雕刻机手柄设置说明解释
数控手柄操作说明

数控手柄操作说明数控手柄是一种用于控制数控机床的操作工具,主要用于数控机床的手动操作和设置参数。
它具有易于操作、便捷灵活的特点,可以帮助操作人员更好地控制和操作数控机床。
下面将对数控手柄的操作进行详细说明。
一、数控手柄的基本结构:数控手柄主要由操作盒、按键和显示屏组成。
操作盒是数控手柄的主体,用于操控数控机床的各个动作。
按键用于输入指令和进行参数设置。
显示屏用于显示运行状态和参数。
数控手柄的外形通常为手持式设计,便于操作人员携带和操作。
二、数控手柄的操作步骤:1.连接数控手柄与数控机床:首先将数控手柄与数控机床连接,确保连接稳固。
接通电源,待数控机床和数控手柄都正常启动后,方可进行后续操作。
2.打开数控手柄:按下数控手柄上的开关按钮,手柄上的显示屏将亮起,进入待机状态。
待机状态下,数控手柄可以接收指令及操作。
3.选择操作模式:根据需要选择相应的操作模式。
数控手柄通常支持手动操作模式和自动操作模式。
手动操作模式用于手动控制数控机床的运动,自动操作模式用于自动运行程序。
通过按下手柄上的切换按钮进行模式切换。
4.手动操作模式下的操作:若选择手动操作模式,则可通过手柄上的各个按键来控制机床的运动。
手柄上的方向键用于控制机床各个轴向的移动方向,加速度键和减速键用于控制运动速度的快慢。
此外,数控手柄还配有紧停按钮,用于紧急停止机床的运动。
5.自动操作模式下的操作:若选择自动操作模式,则可通过手柄上的相关按键设置运行程序。
手柄上的功能键用于输入程序号、启动程序和暂停程序。
手柄上还包括数控编程键和参数设置键,用于编写程序和设置运行参数。
6.程序调试和运行:在自动操作模式下,可以通过手柄上的控制按钮进行程序调试和运行。
首先输入程序号和设定相应参数,然后按下启动按钮启动程序。
在程序运行过程中,可以通过手柄上的暂停按钮暂停程序,查看程序执行情况。
7.关闭数控手柄:在使用完毕后,按下数控手柄上的关闭按钮,数控手柄将自动关闭。
雕刻机参数设置说明

雕刻机参数设置说明还有一些参数由于用户平时不会涉及到,所以系统界面中没有列出,这样也避免了过于复杂的参数系统使用户感到困惑。
手动速度:包括手动高速速度和手动低速速度,这两个值用来控制用户在“点动” 模式下的运动速度。
手动低速速度是指只按下手动方向键时的运动速度;手动高速速度是指同时按下“高速”键时的运动速度。
这两个值也可以在数控状态窗口中直接设定。
参见 4.6节。
自动参数:空程速度:G00指令的运动速度;加工速度:G01、G02、G03等加工指令的插补速度。
这两个值控制以自动方式运动时的速度,如果自动模式下的加工程序、或者MDI 指令中没有指定速度,就以这里设定的速度运动。
增量方式的运动速度是空程速度I这两个值也可以在数控状态窗口中直接设定。
参见 4.6节。
使用缺省速度:是否放弃加工程序中指定的速度,使用上面设臵的系统缺省速度。
使用缺省转速:指示系统是否放弃加工程序中指定的主轴转速,使用人为设臵的系统缺省转速。
速度自适应优化:是否允许系统根据加工工件的连接特性,对加工速度进行优化。
IJK增量模式:圆心编程(IJK)是否为增量模式,某些后处理程序生成的圆弧编程使用的IJK值是增量值。
关于这一点,请参考对应的后处理程序说明。
使用Z向下刀速度:是否在Z向垂直向下运动时,采用特定的速度落刀速度。
优化Z向提刀速度:是否在Z向垂直向上运动时,采用G00速度提刀。
点)。
空程(G00)指令使用固定进给倍率100%:这个参数是一个选项。
指示系统在执行空程指令时,是否忽略进给被率的影响。
