包装制程稽核作业流程图
包装车间工作流程图

包装车间工作流程图标题:包装车间工作流程图引言概述:包装车间是生产线上的一个重要环节,它负责对产品进行包装,确保产品的安全和整洁。
本文将详细介绍包装车间的工作流程图,包括四个部分:物料准备、包装操作、质量检验和成品入库。
一、物料准备:1.1 物料收集:包装车间根据生产计划,收集所需的包装材料和工具,如纸箱、胶带、泡沫垫等。
1.2 物料检查:对收集到的物料进行检查,确保其质量和数量符合要求,如纸箱是否完好,泡沫垫是否齐全等。
1.3 物料存储:将检查合格的物料按照规定的存储方式进行分类、标识和存放,以便后续使用。
二、包装操作:2.1 包装准备:根据产品的特点和包装要求,选择适当的包装材料和包装方式,如纸箱包装、气泡膜包装等。
2.2 包装操作:将产品放入包装材料中,并按照规定的包装方式进行包装,如折叠纸箱、包裹气泡膜等。
2.3 包装标识:在包装好的产品上标识相关信息,如产品型号、数量、生产日期等,以便后续追溯和管理。
三、质量检验:3.1 外观检查:对包装好的产品进行外观检查,确保产品没有损坏、污染等问题。
3.2 尺寸检测:对包装好的产品进行尺寸测量,确保产品的尺寸符合要求。
3.3 包装完整性检查:对包装材料进行检查,确保包装完好,没有破损或松动的情况。
四、成品入库:4.1 入库登记:将经过包装和质量检验的产品进行入库登记,记录产品的相关信息,如入库时间、数量等。
4.2 包装材料处理:对包装材料进行处理,如回收利用或进行分类处理,以减少资源浪费。
4.3 成品存储:将入库的产品按照规定的存储方式进行分类、标识和存放,以便后续发货或销售。
综上所述,包装车间的工作流程图包括物料准备、包装操作、质量检验和成品入库四个部分。
通过严格的操作流程和质量控制,包装车间能够确保产品的安全、整洁和质量符合要求,为后续的发货和销售提供有力支持。
制程稽核作业程序
版本(次)
生效日期
规定静止时间内就使用,对品质存在较大的隐患。
5>环境:环境也是影响生产中的一大要素,温湿度、含尘量都是环境因
素,如:无尘室内的温湿度不在范围内,会导致菲林涨缩。
5.2.3持续未改善处理办法:
1>所有违规现场由当站品保要求责任制程主管书面对策改善。
2>以月为单位针对各制程人员违规稽核缺失前三项,设定月目标,以单
项违规次数降低50%做为下月目标值。
3>如设定目标第一个月未达成时,将以看板宣导方式,将未达标项目张
贴作业现场。
4>如设定目标第二个月未达成时,将以看板宣导方式,将未达标项目张
贴制造部办公室,供制造最高主管,每日开会宣导。
5>如设定目标第三个月未达成时,将对制程课长及主任呈报处理。
处理
结果由稽核统一归档。
5.2.4若查核标准互有抵触时,按下列规范为准:
1>作业规范,
2>操作规范
3>最新联络单
4>最新会议记录
+0.15+0.30NG NG OK 30mm 30mm 5mm 60-100mm。
制程稽核作业指导书

益阳天格印业高新区分公司1.目的明确制程稽核作业流程,完善制程稽核作业,使生产部作业严格按照QC工程图和相关制程文件要求进行生产,保证成品品质符合要求。
2.范围适用于生产车间、产成品仓库、出货站台区域管制。
3.名词解释稽核:制程品管按QC工程图的项目、频率检查生产人员的首检和自检,各制程参数的执行状况:如:糊化温度、粘度,模切压力,油墨粘度等。
4.职责4.1 生产部:生产自主检查、调试,控制,异常处理;4.2 质控部:稽核生产相关人员的执行状况、工艺参数执行状况稽核、产成品及半成品规格符合性以及出现异常时进行反馈、处理及改善追踪。
5.作业内容:5.1 制程稽核作业流程图见附件一;5.2 制程调试和控制:生产部班组根据《QC工程图》和相关制程文件要求,调整制程参数,使其控制点在允许的误差范围之内。
5.3 稽核内容和频次:质控部质控员组根据《QC工程图》规定的项目和频次对制程工艺和半成品及成品品质进行检查,并将稽核结果记录在《平板线稽核巡检表》、《水印稽核巡检表》、《后工序巡检记录表》上。
