制程品质控制流程图 (1)
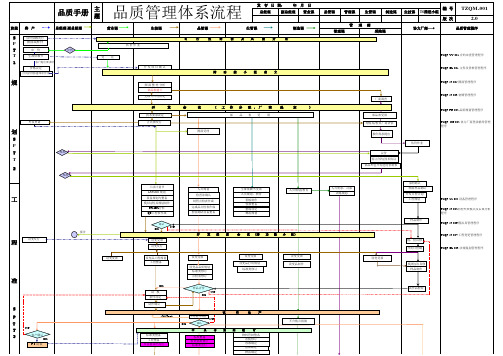
IATF16949品质管理体系流程图
TZQP-PG-003 采购产品品质管理程序TZQP-CG-001 采购管理程序
TZQP-PG-003 采购产品品质管理程序TZQP-PG-012 品质异常处理程序TZQP-SJ-006 模治具管理程序TZQP-GL-004 6S 管理程序TZQP-PG-004 产品鉴别与追溯管理程序
TZQP-ZZ-001 制程管制程序TZQP-PG-009 检验与测试管理程序TZQP-PG-006 检验、测量与测试设备管理程序
TZQP-PG-004 产品鉴别与追溯性管理程
TZQP-SG-003 紧急应变管理程序
TZQP-GL-013 资料分析与持续改进管理
TZQP-GL-011 客户财产控制程序
TZQP-SJ-004工程变更管理程序
TZQP-PG-008 统计技术管理程序
TZQP-GL-001 记录管理程序
TZQP-SG-001 交货管理程序TZQP-PG-011不合格品管理程序TZQP-PG-005 量测系统分析管理程序TZQP-PG-001 品质会议管理程序
TZQP-PG-010 信赖性试验管理程序
TZQP-PG-007 实验室管理程序
TZQP-SG-002搬运储存包装管理程序。
品质管控流程

来料
供应商品质政 策
• 源头管理
• QSA/QPA • 改善支援
与确认)
IQC 检验与监控
进
• 优胜劣汰
质量保证---供应商管理
合作协议 • 品质承诺书(含RoHS/冲突矿产 调查部分) • 品质违约处罚规定 • 供应商供货保证协议 供应商评审、考核和等级评定 • 新供应商的审核
原因分析
验证效果 IPQC不良 PE/QE
NG
停线培训
培训员工
OK 正常生产
OQC作业流程
产品入库 N OQC抽检 是否发生 质量事故 Y N IPQC监 督返工 Y 按AQL0.25抽检 PPM< 10000? Y 按AQL0.65抽检
N
生产重工 N
包装检查 Y
组织改善 N 反馈QE
外观检查
Y
尺寸检查
质量保证---供应商辅导改善
1. 每月汇总供应商来料状况,并针对TOP10不良 之供应商进行辅导改善。 2. 关键性材料,比如IC、MOS、继电器、PCB, 一经发现不良,均需供应商提供不良分析和改 善对策,并酌情安排现场辅导。 3. IQC判退、上线不良率超过5%的物料,要求供 应商提供不良分析和改善对策,并酌情安排现 场辅导。
重新老化
反馈北京 确认 OK
同FCT
曲线异常
流水/更改标准
NG
参数异常 FCT不良 是否超差 1A Y 无曲线 故障灯亮 技术协助 读取故障码 N 不良率是 否>5% Y Y 是否与工 装相关 N N 重新测试
功能不良:>=3X/2H 参数,故障灯:>=5X/2H 1个烧板,时好时坏,情 况马上报告品质工艺
QE/PE处理
有无生产
制程质量控制流程图
制程质量控制流程图制程质量控制是指在生产制造过程中,通过一系列的控制措施和流程,确保产品质量的稳定和可靠性。
制程质量控制流程图是用来描述制程质量控制的步骤和流程的图表,通过该流程图可以清晰地了解制程质量控制的整体流程和各个环节的关联关系。
制程质量控制流程图通常包括以下几个主要步骤:1. 制定质量控制策略:确定制程质量控制的目标和策略,包括制定合理的质量指标和控制标准。
2. 制定质量控制计划:根据产品的特性和生产过程的特点,制定详细的质量控制计划,包括质量控制的时间节点、控制方法和控制点等。
