G179.6○○EIF0A~EIF15A G144~G145○○EIF0B~EIF15B G156~G157○○EIF0C~EIF15C G168~G169○○轴控制进给速度信号第1~4组用(PMC轴控制)EIF0D~EIF15D G180~G181○○EBUFA G142.7○○EBUFB G154.7○○EBUFC G166.7○○轴控制指令读取信号第1~4组用(PMC轴控制)EBUFD G178.7○○EID0A~EID31A G146~G149○○EID0B~EID31B G158~G161○○EID0C~EID31C G170~G173○○轴控制数据信号第1~4组用(PMC轴控制)EID0D~EID31D G182~G185○○EBSYA F130.7○○EBSYB F133.7○○EBSYC F136.7○○轴控制指令读取完成信号第1~4组用(PMC轴控制)EBSYD F139.7○○ECLRA G142.6○○ECLRB G154.6○○ECLRC G166.6○○复位信号第1~4组用(PMC轴控制)ECLRD G178.6○○ESTPA G142.5○○ESTPB G154.5○○ESTPC G166.5○○轴控制暂时停止信号第1~4组用(PMC轴控制)ESTPD G178.5○○ESBKA G142.3○○ESBKB G154.3○○ESBKC G166.3○○程序段停止信号第1~4组用(PMC轴控制)ESBKD G178.3○○EMSBKA G143.7○○EMSBKB G155.7○○EMSBKC G167.7○○PMC轴控制/PMC轴控制速度指令功能程序段停止禁止信号第1~4组用(PMC轴控制)EMSBKD G179.7○○16.1功能信号名称符号地址 T 系列 M 系列项目EM11A~EM48AF132,F142 ○ ○ EM11B~EM48B F135,F145 ○ ○ EM11C~EM48CF138,F148 ○ ○ 辅助功能代码信号 第1~4组用(PMC 轴控制)EM11D~EM48D F141,F151 ○ ○ EMFAF131.0 ○ ○ EMFB F134.0 ○ ○ EMFCF137.0 ○ ○ 辅助功能选通脉冲信号 第1~4组用(PMC 轴控制)EMFD F140.0 ○ ○ EMF2AF131.2 ○ ○ EMF2B F134.2 ○ ○ EMF2CF137.2 ○ ○ 辅助功能第2选通脉冲信号第1~4组用(PMC 轴控制)EMF2D F140.2 ○ ○ EMF3AF131.3 ○ ○ EMF3B F134.3 ○ ○ EMF3CF137.3 ○ ○ 辅助功能第3选通脉冲信号第1~4组用(PMC 轴控制)EMF3D F140.3 ○ ○ EFINAG142.0 ○ ○ EFINB G154.0 ○ ○ EFINCG166.0 ○ ○ 辅助功能完成信号 第1~4组用(PMC 轴控制)EFIND G178.0 ○ ○ ESOFAG142.4 ○ ○ ESOFB G154.4 ○ ○ ESOFCG166.4 ○ ○ 伺服关断信号 第1~4组用(PMC 轴控制)ESOFDG178.4 ○ ○ EMBUFA G142.2 ○ ○ EMBUFBG154.2 ○ ○ EMBUFCG166.2 ○ ○ 缓冲禁止信号 第1~4组用(PMC 轴控制)EMBUFDG178.2 ○ ○ 控制轴状态选择信号(PMC轴控制)*EAXSLF129.7 ○ ○ EINPAF130.0 ○ ○ EINPB F133.0 ○ ○ EINPCF136.0 ○ ○ 到位信号 第1~4组用(PMC 轴控制)EINPD F139.0 ○ ○ ECKZAF130.1 ○ ○ ECKZB F133.1 ○ ○ ECKZCF136.1 ○ ○ 累积零检测中信号 第1~4组用(PMC 轴控制)ECKZD F139.1 ○ ○ EIALAF130.2 ○ ○ EIALB F133.2 ○ ○ EIALCF136.2 ○ ○ 报警中信号 第1~4组用(PMC 轴控制)EIALD F139.2 ○ ○ EGENAF130.4 ○ ○ EGENB F133.4 ○ ○ EGENCF136.4 ○ ○ 轴移动中信号 第1~4组用(PMC 轴控制)EGEND F139.4 ○ ○ EDENAF130.3 ○ ○ EDENB F133.3 ○ ○ EDENCF136.3 ○ ○ PMC 轴控制/PMC 轴控制速度指令功能 辅助功能执行中信号 第1~4组用(PMC 轴控制)EDENDF139.3○○16.1功能信号名称符号地址 T 系列 M 系列项目EOTNAF130.6 ○ ○ EOTNB F133.6 ○ ○ EOTNCF136.6 ○ ○ 超程负方向信号 第1~4组用(PMC 轴控制)EOTND F139.6 ○ ○ EOTPAF130.5 ○ ○ EOTPB F133.5 ○ ○ EOTPCF136.5 ○ ○ 超程正方向信号 第1~4组用(PMC 轴控制)EOTPDF139.5 ○ ○ *EFOV0~*EFOV7G151 ○ ○ *EFOV0B~*EFOV7B G163 ○ ○ *EFOV0C~*EFOV7CG175 ○ ○ 进给速度倍率信号 第1~4组用(PMC 轴控制)*EFOV0D~*EFOV7DG187 ○ ○ EOVCG150.5 ○ ○ EOVCB G162.5 ○ ○ EOVCCG174.5 ○ ○ 倍率取消信号 第1~4组用(PMC 轴控制)EOVCDG186.5 ○ ○ 快速移动倍率信号(PMC 轴控制) EROV1,EROV2G150.0,G150.1 ○ ○ 空运行信号(PMC 轴控制)EDRNG150.7 ○ ○ 手动快速移动选择信号(PMC 轴控制)ERTG150.6 ○ ○ 倍率0%信号 (PMC 轴控制) EOV0 F129.5 ○ ○ 跳过信号(PMC 