5.4 过程异常及处理:质控部质检在稽核过程中发现控制点异常应立即通知相关生产人员进行调整,直到调整至规定要求,并填写《制程异常改善通知单》提报质控部主管。
如果该员不予以配合,应报告生产主管进行协调,并将情况如实记录。
5.5制程品异常处理:质控部制程稽核人员在稽核过程中发现制程品异常,对已生产或入库的产成品进行检查,并通知制造人员追溯全部不良品,依《不合格品控制程序》作业。
5.6稽核异常的处罚:质控部主管依据异常情况发现制程品质异常进行分析,如果异常是人为原因造成,依据《品质奖惩作业办法》进行提报处罚,并会签相关责任部门主管。
非人为原因则不予处罚。
发现制程品异常,经复查仍未改善的则应依据《品质奖惩作业办法》进行处罚。
5.7 特殊情况下的制程稽核5.7.1 首检时发现的异常项目或者异常机台作为本班的重点稽核点;5.7.2 在本月制程稽核异常中排列前三位的稽核项目,应列为下一个月的稽核重点,稽核频次加倍。
包装审核流程
包装审核流程受控状态:发放编号:编制:品管部审核:批准:包装审核流程1 目的为使包装审核的工作能够在各部门的相互配合下有效快速的完成,同时使我公司包装更加规范化,特制定此流程。
2 适用范围本流程适用于集团公司负责包装的设计审核、制版、印刷等流程的相关部门。
3 职责3.1 研发部负责产品配方中使用的各种原辅料、添加剂的食品安全相关法律法规符合性的审查,并为包装配料标签的设计提供产品的真实配方。
3.2 品管部负责产品名称、包装设计等相关法律、法规符合性的审核。
3.3 品管部负责根据研发部提供的配方表编制包装袋的配料表,同时负责协调各产品相应的生产厂区品控化验室对我公司尚不具备检测能力的其他营养成分外检。
3.4 检验中心负责产品营养标签中能量、蛋白质、脂肪、碳水化合物、钠等五项强制标示项目的检测,做出判定并出具营养成分表。
3.5 市场部负责产品的名称、包装设计、条形码相关法规符合性的审核。
3.6 采购部负责分配新包装的供应商,协调由供应商制版。
3.7 各厂区负责包装与真实配料符合性的监督、审核。
4 工作程序4.1 产品包装设计、印刷的通知4.1.1 新产品通过品尝后,由研发部下发品尝通过通知,由市场部组织研发部、品管部沟通确定新产品的命名,市场部订出推广计划(包括要求提供配料、产品规格、样品数量等)。
4.1.2 常规产品因配方调整需改变配料标签的,由研发部24h之内向市场部、品管部提出纸版更改包装的设计、印刷通知,并将配方提供给品管部,双方填写《配方工艺收到、发放、回收记录表》,同时将样品送检测中心进行营养标签的检测。
4.1.3 因包装相关法律法规的新发布实施、调整等需改变包装标示标签的,由品管部24h之内提出更改包装的设计印刷通知。
需跟客户确定产品标签的包装更改前,相关人员及时与客户沟通包装变更情况,变更后的新包装找客户确认。
(如餐饮客户)各相关部门共同签字确认。
4.1.4 因营销策划需求需更改产品包装的,由市场部24h之内负责向品管部提出包装更改的通知,如果包装更改涉及产品的配方及保质期及贮存方法的更改,要一并通知研发部。
制程品质管控作业-流程图
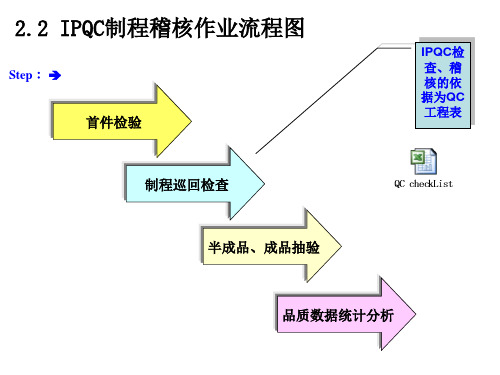
Step: IPQC检 查、稽 核的依 据为QC 工程表
首件检验
制程巡回检查
半成品、成品抽验
品质数据统计分析
QC
流程Step
发现品质异常
制程品质异常处理流程
担当 流程Step
不良初判 报告、联络(开立PDCS)
a
FMT+se+Lens 模组状态
b
裸晶片
不良初判
测试光功率 数据汇总、统计分析
WireBond 数据检讨、结论(by技术、总工)
DB精度量测、 调整
记录data, NG的予以纠正
验证组员:Tom/Summer Checked:刘鹏 Date:11/25~~11/29
2.3 IPQC制程品质异常处理作业流程
Step:
品质异常单开立 制程不良初判 异常原因分析 制定实施改善对策
效果跟踪验证
成功案例推广
The end!
