SMT钢网开孔规范(锡膏+红胶)
SMT模板开孔规范(锡膏、红胶)

0805
S<38时S=38
38<S<44,S 1:1
S>44时,S=44
宽度1:1开孔,长度外加4mil,裸铜宽度加3-4mil.
1206及以上
当S>70时,内距1:1,当小于70时内距加大6mil.内距小于50时,加大8-12mil.
宽度1:1开孔,长度外加5-6mil,裸铜板宽度加4mil.
SMT钢网通用开口规范
1,无铅锡膏开口规范:
CHIP元件
元件名称
开孔形状
内距
开孔PAD
0402
S<16时,S=16
16<S<18时,1:1
18<S时,S=18
W1:1,L<20时,L外括2mil,大于22时1:1,最大为24*28
0603
S<28时S=28
28<S<34,S 1:1
S>34时,S=34
二极管
0805),当S<40时,内中扩大8-12mil.大于40时,加大4-8mil.
宽度1:1,长加4-6mil
1206):内距大于78时,1:1,内距小于78时,内切至78。最大内切不超过10mil.
宽度1:1,长加6-8mil
三极管
当S<40时,PAD两边外移至40mil.
焊盘一般1:1开孔,裸铜板外加2-3mil.
高电容
内距各内切4mil
宽度1:1开,长度外加6-8mil.
电晶体
固定脚内切三分之一,如果大于120mil时,需要用0.3线宽做架桥处理.
引脚可外括4-6mil.
单排连接器
钢网开口设计规范
6.3.1制作方式为正反面半刻,MARK点最少制作数量为对角2个,根据PCB资料提供的大小及形状按1:1方式开口。
6.3.2MARK点的选择原则:PCB上的两条对角线上的四个MARK点可以不全部制作出来,但至少需要对角的二个MARK点。如果只有一条对角线上两个MARK点,则另外一个MARK点需满足到此对角线的垂直距离最远的原则选点。
适用于本公司所有钢网的设计、制作及验收。
3.特殊定义:
钢网:亦称模板,是SMT印刷工序中,用来做印刷锡膏或贴片胶的平板模具。
供板:我司自己设计的印制电路板。我司提供的印制电路板,包括Gerber文件,印制电路板等。制作钢网时要向钢网生产厂家说明。
4.职责:
钢网开制人员编制《钢网制作要求》,上传PDM,再由采购部将钢网制作要求和PCB文件发给供应商加工,《钢网加工要求》详见附件一。
钢网开口设计规范
———————————————————————————————— 作者:
———————————————————————————————— 日期:
1.目的
规范SMT车间的钢网厚度及开孔标准,保证锡膏、红胶有效的沉积在指定位置,为焊接提供有效的保证,从而提升整体的焊接质量水平。.
2.适用范围
元件类型
间距
钢网厚度
CHIP
0402
0.12mm
0201
0.10mm
QFP(QFN)
0.65
0.13mm
0.50
12mm
0.40
0.10mm
0.30
0.10mm
BGA
1.25~1.27
0.15mm
1.00
0.13mm
0.5~0.8
SMT手机行业钢网开孔规范
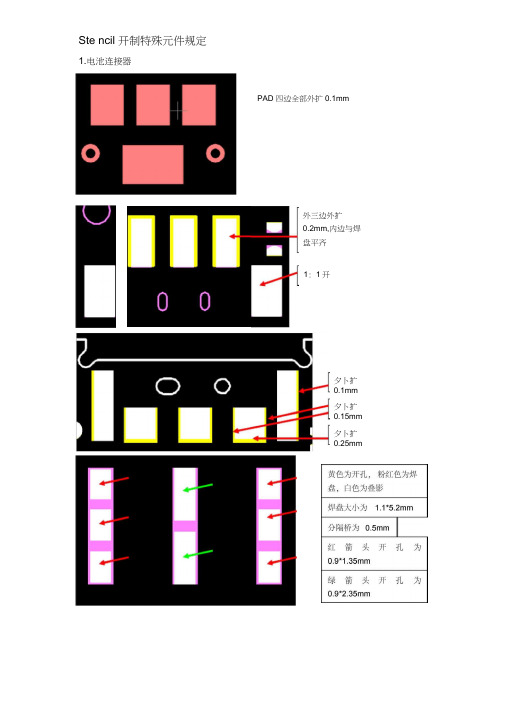