这样当改变倍率时,不影响空程移动的速度。
暂停或者结束时,自动停止主轴(需要重新启动):设定当一个加工程序中途暂停或加工结束后,是否自动停止主轴转动。
X轴镜像:设定X轴进行镜像。
丫轴镜像:设定丫轴进行镜像。
换刀位参数:使用换刀位:如果希望在加工完成后自动回到某个位臵,请选择该选项。
其他换刀位参数只有在使用换刀位有效时,才起作用。
换刀位机械坐标X、丫、Z:设臵换刀位的机械坐标(注意:不是工件坐标!)退刀点参数:退刀点:执行回工件原点、断点继续动作时,刀的上抬高度(相对工件原点)。
雕刻机操作手柄说明书

RZNC-0501 操作说明书第一章系统特点1.完全脱机操作2.可以直接读取U 盘上的文件3.可以加工超大的G 代码或者PLT 文件4.具有加工文件预检查能力, 防止加工文件的书写或设计错误, 防止物料摆放位置超出加工范围5.具有良好的自我诊断能力, 可以诊断各种输入输出信号,提高了远程维护的能力6.可以全自动动态升级7.系统同时支持中文和英文显示8.可以选择行号加工部分文件9.有方便可靠的掉电保护和恢复断点功能10.加工过程加减速更加平稳, 有效的降低机械震动11.支持高细分, 可以确保高精度、高速度的加工12.可以直接支持直线, 圆弧插补第二章注意事项1.严禁在强干扰、强磁场环境中使用本产品;2.运行过程中严禁插拔U盘;3.注意防水、防尘、防火;4.防止金属等导电物质进入壳内;5.严禁非授权的拆卸,内部无用户可修复部件;6.插拔U盘和其他连线时用力要适度;7.长时间不使用,请注意断电,并妥善保存第三章上位机的使用一)上位机的定义:上位机是指装载在计算机上实现同下位机通讯的一套程序,它包括驱动程序(usbcam.inf, usbcam,sys), 执行程序(ZHBUSBHandsetHost.exe), 安装程序(Setup.exe)。
通常我们将上位机程序和下位机的菜单文件、紧急恢复程序、普通版本程序、标签文件,操作说明书等文件存储在一张光盘中。
二)上位机的安装1.上位机安装环境要求主板:PIII 450 以上,内存:128M以上,操作系统:Win2000或XP2.上位机安装步骤1)将光盘插入电脑光驱中,并将光盘中的所有文件复制到电脑中指定的文件夹中,如:C:\RZNC-0501程序;2)将手柄用USB线连接到电脑;3)电脑屏幕右下方提示“发现新硬件”(如图3-1),点击提示;图3-14)出现安装驱动提示,选择从列表或指定位置安装,即第二选项,再点击下一步(如图3-2);图3-25)在浏览项中找到步骤1中的文件夹(如C:\RZNC-0501程序),再点击下一步开始安装(如图3-3);图3-36)驱动程序安装开始,提示“没通过微软数字签署”时,选择“仍然继续”(如图3-4);图3-47)提示安装完成,点击“完成”,驱动程序安装成功(如图3-5);图3-57)进入C:\RZNC-0501程序文件,双击Setup.exe文件(如图3-6);图3-68)出现下列安装界面(如图3-7,3-8,3-9,3-10,3-11,3-12),依照提示点击下一步;图3-7图3-8图3-9将程序安装于目录中,再点击下一步。
手柄操作手册
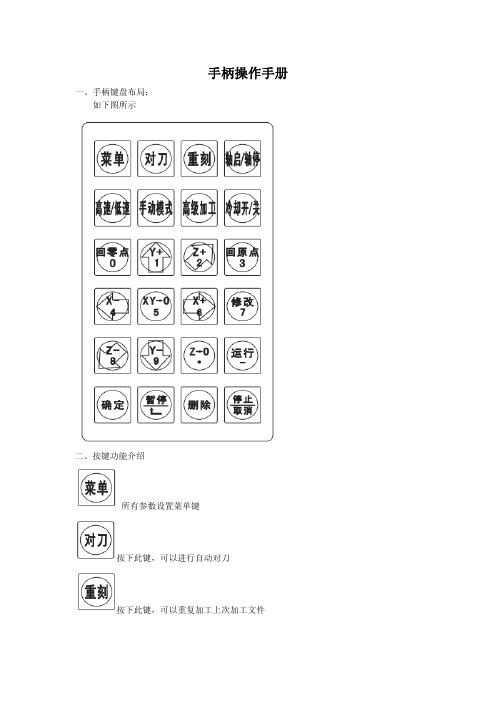
