工装表格
工装、模具管理程序及全套表格记录
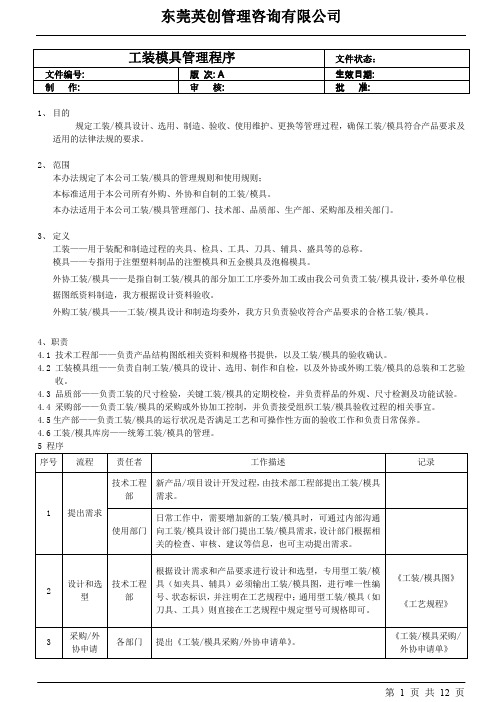
1、目的
规定工装/模具设计、选用、制造、验收、使用维护、更换等管理过程,确保工装/模具符合产品要求及适用的法律法规的要求。
2、范围
本办法规定了本公司工装/模具的管理规则和使用规则;
本标准适用于本公司所有外购、外协和自制的工装/模具。
本办法适用于本公司工装/模具管理部门、技术部、品质部、生产部、采购部及相关部门。
3、定义
工装——用于装配和制造过程的夹具、检具、工具、刀具、辅具、盛具等的总称。
模具——专指用于注塑塑料制品的注塑模具和五金模具及泡棉模具。
外协工装/模具——是指自制工装/模具的部分加工工序委外加工或由我公司负责工装/模具设计,委外单位根据图纸资料制造,我方根据设计资料验收。
外购工装/模具——工装/模具设计和制造均委外,我方只负责验收符合产品要求的合格工装/模具。
4、职责
4.1 技术工程部——负责产品结构图纸相关资料和规格书提供,以及工装/模具的验收确认。
4.2 工装模具组——负责自制工装/模具的设计、选用、制作和自检,以及外协或外购工装/模具的总装和工艺验
收。
4.3 品质部——负责工装的尺寸检验,关键工装/模具的定期校检,并负责样品的外观、尺寸检测及功能试验。
4.4 采购部——负责工装/模具的采购或外协加工控制,并负责接受组织工装/模具验收过程的相关事宜。
4.5生产部——负责工装/模具的运行状况是否满足工艺和可操作性方面的验收工作和负责日常保养。
4.6工装/模具库房——统筹工装/模具的管理。
5 程序。
关于定制工装的通知表格
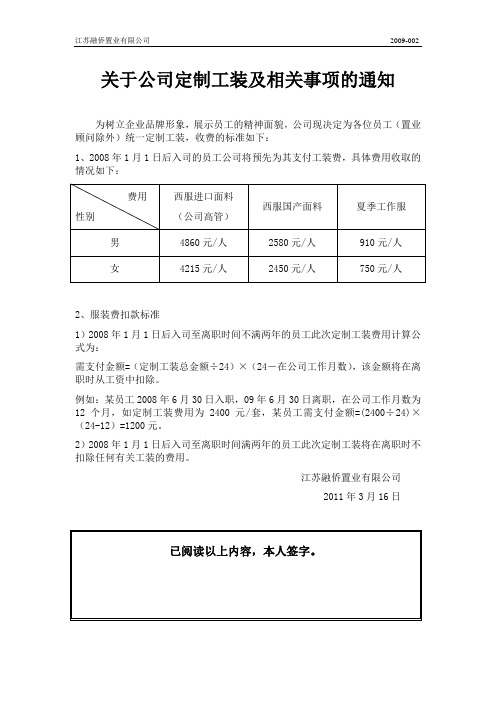
江苏融侨置业有限公司2009-002 关于公司定制工装及相关事项的通知
为树立企业品牌形象,展示员工的精神面貌,公司现决定为各位员工(置业顾问除外)统一定制工装,收费的标准如下:
1、2008年1月1日后入司的员工公司将预先为其支付工装费,具体费用收取的情况如下:
2、服装费扣款标准
1)2008年1月1日后入司至离职时间不满两年的员工此次定制工装费用计算公式为:
需支付金额=(定制工装总金额÷24)×(24-在公司工作月数),该金额将在离职时从工资中扣除。
例如:某员工2008年6月30日入职,09年6月30日离职,在公司工作月数为12个月,如定制工装费用为2400元/套,某员工需支付金额=(2400÷24)×(24-12)=1200元。
2)2008年1月1日后入司至离职时间满两年的员工此次定制工装将在离职时不扣除任何有关工装的费用。
江苏融侨置业有限公司
2011年3月16日。
设备工装点检管理制度(含表格)

设备、工装点检管理制度(ISO9001-2015)1.0目的本制度规定了设备、工装点检的管理规范。
