接头的成批生产工艺路线
高低压电缆接头的制作工艺 PPT

2019/12/12
高压电缆头制作工艺
24
4)其使用中关键技术问题是:
a、要保证应力管的电性参数必须达到上述标准规定值 方能可靠工作。 另外要注意用硅脂填充电缆绝缘半导电 层断口出的气隙以排除气体,达到减小局部放电的目的。
b、交联电缆因内应力处理不良时在运行中会发生较大 收缩,因而在安装附件时 注意应力管与绝缘屏蔽搭盖不 少于20mm,以防收缩时应力管与绝缘屏蔽脱离。
3)与预制式附件相比,它的优势在如安装更为方便, 只需在正确位置上抽出电缆附件内衬芯管即可安装完工。 所使用的材料从机械强度上说比预制式附件更好,对电 缆的绝缘层外径尺寸要求也不是很高,只要电缆附件的 内径小于电缆绝缘外径2mm(资料上这样的,这与预制式 附件要求2-5mm有偏差—编者)就完全能够满足要求。因 此冷缩式附件施工安装比较方便。
常选用冷缩电缆附件。
2019/12/12
高压电缆头制作工艺
17
2)电缆专用插接设备和接线盒
这两种高压电缆接线方式局限较大, 价格相对于前两种较高,在电力系统中选用 的较少;但是接线工艺较前两种要求较低; 电缆插接设备经常存在由于铜棒与插接空之 间的空隙较大而发热的现象,这两种设备在 矿产企业使用较多,特殊环境下使用这两种 设备可以避免高压电缆接头过程中绝缘性能 降低的而击穿的可能。
• 9)三支分套处填充胶过少,三支分套安装不靠近 电缆根部,容易撕裂三支分套。
4、电缆附件的选型
1)电缆附件的选型一定要和电缆运行的电压 和电缆的截面大小一致。
电缆附件用的电压过低,电缆运行时容易 击穿,选用的电缆附件的适用截面比电缆小,达 不到绝缘厚度容易击穿,选用的附件截面过大, 收缩后不能很好的紧固电缆,容易进入潮气和水 分,降低电缆接头的绝缘性能。
液压快速接头加工工艺流程

液压快速接头是液压管路连接的常用接头零件,为了保证快速接头的质量,
我们在液压快速接头生产定制时,需要严格执行技术指标,让其达到使用标准。
目前液压快速接头加工工艺分为两种,冷锻,及机加工。
生产定制快速接头后,我们需要对它进行抛光打磨。
打磨快速接头时,要求部位要平整,焊接点必须打磨。
打磨前需要对接头体进行矫平,不得使用金属榔头敲击机头体,以免损伤快速
接头内部结构。
打磨时砂轮应选用碟形砂轮,磨料的颗粒度也是从粗到细。
肉眼观察到无磨痕后,才可以进行下一道工序。
不得使用打磨碳钢的砂轮来打磨不锈钢接头,是为了避免碳钢的微粒镶入到不
锈钢材质内。
抛光不锈钢材料接头时,我们需要选择氧化铬绿色抛光膏。
抛光的砂轮只能向一个方向来回运动,用力的程度要保持均匀。
打磨痕迹时,粗糙度与两侧母材尽量保持一致。
对于不锈钢液压快速接头加工工艺中,我们对焊缝必须进行酸洗,钝化处理。
酸洗的目的是为了去除焊缝以及热影响对表面的氧化皮。
钝化的目的是为了使酸洗的表面,或者是抛光的表面,重新形成一种无色的致密氧化膜,起到耐腐蚀的作用。
特别是在潮湿的夏天,我们明显能感觉到钝化的好处。
电缆接头工艺流程

电缆接头工艺流程
《电缆接头工艺流程》
电缆接头是指两根电缆的连接处,通过接头可以实现电缆的延长、分支或修复等功能。
电缆接头工艺流程是指将两根电缆进行连接的具体步骤和方法。
下面简要介绍一下电缆接头工艺流程。
首先,需要准备好接头材料,包括绝缘套管、绝缘固定管、缠绕屏蔽层、导体屏蔽层、接地线等。
然后,对电缆进行剥线,露出一定长度的导体。
接着,根据接头类型和要求,对导体进行剥皮、剪线、安装连接管等处理。
接下来,根据电缆型号和规格要求,进行绝缘层制作和绝缘处理。