手柄操作手册一、手柄键盘布局:如下图所示二、按键功能介绍所有参数设置菜单键按下此键,可以进行自动对刀按下此键,可以重复加工上次加工文件按下此键,可以控制主轴的开启和停止按下此键,可以在高速和低速之间切换按下此键,可以在连续,点动,距离这三个手动模式下切换按下此键,可以进行高级加工:行号加工,阵列加工,断点加工按下此键,可以开启和停止冷却此键功能是回机械的零点,还有数字按键“0”此键功能是Y轴朝正方向行走,还有数字按键“1”此键功能是Z轴朝正方向行走,还有数字按键“2”此键功能是回工件原点,还有数字按键“3”此键功能是X轴朝负方向行走,还有数字按键“4”此键功能是定义XY工件原点,还有数字按键“5”此键功能是X轴朝正方向行走,还有数字按键“6”此键功能是在需要修改时功能键,还有数字按键“7”此键功能是Z轴朝负方向行走,还有数字按键“8”此键功能是Y轴朝负方向行走,还有数字按键“9”此键功能是Z定义工件原点,还有数字按键“ . ”此键功能是开始加工时的功能键此键功能是需要确定或选择时的功能键此键功能是加工是暂停功能键或在菜单模式下的返回上一级菜单功能键此键功能是在修改是需要删除以前的设置的功能键此键功能是在加工时中断加工的功能键或在修改参数时,不需要修改的功能键三、系统设置按进入参数设置界面。
按或可以上下选择所需要的选项,按进入下一级菜单。
进入机床参数设置按或可以上下选择所需要的选项,按进入下一级菜单。
按或可以上下选择所需要的选项,按进入修改。
此项按照您实际导程设置。
例如X轴丝杠导5的,X轴输入 5 。
进入驱动器脉冲数按或可以上下选择所需要的选项,按进入修改。
例如:X轴驱动器的细分数为16细分,则此项设置为: 3200进入机床尺寸按或可以上下选择所需要的选项,按进入修改。
例如:机床为1325机型,那么X输入: 1300 Y 输入: 2500,Z 按照Z最大行程设置进入回零设置回零方向:按或可以上下选择所需要的选项,按可以进行修改。
雕刻机手柄设置说明解释
目录一、手柄说明--------------------------------------- 2二、菜单的设置和使用--------------------------------- 3雕刻机手柄设置说明一、手柄说明停止/取消:停止当前雕刻进度,取消当前设置项;运行/暂停/删除:运行雕刻文件,暂停雕刻进度,删除输入数值;手动模式:可用模式有连续、步进、步进距离可选,用于调节各轴运行模式;归零/确定:操作机器回设置原点,确定当前设置项;菜单:设置机器内的各参数;轴起/轴停:启动/停止主轴电机运转;高速/低速/0:调整主轴电机转速,输入数值0;回零/9:回机器零点,输入数值9;X + / 1:调整X轴向左移动,输入数值1,光标向上移动;X - / 5: 调整X轴向左移动,输入数值5,光标向下移动;Y + / 2:调整Y轴向后移动,输入数值2,增快雕刻速度;Y - / 6: 调整Y轴向前移动,输入数值6,减慢雕刻速度;Z + / 3:调整Z轴向上移动,输入数值3,调整主轴运行模式;Z - / 7:调整Z轴向下移动,输入数值7,调整主轴运行模式;X/Y →0 / 4:将X/Y轴清零,输入数值4;Z→0/8:将Z轴清零,输入数值8;二、菜单的设置和使用1、机床参数设定:机床参数配置是调整控制卡同机床机械特性一致性的配置。
包括:脉冲当量,机床尺寸设置,回零设置,主轴设置,电平定义,脉冲定义,对刀仪厚度,丝杆间隙等。
建议此参数由厂家设置,一旦设置完成,不需客户更改。
更改参数,按相应的数值键,输入完成后按“确定”键保存,输入错误按“删除”键更改,按“取消”键移动光标。
更改属性,按“Y+”和“Y-”键更改。
“取消”键回上级菜单,直到退出。
将手柄通过50针连线连接到机床通电;液晶显示“是否回原点?”,按“确定”键回机床原点,按“删除”键不回机床原点,按“取消”键只有Z轴回原点;回原点操作:原点是指机床的机械零点,所以回原点也称为回零操作。
雕刻机全参数设置说明介绍模板之欧阳体创编