轴控制) ESKIPX004.6 ○ ○ 分配完成信号(PMC 轴控制)EADEN1~EADEN5F112.0~F112.4 ○ ○ EABUFAF131.1 ○ ○ EABUFB F134.1 ○ ○ EABUFCF137.1 ○ ○ 缓冲器满信号 第1~4组用(PMC 轴控制)EABUFDF140.1 ○ ○ 控制中信号(PMC 轴控制) EACNT1~EACNT5F182.0~F182.4 ○ ○ 轴控制重叠指令信号(PMC 轴控制)EASIP1~EASIP8G200 ○ ○ ELCKZAG142.1 ○ ○ ELCKZB G154.1 ○ ○ ELCKZCG166.1 ○ ○ 累积零检测信号 第1~4组用(PMC 轴控制)ELCKZDG178.1 ○ ○ 扭矩控制方式中信号(PMC 轴控制)TRQM1~TRQM8F190 ○ ○ PMC 轴控制/PMC 轴控制速度指令功能 A/B 相检测器断线报警忽略信号 (PMC 轴控制)NDCAL1~NDCAL8G202○ ○ 16.1 SIND G033.7 ○ ○ 主轴电机速度指令选择信号 SIND2G035.7○ ○ R01I~R12IG032.0~G033.3 ○ ○ 主轴电机速度指令信号R01I2~R12I2G034.0~G035.3 ○ ○ SSIN G033.6 ○ ○ 基于PMC 的主轴输出控制 主轴电机指令极性选择信号 SSIN2G035.6○○10.7功能信号名称符号地址 T 系列 M 系列项目 SGN G033.5 ○ ○ 基于PMC 的主轴输出控制 主轴电机指令极性指令信号SGN2 G035.5 ○ ○ 10.7 G008.4○ ○ 紧急停止紧急停止信号*ESP X008.4, .0, .1 ○ ○ 2.1所有轴VRDY OFF 报警忽略信号 IGNVRY G066.0 ○ ○VRDY OFF 报警忽略信号 各轴VRDY OFF 报警忽略信号IGVRY1~IGVRY5G192.0~G192.4 ○ ○ 2.8 位置跟踪 位置跟踪信号*FLWU G007.5 ○ ○ 1.2.7 程序再启动信号SRN G006.0 ○ ○ 程序再启动程序再启动中信号SRNMVF002.4 ○ ○ 5.7 位置开关 位置开关信号PSW01~PSW16 F070,F071 ○ ○ 1.2.9 辅助功能代码信号M00~M31 F010~F013 ○ ○ 辅助功能选通脉冲信号MF F007.0 ○ ○ DM00 F009.7 ○ ○ DM01F009.6 ○ ○ DM02 F009.5 ○ ○ M 解码信号DM30F009.4 ○ ○ 主轴功能代码信号 S00~S31F022~F025 ○ ○ 主轴功能选通脉冲信号 SF F007.2 ○ ○ 刀具功能代码信号 T00~T31 F026~F029 ○ ○ 刀具功能选通脉冲信号 TF F007.3 ○ ○ 第2辅助功能代码信号 B00~B31 F030~F033 ○ ○ 第2辅助功能选通脉冲信号BF F007.7 ○ ○ 完成信号 FIN G004.3 ○ ○ 辅助功能/第2辅助功能分配结束信号 DEN F001.3 ○ ○ 9.1辅助功能锁住信号 AFLG005.6 ○ ○ 辅助功能锁住辅助功能锁住确认信号 MAFLF004.4 ○ ○ 9.2 多边形加工 多边形同步中信号 PSYNF063.7 ○ ○ 6.9 P 代码宏程序用输入信号 EUI00~EUI15G082,G083 ○ ○ 宏执行器P 代码宏程序用输出信号 EUO00~EUO15 F084,F085 ○ ○ 12.15 所有轴机床锁住信号 MLKG044.1○ ○ 各轴机床锁住信号 MLK1~MLK5G108.0~G108.4 ○ ○ 机床锁住 所有轴机床锁住确认信号 MMLK F004.1 ○ ○ 5.3.1等待忽略信号 NOWTG063.1 ● ● 等待忽略信号 NMWTG063.7 ● ● 等待M 代码 等待中信号 WATO F063.6 ● ● 8.2 手动绝对信号 *ABSMG006.2 ○ ○ 手动绝对ON/OFF手动绝对确认信号 MABSMF004.2 ○ ○ 5.4SWS1G027.0 ○ ○ 主轴选择信号SWS2 G027.1 ○ ○ *SSTP1G027.3 ○ ○ 各主轴停止信号*SSTP2G027.4○ ○ 齿轮选择信号(输入) GR21,GR22G029.0,G029.1 ○ ○ 第2位置编码器选择信号 PC2SLCG028.7 ○ ○ 第3位置编码器选择信号 PC3SLC G026.0 ○ ○ 第4位置编码器选择信号 PC4SLC G026.1 ○ ○ 第2主轴速度倍率信号 SOV20~SOV27 G376 ○ ○ 主轴指令路径指定信号 SPSP G536.7 ○ ○ 多主轴 主轴作动信号 ENB2F038.2○○10.12功能信号名称符号地址T系列M系列项目R01O2~R12O2F200.0~F201.3○○S12位代码信号R01O3~R12O3F204.0~F205.3○○多主轴10.12R01O4~R12O4F270.0~F271.3○○多主轴地址P信号MSP00~MSP15F160,F161○○镜像信号MI1~MI5G106.0~G106.4○○镜像1.2.6镜像确认信号MMI1~MMI5F108.0~F108.4○○KEY1~KEY4G046.3~G046.6○○13.2.1存储器保护键存储器保护信号KEYP G046.0○○13.2.2方式选择信号MD1,MD2,MD4G043.0~G0432○○手动数据输入选择确认信MMDI F003.3○○号自动运行选择确认信号MMEM F003.5○○方式选择存储器编辑选择确认信号MEDT F003.6○○2.6手控手轮进给选择确认信MH F003.1○○号增量进给选择确认信号MINC F003.0○○JOG进给选择确认信号MJ F003.2○○刚性攻丝信号RGTAP G061.0○○RGSPP F065.0○○主轴旋转方向信号刚性攻丝10.13RGSPM F065.1○○刚性攻丝方式中信号RTAP F076.3○○刚性攻丝主轴选择信号RGTSP1~RGTSP2G061.4~G061.5○-攻丝返回启动信号RTNT G062.6-○刚性攻丝返回5.9攻丝返回完成信号RTPT F066.1-○外部复位信号ERS G008.7○○基于MDI的复位确认信号MDIRST F006.1○○复位/倒带复位&倒带信号RRW G008.6○○5.2复位中信号RST F001.1○○倒带中信号RWD F000.0○○中断型用户宏程序用户宏程序中断信号UINT G053.3○○12.6.2宏调用启动信号MCST1~MCST16G512,G513○○方式切换完成信号MCFIN G514.0○○宏调用执行中信号MCEXE F512.0○○方式切换请求信号MCRQ F512.1○○MD1R F513.0○○一个接触式宏调用16.6MD2R F513.1○○方式通知信号MD4R F513.2○○DNCIR F513.5○○ZRNR F513.7○○宏调用异常信号MCSP F512.2○○调用程序确认信号MCEX1~MCEX16F514,F515○○。
FANUC 指令表

FANUC Series 0i Mate-MB系统的加工中心G代码和M代码G00 快速定位G01 直线补间切削G02 圆弧补间切削CW(顺时针)G03 圆弧补间切削CCW(逆时针)G02.3 指数函数补间正转G03.3 指数函数补间逆转G04 暂停G05 高速高精度制御1G05.1 高速高精度制御2G06~G08没有G07.1/107 圆筒补间G09 正确停止检查G10 程式参数输入/补正输入G11 程式参数输入取消G12 整圆切削CWG13 整圆切削CCWG12.1/112 极坐标补间有效G13.1/113 极坐标补间取消G14没有G15 极坐标指令取消G16 极坐标指令有效G17 平面选择X-YG18 平面选择Y-ZG19 平面选择X-ZG20 英制指令G21 公制指令G22-G26没有G27 参考原点检查G28 参考原点复归G29 开始点复归(从参考点返回)G30 第2~4参考点复归G30.1 复归刀具位置1G30.2 复归刀具位置2G30.3 复归刀具位置3G30.4 复归刀具位置4G30.5 复归刀具位置5G30.6 复归刀具位置6G31 跳跃机能G31.1 跳跃机能1G31.2 跳跃机能2G31.3 跳跃机能3G32没有G33 螺纹切削G34 特别固定循环(圆周孔循环)G35 特别固定循环(角度直线孔循环)G36 特别固定循环(圆弧)G37 自动刀具长测定G37.1 特别固定循环(棋盘孔循环)G38 刀具径补正向量指定G39 刀具径补正转角圆弧补正G40 刀具径补正取消G41 刀具径补正左G42 刀具径补正右G40.1 法线制御取消G41.1 法线制御左有效G42.1 法线制御右有效G43 刀具长设定(+)G44 刀具长设定(—)G43.1 第1主轴制御有效G44.1 第2主轴制御有效G45 刀具位置设定(扩张)G46 刀具位置设定(缩小)G47 刀具位置设定(二倍)G48 刀具位置设定(减半)G47.1 2主轴同时制御有效G49 刀具长设定取消G50 比例缩放取消G51 比例缩放有效G50.1 G指令镜象取消G51.1 G指令镜象有效G52 局部坐标系设定G53 机械坐标系选择G54 工件坐标系选择1G55 工件坐标系选择2G56 工件坐标系选择3G57 工件坐标系选择4G58 工件坐标系选择5G59 工件坐标系选择6G54.1 工件坐标系选择扩张48组G60 单方向定位G60属于单一方向定位。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
地址符号词意G42.7DMMC DNC操作:读的程序存于PMC并打开CNC F0.0RWD重绕信号G43.0MD1方式选择信号F0.4SPL进给保持G43.1MD2方式选择信号F0.5STL循环起动G43.2MD3方式选择信号F0.6SA伺服准备好G43.5DNC1DNC操作选择信号F0.7OP自动操作准备好G43.7ZRN手动回零F1.0AL NC报警G44.0BDT1选择程序段跳过F1.1RST复位G45BDT2~BDT9选择程序段跳过F1.2BAL电池故障G44.1MLK全部机床轴锁住F1.3DEN分配结束G46.1SBK单段F1.4ENB主轴使能G46.3~G46.6KEY1~KEY4程序保护F1.5TAP刚性攻丝G47.0~G47.6TL01~TL64刀具组号F1.7MA NC准备好G47.0~G48.0TL01~TL256刀具组号F2.0INCH英寸G48.5TLSKP刀具跳过F2.1PRDO快移G48.6TLRST1独立刀架换刀复位信号F2.2CSS恒速切削G48.7TLRST刀架换刀复位信号F2.3THRD车螺纹G49.0~G50.1*TLV0~*TLV9刀具寿命记数倍率信号F2.4SRNMY空运行轴回原点顺序7310G51.0~G51.3*CHP8~*CHP0轴磨进给倍率信号F2.6CUT正在进给中G51.6CHPST轴磨起动信号F2.7MDRN空运转G51.7*CHLD轴磨保持信号F3.0MINC增量G52RMTD10~RMTD17遥控缓冲器输入信号F3.1MH手摇G53.0TMRON通常累积统计起动信号F3.2MJ手动G53.3UINT用户宏程序中断信号F3.3MDI MDI G53.6SMZ两个切削程序段交接处零起动等待信号F3.4MRMT DNC G53.7CDZ G53.7=1车螺纹不倒角 