Ste ncil 开制特殊元件规定1.电池连接器PAD四边全部外扩0.1mm外三边外扩0.2mm,内边与焊盘平齐1: 1开夕卜扩0.1mm夕卜扩0.15mm夕卜扩0.25mm黄色为开孔,红色为PAD. 中间接地焊盘大小为 0.7*1.1mm.开孔大小为0.6*0.9mm 外部引脚倒小圆角1: 1开2. FEM-J白色为开孔,红色为宽度每边内缩0.05mm,长度每边内缩0.08mm宽度每边内缩0.06mm,长度每边内缩0.08mm外部引脚倒小圆角1: 1开白色为开孔,粉红色为PAD.PAD尺寸2*0.7开孔分两段,每段大小为0.75*0.6 ,中间隔离间隔为0.3mmPAD 尺寸1.5*1开孔分两段,每段大小为0.5*0.8,中间隔离间隔为0.3mm外部引脚宽度每边内缩0.05,长度1:1,两端倒小圆角3. 侧键黄色为开孔,粉红色为PAD此边外扩0.3mm,其它外扩0.2mm三边外扩0.2mm夕卜扩0.4mm夕卜扩0.1mm4. 小于等于0.5pitch的细间距元件,两端需要倒全圆角。
5. FMPAD大小为0.6*0.32 的,开孔方式为狗骨头形:宽度最宽处为0.23 , 最窄处为0.21mm长度内切0.05 , 两端倒小圆角PAD大小为0.4*0.32 的,开孔方式为:宽度0.23,长度内切0.05、再外扩0.1,两端倒小圆角6. 如下形状IC焊盘的开孔方式黄色为开孔,粉红色为PAD.中间接地焊盘用0.2mm的桥分成四小块;外部引脚1:1开,两端倒全圆脚7. T卡座黄色为开孔,粉红色为PAD.1: 1开孔宽度1:1,长度上端外扩0.3mm 下端外扩0.1mm 倒小圆角夕卜扩0.3mm夕卜扩0.2mm夕卜扩0.3mm宽度1 : 1,长度上端外扩0.3mm 下端外扩0.1mm,倒小圆角外边外扩0.1,倒小圆角用0.3 的桥分隔成0.85*1.55 均匀的4小块,内开孔边与焊盘内边平齐。
8.以下IC开孔方式9.以下IC的开孔方式四边都外扩0.1白色为开孔,粉红色为PAD.引脚间距为0.4pitch ,网板开孔:宽度为0.18mm,长度开孔1:1,两端倒全圆角中间接地焊盘大小为:1.5*1.7 ;网板开孔:用0.2mm宽的桥均匀的分成四块,每小块开孔为0.55*0.65mm,倒小圆角白色为开孔,粉红色为PAD外部引脚开孔:内切宽度开0.2mm0.1mm,内部接地焊盘:四周内切0.15mm,中间用0.3mm的桥分隔成均匀的4小块这类PAD大小:0.4*0.8mm 开孔大小:0.32*0.66,倒小圆角这类PAD大小:0.55*0.48mm开孔大小:0.45*0.40,倒小圆角这类PAD大小:0.4*0.4mm开孔大小:1:1,倒小圆角这类PAD大小:0.42*0.47mm开孔大小:0.35*0.45,倒小圆角这类PAD大小:0.5*0.6mm开孔大小:0.45*0.55,倒小圆角这类PAD大小:0.58*0.6mm开孔大小:0.48*0.50,倒小圆角这类PAD 大小:0.87*0.75mm ( PCB上实际是一个整PAD开孔大小:0.65*0.65mm,与内边相切,倒小圆角11.以下IC开孔方式白色为开孔,粉红色为PAD12 .[1 111 ~1□SOCKET开孔方式这类PAD大小:0.85*0.5mm开孔:内切0.05 ,大小为0.8*0.45mm,倒小圆角接地PAD大小:1.88*1.88mm开孔:用0.2mm的桥均匀的分成四小块,每块开孔大小为0.70*0.70mm,倒小圆角蓝色为开孔,白色为叠影,粉红色为PAD功能引脚:开孔宽度为55-60%Pitch,长度为引脚焊盘长度外扩0.1mm固定引脚:靠近功能脚的边不做扩孔,外边扩0.2mm,其它两边扩0.1mm10.PA开孔方式白色为开孔,粉红色为PAD13. 