还有一些参数由于用户平时不会涉及到,所以系统界面中没有列出,这样也避免了过于复杂的参数系统使用户感到困惑。
手动速度:包括手动高速速度和手动低速速度,这两个值用来控制用户在“点动”模式下的运动速度。
●手动低速速度是指只按下手动方向键时的运动速度;●手动高速速度是指同时按下“高速”键时的运动速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
自动参数:●空程速度:G00 指令的运动速度;●加工速度:G01、G02、G03等加工指令的插补速度。
这两个值控制以自动方式运动时的速度,如果自动模式下的加工程序、或者MDI指令中没有指定速度,就以这里设定的速度运动。
注意:增量方式的运动速度是空程速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
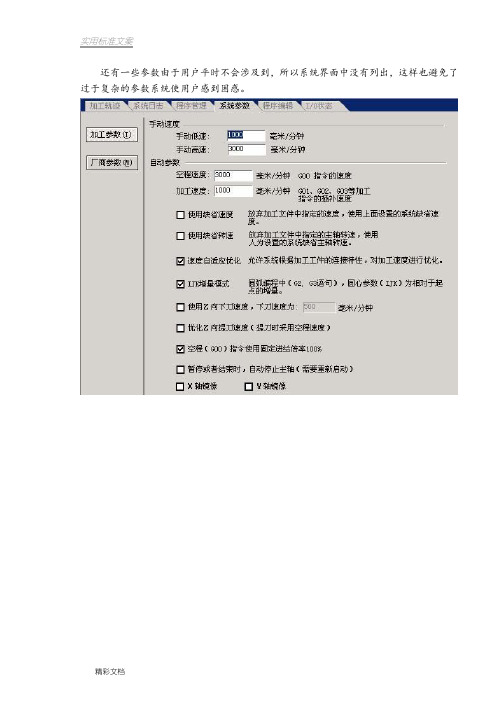
●使用缺省速度:是否放弃加工程序中指定的速度,使用上面设置的系统缺省速度。
●使用缺省转速:指示系统是否放弃加工程序中指定的主轴转速,使用人为设置的系统缺省转速。
●速度自适应优化:是否允许系统根据加工工件的连接特性,对加工速度进行优化。
●IJK增量模式:圆心编程(IJK)是否为增量模式,某些后处理程序生成的圆弧编程使用的IJK值是增量值。
关于这一点,请参考对应的后处理程序说明。
●使用Z向下刀速度:是否在Z向垂直向下运动时,采用特定的速度落刀速度。
●优化Z向提刀速度:是否在Z向垂直向上运动时,采用G00速度提刀。
点)。
●空程(G00)指令使用固定进给倍率100%:这个参数是一个选项。
指示系统在执行空程指令时,是否忽略进给被率的影响。
这样当改变倍率时,不影响空程移动的速度。
●暂停或者结束时,自动停止主轴(需要重新启动):设定当一个加工程序中途暂停或加工结束后,是否自动停止主轴转动。
●X轴镜像:设定X轴进行镜像。
●Y轴镜像:设定Y轴进行镜像。
换刀位参数:●使用换刀位:如果希望在加工完成后自动回到某个位置,请选择该选项。
其他换刀位参数只有在使用换刀位有效时,才起作用。
雕刻机参数设置说明书
还有一些参数由于用户平时不会涉及到,所以系统界面中没有列出,这样也避免了过于复杂的参数系统使用户感到困惑。
手动速度:包括手动高速速度和手动低速速度,这两个值用来控制用户在“点动”模式下的运动速度。
●手动低速速度是指只按下手动方向键时的运动速度;●手动高速速度是指同时按下“高速”键时的运动速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
自动参数:●空程速度:G00 指令的运动速度;●加工速度:G01、G02、G03等加工指令的插补速度。
这两个值控制以自动方式运动时的速度,如果自动模式下的加工程序、或者MDI指令中没有指定速度,就以这里设定的速度运动。
注意:增量方式的运动速度是空程速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
●使用缺省速度:是否放弃加工程序中指定的速度,使用上面设置的系统缺省速度。
●使用缺省转速:指示系统是否放弃加工程序中指定的主轴转速,使用人为设置的系统缺省转速。
●速度自适应优化:是否允许系统根据加工工件的连接特性,对加工速度进行优化。
●IJK增量模式:圆心编程(IJK)是否为增量模式,某些后处理程序生成的圆弧编程使用的IJK值是增量值。
关于这一点,请参考对应的后处理程序说明。
●使用Z向下刀速度:是否在Z向垂直向下运动时,采用特定的速度落刀速度。
