激光(振镜)运动控制器用户手册
激光振镜控制器用户手册
用户手册的使用对象
本编程手册适用于,具有硬件基本知识,对控制有一定了解的工程人员。
用户手册的主要内容
本手册由三章内容和附录组成。第一章“概述” ,简介激光振镜运动控制器及如何构 成激光控制系统;第二章“快速使用” ,介绍运动控制器安装、接线和驱动程序的安装;第 三章“系统调试” ,介绍利用运动控制器配套软件,进行系统调试;附录提供了:运动控制 器技术参数;典型接线;故障处理。
第一章 概述 .............................................1
1.1 简介 ...................................................................................................................................................1 1.2 激光(振镜)运动控制器型号及含义 ..........................................................................................1 1.3 激光振镜运动控制器功能列表 .......................................................................................................2 1.4 激光振镜控制系统的基本组成 ......................................................................................................3
激光振镜标刻软件说明书中文版
鑫刻激光振镜标刻软件用户使用手册软件版本:V2.0修订日期:2012年12月由于软件升级所造成的实际操作方式、功能设置等,如有与本手册不符之处,以软件为准。
目录第一章:鑫刻激光振镜标刻软件介绍 (3)1.1 软件简介 (3)1.2 软件安装 (3)1.3 软件功能 (5)1.4 软件设置 (5)1.5软件界面 (7)第二章:快速入门 (11)2.1 启动系统 (11)2.2 输入打标文件 (11)2.2.1打开旧文件 (11)2.2.2 直排文字的输入 (11)a 直排文字b. 置中c. 文字对齐方式d. 步距e. 单字属性f. 字体设置g. 填充h. 矩阵排列2.2.3 弧排文字的输入 (16)2.2.4 序列号的输入 (16)2.2.5 日期的输入 (17)2.2.6 时间的输入 (18)2.2.7 可变文本的输入 (18)2.2.8 组合替换 (19)2.2.9 数据库参数设置 (19)2.3 图形文件 (20)2.3.1 简单图形 (20)2.3.2 交互式图形 (22)a. PLT文件b. DXF文件c. AI文件d. IMG图片文件2.3.3 一维条码 (25)2.3.4 二维条码 (25)2.3.5 刻度盘 (27)2.3.6 旋转打标文件输入 (27)2.4打标参数设置 (28)2.4.1 图层参数 (28)2.4.2 延迟参数 (31)a. 跳转延时b. 开光延时c. 关光延时d. 折点延时2.5 引导红光 (33)2.5.1 定位域设置 (33)2.5.2 红光测试 (34)2.5.3 指定红光位置 (34)2.6 打标 (35)第三章:系统参数设置 (37)3.1 振镜设置 (37)3.2 辅助轴设置 (38)3.3 校正参数设置 (40)第四章:扩展功能 (42)4.1 多工位旋转打标 (42)4.2 数据库设置 (45)第五章:文件编辑示例第一章鑫刻激光振镜标刻软件介绍1.1 软件简介鑫刻软件由市鑫刻光电设计的激光振镜标刻专用软件,功能强大,简易的菜单操作方式,可打印各种中英文字体、矢量图形PLT、DXF文件、点阵图形BMP文件、序列、条形码和二维码、刻度尺。
激光机操作说明书(DSP5.1)03
2.1.1图层参见第五章。