在接头制作过程中,需要注意绝缘层的厚度和均匀性,确保绝缘性能符合要求。
同时,对接头进行压接和固定,保证接头连接牢固、电阻小、线缆无松动。
最后,检查接头质量,包括外观检查、绝缘电阻测试等,确保接头制作符合要求。
需要注意的是,不同类型的电缆接头工艺流程有所不同,操作时应根据具体要求进行。
同时,接头制作过程中应严格按照相关标准和规范进行操作,确保接头质量稳定可靠。
总之,电缆接头工艺流程是一项复杂的工艺活动,需要工人具备丰富的经验和技术,严格按照标准操作。
只有做好每一个细节,才能保证接头质量,确保电缆的正常使用和运行。
胶带热接头工艺流程
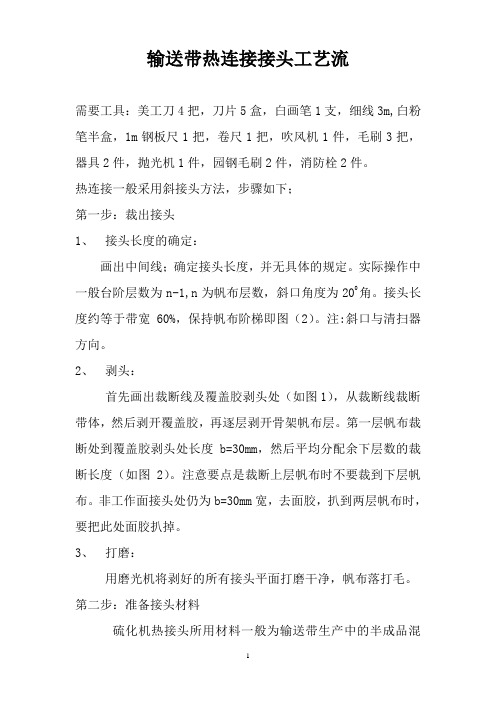
输送带热连接接头工艺流需要工具:美工刀4把,刀片5盒,白画笔1支,细线3m,白粉笔半盒,1m钢板尺1把,卷尺1把,吹风机1件,毛刷3把,器具2件,抛光机1件,园钢毛刷2件,消防栓2件。
热连接一般采用斜接头方法,步骤如下;第一步:裁出接头1、接头长度的确定:画出中间线;确定接头长度,并无具体的规定。
实际操作中一般台阶层数为n-1,n为帆布层数,斜口角度为200角。
接头长度约等于带宽60%,保持帆布阶梯即图(2)。
注:斜口与清扫器方向。
2、剥头:首先画出裁断线及覆盖胶剥头处(如图1),从裁断线裁断带体,然后剥开覆盖胶,再逐层剥开骨架帆布层。
第一层帆布裁断处到覆盖胶剥头处长度b=30mm,然后平均分配余下层数的裁断长度(如图2)。
注意要点是裁断上层帆布时不要裁到下层帆布。
非工作面接头处仍为b=30mm宽,去面胶,扒到两层帆布时,要把此处面胶扒掉。
3、打磨:用磨光机将剥好的所有接头平面打磨干净,帆布落打毛。
第二步:准备接头材料硫化机热接头所用材料一般为输送带生产中的半成品混炼胶和上下面胶及芯胶:1,胶浆:用混炼胶和150号工业汽油或二甲苯以1:4的比例浸泡后搅拌而成。
2,中间薄皮:约0.5mm芯胶。
3,封口胶:即输送带覆盖胶成型前的生胶片。
剪成大于60mm宽的长条使用,因厚度不同分上胶和下胶,按照(4.5+1.5)mm标准。
4.两接头合在一起样接头是否合适。
以上芯胶和面胶必须用150#汽油或二甲苯清洗干净,并刷胶浆一遍,刷好后胶浆为不粘手为准。
第三步:接头1.把非工作面30mm处清洗,刷胶,把60mm宽1.5mm厚面胶贴上,打线,切去多余胶,下刀时,刀口为450角,与皮带切口吻合。
2、打磨好的表面用毛刷均匀刷150#汽油或二甲苯清洗干净后并涂胶浆,两面都要涂均匀,不沾手为准,刷好后在一面铺上芯胶,芯胶要清洗干净,并刷胶浆,同时要求铺均匀,不要有皱折,两边把多余芯胶叠起,高度为皮带厚度,宽度为20mm,把多余胶去掉,同时30mm宽处不贴芯胶,用刀在芯胶表面处划出放气孔。
钢芯皮带硫化接头制作工艺

**************技术资料**************DX-2000钢芯皮带硫化接头制作工艺说明书整编:吴文忠2003年10月20日钢芯皮带硫化接头制作工艺本工艺适用于我矿DX-1000钢芯胶带运输机60芯和79芯胶的硫化接头制作。
一、准备工作:进行胶带接头前应准备好下列主要器械工具及所需材料:1、制备胶糊:用175#芯胶:苯=1:1.5-2制成或用175#芯胶:120#溶剂汽油=1:3制成,在接头前3天制备。
2、准备好接头胶料:(1)、上下覆盖胶174#:用于上、下面覆盖胶层。
(2)、芯胶175#:用钢丝绳间隙充填及胶带边缘充填和斜坡口垫层。
(3)、粘合剂:列克钠(聚三异氰酸脂),用于涂刷打毛磨光部分及钢丝绳表面。
(4)、溶剂:苯或120#溶剂汽油,用于清洗加工部分及胶条。
(5)、必备的器械和工具。
二、硫化机的选择硫化机采用我矿现有的KJL-1型电热式蒸汽胶带硫化机。
三、接头形式的选择1、60芯胶带接头形式的选择:采用三级全搭的接头形式,其钢丝绳的尺寸及其排列顺序如下:(1)、皮带接头长度1750mm。
(2)、从接头距皮带端头1800mm处划线,并在划线处向端头倒25×30°的坡口后剥去钢丝绳上的橡胶。
(3)、钢丝绳的排列顺序如下:(单位:mm)A端:1# 1580 B端: 1# 7802# 1380 2# 9803# 1180 3# 11804# 1380 4# 9805# 1180 5# 11806# 980 6# 13807# 1180 7# 11808# 980 8# 138019# 780 9# 15802、79芯胶带接头形式的选择:采用两段搭错法,其接头尺寸及钢丝绳的排列顺序如下:(1)、胶带内钢丝绳搭接长度为1450mm,接头长度为1600mm。
(2)、在距接头端部1500mm处划线,并在划线处向端头方向倒25×30°的坡口后剥去钢丝绳上的橡胶。
橡胶接头生产工艺

好的工艺才能生产出质量优质的橡胶接头,那什么才能算好的工艺呢?具体的流程是什么呢?下面,就给大家科普一下。
1、从原材料开始严格把关,每批原材料经化验员检验合格后进厂,有专业的橡胶配料人员按要求比例配料。
2、配料完成后送进橡胶混炼车间,经橡胶混炼机压炼为合成橡胶片。
3、合成橡胶片经检验合格后送进橡胶接头下料车间,工作人员按照不同型号尺寸下料。
4、下料完成后进行成型。
5、每个橡胶接头胎型经检验合格后送进硫化车间,工作人员将胎型放入模具。
6、将模具放进硫化机,硫化机将模具压好,此时硫化机调好温度恒温180度,进行40分钟的硫化。
7、40分钟后将硫化完成的橡胶接头从模具中取出,检测橡胶接头的硫化完
整度。
8、将硫化完成的橡胶接头修边,修边完成后放入半成品缆车。
9、将缆车里面的橡胶接头半成品送进法兰组装车间,工作人员将橡胶接头法兰和橡胶接头半成品组装为成品。
10、质检部人员将橡胶接头成品进行随机抽样试压,试压合格的橡胶接头进行包装。
11、包装好的橡胶接头成品放入仓库,等待装车发货。
以上就是橡胶接头的生产工艺流程,感谢大家的阅读。
塑料管接头的制作工艺

塑料管接头的制作工艺
塑料管接头的制作工艺一般包括以下几个步骤:
1. 原料准备:选择适合的塑料原料,一般常用的塑料有聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)等。
根据产品的要求,将原料进行混合或加入添加剂。
2. 材料预处理:将原料进一步加工成颗粒状,以便后续成型工艺的进行。
3. 成型工艺:常见的塑料管接头制作工艺主要有注塑成型和热熔连接。
- 注塑成型:将预处理好的塑料颗粒加热熔化,通过注射机将熔化的塑料注入模具中,待冷却固化后,取出成型的塑料管接头。
这种工艺适用于生产大批量的塑料管接头,具有较高的生产效率和稳定性。
- 热熔连接:将两根塑料管的端部进行加热,使其软化,并迅速连接在一起。
这种工艺适用于连接管道长度较短,操作灵活的情况,例如家用水管的连接。
4. 表面处理:根据产品的要求,对塑料管接头进行表面处理,如去毛刺、研磨、抛光等,以提高接头的质量和外观。
5. 检验与包装:对制作好的塑料管接头进行质量检验,包括外观检查、尺寸检测等,确保产品符合要求。
随后进行包装,常见的包装方式有纸箱包装、塑料袋
包装等。
需要根据具体的塑料管接头和生产要求,选择合适的制作工艺。
T型电缆接头制作工艺