3. 进行质量检测:在生产制造过程中,根据质量控制计划进行质量检测,包括原材料的检测、生产过程的检测和最终产品的检测等。
4. 分析质量数据:对质量检测得到的数据进行分析和统计,了解产品质量的状况和趋势,及时发现问题和异常。
5. 采取纠正措施:根据质量数据分析的结果,采取相应的纠正措施,包括调整生产参数、改进工艺流程和培训操作人员等。
6. 持续改进:根据质量控制的效果和反馈,进行持续改进,优化质量控制流程和方法,提高产品的质量和可靠性。
制程质量控制流程图的设计应该符合以下要求:1. 清晰明了:流程图应该简洁明了,能够清晰地展示制程质量控制的各个步骤和环节,让读者一目了然。
2. 逻辑严谨:流程图的步骤和流程应该按照实际的质量控制流程进行排列,逻辑严谨,确保每个步骤都有明确的输入和输出。
3. 标识符合规范:流程图中的各个符号和标识应该符合国际通用的标准,比如使用矩形表示步骤、使用菱形表示判断、使用箭头表示流程等。
4. 字体规范:流程图中的文字应该清晰可读,字体大小和字体样式应该统一,以保证流程图的整体美观和可读性。
5. 配色协调:流程图的配色应该协调一致,使用明亮的颜色来突出重点和关键步骤,使用柔和的颜色来表示普通步骤。
6. 图例齐全:流程图中应该包含一个图例,用来解释各个符号和标识的含义,方便读者理解。
7. 简洁明了的说明:流程图的边缘或底部应该包含简洁明了的文字说明,用来解释整个制程质量控制流程图的目的和内容。
品质控制流程图【2024版】
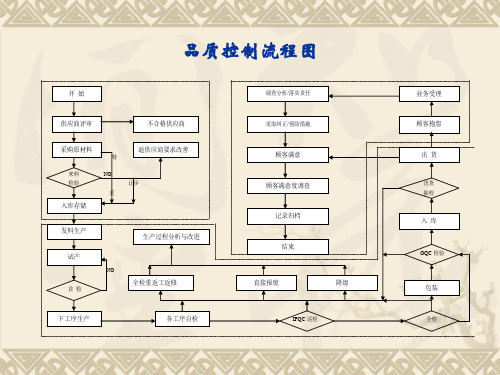
开始
供应商评审
不合格供应商
采购原材料
特
退供应商要求改善
来料 检验
入库存储
NO 让步
采
发料生产
生产过程分析与改进
获试产
首检
NO
全检重返工返修
下工序生产
各工序自检
调查分析/落实责任 采取纠正/预防措施
顾客满意 顾客满意度调查
记录归档 结束
直接报废
降级
IPQC 巡检
业务受理 顾客抱怨
出货
出货 抽检
潜在不符合识别
分析不符合原因
提出预防措施
对策否可行 NO
YES 执行预防措施
验证预防措施 NG
OK 标准化
相关记录存档
1.11 监视和测量装置控制流程
计测量器申购、验收
是否合格YES
计测量登记
是否校准 YES
执行內﹑外校准
校准判定 PASS
校准标识、记录
NO NO FAIL
使用﹑保管﹑维护
临时校准
入库
OQC 检验
包装
全检
目录
1.1进料检验流程 1.2 来料品质异常处理流程 1.3 首件检验流程 1.4 制程异常处理流程 1.5 不良品修理流程 1.6 出货检验流程 1.7 客戶投诉处理流程 1.8 不合格品處理流程 1.9 纠正措施实施流程 1.10 预防措施实施流程 1.11 监视和测量装置控制流程 1.12 产品标识流程 1.13 內部质量体系审核流程
3.修理员须在修理板上标识上自 已的标识
1.6 出货检验流程
生产部将产品 送检OQC
OQC清点数量及 确认状态标识
依成品检验标准及 抽样计划实施检验
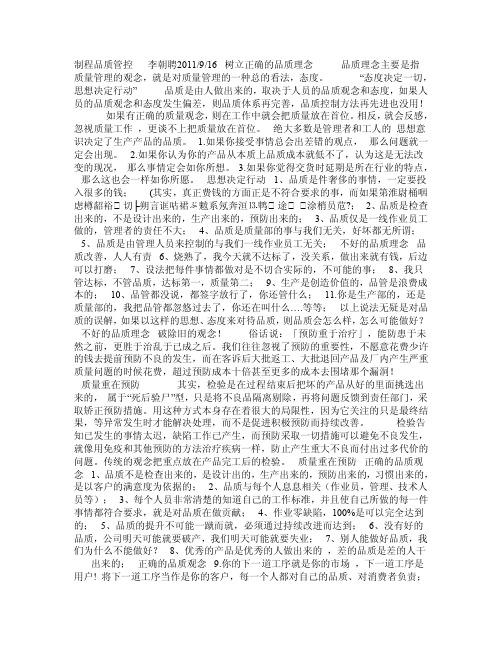
电镀制程质量QC工程图

产品 名称
全金/半金镍
工程 名称 管理项目
核准 规格设定值
审核
生产 设备
检验项目
1 素材标示 1 素材是否与标示单内容相符
1 料号
01
素
2
包装确认 2
包装无破损,数量无短少, 方向是否正确
材
投 入
3
素材外观 3
是否有压伤、歪针、S形、 污脏、严重氧化及毛边
1 清洁 水
洗 2 水刀
1 水质是否清洁 2 水刀口是否对准导电棒
1水洗槽 1 清洁 2水刀 2 水刀
水质清洁
1次/2Hr