2.1.5.1 2.1.5.2 2.1.5.3 2.1.5.4 2.1.5.5 2.1.5.62.1.5.82.1.5.9 2.1.5.10 2.1.5.113.1激光输出参见“第二章 2.1”3.2导出数据对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为导入数据 控制面板设置激光头停靠位置 编辑工具条 图层工具条 状态栏对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为点击“选择”按钮对应工具条上的图标为旋转图形。
点击“选择”按钮对应工具条上的图标为点击“选择”按钮对应工具条上的图标为点击“选择”按钮对应工具条上的图标为缩放图形。
点击“选择”按钮对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为点击“重置”按钮,选中某个图形,点击“空格键”或者对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为一行后,点击或者改变图形或者加工参数后,请点击在“输出”栏中可以选择是否输出该图层。
表示该图层输出,,,,,,,:设置高级参数。
点击该按钮,“参数设置”对话框内有很多查看对应的信号是否有响应即可知道该输入信号是否正常。
选中某个信号,点击,可以查看相应的设备是否响应。
显示显示。
振镜式激光焊接机软件的使用

振镜式激光焊接机软件的使用
振镜式激光焊接机是通发激光公司通过中外技术合作最新研制开发出的
专门适用于大批量五金产品精密焊接加工的设备。
本机体积小巧,操作方便,焊点牢固美观,适合各种金属材料的焊接。
能长时间工作,受热范围小,无
污染。
可用于焊接各种铍铜,不锈钢,铝,铂金、K金、银、钛金、多种金
属材料及其合金。
它的软件操作使用方法如下:
1、主界面:
鼠标双击ur welding(scanner).exe,进入主界面。
下图所示。
2、菜单栏
2.1 文件菜单
新建:新建一个空白的.us文件。
功能同工具栏的。
打开:打开一个已存在的.us文件。
功能同工具栏的。
关闭:关闭当前打开的文档。
保存:将当前显示的文档数据存入一个.us文件中。
功能同工具栏的。
另存为:将当前显示的文档数据存入一个新的.us文件中。
退出:退出程序。
2.2 编辑菜单
撤销:回退到当前操作的上一步操作。
功能同工具栏的。
重做:前进到当前操作的下一步操作。
功能同工具栏的。
剪切:剪切当前选中对象。
功能同工具栏的。
复制:复制当前选中对象。
功能同工具栏的。
粘贴:粘贴当前已复制或已剪切的对象。
功能同工具栏的。
删除:删除当前选中对象。
功能同工具栏的。
2.3 绘制菜单
利用鼠标左键单击绘制点、线、圆弧、圆、四边形、IO以及导入矢量文件。
2.4 查看菜单。
激光机控制系统说明书最新模板

激光机控制系统说明书最新《激光机的触摸屏控制系统》一、主界面开启激光控制系统,稍等系统启动完成,LCD显示屏上出现系统主界面,如下图:图1 主界面界面此时会显示初始化,因此在打开系统之前,请确认触摸屏与控制板和激光打标机是否正常连接,初始化完成后,点击【打印】图标,系统进入打印操作界面。
二、激光打标控制系统的操作2.1概览进入控制系统的打印界面,屏幕上显示系统的打印界面如下图:图2 系统的打印界面界面简单清爽,中间网格区域为所见即所得的标记内容显示视图,默认尺寸为100mm×100mm,右边为操作设置菜单栏,包含了各种打印的参数设置以及操作。
底部显示的是功能按钮,左上角为主页按钮,用户点击可直接退回到主界面,右上角为返回按钮,点击返回到上一页。
2.2、快速入门在这节中,我们将简单的介绍如何新增一个文档,把自己所需的打标内容编辑到新增的文档中,对文档的相关参数进行设置,最后在工件上进行刻印出来。
新添加文档来进行打标,我们提供有两种方式:一、在打印界面,点击【更改文档】,如下图:图3点击后进入文档的界面,如下图:图4点击界面左小角【新增】,出现新增文档编辑名称的对话框,修改名称后点击【确认】,出现文档编辑框如下图:图5二、在主界面,点击【文档】功能图标,进入文档管理界面,如下图:图6点击【新增】按钮,出现编辑名称的对话框,修改名称后点击【确认】,出现文档编辑框如图5.以上两种方法都能够建立打印文档。