5130装倒角值F3.5MMEM自动G54~G55UI000~UI015用户宏程序输入信号F3.6MEDT编辑G58.0MINP程序输入外部起动信号F3.7MTCHIN示教G58.1EXRD外部读起动信号F4.0选择停G58.2EXSTP外部读/穿停止信号F4.1MMLK全部轴锁住G58.3EXWT外部穿起动信号F4.2MABSM手动绝对指值G58.5STRD输入和运行同步方式选择信号F4.3MSBK单段G58.6STWD输出和运行同步方式选择信号F4.4MAFL辅助功能锁住G59.0TRESC刀具伸出信号F4.5MREF手动回零G59.1TRRTN刀具缩回信号F7.0MF M选通G60.7*TSB G60.7=1 尾台软件保护G22有效F7.1EFD外部高速接口G61.0RGTAP刚性攻丝F7.2SF S选通G61.4RGTSP1刚性攻丝主轴选择F7.3TF T选通G61.5RGTSP2刚性攻丝主轴选择F7.4BF第二辅助功能选通G62.1*CRTOF自动删除CRT光屏显示取消信号F7.7BF第二辅助功能选通G62.4PDT1转换方式选择F8.0EF外部操作G62.5PDT2重起动F8.4MF2第二M功能选通G62.6RTNT刚性攻丝回退F8.5MF3第三M功能选通G63.0HEAD G63.0=1 MDI操作使用区域2F9.4DM30M30G63.1NOWT使用M码来等待双通道同步F9.5DM02M02G63.2SLSPA与刀架1连接的主轴获得主轴指令F9.6DM01M01G63.3SLSPB与刀架2连接的主轴获得主轴指令F9.7DM00M00G63.5NOZAGC G63.5=1 将角度轴移动的指令转换成角座标F10~F13M00~M31M00,M01,。
M31G64.2SLCPA主轴将位置编码反馈信号送到刀架1F14~F15M200~M315M200,M201,。
M315G64.3SLCPB主轴将位置编码反馈信号送到刀架2F16~F17M300~M315M300,M301,。
M315G64.6ESRSYC简单主轴同步控制F22~F25S00~S31S00,S01,。
S31G65.4~G65.7HCSKP1~HCSKP4高速循环加工跳步信号F26~F29T00~T31T00,T01,。
T31G66.0IGNVRY全部机床轴VRDY OFF报警忽略F30~F33B00~B31B00,B01,。
B31G66.1ENBKY外部键输入方式选择F34.0GR10档位G66.2HOBCAN取消HOB轴与C轴的同步F34.1GR20档位G66.4RTRCT G66.4=1 7730.0=1 轴能伸出F34.2GR30档位G66.7EKSET键码读F35.0SPAL主轴速度飘移超差G67.1MRVM反向运动禁止信号检查方式F36.0~F37.3R010~R12012位S码G67.2MMOD检查方式F38.0SCLP主轴卡紧G67.3MCHK手摇有效信号检查方式F38.1SUCLP主轴松开G67.6HCABT硬拷贝停止请求信号F38.2ENB2主轴使能G67.7HCREQ硬拷贝请求信号F38.3ENB3主轴使能G70.0TLMLA LOW指令力距限制F39.1ENB4主轴使能G70.1TLMHA HIGH指令力距限制F39.2CHPMD往复磨削G80进行中G70.3CTH1A档位F39.3CHPCYL 往复磨削G80正在上终点和下终点之间进行中G70.2CTH2A档位F40~F41AR0~AR15主轴速度值G70.4SRVA主轴CCWF44.1FSCSL CS轮廓控制完成G70.5SFRA主轴CWF44.2FSPSY主轴同步速度控制完成G70.6ORCMA主轴定向F44.3FSPPH主轴相同步控制完成G70.7MROYA主轴准备完成F44.4SYCAL主轴同步控制故障G71.0ARSTA故障复位F45.0ALMA串型主轴故障G71.1*ESPA主轴急停F45.1SSTA零速G71.2SPSLA主轴选择F45.2SDTA速度检测G71.3MCFNA主轴电源线选择完成F45.3SARA速度到达G71.4SOCNA软起动停止取消F45.4LDT1A负载检测1G71.5INTGA控制速度积累信号F45.5LDT2A负载检测2G71.6RSLA输出开关请求信号F45.6TLMA扭矩限制G71.7RCHA电源线状态检查信号F45.7ORARA定向完成G72.0INDXA定向停止位置改变信号F46.0CHPA电源线开关信号G72.1ROTAA定向停止位置改变信号旋转方向F46.1CFINA主轴接通完成G72.2NRROA定向停止位置改变信号最短旋转方向F46.2RCHPA输出接通信号G72.3DEMDA不同方式指令信号F46.3RCFNA输出接通完成信号G72.4OVRA模拟修调指令信号F46.4SLVSA被拖操作状态G72.5INCMDA外部增量指令设定形式的定向指令F46.5PORA2A主轴定向趋近用编码器发信G72.6MFNHGA切换主轴时第一主轴MCC状态信号F46.6MORA1A主轴定向完成用接近开关发信G72.7RCHHGA高速输出MCC状态信号采用接近开关F46.7MORA2A主轴定向趋近用接近开关发信G73.0MORCMA主轴定向命令用接近开关F47.0PC1DTA位置编码器一转信号G73.1SLVA第二主轴操作指令F47.1INCSTA增量方式主轴定向信号G73.2MPOFA电机电源停信号F47.4EXOFA电机有效断开信号G73.4DSCNA没连接上检测失能信号F49.0ALMB主轴报警G74.0TLMLB力距限制LOW信号F49.1SSTB主轴零速G74.1TLMHB力距限制HIGH信号F49.2SDTB速度检测G74.3CTH1B档位F49.3SARB速度到达G74.2CTH2B档位F49.4LDT1B负载检测1G74.4SRVB主轴CCWF49.5LDT2B负载检测2G74.5SFRB主轴CWF49.6TLMB扭矩限制G74.6ORCMB主轴定向F49.7ORARB定向完成G74.7MRDYB主轴准备完成F50.0