水刀口对准导电棒进行清洁 1次/2Hr
目视
1.技术员 《电镀作业指导书》
2.技术员
生产管理/生产 日报
自主检查表
更换 水洗
1 温度
1 60±10℃
03 电 2 浓度
解 脱 3 比重 脂 4 电压
检验 频率
检验 设备
检验规范
责任者
E化路径
记录窗体
异常 处理
素材品名、规格正确、无混 料,有合格标示
1次/1R
包装无破损,数量无短少, 方向正确
1次/1R
无压伤、歪针、S形、污脏、 严重氧化及毛边
1次/1R
依生管排配作业
确实执行设备保养并如实填 写记录
1次/4Hr
《过程检验作业程序 》
1.作业员
生产管理/生产
自主检查表 生产派工单
《过程检验作业程序 》
2.作业员
日报 仓库管理/客户
PQC质量异常处理单
目视 投影机 《过程检验作业程序
》
来料登记
制程品质管控
制程品质管控李朝聘2011/9/16树立正确的品质理念品质理念主要是指质量管理的观念,就是对质量管理的一种总的看法,态度。
“态度决定一切,思想决定行动”品质是由人做出来的,取决于人员的品质观念和态度,如果人员的品质观念和态度发生偏差,则品质体系再完善,品质控制方法再先进也没用!如果有正确的质量观念,则在工作中就会把质量放在首位。
相反,就会反感,忽视质量工作,更谈不上把质量放在首位。
绝大多数是管理者和工人的思想意识决定了生产产品的品质。
1.如果你接受事情总会出差错的观点,那么问题就一定会出现。
2.如果你认为你的产品从本质上品质成本就低不了,认为这是无法改变的现况,那么事情定会如你所想。
3.如果你觉得交货时延期是所在行业的特点,那么这也会一样如你所愿。
思想决定行动1、品质是件奢侈的事情,一定要投入很多的钱;(其实,真正费钱的方面正是不符合要求的事,而如果第淮尉桶咽虑樽龆裕 切├朔言诓咕裙ぷ魃系氖奔洹⒔鹎 途 涂梢员苊?;2、品质是检查出来的,不是设计出来的,生产出来的,预防出来的;3、品质仅是一线作业员工做的,管理者的责任不大;4、品质是质量部的事与我们无关,好坏都无所谓;5、品质是由管理人员来控制的与我们一线作业员工无关;不好的品质理念品质改善,人人有责6、烧熟了,我今天就不达标了,没关系,做出来就有钱,后边可以打磨;7、设法把每件事情都做对是不切合实际的,不可能的事;8、我只管达标,不管品质,达标第一,质量第二;9、生产是创造价值的,品管是浪费成本的;10、品管都没说,都签字放行了,你还管什么;11.你是生产部的,还是质量部的,我把品管都忽悠过去了,你还在叫什么….等等;以上说法无疑是对品质的误解,如果以这样的思想、态度来对待品质,则品质会怎么样,怎么可能做好?不好的品质理念破除旧的观念!俗话说:「预防重于治疗」,能防患于未然之前,更胜于治乱于已成之后。
我们往往忽视了预防的重要性,不愿意花费少许的钱去提前预防不良的发生,而在客诉后大批返工、大批退回产品及厂内产生严重质量问题的时候花费,超过预防成本十倍甚至更多的成本去围堵那个漏洞!质量重在预防其实,检验是在过程结束后把坏的产品从好的里面挑选出来的,属于“死后验尸”型,只是将不良品隔离剔除,再将问题反馈到责任部门,采取矫正预防措施。
HSF控制流程[模板]
HSF控制流程
1. 目的
为使我公司外购原材料、零件以及本公司生产之产品符合客户及QC080000有害物质管控要求,特制定本流程。
2. 概述
讲述了从“客户HSF标准输入与评审、文件控制、PDT选用开发、试制、承认、量产及售后管理”
阶段对HSF的有效控制,确保我司提交给客户的产品符合客户HSF环保要求,提高客户满意。
3. 术语
4. 角色与职责
5. 流程图