在编辑界面顶部菜单栏点击【新增】,选择所需要添加的内容,比如文本与组合文本,如下图:图7添加文本后如下图:图8文本标记被一个黑框所包围,说明这个文本标记是处于被选择的状态,同时右边栏里的标记列表,也用颜色标记选中的标记,当标记处于选择状态时,能够点击右边操作页的【文本】,修改文本的内容,也可双击文本标记修改文本内容。
如下图:图9标记内容可任意修改,例如将内容改成“ABCDEF”,点击确认按钮,此时能够看到视图中的标记内容已经改变,如下图:图10当文本标记处于被选择状态时,还能够在界面右下方操作区域更改标记的属性,例如字体的选择与字体的类型,如下图:图11选择对应的字体类型后,在【字体选择】选择相对应的字体,如下图:图12这个标记我们暂时就只修改内容。
激光振镜运动控制系统开发
激光振镜运动控制系统开发固高科技(深圳)有限公司摘要:激光振镜运动控制技术是将振镜运动控制、电机运动控制和激光及其能量控制相结合的专业控制技术。
针对不同的激光器,提供了频率输出、PWM输出以及模拟电压输出三种激光输出方式,提供激光能量的三种控制方式:随动模式、时序逻辑输出模式和位置相关控制模式,以实现不同的激光加工工艺。
本文以开放式结构的固高激光振镜运动控制器为平台,详细的阐述了该控制器的特点,并以激光雕刻为例阐述了在激光加工行业的应用。
关键字:运动控制器激光能量雕刻切割1前言激光加工技术实现了光、机、电技术相结合,是一种先进的制造技术。
由于其具有无接触、清洁、效率高以及适用于特殊加工等优点,使得激光加工技术广泛渗透于传统制造技术的很多工艺过程中。
随着振镜电机的出现,大大提高了激光加工设备的速度,提高了生产效率。
已经广泛应用于汽车、冶金、纺织、化工及微电子等众多的领域,随着对精度更高的要求和一些特殊加工工艺的出现,不但需要对激光能量进行实时的控制,而且需要更加复杂的运动控制。
固高公司的激光振镜运动控制器以先进的激光加工需要为出发点,不但保证系统高速高精度的轨迹运动,而且能准确、实时的控制激光能量。
本文基于这款激光振镜运动控制器,详细阐述了其特点,并讨论了激光振镜运动控制系统的设计过程。
2激光振镜运动控制器特点激光振镜运动控制器继承了固高公司通用运动控制器良好的运动控制功能,同时提供了高性能的激光能量控制。
而且把振镜电机控制和步进(伺服)电机控制相结合,能完成更加灵活的运动控制。
现将激光振镜运动控制器的特点归纳如下:(1)多轴联动,能实现直线、圆弧插补;可任意指定控制轴为电机或振镜。
(2)可实现小线段连续加工。
(3)可根据不同振镜,进行非线性误差校正。
(4)采用高速IO作为激光输出,并提供激光状态改变的延时时序逻辑处理,实现运动控制与激光控制的有效结合。
(5)提供实时位置比较输出功能,使得激光状态的改变没有非指定延迟。
GT系列激光振镜运动控制器(GT-400-SCAN)
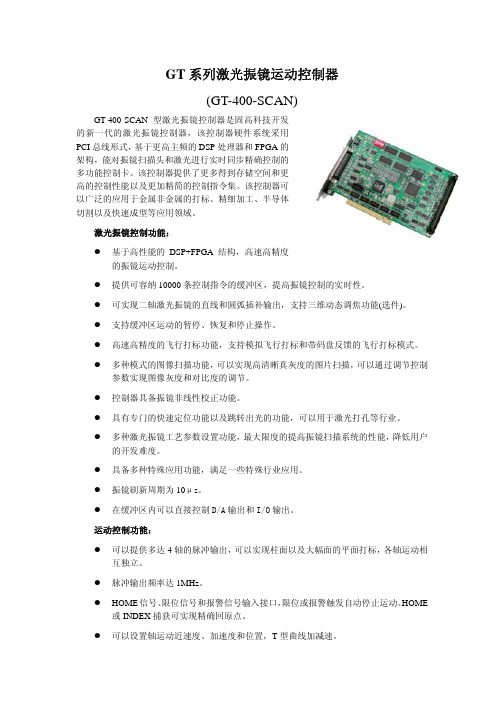
GT系列激光振镜运动控制器(GT-400-SCAN)GT-400-SCAN型激光振镜控制器是固高科技开发的新一代的激光振镜控制器,该控制器硬件系统采用PCI总线形式,基于更高主频的DSP处理器和FPGA的架构,能对振镜扫描头和激光进行实时同步精确控制的多功能控制卡。
该控制器提供了更多得到存储空间和更高的控制性能以及更加精简的控制指令集。
该控制器可以广泛的应用于金属非金属的打标、精细加工、半导体切割以及快速成型等应用领域。
激光振镜控制功能:基于高性能的DSP+FPGA结构,高速高精度的振镜运动控制。
提供可容纳10000条控制指令的缓冲区,提高振镜控制的实时性。
可实现二轴激光振镜的直线和圆弧插补输出,支持三维动态调焦功能(选件)。
支持缓冲区运动的暂停、恢复和停止操作。
高速高精度的飞行打标功能,支持模拟飞行打标和带码盘反馈的飞行打标模式。
多种模式的图像扫描功能,可以实现高清晰真灰度的图片扫描,可以通过调节控制参数实现图像灰度和对比度的调节。
控制器具备振镜非线性校正功能。
具有专门的快速定位功能以及跳转出光的功能,可以用于激光打孔等行业。
多种激光振镜工艺参数设置功能,最大限度的提高振镜扫描系统的性能,降低用户的开发难度。
具备多种特殊应用功能,满足一些特殊行业应用。
振镜刷新周期为10μs。
在缓冲区内可以直接控制D/A输出和I/O输出。
运动控制功能:可以提供多达4轴的脉冲输出,可以实现柱面以及大幅面的平面打标,各轴运动相互独立。
脉冲输出频率达1MHz。
