按设备统计-设备平均故障间隔时间统计表+设备平均维修时间
平均维修时间(MTBR)
平均维修间隔时间(MTBR)目录一、MTBR的定义二、指标计算一、MTBR的定义MTBR的英文原文是Mean Time Between Repairs。
中文翻译也没有统一,网上有很多不同的翻译方法,比如说平均修复时间,平均无故障率,平均维修间隔时间,平均故障维修时间,平均修理间隔等等。
个人认为叫平均维修间隔时间,最能体现它的含义。
这个我们先说概念吧,有不同意见欢迎拍砖。
这个KPI指标应该是比较小众的,我翻看了常用的维修KPI的一些国际标准,包括EN15341, EN13306,IEC71703, Norsok Z-016和SMRP的标准以及维基百科,里面都没有谈到这个指标。
但是我们上两期说的MTTR,MTBF,MTTF在以上这些标准里是都有的,而且维基百科也都收录了。
最后在两个标准里找到了MTBR的一些介绍,当然网上也有几篇文章涉及到了MTBR,但是和这两个标准却有很多不同。
我们还是先说说标准里是怎么界定的吧。
谈到这个KPI的一个标准是ISO14224(这个是那位兄弟提醒我的),一个是PIP REEE002。
和MTBR最相似的KPI其实是MTBF(平均故障间隔时间),那个KPI关注的是设备故障,而MTBR有点不一样。
设备有故障了,我们肯定要进行维修。
但不是所有的维修都由设备故障来引起的,比如我们定期维修,大修,以及其他各种预防性维护等。
在这里需要强调一点,在这两个标准里的Repair 不仅仅指的是修理,而是含了各种维护和修理,中文翻译成维修更适合。
所以这个指标考量的是你所有维修活动,这个间隔的时间越长,证明你设备的可靠性越高。
而且这个指标也容易考量和操作,因为有的时候设备有故障了,但是还能运行,维修人员往往就和日期临近的预防性维护一起做了。
最后在计算MTBF的时候就容易争议,到底算故障维修还是计划维修。
这个指标能避免这个问题。
二、指标计算:说说怎么计算吧,就是在进行考量的一段时间内,总的设备运行时间除以所有的维修次数。
设备管理3大指标及11个小目标

设备管理3大指标及11个小目标在企业里,用于度量设备管理好坏的指标很多。
例如设备的完好率,设备的可用率,设备综合效率,设备完全有效生产率,设备故障率,平均故障间隔期,平均修理时间,设备备件库存周转率,备件资金率,维修费用率,检修质量一次合格率,返修率等等。
不同的指标用于度量不同的管理方向。
设备管理的指标评价:1. 设备的完好率在这些指标里用得最多,但其对管理的促进作用有限。
所谓的完好率,是在检查期间,完好设备与设备总台数的比例(设备完好率=完好设备数/设备总数)很多工厂的指标可以达到95%以上。
理由很简单,在检查的那一刻,如果设备是运转的,没出故障,就算是完好的,于是这个指标就很好看。
很好看就意味着没有多少可提升的空间了,就意味着没有什么可改善的了,也就意味着很难进步了。
为此,不少企业提出对此指标的定义进行改造,例如提出每月8日,18日,28日检查三次,取其完好率的平均值作为本月的完好率。
这当然比检查一次要好,但仍然是点状反映出的完好率。
后来有人提出以完好的台时数比上日历工作台时数,完好台时数等于日历工作台时减去故障及其修理的总台时数。
这个指标要真实多。
当然又遇到统计的工作量增加和统计的真实性,遇到预防性维修台时是否扣除的争论。
完好率这一指标是否有效反映设备管理状况,这要看如何应用,仁者见仁,智者见智。