清晰版本见如下附件:
6.流程说明
7.裁剪指南
无
8.流程范围
9.流程绩效指标
10.支持文件
11.流程接口描述
12.记录的保存
13.补充说明
无
14.文件拟制/修订记录。
QC process chart
成品检验
Finish product
inspect
OK 入库、入帐 Input、chalk it up
NG
OK
发出出货通知 Inform ship
OQC
NG
FQC 组长
确认
FQC
leader
confirm
定期巡仓 Random
Inspection
regularly
NG
NG
复检
recheck
OK
OK
备货
Prepare goods
必要时 If necessary
安排交付 Plan delivery
抽检
NG
Sample
inspect
OK
标识盖合格章,附 出货检验报告
Sealing chapter, Attached OQC
report
不合格品 reject
结束 End
不合格品 reject
按《不合格品 控制流程》
调机/调油/调色/调拉 Debug machine/
paint/mix colors /line
取样 rm first sample
必要时
If ecessary
尺寸检测 Dimension measurem
ent
标识、防护、保管 Mark\ fence\save
制程品质控制流程图ipqcprocesschartproduceleader生产组长operater作业员technician技术员ipqcleadersurveyor测量员首件确认confirmfirstsample签名贴合格首板标签signandstickthelableofpassfirstsampleng调机调油调色调拉debugmachinepaintmixcolorsline标识防护保管markfencesave培训作业员trainingoprator取样sampling接收首板receivedfirstsample安排生产planproduce巡检randominspectionok开始startokng照计划排机拉arrangemachinelineaccordingtoplan尺寸检测dimensionmeasurementokng自检selfinspection尺寸检测可靠性测试dimensionreliabilitytestng成品待检finishproductwaitingforinspect结束end必要时ifnecessary必要时ifecessaryok按成品品质控制储存和交付流程implementingoqccontrolprocedure按不合格品控制流程implementingrejectproductcontrolprocedure不合格品reject3
制程质量控制流程图
制程质量控制流程图制程质量控制流程图1:概述本文档旨在介绍制程质量控制流程,以确保产品的制造过程符合质量要求。
制程质量控制是产品质量管理的重要组成部分,通过对制造过程中的各项参数和环节进行监控和调整,以达到产品质量稳定和优化的目标。
2:质量策划2.1 制定质量目标:明确产品制造过程中的质量要求和指标,确保产品质量符合客户需求和标准。
2.2 制定质量计划:制定详细的制程质量控制方案,包括质量检测方法、检测频率、抽样方案等,确保制程质量控制得到有效执行。
3:前期准备3.1 建立质量控制团队:组建由质量工程师、工艺工程师和生产人员组成的质量控制团队,确保各项制程质量控制工作得以顺利进行。