HOME信号、限位信号和报警信号输入接口,限位或报警触发自动停止运动。
HOME 或INDEX捕获可实现精确回原点。
可以设置轴运动近速度、加速度和位置,T型曲线加减速。
激光控制功能:可以设置激光开关延时,单位为1us ,且延时时间可以为负值,即可以提前开光。
PWM输出的时基可选,分别为1MHz和8MHz。
可直接设置PWM输出的频率和占空比,用于控制CO2激光器输出的能量大小或控制Q驱动器的Q脉冲,最高频率可达8MHz。
激光机用户指南
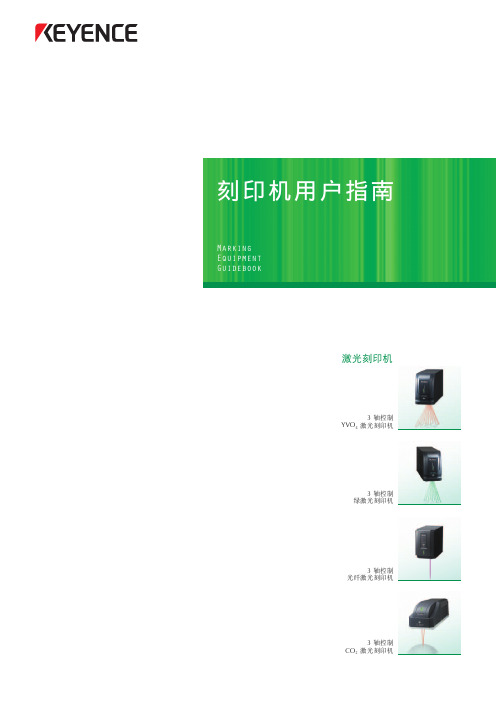
激光刻印机3 轴控制 YVO4 激光刻印机3 轴控制绿激光刻印机3 轴控制光纤激光刻印机3 轴控制CO2 激光刻印机KEYENCE 激光刻印机阵容3轴YVO4 激光刻印机MD-V9900A(基本波长: 1064 nm)MD-S9900A(SHG波长:532 nm)3轴光纤激光刻印机MD-F3000(波长:1090 nm)■根据需要可选择2种波长■实现高质量高精度刻印■全新“取景器功能”■同类中最大的300mm x 300 mm区域■高功率刻印机■通过超高速刻印和加工大幅度提高单位生产率■不受环境空气影响无风扇的刻印头■同类中最大的300mm x 300 mm区域三轴控制30 W 高功率全空气冷却三轴控制金属金属深刻印瓷器树脂300 x 300 mm超宽区域超小型内置取景器300 x 300 mm超宽区域树脂金属黑色刻印涂层剥落瓷器2(nm)30038040050053260070078080010641090106003轴CO 2激光刻印机ML-Z9500(波长:10.6 μm )激光刻印机光波长分布图波长: 532 nmYVO 4 SHG 激光SHG 波长型刻印机实现损伤更少的高品质刻印可对应金属、树脂等广泛用途的基本波长机型可对应树脂、纸、玻璃等金属以外材质的机型波长: 1064 nm YVO 4 激光波长: 1090 nm 光纤激光波长: 10600 nm CO 2 激光■ 业界首创 3D 刻印■ 实现高精度加工■ 可任意改变光点大小■ 同类中最大的300mm x 300 mm 区域三轴控制全空气冷却玻璃纸300 x 300 mm 超宽区域30 W 高功率树脂瓷器紫外线红外线可见光谱3材质分类选定表材质名SHG激光刻印机MD-S系列YVO4激光刻印机MD-V系列/光纤激光刻印机MD-F系列CO2激光刻印机MD-Z系列树脂PE(聚乙烯)◎○○PC(聚碳酸酯)◎○○PP(聚丙烯树脂)◎○○POM(聚甲醛)◎◎○PBT(聚对苯二甲酸丁二醇酯)◎◎○PET(聚乙烯对苯二酸盐)××○ABS(丙烯腈丁二烯苯乙烯)◎◎○EP(环氧树脂)◎◎◎PF((苯)酚,石炭酸)◎◎◎UF(尿素树脂)◎◎◎PVC(氯乙烯)◎◎◎PA(聚酰胺)◎◎○SI(硅胶)◎○×金属铁◎◎×铝◎◎×镍◎◎×不锈钢◎◎×铜◎○×金◎○×其他陶瓷◎○○木材△△◎纸类△△◎玻璃××◎橡胶◎◎◎*所注明的◎、○、△、×判定,会根据对象物的状态和添加剂以及设定条件的不同而不同。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PCI:PCI 总线
输出类型 LASER:激光运动控制器 SCAN:激光振镜运动控制器
1
第一章 概述
1.3 激光(振镜)运动控制器功能列表
功能 总线 控制周期 模拟量输出
脉冲量输出 限位信号输入 原点信号输入 驱动报警信号输入 驱动使能信号输出 驱动复位信号输出 通用数字信号输入 通用数字信号输出 A/D 看门狗 插补运动 硬件捕获
您也可以通过电话(0755-26970839)咨询关于公司和产品的更多信息。
技术支持和售后服务
您可以通过以下途径获得我们的技术支持和售后服务: 电子邮件: 邮件地址 support@; 电 话: 0755-26970823、26970835、26737169 发 函: 深圳市高新技术产业园南区深港产学研基地大楼西座二层 固高科技(深圳)有限公司 邮编:518057
W211 室
用户手册的用途
用户通过阅读本手册,能够了解激光(振镜)运动控制器的基本结构,正确安装运动控制器, 连接控制器与电机控制系统,完成运动控制系统的基本调试。
用户手册的使用对象
本编程手册适用于,具有硬件基本知识,对控制有一定了解的工程人员。