●优化Z向提刀速度:是否在Z向垂直向上运动时,采用G00速度提刀。
点)。
●空程(G00)指令使用固定进给倍率100%:这个参数是一个选项。
指示系统在执行空程指令时,是否忽略进给被率的影响。
这样当改变倍率时,不影响空程移动的速度。
●暂停或者结束时,自动停止主轴(需要重新启动):设定当一个加工程序中途暂停或加工结束后,是否自动停止主轴转动。
●X轴镜像:设定X轴进行镜像。
●Y轴镜像:设定Y轴进行镜像。
换刀位参数:●使用换刀位:如果希望在加工完成后自动回到某个位置,请选择该选项。
其他换刀位参数只有在使用换刀位有效时,才起作用。
雕刻机参数设置说明之欧阳引擎创编

还有一些参数由于用户平时不会涉及到,所以系统界面中没有列出,这样也避免了过于复杂的参数系统使用户感到困惑。
欧阳引擎(2021.01.01)手动速度:包括手动高速速度和手动低速速度,这两个值用来控制用户在“点动”模式下的运动速度。
●手动低速速度是指只按下手动方向键时的运动速度;●手动高速速度是指同时按下“高速”键时的运动速度。
这两个值也可以在数控状态窗口中直接设定。
参见 4.6节。
自动参数:●空程速度:G00 指令的运动速度;●加工速度:G01、G02、G03等加工指令的插补速度。
这两个值控制以自动方式运动时的速度,如果自动模式下的加工程序、或者MDI指令中没有指定速度,就以这里设定的速度运动。
注意:增量方式的运动速度是空程速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
●使用缺省速度:是否放弃加工程序中指定的速度,使用上面设置的系统缺省速度。
●使用缺省转速:指示系统是否放弃加工程序中指定的主轴转速,使用人为设置的系统缺省转速。
●速度自适应优化:是否允许系统根据加工工件的连接特性,对加工速度进行优化。
●IJK增量模式:圆心编程(IJK)是否为增量模式,某些后处理程序生成的圆弧编程使用的IJK值是增量值。
关于这一点,请参考对应的后处理程序说明。
●使用Z向下刀速度:是否在Z向垂直向下运动时,采用特定的速度落刀速度。
●优化Z向提刀速度:是否在Z向垂直向上运动时,采用G00速度提刀。
点)。
●空程(G00)指令使用固定进给倍率100%:这个参数是一个选项。
指示系统在执行空程指令时,是否忽略进给被率的影响。
这样当改变倍率时,不影响空程移动的速度。
●暂停或者结束时,自动停止主轴(需要重新启动):设定当一个加工程序中途暂停或加工结束后,是否自动停止主轴转动。
●X轴镜像:设定X轴进行镜像。
●Y轴镜像:设定Y轴进行镜像。
换刀位参数:●使用换刀位:如果希望在加工完成后自动回到某个位置,请选择该选项。
其他换刀位参数只有在使用换刀位有效时,才起作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录
一、手柄说明 --------------------------------------------------------- 2
二、菜单的设置和使用 ------------------------------------------------ 3
雕刻机手柄设置说明
一、手柄说明
停止/取消:停止当前雕刻进度,取消当前设置项;
运行/暂停/删除:运行雕刻文件,暂停雕刻进度,删除输入数值;手动模式:可用模式有连续、步进、步进距离可选,用于调节各轴运行模式;
归零/确定:操作机器回设置原点,确定当前设置项;
菜单:设置机器内的各参数;
轴起/轴停:启动/停止主轴电机运转;
高速/低速/0:调整主轴电机转速,输入数值0;
回零/9:回机器零点,输入数值9;