3.2 设备校准与验证:对生产所需的设备进行校准和验证,确保设备的准确性和稳定性,以保证制程质量可控。
3.3 建立记录系统:建立完善的记录系统,包括产品质量检测记录、纠正措施记录等,以便后续的数据分析和持续改进。
4:制程质量控制流程4.1 原材料检验:对原材料进行严格的检验,包括外观检查、物理性能测试和化学成分分析等,确保原材料符合质量要求。
4.2 设备状态监控:通过定期的设备巡检和状态记录,监控设备的运行状态,及时发现并处理设备异常情况,以保证制程的稳定性。
4.3 工艺参数控制:对工艺过程中的各项参数进行严密控制,包括温度、压力、速度等,确保产品符合质量标准。
4.4 过程检验:对制程中的关键环节和关键参数进行抽样检验,包括外观检查、尺寸测量和功能测试等,以判断制程的合格程度。
4.5 数据分析与改进:通过对制程质量数据进行统计和分析,发现潜在问题和改进机会,并采取相应的纠正措施和预防措施,以提升制程质量。
5:结束本文档涉及附件:附件1-质量目标设置表、附件2-制程质量控制计划表、附件3-原材料检验记录表、附件4-设备状态记录表、附件5-工艺参数记录表、附件6-过程检验记录表、附件7-数据分析报告。
本文所涉及的法律名词及注释:- 质量管理体系:是指组织在为满足顾客满意度的质量要求而制定并持续实施的质量管理活动的总体的、持续的、分阶段的系统。
品质控制工作流程图及工作标准
C3
程序
☆ 质量管理标准获得批准后,由品研部执行
☆ 组织对原辅料、生产过程和产成品进行检验
根据实际
重点
☆ 原辅料、产品实现过程和产品的质量监督
标准
☆ 检验报告单原始记录是否齐全
原辅料检验
C4
D4
D5
E5
E6
F6
程序
一.《原材料和成品检验规程》
二.《原辅料入库单》
☆ 质检专员对采购的原辅料进行检验
1个工作日
☆ 品研部经理对质检专员的报表进行审核,质检专员根据审核意见进行修改
重点
☆ 检验报告的拟定
标准
☆ 规范、及时,能真实反映制程质量检验及改善的过程
进行归档
B9
程序
《企业档案管理制度》
☆ 质检专员将常规检验和复检过程中形成的各种文件进行归档,包括质量报表及数据记录单等,以便查找和调用
即时
重点
☆ 资料的归档
2个工作日
☆ 品研部将公司质量标准补充完善,形成较成熟的文件
1个工作日
☆ 质量标准报技术副总审核,总经理审批
重点
☆ 质量标准的编写
标准
☆ 编写及时、全面
执行《质量标准》
C5
D5
程序
一.公司《质量标准》
二.公司《质量管理制度》
☆ 品研部组织执行领导审批的公司质量标准
☆ 相关部门认真、彻底地执行公司质量标准
即时
☆ 质检专员判断整改是否解决了问题,若仍存在问题,则要求生产部再次查找原因并组织实施二次整改,直至相关质量问题得到妥善解决
即时
重点
☆ 整改结果的复检
标准
☆ 规范、科学、及时
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.6.3.1 当月产品批退次数为0次时,此项考核工资为30元。
3.6.3.2 当月产品批退次数为1次时,此项考核工资为20元。
3.6.3.3 当月产品批退次数为2次时,当天此项考核工资为10元。
3.6.3.4 当月产品批退次数为3次时,此项考核工资为5元。
3.6.3.5 当月产品批退次数为4次时,此项考核工资为0元,并从工当天工资中扣除5元。
3.3.4每月工龄工资为满1年100元,满2年200元,以此类推,最高为400元。
3.4岗位津贴
3.4.1岗位津贴工资综合考虑员工的职务高低、学历技能高低、岗位责任大小、能力强弱、贡献多少、经验丰富与否,在本企业从业时间长短等薪酬制度.