用户手册的主要内容
本手册由三章内容和附录组成。第一章“概述”,简介激光(振镜)运动控制器及如何构成激 光控制系统;第二章“快速使用”,介绍运动控制器安装、接线和驱动程序的安装;第三章“系统 调试”,介绍利用运动控制器配套软件,进行系统调试;附录提供了:运动控制器技术参数;典型 接线;故障处理。
支持扫描方式和矢量方式
支持扫描方式和矢量方式
首脉冲信号脉宽可调
CO2 等气体激光器,YAG 激光器 CO2 等气体激光器,YAG 激光器(Q
(Q 开关)
开关)
1.4 激光(振镜)控制系统的基本组成
1. 激光(振镜)运动控制器; 2. 具有 ISA/PCI/PC104 接口的主机; 3. 步进电机或伺服电机; 4. 激光振镜; 5. 电机驱动器及振镜驱动器; 6. 驱动器电源; 7. +12V/+24V 直流电源(端子板电源); 8. 原点开关、正/负限位开关(根据系统需要可选);
固高科技具有本产品及其软件的专利权、版权和其它知识产权。未经授权,不得直接或者间接 地复制、制造、加工、使用本产品及其相关部分。
运动中的机器有危险!使用者有责任在机器中设计有效的出错处理和 安全保护机制,固高科技没有义务或责任对由此造成的附带的或相应 产生的损失负责。
前言
感谢选用固高激光(振镜)运动控制器
激光开关控制
激光能量控制
激光加工处理方式 首脉冲抑制功能
可支持的激光器类型
SCAN 系列
LASER 系列
具有 ISA/ PCI/PC104 总线接口 具有 ISA/ PCI/PC104 总线接口
33us 或更短
200us
两轴,范围:-10V~+10V,用于 振镜控制
一路(激光能量控制)
两路输出
标准两轴,其中第三轴为可选。
Web: HH
激光(振镜)运动控制器 用户手册
务必将此手册交给用户 非常感谢您选购激光(振镜)运动控制器 在您使用之前,请仔细阅读此手册,确保正确使用。 请将此手册妥善保存,以备随时查阅。
版权申明
版权声明
固高科技有限公司 保留所有权力
固高科技有限公司(以下简称固高科技)保留在不事先通知的情况下,修改本手册中的产品和 产品规格等文件的权力。固高科技不承担由于使用本手册或本产品不当,所造成直接的、间接的、 特殊的、附带的或相应产生的损失或责任。
固高科技(深圳)有限公司
地 址:深圳市高新技术产业园南区深港产学研基地西座 二层 W211 室
电 话:0755-26970823 26970819 26970824 传 真:0755-26970821 电子邮件:Hsupport@H 网 址:HH
第三章 系统调试………………………………………...……………….....16 附录A 技术参数……………………………………..……………………..17 附录B 典型接线……………………………………………………………..19
B.1 控制器与 Panasonic MSDA 系列驱动器位置控制方式接线……………………………….19 B.2 控制器与SANYO DENKI PV1 系列驱动器位置控制方式接线……………………………20 B.3 控制器与SANYO DENKI PY0/PY2 系列驱动器位置控制方式接线………………………21 B.4 控制器与 YASKAWA SERVOPACK 系列驱动器位置控制方式接线………………………………22 B.5 控制器 YASKAWA SGDE 系列驱动器位置控制方式接线...............................….............….23 B.6 控制器 YASKAWA SGDM 系列驱动器位置控制方式接线................................…................24 B.7 控制器与三菱 MEL SERVO-J2-SUPER 系列驱动器位置控制方式接线..............…............25 B.8 控制器与 FALDIC-W 系列驱动器位置控制方式接线..............................................….........26
相关文件
关于激光(振镜)运动控制器的编程,请参见随产品配套的《激光(振镜)用户手册》。
目录
第一章 概述 .................................................. 1