适用于生产、试验等对使用可靠性要求较高的设备及生产线在线工装,以及公用动力设备的预防维修管理,不适用于生活设备和公共设施。
2.0术语和定义下列术语和定义适用于本文件:2.1专业点检以维修工为主开展的设备点检活动,这些点检包含设备、工装比较深层的,需要一定的专业技能和专业工具才能开展的点检。
2.2自主点检以操作工为主开展的设备点检活动,这些点检包含设备、工装表层的状态、作业安全性、质量重点关联项目等,不需要维修专业技能和专业工具就能开展的点检。
2.35W2H编制基础作业标准的基本要素。
5W指出作业内容(What)、部位(Where)、周期(When)、责任人(Who)、为什么(即作业内容选择)(Why)、量化标准(How much)、方法(How)。
3.0点检的分类3.1自主点检3.1.1自主点检以操作工人为主体。
3.1.2自主点检内容主要是设备外表层面和环境状态(设备外观、安全、质量等相关)的缺陷和不良的检查、排除,不应解体设备和从事带电作业。
3.1.3自主点检内容应由维修人员指导和确认。
3.1.4根据操作工对自主点检掌握情况,可以逐步加深自主点检作业层次,但不涉及需要特殊资质才能进行的作业。
3.2专业点检3.2.1专业点检以维修人员为主体。
3.2.2专业点检针对设备外部、内部状态缺陷和不良进行全面且深入的检查和恢复。
3.2.3维修人员点检的内容和技术方法由设备技术员指导和确认。
4.0点检文件编制4.1设备点检文件分类a)点检基准卡:定义设备、工装点检作业部位、内容、周期、判断标准、方法等。
b)点检记录表:记录点检作业的实际内容和检查结果。
c)作业要领书:指导点检人员完成复杂的点检作业。
4.2作业内容4.2.1作业内容来源a)设备说明书上推荐的项目;b)设备保养过程中发现的,易造成设备劣化的设备自身或环境缺陷、不良;c)设备故障暴露的应重点关注的薄弱点;d)按维修经验积累判断应予关注的项目;e)按法规应重点进行日常检查的项目。
工装工程验收表格

地面工程
细木工制品
门、门套、窗套
瓦工项目
水电及安装项目
整体验收结果
优良( )
合格( )
甲方代表签字:
年 月 日
设计师签字:
年 月 日
监理签字:
年 月 日
施工单位签字:
年 月 日
吊顶封面板前
项 目
检 验 标 准
验收结果
备 注
优良
合格
返工
木龙骨防火
防火漆一遍
牢固性
连接件牢固、无松动
龙骨安装
主龙骨无明显弯曲,次龙骨连接处无错位
电源线
明管穿线,不得穿裸线
安装灯具
大于3公斤的灯具或饰品应与承重结构直接连接牢固
吊顶封面板后
允许偏差(㎜)
石膏
金属板
PVC
表面平整
≦3.0
≦2.0
≦2.0
11
管内导线不得接头和扭结
12
导线与燃气管之间的距离,同一平面100㎜,不同平面50㎜
13