CHPB电源线开关信号G75.0ARSTB故障复位F50.2RCHPB输出接通信号G75.1*ESPB主轴急停F50.3RCHNB主轴接通完成G75.2SPSLB主轴选择F50.4LSVSB被拖操作状态G75.3MCFNB主轴电源线选择完成F50.5PORA2B主轴定向趋近用编码器发信G75.4SOCNB软起动停止取消F50.6MORA1B主轴定向完成用接近开关发信G75.5INTGB控制速度积累信号F50.7MORA2B主轴定向趋近用接近开关发信G75.6RSLB输出开关请求信号F51.0PC1DTB位置编码器一转信号G75.7RCHB电源线状态检查信号F51.1INCSTB增量方式主轴定向信号G76.0INDXB定向停止位置改变信号F51.4EXOFB电机有效断开信号G76.1ROTAB定向停止位置改变信号旋转方向F53.0INHKY键入失能信号G76.2NRROB定向停止位置改变信号最短旋转方向F53.1PRGDPL程序显示方式G76.3DEFMDB不同方式指令信号F53.2RPBSY读/穿口进行信号G76.4OVRB模拟修调指令信号F53.3RPALM读/穿口故障G76.5INCMDB外部增量指令设定形式的定向指令F53.4BGEACT背台编辑忙G76.6MFNHGB切换主轴时第一主轴MCC状态信号F53.7EKENB键码读完成G76.7RCHHGB高速输出MCC状态信号采用接近开关F54~F55UO000~UO015宏程序输出G77.0MORCMB主轴定向命令用接近开关F56~F59UO100~UO131宏程序输出G77.1SLVB第二主轴操作指令F60.0EREND读外部数据完成信号G77.2MPOFB电机电源停信号F60.1ESEND检索外部数据完成信号G77.4DSCNB没连接上检测失能信号F60.2ESCAN检索外部数据取消信号G78.0~G79.3SHA00~SHA11主轴定向外部停止位置信号F61.0BUCLP B轴松开G80.0~G81.3SHB00~SHB11主轴定向外部停止位置信号F61.1BCLP B轴卡紧G86.0~G86.3+LG,-LG,+JA,-JA进给轴方向选择信号F61.2HCAB2硬件考贝请求接收信号G90.0G2RVX刀具偏置方向信号F61.3HCXEX硬件考贝进行中信号G90.1G2RVZ刀具偏置方向信号F62.0AICC轮廓控制G90.2G2RVY刀具偏置方向信号F62.3S1MES主轴1在通信G90.4G2RVX第二种刀具偏置轴选择信号F62.4S2MES主轴2在通信G90.5G2RVZ第二种刀具偏置轴选择信号F62.7PRTSF设置的零件数已加工完成G90.6G2RVY第二种刀具偏置轴选择信号F63.0PSE1主主轴速度没达到G90.7G2SLC第二种刀具偏置选择信号F63.1PSE2多边形同步轴没达到信号G91.0~G91.3SRLNI0~SRLNI3POWER MATE CNC I/O LINK使用的组号F63.2PSAR主轴多边形速度达到G92.0IOLACK I/O LINK 分配信号F63.6WATO等待同步时间G92.1IOLS I/O LINK指定信号F63.7PSYN多边形同步在下信号G92.2BGION POWER MATE 读/写进行中信号F64.0TLCH换刀信号G92.3BGIALM POWER MATE 读/写故障信号F64.1TLNW新刀选择信号G92.4BGEN POWER MATE 后台编辑忙信号F64.2TLCH1独立刀具交换信号G96.0~G96.6*HROV0~*HROV61%步快移修调信号F64.3TLCHB刀具寿命到达G96.7HROV1%步快移修调选择信号F64.5COSP双刀架第二刀架使用主轴指令G98EKC0~EKC7键码信号F64.6TICHK双刀架防撞安全信号G100+J1~+J8进给轴方向选择信号F64.7TIALM双刀架防撞不安全信号G102-J1~-J8进给轴方向选择信号F65.0GRSPP M系列主轴CW G104.0~G104.7+EXL1~+EXL8G104.0=0,1301.0=1,检查1320F65.1RGSPM M系列主轴CCW G104.0=1,1301.0=1,检查1326F65.4RTRCTF轴回退完成1301.0=0,无效F65.5MSPCF手动设定一转信号MSPC已完成G105.0~G105.7-EXL1~-EXL8G105.0=0,1301.0=1,检查1321F65.6SYNMOD M系列电气齿轮箱EGB同步选择信号G105.0=1,1301.0=1,检查1327F65.7HOBSYN刀具轴与C轴同步1301.0=0,无效F66.0G08MD高速切削延时补偿G106.0~G106.7MI1~MI8镜像F66.1RTPT刚性攻丝完成信号G108.0~G108.7MLK1~MLK8各轴锁住信号F66.5PECK2小直径钻孔循环钻尖回到R点或初始平面G110.0~G110.7+LM1~+LM8软件保护外部设定信号F66.6MHPCC高精度轮廓切削G05P10000运行方式G112.0~G112.7-LM1~-LM8软件保护外部设定信号F66.7EXHPCC高精度轮廓切削G05P10000操作信号G114.0~G114.7*+L1~*+L8超程信号F69RMTDO0~RMTDO7机外控制缓冲输出信号G116.0~G116.7*-L1~*-L8超程信号F70.0~F71.7PSW0~PSW16机床座标沿控制轴方向指定的区域--位置开关G118.0~G118.7*+ED1~*+ED8G118位=1,快移正减速,当1005.4=1进给也减速,F90.0ABTQSY伺服轴不正常负载检测信号G120.0~G120.7*-ED1~*-ED8G120位=1,快移负减速,当1005.5=1进给也减速, F90.1ABTSP1第一主轴不正常负载检测信号1426进给减速范围,1427快移减速范围F90.2ABTSP2第二主轴不正常负载检测信号G122.0~G122.7PK1~PK8同步控制中将轴放在停车位置F90.3ABSTP3第三主轴不正常负载检测信号G122.0~G122.6PK1~PK7同步控制中将轴放在停车位置F104INP1~INP8轴进入位置信号G122.6,G31.6PKESS1第一主轴同步控制信号F133.6EOTNB