3.4.2基层员工无岗位津贴,晚班人员补助100元/月。
3.4.3班组长以上管理人员及办公室人员的岗位津贴工资分配如下:
1. 1. 4最终推进公司发展战略的实现。
1.2依据国家有关法律、法规和公司的有关规定,制定本制度。
2. 适用范围
本管理制度适用于公司全体人员,其他成员可参考执行。
3. 薪酬分配的依据
公司薪酬分配依据岗位价值、技能和业绩。
4. 薪酬分配的基本原则
薪酬作为价值分配形式之一,应遵循竞争性、激励性、公平性和经济性的原则。
并给予3元奖金。
3.6.1.7当天生产达标率为70%~75%(不含75%) ,不良率低于5‰时,不扣取任何费用,但无任何奖金。
3.6.1.8当天生产达标率低于60%~70% ,不良率不超过5‰时,从当天工资中扣除3元。
3.6.1.9当天生产达标率低于60% ,不良率不超过5‰时,从当天工资中扣除6元。
编制
韦世健
版次
A
程品质控制流程图
审核
页码
发布日期
生效日期
2015/10.30
第二章 工资总额
2.1人事部通过建立工效挂钩机制,对薪酬总额进行控制。
2.2人事部年度的经营收入、薪酬总额,以及下一年度的经营计划,对各职等和薪档的岗位薪酬基数进行调整和确定。通过对下一年度各职等和薪档人数的预计,做出下一年度的薪酬预算,包括固定工资总额和标准绩效考核奖金总额。
3.4.4生产班组长岗位津贴为3000元/月;
明煌五金有限公司
编制
韦世健
版次
0/A
程品质控制流程图
审核
页码
发布日期
生效日期
2015/10.30
3.4.5品质班组长岗位津贴为1500元/月;
3.4.6生产主管岗位津贴为3500元/月;
3.5 请假规定
3.5.1 基层员工请假无当月100元全勤奖,并扣取当天底薪。
2.3薪酬预算经公司总经理批准后执行。
2.4为了加强对薪酬预算执行情况的过程控制,人事部应于每月初,将上月实际薪酬发放情况汇总上报。
第三章结构工资制
3.1目的
提供公平的待遇、均等的机会,促进公司及员工的发展与成长;
3.2适用范围
除实行年薪制、非正式员工工资制外的员工。
3.3工资模式
工资=基础工资+工龄工资+岗位津贴+全勤奖+绩效考核奖金+其它
3.6.3.6 当月产品批退次数为5次时,此项考核工资为0元,并从工当天工资中扣除8元。
3.6.3.7 当月产品批退次数为6次时,此项考核工资为0元,并从工当天工资中扣除10元。
3.6.3.8 当月产品批退次数为7次时,此项考核工资为0元,并从工当天工资中扣除12元。
以此类推
3.7出勤率
3.7.1出勤天数设定为30天,每天11小时制。
4.1竞争性原则:根据市场薪酬水平的调查,对于与市场水平差距较大的岗位薪酬水平应
有一定幅度调整,使公司薪酬水平有一定的市场竞争性。
4.2激励性原则:打破工资刚性,增强工资弹性,通过绩效考核,使员工的收入与公司业
绩和个人业绩紧密结合,激发员工积极性。
4.3公平性原则:薪酬设计重在建立合理的价值评价机制,在统一的规则下,通过对员工
3.6.1.5当天达标率达80%~85%(不含85%) ,但不良率不超过5‰时,不扣除任何费用,并给予6元奖金。
3.6.1.6当天达标率达75%~80%(不含80%) ,但不良率不超过5‰时,不扣取任何费用,
明煌五金有限公司
编制
韦世健
版次
0/A
程品质控制流程图
审核
页码
发布日期
生效日期
2015/10.30