电气开关接头与燃气管距离150㎜
14
照明、插座、空调、计算机、电热器分路出线
返工项目及时限:
返工结果:
施工单位签字:
年 月 日
监理意见:
年 月 日
水电工程验收单
客户姓名:工程地址: 合同编号:
吊顶工程验收单
客户: 合同编号:
水路改造
序号
项目
验收结果
备 注
优良
合格
返工
1
安装水管无滴漏
2
改造水管安装牢固、周正
3
阀门、龙头牢固、开启灵活、畅通
4
接头连接紧配,不允许用填充料
工装模具管理程序(含表格)
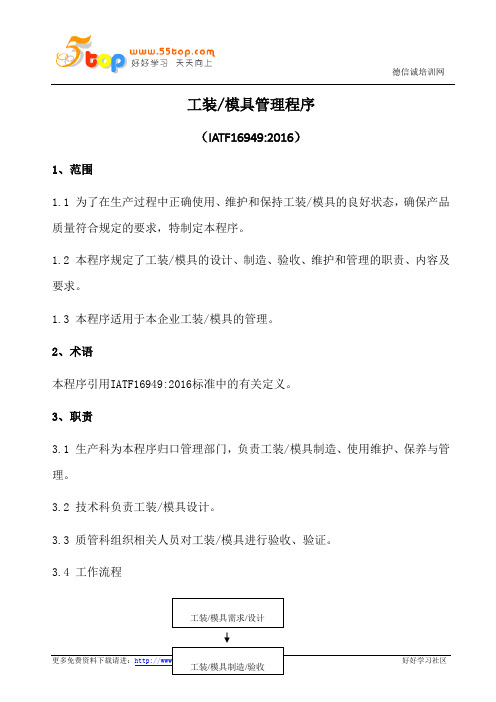
工装/模具管理程序(IATF16949:2016)1、范围1.1 为了在生产过程中正确使用、维护和保持工装/模具的良好状态,确保产品质量符合规定的要求,特制定本程序。
1.2 本程序规定了工装/模具的设计、制造、验收、维护和管理的职责、内容及要求。
1.3 本程序适用于本企业工装/模具的管理。
2、术语本程序引用IATF16949:2016标准中的有关定义。
3、职责3.1 生产科为本程序归口管理部门,负责工装/模具制造、使用维护、保养与管理。
3.2 技术科负责工装/模具设计。
3.3 质管科组织相关人员对工装/模具进行验收、验证。
3.4 工作流程4、程序内容4.1 工装/模具设计4.1.1 工装/模具设计必须结构合理、使用方便、安全可靠、符合产品的质量要求。
4.1.2 由技术科进行工装/模具图纸设计,按《技术文件控制程序》执行。
4.2 工装/模具制造4.2.生产科根据工装/模具配备的技术要求,确定自制和委外制造任务。
4.2.2 凡本企业无能力制造时,由生产科委外供方制造,并要对供方能力进行评定和监控,具体执行《供方评价程序》。
4.3 工装/模具验收4.3.1 由质管科组织生产科、技术科、使用班组及相关人员对完成的工装/模具共同进行验收,并填写“工装/模具验收记录”,合格后方可投入生产使用。
4.3.2 验证合格的工装/模具图纸由技术科保管。
4.4 工装/模具的管理4.4.2 生产科负责对工装/模具进行统一管理,并制定工装/模具统一编号规定,建立工装/模具台帐,制定“工装/模具周检计划”。
4.4.2 各生产班组也应建立“工装/模具台帐”。
4.4.3 工装/模具图纸发放必须加盖“受控”印章,执行《技术文件管理程序》。
4.4.4 各类工装/模具要做好防护工作,使工装/模具处于良好状态。
4.4.5 专用工装/模具应有所属产品图纸的专用编号,存放地有状态标识,状态标识包括合格、待修、不合格等。
4.4.6 质管科组织按计划对工装/模具进行周检,检验员做好“工装/模具周检记录”。
工装治工具管理程序(含表格)
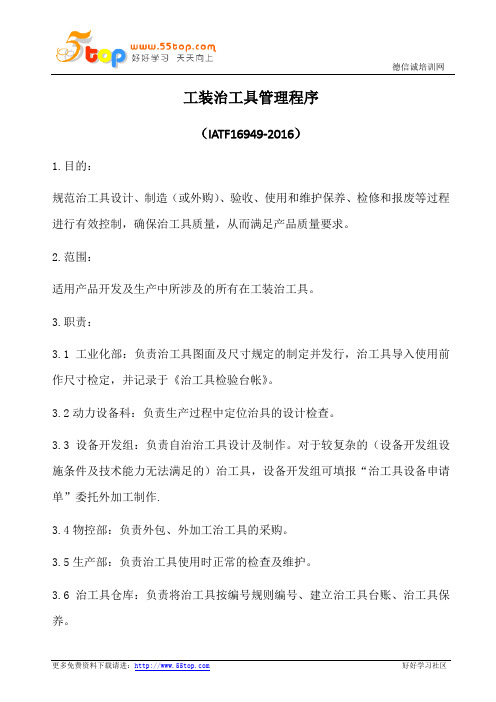