PMC轴负超程G122.7,G31.7PKESS2第二主轴同步控制信号F133.7EBSYB PMC轴轴控制指令读完成信号G124.0~G124.7DTCH1~DTCH8控制轴脱离信号F134.0EMFB PMC轴辅助功能选通信号G125.0~G125.7IUDD1~IUDD8反常负载检测忽略信号F134.1EABUFB PMC轴缓冲信号G126.0~G126.7SVF1~SVF8伺服关断信号F135~F145EM11B~EM48B PMC轴辅助功能码地址G128.0~G128.6MIX1~MIX7复合控制轴选择信号F136.0EINPC PMC轴进入位置信号G130.0~G130.7*IT1~*IT8各轴锁住信号F136.1ECKZC PMC轴跟随零检测信号G132.0~G132.3+MIT1~+MIT4各轴正向锁住信号F136.2EIALC PMC轴故障信号G134.0~G134.3-MIT1~-MIT4各轴负向锁住信号F136.3DEDNC PMC轴辅助功能执行信号G136.0~G136.7EAX1~EAX8PMC轴控制选择信号F136.4EGENC PMC轴轴移动信号G138.0~G138.7SYNC1~SYNC8简单同步控制轴选择信号F136.5EOTPC PMC轴正超程G138.0~G138.7SYNC1~SYNC8同步控制轴选择信号F136.6EOTNC PMC轴负超程G138.0~G138.6SYNC1~SYNC7同步控制轴选择信号F136.7EBSYC PMC轴轴控制指令读完成信号G140.0~G140.7SYNCJ1~SYNCJ8简单同步控制手动进给轴选择信号F137.0EMFC PMC轴辅助功能选通信号G142.0EFINA PMC轴控制辅助功能完成信号F137.1EABUFC PMC轴缓冲区满信号G142.1ELCKZA PMC轴程序段积累零误差检测信号F138~F148EM11C~EM48C PMC轴辅助功能码地址G142.2EMBUFA PMC轴缓冲失能信号F139.0EINPD PMC轴进入位置信号G142.3ESBKA PMC轴控制程序段停止信号F139.1ECKZD PMC轴跟随零检测信号G142.4ESOFA PMC轴控制伺服关断信号F139.2EIALD PMC轴故障信号G142.5ESTPA PMC轴轴控制临时停止信号F139.3EDEND PMC轴辅助功能执行信号G142.6ECLRA PMC轴控制复位信号F139.4EGEND PMC轴轴移动信号G142.7EBUFA PMC轴控制轴控制指令读信号F139.5EOTPD PMC轴正超程G143.0~G143.6EC0A~EC6A PMC轴控制轴控制指令信号F139.6EOTND PMC轴负超程G143.7EMSBKA PMC轴控制程序段失能信号F139.7EBSYD PMC轴轴控制指令读完成信号G144.0~G145.7EIF0A~EIF15A PMC轴控制轴控制进给指令信号F140.0EMFD PMC轴辅助功能选通信号G146.0~G149.7EID0A~EID31A PMC轴控制轴控制数据信号F140.1EABUFD PMC轴缓冲区满信号G150.0ROV1E PMC轴控制快移修调信号F141~F151EM11D~EM48D PMC轴辅助功能码地址G150.1ROV2E PMC轴控制快移修调信号F168.0ALMC串型主轴故障G150.5OVCE PMC轴控制修调取消信号F168.1SSTC零速G150.6RTE PMC轴控制手动快移选择信号F168.2SDTC速度检测G150.7DRNE PMC轴控制空运转信号F168.3SARC速度到达G151.0~G151.7*FV0E~*FV7E PMC轴控制进给修调信号F168.4LDT1C负载检测1G154.0EFINB PMC轴控制辅助功能完成信号F168.5LDT2C负载检测2G154.1ELCKZB PMC轴程序段积累零误差检测信号F168.6TLMC扭矩限制G154.2EMBUFB PMC轴缓冲失能信号F168.7ORARC定向完成G154.3ESBKB PMC轴控制程序段停止信号F169.0CHPC电源线开关信号G154.4ESOFB PMC轴控制伺服关断信号F169.1CFINC主轴接通完成G154.5ESTPB PMC轴轴控制临时停止信号F169.2RCHPC输出接通信号G154.6ECLRB PMC轴控制复位信号F169.3RCFNC主轴接通完成G154.7EBUFB PMC轴控制轴控制指令读信号F169.4SLVSC被拖操作状态G155.0~G155.6EC0B~EC6B PMC轴控制轴控制指令信号F169.5PORA2C主轴定向趋近用编码器发信G155.7EMSBKB PMC轴控制程序段失能信号F169.6MORA1C主轴定向完成用接近开关发信G156.0~G157.7EIF0B~EIF15B PMC轴控制轴控制进给指令信号F169.7MORA2C主轴定向趋近用接近开关发信G158.0~G161.7EID0B~EID31B PMC轴控制轴控制数据信号F170.0PC1DEC位置编码器一转信号G166.0EFINC PMC轴控制辅助功能完成信号F170.1INCSTC增量方式主轴定向信号G166.1ELCKZC PMC轴程序段积累零误差检测信号F170.4EXOFC电机有效断开信号G166.2EMBUFC