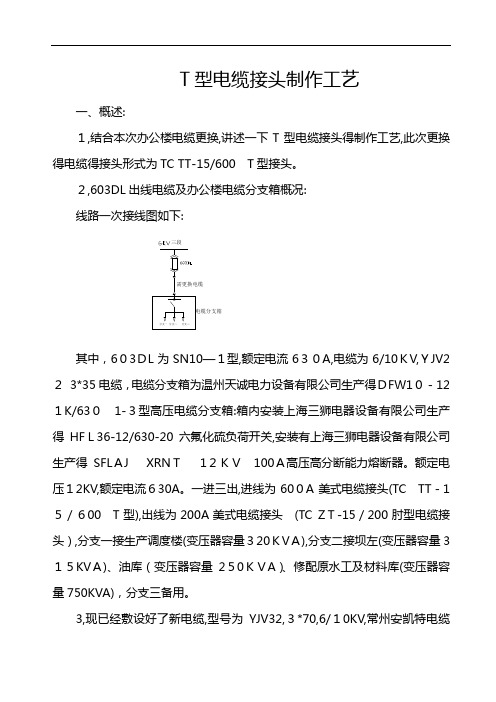
T型电缆接头制作工艺一、概述:1,结合本次办公楼电缆更换,讲述一下T型电缆接头得制作工艺,此次更换得电缆得接头形式为TC TT-15/600 T型接头。
2,603DL出线电缆及办公楼电缆分支箱概况:线路一次接线图如下:需更换电缆分支三分支二分支一电缆分支箱三段其中,603DL为SN10—1型,额定电流630A,电缆为6/10KV,YJV223*35电缆,电缆分支箱为温州天诚电力设备有限公司生产得DFW10-12 1K/6301-3型高压电缆分支箱:箱内安装上海三狮电器设备有限公司生产得HFL36-12/630-20六氟化硫负荷开关,安装有上海三狮电器设备有限公司生产得SFLAJ XRNT12KV100A高压高分断能力熔断器。
额定电压12KV,额定电流630A。
一进三出,进线为600A美式电缆接头(TC TT-15/600 T型),出线为200A美式电缆接头(TC ZT-15/200肘型电缆接头),分支一接生产调度楼(变压器容量320KVA),分支二接坝左(变压器容量315KVA)、油库(变压器容量250KVA)、修配原水工及材料库(变压器容量750KVA),分支三备用。
3,现已经敷设好了新电缆,型号为YJV32,3*70,6/10KV,常州安凯特电缆公司产,敷设长度201米。
二、TC TT-15/600T型接头制作工艺:1、T型接头与热缩型电缆头得差异只在于接头处,以下热缩型电缆头制作得一般规定亦适用于T型接头得制作:1,热缩型电缆头制作应将需要得工具、附件材料、技术记录材料等准备齐全,检查合格,同时做好施工现场安全,防火措施。
2,热缩型电缆头制作应由经过培训并熟悉操作工艺得人员进行。
3,在污染、寒冷地区或湿度大、雨天制作时应采取防尘、防雨、加热、烘干措施(如搭棚等)4,一切使用工具、附件材料、操作人员双手都应保持清洁、干燥。
禁止使用过期得热缩材料;禁止使用过期得密封胶、填充胶及热熔胶带。
5,热缩型电缆头制作时得环境温度:交联电缆应≥0℃,油纸电缆应≥7℃,相对湿度≤70%,以避免绝缘表面受潮,制作过程中注意清洁绝缘表面,防止尘埃及杂物落入绝缘内。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
接头的成批生产工艺路线
接头的成批生产工艺路线是指接头的大规模生产过程中需要遵循的一系列工艺步骤。
下面我将介绍接头的成批生产工艺路线的几个主要步骤:
1. 材料准备:首先需要准备接头所需的材料,包括管件、管子、法兰、密封垫等。
这些材料需要经过对质量的检测和筛选,确保其符合要求。
2. 切割、清洁和标记:接下来需要将管子、管件等材料进行切割和清洁,以去除表面的氧化物、油脂等杂质。
同时,在此步骤中还需要对材料进行标记,以方便后续的加工和组装。
3. 加工:对于管子、管件等材料需要进行加工,例如将管子进行角度切割、成型、内孔倒角等。
管件也需要进行加工,例如将管件的外壳和内孔加工成规定的形状和尺寸。
4. 组装和焊接:组装是指将各个零部件进行组合,形成一个完整的接头。
在组装的过程中,还需要进行钻孔、螺纹加工等工序。
接着进行焊接,将各个零部件进行固定。
5. 检测:在接头成品的制作过程中同时进行质量检测,包括外观质量、尺寸偏差、化学成分、力学性能、密封性能等等。
6. 表面处理:对接头的焊缝进行处理,以保证其具有良好的耐腐蚀性和美观度。
7. 包装和存放:最后,将接头进行包装和存放,以保证其质量和安全性。
总之,接头的成批生产工艺路线需要严格按照各个步骤进行操作,以确保接头的质量和性能符合要求。