工装治工具管理程序(IATF16949-2016)1.目的:规范治工具设计、制造(或外购)、验收、使用和维护保养、检修和报废等过程进行有效控制,确保治工具质量,从而满足产品质量要求。
2.范围:适用产品开发及生产中所涉及的所有在工装治工具。
3.职责:3.1工业化部:负责治工具图面及尺寸规定的制定并发行,治工具导入使用前作尺寸检定,并记录于《治工具检验台帐》。
3.2动力设备科:负责生产过程中定位治具的设计检查。
3.3设备开发组:负责自治治工具设计及制作。
对于较复杂的(设备开发组设施条件及技术能力无法满足的)治工具,设备开发组可填报“治工具设备申请单”委托外加工制作.3.4物控部:负责外包、外加工治工具的采购。
3.5生产部:负责治工具使用时正常的检查及维护。
3.6治工具仓库:负责将治工具按编号规则编号、建立治工具台账、治工具保养。
4.定义:4.1 治工具:指产品在检验、生产过程中所用到有各类工装夹具。
4.2 外包治工具:指设计外包、制造外包。
4.3 外加工治工具:指内部设计,外部制造。
4.4 自制治工具:内部设计,内部制造。
5.流程图:6.内容:6.1由治工具需求部门填写《治工具设备申请单》,经需求部门主管审核后交工业化部。
6.2设计:6.2.1工业化部依据《治工具设备申请单》制定治工具开发计划。
设计人员在考虑成本、使用寿命、防误性、制造工艺、治工具体积、治工具标准化等因素后对其进行设计。
设计输出参数包括总装图、零件图,对于影响产品的特殊特性应在设计图中被体现,图纸中需注明治工具的编号及刻印位置。
设计完成经部门主管审核后交设备开发组。
6.2.2生产过程中的定位治工具,由设备开发组设计制作。
对于较复杂的(设备开发组设施条件及技术能力无法满足的)治工具,设备开发组可填报“治工具设备申请单”委托外加工制作.6.2.3对于自身资源不足的任务,可以申请治工具外包。
6.3制造6.3.1 外加工治工具由物控部负责采购,工业化部提供“治工具图纸”。
工具工装管理程序及表格

工具工装管理程序编制:审核:日期:1、目的为了能稳定、可靠地保证产品在生产加工过程中的质量,降低其制造成本,从而提高产品在市场中的竞争力,特制定本管理办法。
2、适用范围本标准适用于集团内各公司所有产品在加工生产过程中所使用的外购或外协来的通用工具工装和专用工具工装,及各生产工序中所自制的工具工装。
3、职责3.1 各公司制造生产部门负责本管理办法的实施和管理工作。
3.2 各公司技术/工艺部门负责对专用的工艺工装的设计工作及验收。
3.3 各公司采购部门负责外协工装的外包管理。
3.3 各公司品质部门负责按设计图纸要求对所有量具类工装的鉴定及计量工作。
3.4 各公司内其他部门配合本管理程序的实施。
4、工作程序4.1工装的设计4.1.1 工装设计依据:任务书、工艺规程、产品图样和技术条件、标准、国内外典型工装图样和有关资料。