标准化
制程稽核清单
e. 作業者是否按要求作好安全防護ቤተ መጻሕፍቲ ባይዱ施
f. 作業者手汗是否會接觸到產品
2. 機器
a. 機器設備周邊的油脂、污垢是否有清潔,是
否會污染產品
b. 機器設定參數是否與規定相符
c. 試機品是否有清楚標示、是否有過期或無校
驗
d. 測試機是否能確實檢驗出不良品
e. 機器設備用消防設施是否按規定點檢及保
養
f. 調機品是否用黃色盤隔離,調機後量否有清
c. 工作台/燈架是否有灰塵
6. 測量
a. 量規儀器是否按規定點檢及保養
b. 量規儀器是否有校驗標示,是否在有效期內
c. 被測物使用儀器精度是否足夠
d. 測量者是否為合格測量員
e. 測量數據是否真實
f. 測量方法是否正確
1. 稽核現場發現不符合項,經責任單位人員確認後
記錄 於制程稽核查檢表中
2. 不符合項匯總後通報至責任單位組級以上主
環境管制物質管理規范
d. 現場不合格物料是否及時處理
檢驗狀態作業辦法
4. 方法
a. 作業方法是否同 SOP 一致
b. 制程中使用的文件是否破損或模糊不清
c. 制程中使用的文件是否受控,且為最新版本
d. 現場是否懸掛相對應之 SOP
5. 環境
a. 環境中的織維粉塵是否有污染產品、設備
b. 現場溫濕度是否符合規
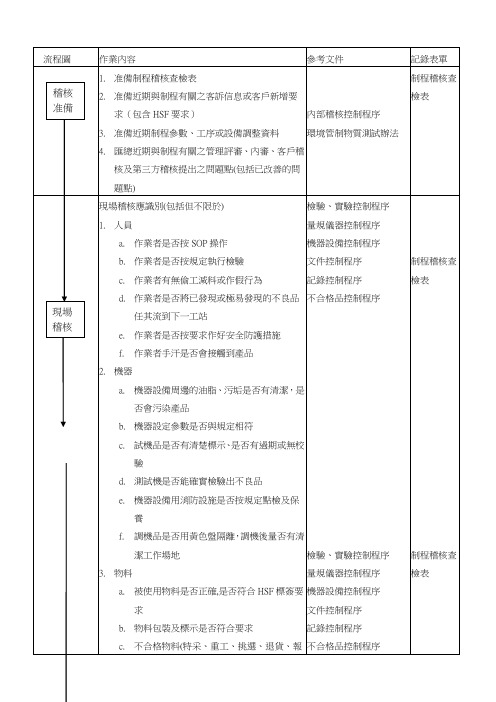
流程圖 稽核 准備
現場 稽核
作業內容
參考文件
記錄表單
1. 准備制程稽核查檢表
制程稽核查
2. 准備近期與制程有關之客訴信息或客戶新增要
檢表
求(包含 HSF 要求)
內部稽核控制程序
3. 准備近期制程參數、工序或設備調整資料
印刷包装企业作业流程 ppt课件
签回订单 送货
客户 业务部
确认送货时间 出仓要求
出货信息
财务部
成品仓
运输
回复送 货情况
客户签回 成品出仓 的收货单
收到成品后 打印单据
是否会认为老师的教学方法需要改进? • 你所经历的课堂,是讲座式还是讨论式? • 教师的教鞭
• “不怕太阳晒,也不怕那风雨狂,只怕先生骂我 笨,没有学问无颜见爹娘 ……”
• “太阳当空照,花儿对我笑,小鸟说早早早……”
一、市场开发
收集客源信息
分析客户资料
产能、材料分析
产品工艺分析
合同评审 签约、建档下单
按生产排期发单 品质部
PMC调度
运作及 品质监控
MRB材料 审查会
生产车间 成品
OQC 成品仓
反馈成品信 息给调度/
业务部
生产进度反馈
成品检验如 特殊要求需 全检则需被
确认
成品
四.8.出货
共识送货时间
如果送货后客户未能按规 定时间内签回收货单,则 销售中心需要与业务员协 商,销售中心/财务部须共
同监控收货单的签回
分析客户资料
1. 客户所在地相对公司所在地的交通是否方便 ,主要分析客方当地的竟争力;
2. 客户所需产品生产工艺是否适应公司的生产 能力;
3. 了解客户经济实力、人事关系、货款结算方 法、信誉度和与公司合作的利害关系;
4. 了解产品印刷内容的合法性; 5. 综合分析上述各种情况,分析出业务的可行
度。
3. 如有特殊要求也要对应验证如:产地、执行 标准等
四、生产流程
产能、进 度分析
工单、排程 、资料袋
生产排单 生产资料收放
原料跟查
工艺、材 料分析
包装车间工作流程图