3.7.2出勤率考核工资基数为2.5元。
14.2.4.3 出勤率=实际出勤时间/11×100%。
14.2.4.4 出勤考核工资=2.5×出勤率。
3.6.1.1生产达标率及不良率
3.6.1.2当天达标率超过95% ,且不良率低于5‰时,给予奖金15元。
3.6.1.3当天生产达标率达90%~95%时且不良率低于5‰(含5‰ ),出现之不良品及报废品不扣取工资,并给予资金12元。
3.6.1.4当天生产达标率达85%~90%(不含90%) ,不良率低于5‰(含5‰ )时,出现之不良品及报废品不扣取工资,并给予9元奖金。
3.6.1.10当天生产达标率低于50% ,不良率在5‰内,从当天工资中扣除9元。以此类推。
3.6.1.11连续2个月生产达标率低于50%及不良率超过5‰之人员,公司作出解除劳动关系。
3.6.2报废率
3.6.2.1每天生产过程出现报废率超过5‰时,所产生的报废品按原材料1:1价格从当天工资中扣款。
3.6.2.2生产班组长、主管调机及改机之不良品,操作人员有权拒绝接收。并由改机及调机人员承担相关责任。
3.3.1基础工资=基本工资+岗位津贴工资
3.3.2所有人员(除生产班组长职位以上及非生产人员外)(基本工资参照东莞市职工平均生活水平,生活费用价格指数和各类政策性补贴而确定),最低工资标准1510元,我司拟定为1510元。《广东省人力资源和社会保障厅关于调 整最低工资标准的通知 》。
3.3.3生产班组长以上职位人员及非生产人员最低工资标准(底薪)为1800元。
的绩效考评决定员工的最终收入。
4.4经济性原则:人力成本的增长与企业总利润的增长幅度相对应,用适当工资成本的增
加引发员工创造更多的经济价值,实现可持续发展。
5.薪酬体系依据岗位性质和工作特点,公司对不同类别的岗位人员实行不同的工资系统,构成公司的薪酬体系,包括年薪制、结构工资制,临时性员工工资制。
明煌五金有限公司
明煌五金有限公司
编制
韦世健
版次
0/A
程品质控制流程图
审核
页码
1/1
发布日期
生效日期
2015/10.30
第一章 总则
1. 目的和依据
1.1目的
1.1.1使公司的薪酬体系与市场接轨,能够达到激发员工活力的目标;
1.1.2把员工个人业绩和团队业绩有效结合起来,共同分享企业发展所带来的收益;
1.1.3促进员工价值观念的凝合,形成留住人才和吸引人才的机制;
3.5.2 除基层员工外所有人员请假无当月全勤奖,并扣取当天底薪及岗位津贴。
3.5.3新雇佣的员工(生产部操作员及检验人员)、公司通过考察本人的学历、工作经验、工作能力等综合资历和所担任的职务,确定其薪级。
3.5.6试用期结束后,公司将根据其本人的实际表现,决定是否调整其薪级。并且在员工劳动合同有效期内,公司有权根据员工的表现情况随时调整(高、低)员工的薪级。
3.5.7 人员一经录用,试工期为7天(满1个月试工期7天为有薪,1个有内主动离职试工期7天为无薪)。
3.5.8根据公司政策,工资每年12月份调整一次。
3.5.9因国家相关政策、行政法规变更或公司人员结构有较大变化以及其他原因时,公司可对工资做临时调整。
3.6绩效考核
3.6.1 生产部操作员
绩效考核方式包含每天生产达标率、不良率(含品质部检出不良品数)、报废率(含品质部检出报废数量)、品质部产品批退次数,公司规章制度的遵守程度、出勤情况进行考核。