4.1.2 工装设计原则:满足工艺要求,结构性能可靠,使用安全,操作方便,经济,合理,逐步形成标准化、通用化、系列化。
4.1.3 设计流程(见附图)4.1.4各子公司技术工艺等部门,应跟所据所生产的产品设计合适的工装,并在设计工装时应该输出以下资料:a.完成的设计图样及制作标准;b.工装验收标准;c.工装的维护保养标准,必要时还要有工装使用指导书。
d.工装设计与使用中涉及到的各类记录表单。
简易工装由各公司制造部门的工艺科自行设计,并由各车间自行制作,经品质部门验收合格后领用。
4.2工具工装的制作与入库4.2.1各子公司制造部门接到工装设计图纸后,按图纸安排计划制作,并通知品质部门安排人员对工装制作过程进行检验。
4.2.2 如各子公司所设计工装不能自行制作的,优先在集团内部兄弟公司联系制作,集团内不能安排制作的,由各公司采购部门外协加工。
4.2.3 各公司外协加工工装时,按采购控制程序操作,如工装价值超过2000元以上的,必须进行立项。
4.2.4各公司外购的工装必须持有相应的制造厂家的合格证,各仓库按合格证通知技术部和品质部三方进行验收入库。
工装管理流程表格模板

三、各分项工程验收规范及相关规定
木工工程一般应达到以下标准:吊顶牢固、平整、门向正确、开启灵活、四角方正、木饰面表面拼接良好、无胶痕、无翘口、柜体稳固、接口牢固、接口牢靠,木龙骨安装牢固、平整、无咯吱声
油漆工程一般应达到以下标准:表面平整,阴阳角方正顺直,裱糊工程无起翘、接缝良好
颁发《合格证书》
程序
一、国家或地方政府部门关于公装工程竣工验收的相关规定
二、竣工验收所需的相关资料
三、《竣工验收证明书》、竣工验收《合格证》
建设单位在验收完毕后,确认工程符合竣工标准和合同规定的要求,即签发《竣工验收说明书》,该证明书要由建设单位、监督机构、公司设计部、工程监理部、施工管理部及其他相关部门签字
根据房屋大小、施工难度而定
工程监理组织相关人员及客户按相应的验收规范分别验收各个分项工程的质量,确认各分项工程的工程量、增减项目,并做好现场记录
重点
各分项工程的施工及验收
标准
泥工工程一般应达到以下标准:墙面、地面表面平整、砖无空豉,卫生间地面要有一定比例的坡度,阴阳角方正顺直,砖石表面无污染、缺口
一、装饰工程施工管理制度
任务名称
任务程序、重点及标准
时限
相关资料
竣工预验收及返工处理
程序
工程部在工程完工后,准备竣工图纸和技术资料,由工程监理部负责组织竣工预验收工作,预验收人员一般由工程监理、项目主管、工程部经理、设计师等人员组成
1个工作日
一、国家或地方政府部门关于公装工程竣工验收的相关规定
二、《装饰装修工程施工合同》
三、施工图纸、竣工图及技术资料
建设单位在接到《竣工验收申请报告》后,组织监理机构、质量监督机构等准备检查验收工作