包装车间工作流程图一、概述包装车间是一个重要的环节,它涉及到产品的最后一道工序,直接关系到产品的质量和外观。
本文将详细介绍包装车间的工作流程,包括原材料准备、包装设备操作、包装过程控制、质量检验等环节。
二、原材料准备1. 原材料收集:包装车间的工作人员根据生产计划,及时收集所需的包装材料,如纸箱、塑料袋、标签等。
2. 原材料检查:对收集到的原材料进行检查,确保其质量符合要求,如纸箱是否完好无损,标签是否清晰可读等。
三、包装设备操作1. 设备准备:包装车间工作人员根据生产计划,提前准备好所需的包装设备,如封箱机、打码机等。
2. 设备调试:对包装设备进行调试,确保其正常运行,如调整封箱机的封口温度、打码机的打印位置等。
四、包装过程控制1. 包装计划制定:根据生产计划和产品特性,制定合理的包装方案,包括包装方式、包装材料使用量等。
2. 包装操作规范:制定包装操作规范,明确每个工序的操作要求,如产品的摆放位置、包装材料的使用方法等。
3. 包装过程监控:包装车间工作人员对包装过程进行监控,确保每个工序按照规范进行,如检查产品摆放是否正确、包装材料是否使用合理等。
五、质量检验1. 外观检查:对包装好的产品进行外观检查,确保产品外观无损、标签清晰可读等。
2. 尺寸测量:对包装好的产品进行尺寸测量,确保产品尺寸符合要求。
3. 包装质量记录:将包装质量情况记录下来,包括外观检查结果、尺寸测量数据等,以备后续追溯和分析。
六、包装材料管理1. 包装材料库存管理:包装车间工作人员对包装材料进行库存管理,确保及时补充和使用。
2. 包装材料消耗统计:对包装材料的消耗进行统计,以便进行成本控制和生产计划调整。
七、环境卫生管理1. 车间清洁:保持包装车间的整洁和清洁,定期清理垃圾和杂物。
2. 环境卫生检查:定期对包装车间的环境卫生进行检查,确保符合相关卫生要求。
八、安全生产管理1. 安全培训:对包装车间的工作人员进行安全生产培训,提高其安全意识和应急处理能力。
包装管理流程图
A1 包装物点检和准备
A2 确认全检合格样品
根据车型要求进行各方面包装
确认检查包装是否包装到位
根据包装方式进行捆绑
确认纸箱颜色与实物是否相同
根据车型颜色数量进行贴标 再次确认纸箱颜色与实物是否
相同
根据要求放入并确认放后效果
在封箱前确认纸箱4个角是否 对齐
根据车型重量进行首台确认在 公差范围内
根据车型颜色区分并确认总数 量
按仓库要求将成品车摆放整齐
A3 包装部件 A4 确认效果 AM35 折叠成品车上捆绑台 AM63 下线 A7 贴条码和色标 A8 放小盒和说明书 A9 放鞍座和网栏 A10 封箱打带 A11 过秤 A12 码箱 A13 入库
A18 A20
A14 A15Leabharlann A16A17A19
A21
A22 A23
A2
A2
A2
A2
A28
A27
A29
A30 A31 A32 A33 A34
A35 A36 A37
A38
A39 A40
A41
A42 A43
成品包装检验工作流程图
生产通知单 分发
OQC
核对工序卡与生产通知单要求的一致性
检验前
+
生产部
生产部成品机外观处理
- 成品机外观检验
+
生产部返工
- 复检 +
信息反馈
- 填写成品包 装验不合格跟
踪表表
部门主 管审核
OQC 确认
包装
包装检验 - +