2. 设备的故障率这个指标容易混淆,存在两种定义:•如果是故障频率则是故障次数与设备实际开动台时的比值(故障频率=故障停机次数/设备实际开动台数);•如果是故障停机率,则是故障停机台时与设备实际开动台时加上故障停机台时的比值(故障停机率=故障停机台时/(设备实际开动台时+故障停机台时))显然,故障停机率比较能够真实的反映设备状态。
3. 设备的可用率在西方国家采用较多,而在我国有计划时间利用率(计划时间利用率=实际工作时间/计划工作时间)和日历时间利用率(日历时间利用率=实际工作时间/日历时间)两个不同提法。
设备维保中的设备故障率统计与分析

01
设备故障率降低效 果评估
故障率变化趋势分析
要点一
故障率变化趋势
通过对比设备故障率的历史数据,分析故障率的变化趋势 ,了解设备性能的稳定性。
详细描述
这些缺陷可能导致设备在制造过程中就存在质量问题,从而在使用过程中出现 各种故障。
设备使用环境影响
总结词
设备使用环境对设备的运行状况有很大影响,如温度、湿度、压力、振动等环境因素可能导致设备故 障。
详细描述
长期处于不良环境中的设备容易出现磨损、腐蚀、老化等现象,从而导致故障。
设备维护保养不足
在本次研究中,通过对设备故障的统计和分析, 发现设备故障率在不同时间段和不同设备类型上 存在差异,主要原因包括设备老化、维护不当、 操作失误等。
设备故障率统计与分析是设备维保中的一项重要 工作,需要持续进行,不断完善和优化设备的维 护和保养措施,提高设备的可靠性和稳定性。
对未来工作的展望
针对不同类型的设备,需要制定更加科学合理 的维护和保养计划,提高设备的寿命和可靠性
感谢观看
THANKS
THE FIRST LESSON OF THE SCHOOL YEAR
提高生产效益
通过对设备故障的预防和维护,可以降低设备故障对生产的影响,提 高生产效益和产品质量。
01
设备故障率统计方 法
设备故障定义与分类
设备故障定义
设备在运行过程中出现异常或失效, 无法完成正常工作或达到预期性能。
设备管理的11个指标

设备管理的11个指标在企业里,用于度量设备管理好坏的指标很多。
例如设备的完好率,设备的可用率,设备综合效率,设备完全有效生产率,设备故障率,平均故障间隔期,平均修理时间,设备备件库存周转率,备件资金率,维修费用率,检修质量一次合格率,返修率等等。
不同的指标用于度量不同的管理方向。
一、设备管理的指标评价1、设备的完好率在这些指标里用得最多,但其对管理的促进作用有限。
所谓的完好率,是在检查期间,完好设备与设备总台数的比例(设备完好率=完好设备数/设备总数)很多工厂的指标可以达到95%以上。
理由很简单,在检查的那一刻,如果设备是运转的,没出故障,就算是完好的,于是这个指标就很好看。
很好看就意味着没有多少可提升的空间了,就意味着没有什么可改善的了,也就意味着很难进步了。
为此,不少企业提出对此指标的定义进行改造,例如提出每月8日,18日,28日检查三次,取其完好率的平均值作为本月的完好率。
这当然比检查一次要好,但仍然是点状反映出的完好率。
后来有人提出以完好的台时数比上日历工作台时数,完好台时数等于日历工作台时减去故障及其修理的总台时数。
这个指标要真实多。
当然又遇到统计的工作量增加和统计的真实性,遇到预防性维修台时是否扣除的争论。
完好率这一指标是否有效反映设备管理状况,这要看如何应用,仁者见仁,智者见智。
2、设备的故障率这个指标容易混淆,存在两种定义:(1)如果是故障频率则是故障次数与设备实际开动台时的比值(故障频率=故障停机次数/设备实际开动台数);(2)如果是故障停机率,则是故障停机台时与设备实际开动台时加上故障停机台时的比值(故障停机率=故障停机台时/(设备实际开动台时+故障停机台时))显然,故障停机率比较能够真实的反映设备状态。