PMC轴缓冲失能信号F172.6PBATZ绝对编码器电池零伏报警G166.3ESBKC PMC轴控制程序段停止信号F177.0IOLNK被拖I/O LINK选择G166.4ESOFC PMC轴控制伺服关断信号F177.1ERDIO被拖外部读起动G166.5ESTPC PMC轴轴控制临时停止信号F177.2ESTPIO被拖读写停止G166.6ECLRC PMC轴控制复位信号F177.3EWTIO被拖外部写起动G166.7EBUFC PMC轴控制轴控制指令读信号F177.4EPRG被拖程序选择G167.0~G167.6EC0C~EC6C PMC轴控制轴控制指令信号F177.5EVAR被拖宏程序选择G167.7EMSBKC PMC轴控制程序段失能信号F177.6EPARM被拖参数选择G168.0~G169.7EIF0C~EIF15C PMC轴控制轴控制进给指令信号F177.7EDGN被拖诊断选择信号G170.0~G173.7EID0C~EID31C PMC轴控制轴控制数据信号F178.0~F178.3SRLNO0~SRLNO3组号输出G178.0EFIND PMC轴控制辅助功能完成信号F180CLRCH1~CLRCH8扭矩限制G178.1ELCKZD PMC轴程序段积累零误差检测信号F182EACNT1~EACNT8PMC轴控制信号G178.2EMBUFD PMC轴缓冲失能信号F197.0~F197.3MSYNA~MSYND软同步控制方式选择信号开关接收信号G178.3ESBKD PMC轴控制程序段停止信号F208EGBM1~EGBM8EGB方式信号G178.4ESOFD PMC轴控制伺服关断信号F264.0~F265.0SPWRN1~SPWRN9主轴报警细目表G178.5ESTPD PMC轴轴控制临时停止信号G178.6ECLRD PMC轴控制复位信号G178.7EBUFD PMC轴控制轴控制指令读信号G179.0~G179.6EC0D~EC6D PMC轴控制轴控制指令信号X4.0XAE测量位置到达信号G179.7EMSBKD PMC轴控制程序段失能信号X4.1YAE测量位置到达信号G180.0~G181.7EIF0D~EIF15D PMC轴控制轴控制进给指令信号X4.2ZAE测量位置到达信号G182.0~G185.7EID0D~EID31D PMC轴控制轴控制数据信号X4.2ZAE测量位置到达信号G190.0~G190.6OVLS1~OVLS7重叠控制轴选择信号X4.2+MIT1各轴手动进给锁住信号G192.0~G192.7IGRY1~IGVRY8全部机床轴VRDY OFF报警忽略X4.4+MIT2各轴手动进给锁住信号G197.0~G197.3MTA~MTD柔性同步控制方式选择信号X4.2+MIT1刀具偏置写信号G198.0~G198.7NPOS1~NPOS8位置显示忽略信号X4.4+MIT2刀具偏置写信号G199.0IOBH2手摇进给选择信号X4.0SKIP7跳步信号G199.1IOBH3手摇进给选择信号X4.1SKIP8跳步信号G200.0~G200.7EASIP1~EASIP8轴控制重叠指令信号X4.2SKIP2跳步信号G203.0FTCMD力距感应指令信号X4.3SKIP3跳步信号G203.1FTCAL统计计祘起动信号X4.4SKIP4跳步信号G203.2FTCLR存储轮廓清除信号X4.5SKIP5跳步信号G204.0TLMLC力距限制LOW信号X4.6SKIP6跳步信号G204.1TLMHC力距限制HIGH信号X4.3-MIT1各轴手动进给锁住信号G204.3CTH1C档位X4.5-MIT2各轴手动进给锁住信号G204.2CTH2C档位X4.3-MIT1刀具偏置写信号G204.4SRVC主轴CCWX4.5-MIT2刀具偏置写信号G204.5SFRC主轴CWX4.6ESKIP PMC轴跳步信号G204.6ORCMC主轴定向X4.7SKIP跳步信号G204.7MRDYC主轴准备完成X4.7SKIP扭距过载G205.0ARSTC故障复位X8.4*ESP急停G205.1*ESPC主轴急停X9*DEC1~DEC8回零减速信号G205.2SPSLC主轴选择Y(n+0)DSV1~DSV8伺服电机速度测试信号G205.3MCFNC主轴电源线选择完成Y(n+1).0DSP1主电机速度测试信号G205.4SOCNC软起动停止取消Y(n+1).1DSP2主电机速度测试信号G205.5INTGC控制速度积累信号Y(n+1).2DSP2主电机速度测试信号G205.6RSLC输出开关请求信号G205.7RCHC电源线状态检查信号G000~G001ED0~ED15外部数据输入数据信号G206.0INDXC定向停止位置改变信号G02.0~G02.6EA0~EA6外部数据输入地址信号G206.1ROTAC定向停止位置改变信号旋转方向G2.7ESTB外部数据输入读信号G206.2NRROC定向停止位置改变信号最短旋转方向G4.3FIN辅助功能完成信号G206.3DEFMDC不同方式指令信号G4.4MFIN2第二M功能完成信号G206.4OVRC模拟修调指令信号G4.5MFIN3第三M功能完成信号G206.5INCMDC外部增量指令设定形式的定向指令G5.0MFIN辅助功能完成信号G206.6MFNHGC切换主轴时第一主轴MCC状态信号G5.1EFIN外部操作功能完成信号G206.7RCHHGC高速输出MCC状态信号采用接近开关G5.2SFIN主轴功能完成信号G207.0MORCMC主轴定向命令用接近开关G5.3TFIN