X + / 1:调整X轴向左移动,输入数值1,光标向上移动;
X - / 5: 调整X轴向左移动,输入数值5,光标向下移动;
Y + / 2:调整Y轴向后移动,输入数值2,增快雕刻速度;
Y - / 6: 调整Y轴向前移动,输入数值6,减慢雕刻速度;
Z + / 3:调整Z轴向上移动,输入数值3,调整主轴运行模式;
Z - / 7:调整Z轴向下移动,输入数值7,调整主轴运行模式;
X/Y →0 / 4:将X/Y轴清零,输入数值4;
Z→0/8:将Z轴清零,输入数值8;
二、菜单的设置和使用
1、机床参数设定:
机床参数配置是调整控制卡同机床机械特性一致性的配置。
包括:脉冲当量,机床尺寸设置,回零设置,主轴设置,电平定义,脉冲定义,对刀仪厚度,丝杆间隙等。
建议此参数由厂家设置,一旦设置完成,不需客户更改。
更改参数,按相应的数值键,输入完成后按“确定”键保存,输入错误按“删除”键更改,按“取消”键移动光标。
更改属性,按“Y+”和“Y-”键更改。
“取消”键回上级菜单,直到退出。
将手柄通过50针连线连接到机床通电;
液晶显示“是否回原点?”,按“确定”键回机床原点,按“删除”键不回机床原点,按“取消”键只有Z轴回原点;
回原点操作:原点是指机床的机械零点,所以回原点也称为回零操作。
原点位置主要由各种回零检测开关的装载位置确定。
回原点的意义在于确定工作坐标系同机械坐标系的对应关系。
控制系统
的很多功能的实现依赖于回原点的操作,如断点加工、掉电恢复等功能,如果没有回原点操作,上述功能均不能工作。
回原点的设置:回原点参数包括回零运动速度和回零运动方向,修改参数须在菜单中进行。
在操作界面按“模式”键,进行步进模式,按“停止”键设置低速网格为0.05。
为确保加工和调试的精度,系统引入了网格的概念。
有些系统也称为最小进给量。
它的范围为:
0.05mm-1.0mm。
当用户将手动运动模式切换到步进时,按三轴的
方向键,机床将以设定的网格距离运动。
进入机器设置,选择“机床参数配置”;机床参数配置主要是设置同机床的驱动部分、传动部分、机械部分和I/O接口部分的相配套的参数。
这些参数如果设置不正确,将会造成执行文件操作不正常,还有可能造成机械故障和操作人员损伤。
建议用户不要随意更改此参数,如果需要更改,请在技术工程师的指导下进行。
选择“脉冲当量”;脉冲当量是指机械移动1毫米所需要的脉冲数,所以它的单位为:脉冲/毫米。
如果脉冲当量数值设置与机床的实际有差异,在执行文件时,加工出来的文件的尺寸就会同要求的不一致。
选择“机床尺寸设置”;X轴与Y轴设置为300,Z轴设置为50。
机床尺寸指机床的有效运动行程。
在这一项中可设置三轴的最大加工尺寸。
如果文件加工范围超出了机床尺寸,在检查代码的过程中,系统将会自动提示加工超出范围,如加工超出X轴正限位;如果是在手动状态下移动三轴,当位置到达限位时,左上角的“手动”和“停止”快速变换,屏幕上提示超出限位。
因为本系统把机床尺寸作为软限位的限制位,所以机床尺寸一定要同实际一致,否则就可能出现超限位或撞轴的现象。
选择“回零设置”
设置“回零运动速度”选择X轴、Y轴为3000mm/min,Z轴设置为1800mm/min。
设置“回零运动方向”X轴、Y轴设置为负方向,Z轴设置为正方向;
回零运动速度参数的修改必须依据机床的整体结构而进行。
速度如果过高就有可能导致丢步、撞轴导致机床或原点检测开关损坏。
回零运动方向参数由电机方向和回零开关安装位置确定,同时它还同输入电平定义的定义属性和回零检测开关属性相关联。
选择“主轴设置”输入主轴状态数为“8”;主轴线性状态分为8个档位,设置如下。