1.1 简介 .................................................................................................................................................. 1 1.2 激光(振镜)运动控制器型号及含义.......................................................................................... 1 1.3 激光(振镜)运动控制器功能列表………………………………………………………………2 1.4 激光(振镜)控制系统的基本构成………………………………………………………………2
伺服电机既可以选择交流伺服电机也可以选择直流伺服电机。但激光控制器只提供脉冲输出信 号。激光振镜除了提供脉冲输出信号外,还提供 2 路模拟量输出信号控制激光振镜。
如果用户选用的是 GE-X00-SX-LASER 的控制器,则该控制器对于轴的控制只提供脉冲输出方 式,可以是正脉冲/负脉冲、脉冲+方向。如果用户使用的是伺服电机,则电机驱动器应选为位置控
8 路,为可选功能 有,实时监控 DSP 工作状态 直线、圆弧插补
可以捕获原点 HOME 信号 2 路,一路为正相输出,一路为 反相输出,TTL 电平
提供占空比输出、频率输出
可以捕获原点 HOME 信号 2 路,一路为正相输出,一路为反 相输出,TTL 电平 提供占空比输出、频率输出以及模 拟量输出
激光(振镜)运动控制器以 IBM-PC 及其兼容机为主机、提供标准的 PCI 总线的产品。运动控制 器提供 Windows 动态链接库,实现复杂的控制功能。用户能够将这些控制函数与自己控制系统所需 的数据处理、界面显示、用户接口等应用程序模块集成在一起,建造符合特定应用要求的控制系统, 以适应各种应用领域的要求。使用该运动控制器,要求使用者具有 C 语言或 Windows 下使用动态链 接库的编程经验。
1.2 激光(振镜)运动控制器型号及含义
G E —X 0 0 —SX—LASER —ISA/PCI -G
系列符号 GE:GE 系列
可控轴数 200:2 轴 300:3 轴
SG:脉冲输出 SV:模拟量/脉冲输出
接ห้องสมุดไป่ตู้板类型
G:标准型
A:A/D 转换型
R:驱动继电器型
总线类型
O:定制型
ISA:ISA 总线
第二章 快速使用………………………………………………………………4
2.1 开箱检查 ....................................................................................................................................... 4 2.2 激光(振镜)运动控制器的外形结构........................................................................................ 4 2.3 安装步骤....……….......................................................................................................…..............5
Googol Technology (HK) Ltd
Add:
Room 3639,Annex Building
Hong Kong University of Science and Technology,
Hong Kong
Tel:
(852) 2358-1033
Fax:
(852) 2358-4931
E-mail: Hinfo@H
每轴正负限位,光隔输入
每轴正负限位,光隔输入
每轴一路原点信号输入
每轴一路原点信号输入
每轴 1 路,光隔输入 每轴 1 路,光隔输入 每轴 1 路,光隔输入 16 路,光隔输入 16 路,光隔输入 8 路,为可选功能 有,实时监控 DSP 工作状态 直线、圆弧插补