T功能完成信号G207.1SLVC第二主轴操作指令G5.4BFIN第二M功能完成信号G207.2MPOFC电机电源停信号G5.6AFL辅助功能锁住信号G207.4DSCNC没连接上检测失能信号G5.7BFIN第二M功能完成信号G208.0~G209.3SHC00~SHC11主轴定向外部停止位置信号G6.0SRN程序起动信号G266.0TLMLD力距限制LOW信号G6.2*ABSM手动绝对值信号G266.1TLMHD力距限制HIGH信号G6.4OVC进给倍率取消,固定为100%G266.3CTF1D档位G6.6SKIPP跳步G266.2CTH2D档位G7.0RVS刀具路经记忆,可按原路返回G266.4SRVD主轴CCWG7.1STLK自动,MDI方式禁止所有轴运动G266.5SFRD主轴CWG7.2ST循环起动G266.6ORCMD主轴定向G7.4RLSOT3G7.4=1,软件保护区3失效G266.7MRDYD主轴准备完成G7.5*FLWU G7.5=1或1819.0=1,跟踪误差不执行G267.0ARSTD故障复位G7.6EXLM G7.6=0,1301.0=0,检查1320,1321G267.1*ESPD主轴急停G7.6=1,1301.0=0,检查1326,1327G267.2SPSLD主轴选择1301.0=1 G7.6无效G267.3MCFND主轴电源线选择完成G7.7RLSOT G7.7=1M系列不检查软件保护区1G267.4SOCND软起动停止取消G8.0*IT禁止轴运动G267.5INTGD控制速度积累信号G8.1*CSL切削程序段起动互锁G267.6RSLD输出开关请求信号G8.3*BSL程序段起动互锁G267.7RCHD电源线状态检查信号G8.4*ESP急停G268.0INXD定向停止位置改变信号G8.5*SP进给保持G268.1ROTAD定向停止位置改变信号旋转方向G8.6RRW复位和重绕G268.2NRROD定向停止位置改变信号最短旋转方向G8.7ERS外部复位G268.3DEFMDD不同方式指令信号G9.0~G9.4PN1~PN16工件程序号检索G268.4OVRD模拟修调指令信号G10~G11*JV0~JV15手动进给倍率G268.5INCMDD外部增量指令设定形式的定向指令G12*FV0~FV7进给倍率G268.6MFNHGD切换主轴时第一主轴MCC状态信号G13*AFV0~*AFV7第二进给倍率G268.7RCHHGD高速输出MCC状态信号采用接近开关G14.0ROV1快移倍率G269.0MORCMD主轴定向命令用接近开关G14.1ROV2快移倍率G269.1SLVD第二主轴操作指令G16.0MSDFON电机速度检测功能生效G269.2MROFD电机电源停信号G16.7FID M系列采用手摇按1451~1459设的数进给G269.4DSCND没连接上检测失能信号G18.0~18.3HS1A~HS1D手摇进给轴选择信号G270.0~G271.3SHD00~SHD11主轴定向外部停止位置信号G18.4~18.7HS2A~HS2D手摇进给轴选择信号G272.0~G273.3R01I4~R12I4主轴速度指令G19.0~19.3HS3A~HS3D手摇进给轴选择信号G273.5SGN4主轴速度指令极性G19.4MP1手摇进给倍率选择信号G173.6SSIN4主轴速度指令极性G19.5MP2手摇进给倍率选择信号G173.7SIND4主轴速度指令选择G19.7RT手动快移G292.7ITCD接口检查旋转范围失能信号G23.6RGHTH刀具轴垂直方向手轮进给方式G23.7ALNGH刀具轴方向手轮进给方式G24.0~G25.5EPN0~EPN13扩展的外部工件程序号检索G25.7EPNS扩展的外部工件程序号检索起动信号G26.0PC3SLC第三位置编码器选择信号G26.1PC4SLC第四位置编码器选择信号G26.3SWS4G26.3=1输出指令到第四主轴G26.6*SSTP4G26.6=1第四主轴准备G27.0SWS1选择主轴1G27.1SWS2选择主轴2G27.2SWS3选择主轴3G27.3*SSTP1G27.0=3第一主轴准备G27.4*SSTP2G27.4=1第二主轴准备G27.5*SSTP3G27.5=1第三主轴准备G27.7CON Cs轮廓控制G28.1GR1档位G28.2GR2档位G28.4*SUCPF主轴松开完成G28.5*SCPF主轴卡紧完成G28.6SPSTP主轴停止完成G28.7PC2SLC第二位置编码器选择信号G29.0GR21档位G29.2GR31档位G29.4SAR主轴速度到达G29.5SOR主轴定向,速度为低速G29.6*SSTP主轴停G30SOV0~SOV7主轴倍率G31.4GR41档位G32.0~G33.3R01I~R12I主轴速度指令G33.5SGN主轴速度指令极性,G33.5=1由PMC控制G33.6SSIN主轴速度指令极性,G33.6=1改变原来的方向G33.7SIND主轴速度指令选择G34.0~G35.3R01I2~R12I2主轴速度指令G35.5SGN2主轴速度指令极性,G35.5=1由PMC控制G35.6SSIN2主轴速度指令极性,G35.6=1改变原来的方向G35.7SIND2主轴速度指令选择G36.0~G37.3R01I3~R12I3主轴速度指令G37.5SGN3主轴速度指令极性,G37.5=1由PMC控制G37.6SSIN3主轴速度指令极性,G37.6=1改变原来的方向G37.7SIND3主轴速度指令选择G38.0*PLSST多边形切削主轴停G38.2SPSYC进入主轴同步控制方式G38.3SPPHC进入主轴相同步控制方式G38.6*BEUCP B轴松开完成G38.7*BECLP B轴卡紧完成G39.0~G39.5OFN0~OFN5刀具偏置号选择G40.0OFN6刀具偏置号选择G39.6WOQSM工件座标系偏移值写方式选择信号G39.7DOQSM刀具偏置值写方式选择信号G40.5S2TLS主轴测量G40.6PRC位置译码G40.7WOSET工件座标系偏移值写信号G41.0~G41.3HS11A~HS11D手摇中断轴选择信号G41.4~G41.7HS21A~HS21D手摇中断轴选择信号G42.0~G42.2HS31A~HS31D手摇中断轴选择信号。