OQC 确认
生产部返工
- 复检 +
交部门主管填 写处理意见
放行
成品入仓
生产部返工
不能返工
不合格评审
- 复检 +
部门主管审核
合格放行
让步接收、放行 “+”表示检验判断合格或符合
“-”
表示检验判断不合格或不符合 精心搜集整理,只为你的需要
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.檢查,操作員有無靜電防護(戴靜電手套或靜電環﹐靜電材料是否放靜電箱內)靜電測試(1次/1天)
3.檢查所有的物料是否正確及有標示料號,是否擺放整齊。 4.電動起子有無扭力值校驗及記錄﹐是否在WI規定范圍內﹔是否有WI及WI与所做机种是否相符 。
每天測試1次 一天一次
NO
重工的作業指 導書
產線重工 成品入待驗區
名稱 : 包裝制程稽核作業流程 編號 : 818-QP-017
MFG
OQC
生產線材料准備
開前線前核對 NG YES
包裝制程稽核作業流程
PE/EE/ME/IQC/QE
版本 : A4
表單
生產排程
內部聯ห้องสมุดไป่ตู้單
作 業說明
1.記下訂單編號,成品料號,客戶,業務,數量,品名規格,及特殊要求. 2.檢查此單是新工單,重工工單。 3.對訂單的相關要求,有沒有另發文對此訂單作要求
1.核對生產排程,BOM上有無不同之處. 2.BOM物料規格是否符合訂單要求. 3.如有代用料看是否有物料代用通知或聯絡單.
4.不同的地方有無發文說明﹐物料有無混料.
1.作業員是否經過培訓且有上崗証。
時效
靜電防護點檢表 OQC Line Audit Form
screw driver check list
核准﹕
NG FAI
YES
開線后稽核 NG
YES
异常品質
YES OQC發行CAR
問題的分析和調 查
糾正和預防措施
OQC首件檢查記錄表 OQC Line Audit Form
2.檢查操作員是否有靜電防護..作業員是否經過培訓且有上崗証 3.檢查物料是否正確及有標示. 4.3檢查良品與不良品是否有分開并有標示.,流程卡是否正确 5.電動起子有無扭力值校驗及記錄﹐是否在WI規定范圍內.. 6.檢查包裝方式,附件是否符合WI作業要求. 7.檢查目視員檢驗的標准是否為最新版本成品檢驗標准. 8.檢查各站作業員有無按首件報表進行檢查﹑記錄. 9.于換机种﹑換工單﹑換線時進行首件确認。 1.檢查操作員的動作是否符合SOP.作業員是否經過培訓且有上崗証. 2.檢查,操作員有無靜電防護(戴靜電手套或靜電環﹐靜電材料是否放靜電箱內)
3.檢查良品與不良品是否有分開并有標示.檢查所有的物料是否正確及有標示料號,是否擺放整齊
4.電動起子有無扭力值校驗及記錄﹐是否在WI規定范圍內﹔是否有WI及WI与所做机种是否相符 。
OQC Line Audit Form 5.各A級材料條碼是否符合編碼原則.
Corrective Action Requisition 6.檢查包裝方式,附件是否符合WI作業要求.
Sheet
7.檢查目視員檢驗的標准是否為最新版本成品檢驗標准.
8.電動起子扭力校驗 ﹕1次/1天﹔ ESD檢查﹕1次/1天并按月記錄于報表內。
1.成品擺放符合要求,成品判定單上填寫必須正確
成品判定單
2.搬運時無碰撞,棧板,紙箱無破損.
審核﹕
制作﹕