3、设备的可用率在西方国家采用较多,而在我国有计划时间利用率(计划时间利用率=实际工作时间/计划工作时间)和日历时间利用率(日历时间利用率=实际工作时间/日历时间)两个不同提法。
设备管理KPI指标

设备综合效率,设备完全有效生产率,设备故障率,平均故障间隔期,平均修理时间,设备备件库存周转率,备件资金率,维修费用率,检修质量一次合格率,返修率等等。
不同的指标用于度量不同的管理方向。
设备管理的指标评价一、设备的完好率在这些指标里用得最多,但其对管理的促进作用有限。
所谓的完好率,是在检查期间,完好设备与设备总台数的比例(设备完好率=完好设备数/设备总数)很多工厂的指标可以达到95%以上。
理由很简单,在检查的那一刻,如果设备是运转的,没出故障,就算是完好的,于是这个指标就很好看。
很好看就意味着没有多少可提升的空间了,就意味着没有什么可改善的了,也就意味着很难进步了。
为此,不少企业提出对此指标的定义进行改造,例如提出每月8日,18日,28日检查三次,取其完好率的平均值作为本月的完好率。
这当然比检查一次要好,但仍然是点状反映出的完好率。
后来有人提出以完好的台时数比上日历工作台时数,完好台时数等于日历工作台时减去故障及其修理的总台时数。
这个指标要真实多。
当然又遇到统计的工作量增加和统计的真实性,遇到预防性维修台时是否扣除的争论。
完好率这一指标是否有效反映设备管理状况,这要看如何应用,仁者见仁,智者见智。
二、设备的故障率这个指标容易混淆,存在两种定义:1.如果是故障频率则是故障次数与设备实际开动台时的比值(故障频率=故障停机次数/设备实际开动台数);2.如果是故障停机率,则是故障停机台时与设备实际开动台时加上故障停机台时的比值(故障停机率=故障停机台时/(设备实际开动台时+故障停机台时))显然,故障停机率比较能够真实的反映设备状态。
三、设备的可用率在西方国家采用较多,而在我国有计划时间利用率(计划时间利用率=实际工作时间/计划工作时间)和日历时间利用率(日历时间利用率=实际工作时间/日历时间)两个不同提法。
按照定义,西方定义的可用率实际上是日历时间利用率。
日历时间利用率反映了设备的完全利用状况,也就是说即使是单班运行的设备,我们也按照24小时计算日历时间。
平均故障时间(MTBF)
平均故障间隔时间(MTBF)目录一、MTBF的定义二、指标计算一、MTBF的定义今天我们来讲和MTTR相关的另一个概念,同样是维修领域常见的关键绩效指标(KPI),叫做平均故障间隔时间,英文是Mean TimeBetween Failure (MTBF)。
还有一个类似的KPI,叫做 Mean Time ToFailure (MTTF),中文翻译的时候很多也翻译成平均故障间隔时间。
但是这两个有一点差别,MTBF一般用于可以修复的设备考量,而MTTF一般用于不可修复的设备考量,比如灯泡之类的。
平均故障间隔时间是指设备在两次故障之间的运行时间。
这个数值的不断提高,体现了设备可靠性的提升。
二、指标计算:MTBF = 总共运行时间(小时)/故障次数计算时要先指定评估时间段,我们还是用上次讲MTTR的那个图表来说明如何计算MTBF。
但要注意总共运行时间是在这个评估时间段内所有时间的总和,包含了运转,维修的所有时间,不是狭义地指设备运转完好的时间。
评估时间段:1000小时总共运行时间:1000小时故障次数:10次MTBF=1000小时/10次=100小时那么如果上述设备是不可修复设备,我们来计算一下MTTF。
由于设备不可修复,上图中10个设备到达故障的时间分别是100,152,192,297,433,548,689,757,823和951小时。
那么最终:MTTF=(100+152+192+297+433+485+689+757+823+951) / 10 = 487.9小时另外,值得再说明一下的是,在SMRP的标准里是将MTBF的倒数作为故障率来使用的。
但是在IEC标准里是将MTTF的倒数作为故障率来使用的。
主要是由于侧重的设备类别不一样,大家根据可以不可以修复来区分的话,应该不会混淆和互相干扰。
MTBF计算实例

MTBF计算实例MTBF(Mean Time Between Failures)是指平均故障间隔时间,是一个非常重要的指标,用于评估系统的可靠性和可用性。
MTBF的计算方法和其应用实例可以帮助企业了解系统的失效情况,进而进行故障预防和维护计划的制定。
MTBF=总运行时间/故障次数举一个简单的例子来说明MTBF的计算方法。
假设有一台设备在过去的1个月内运行了720小时,发生了2次故障。
那么:MTBF=720小时/2次=360小时/次这个计算结果说明,在这个月的时间段内,设备平均每隔360小时就会发生一次故障。
MTBF的计算结果对于企业非常重要,因为它可以帮助企业预测故障和计划维护活动。
例如,在上述例子中,企业可以根据MTBF的计算结果来决定设备维护的时间点。
如果企业希望更加谨慎地进行维护,可以在设备运行超过360小时时对其进行维护;如果企业认为故障率较低,可以延长维护间隔。
在实际应用中,MTBF通常是作为维修时间计划和备件库存量计划的依据。
通过准确计算MTBF,企业可以优化维修时间表,并合理安排备件的备货数量和安全库存。
另一个实际应用MTBF计算的例子是数据中心。
在一个数据中心中,存在大量的服务器和网络设备,它们的稳定性和可用性对整个数据中心的运行至关重要。
通过计算每个设备的MTBF,数据中心管理人员可以了解设备的可靠性情况,并相应地进行故障预防和维护计划。
如果一些设备的MTBF很低,就说明该设备容易发生故障,可能需要进行更加频繁的维护或更换。
同时,MTBF还可以用于评估供应商的产品质量和可靠性。
在采购过程中,企业可以要求供应商提供产品的MTBF数据,这样可以作为选择供应商的一个依据。
MTBF越高,说明产品的可靠性越好,故障率越低。
需要注意的是,MTBF并不是唯一可以用于评估系统可靠性的指标,还有其他指标如MTTR(Mean Time To Repair)等。
MTTR是指平均修复时间,是指系统从发生故障到故障被修复的平均时间。
设备统计分析表
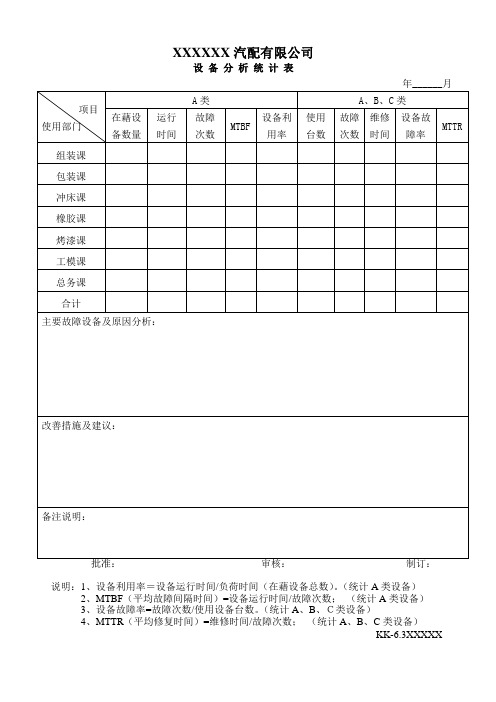
设备分析统计表
__________年______月
项目
使用部门
A类
A、B、C类
在藉设备数量
运行时间
故障次数
MTBF
设备利用率
使用台数
故障次数
维修时间
设备故障率
MTTRBiblioteka 组装课包装课冲床课
橡胶课
烤漆课
工模课
总务课
合计
主要故障设备及原因分析:
改善措施及建议:
备注说明:
批准:审核:制订:
说明:1、设备利用率=设备运行时间/负荷时间(在藉设备总数)。(统计A类设备)
2、MTBF(平均故障间隔时间)=设备运行时间/故障次数;(统计A类设备)
3、设备故障率=故障次数/使用设备台数。(统计A、B、C类设备)
4、MTTR(平均修复时间)=维修时间/故障次数;(统计A、B、C类设备)
KK-6.3XXXXX