以下IC 开孔方式黄色为开孔,白色为叠影,粉红色为 PAD外围引脚:开孔宽度按通常比例开, 长度为引脚焊盘长度外扩 0.1mm14.以下兼容焊盘开孔方案黄色为开孔,白色为叠影,粉红色为 PAD功能引脚:开孔宽度为50-55%Pitch , 长度为引脚焊盘长度外扩 0.1mm固定引脚:四边外扩 0.1mm蓝色为焊盘,白色为开孔内切0.05mm,外扩0.1mm两侧各内缩0.03mm15.以下元件开法接地焊盘:用0.2mm 的桥分隔成均匀 的四小块粉红色为焊盘,白色为开孔16. 以下IC开法:粉红色为焊盘,白色为开孔焊盘为0.3*0.5mm,开孔:0.23*0.6mm,倒全圆角0.4mm的桥0.2mm的桥开孔大小为0.7*0.7mm焊盘为0.3*0.5mm,开孔:0.23*0.6mm,倒全圆角0.2mm的桥开孔大小为0.7*0.7mm焊盘大小为 0.5*0.5mm ,开孔为0.5*0.55mm 倒小圆角,即内扩 0.025mm, 外扩 0.025mm焊盘大小为 1.15*0.3mm ,开孔用 0.2mm 的桥分隔成0.475*0.21mm 的两段18. 射频头开法19. 以下IC 的开法开孔大小为 0.24*0.74mm ,外扩 0.1mm 倒全圆角开孔大小为0.7*0.7mm ,倒小圆角 0.3m m 桥分隔中间接地焊盘大小为 4.2*4.2mm17.以下元件开孔方式:20. 此类连接器:A、钢网厚度为0.12mm的,外扩0.1mm,内切0.1mm:B 钢网厚度为0.10mm的,外扩0.1mm:0.3m m分隔桥0.4m m分隔桥0.85mm 开孑L引脚焊盘为0.6*0.23mm。
SMT钢网开孔管理规范
规范钢网的设计,确保钢网设计的标准化。
2 适用范围本公司所有钢网的设计和制作。
(客户有特殊要求时,依客户要求执行)3 定义钢网:亦称模板,是SMT印刷工序中用来做印刷锡膏或红胶的平板模具。
文件资料:制作钢网用到的Gerber资料、PCB及客户提出的特殊要求等信息。
4 职责N/A5作业内容5.1钢网及网框材料:5.1.1网框材料:钢网边框材料可选用空心铝框,标准网框尺寸为736mm*736mm(误差为±3mm的)正方形,网框厚度为40±3mm,网框底部应平整,其平整度不可超过1.5mm。
5.1.2 钢片材料:钢盘材料优选不锈钢板,厚度在0.1-0.3mm(有特殊要求的除外)。
5.1.3张网用钢网丝:钢丝网材料为不锈钢钢丝,其数目不应低于100目,其最小屈服张力不应低于45N。
5.1.4胶:在钢网的正面,在钢片与丝网结合部位及丝网与网框结合部位,必须用强度足够的胶水填充,所有的胶水不能与清洗钢网使用的溶剂产生化学反应。
5.2钢网标识及外形内容: 5.2.15.2.25.3 PCB 位置要求:一般情况下,PCB 中心,钢网中心,钢网外框中心需重合,三者中心距最大值不超过3.0mm 。
PCB 、钢片、钢网外框的轴线在方向上应一致,任两条轴线角度偏差不超过2 0。
5.4 钢网标识内容及位置:PCB 进板方向YX图 一文件名称SMT钢网开孔管理规范文件版本A/0 生效日期XX文件编号XX页码第4 页共8 页5.4.1标识位置位于钢片的左下角(如图一所示),对其字体及文字大小不做要求,但要求其字符清晰易辩。
5.4.2钢网标识内容如下:5.5一般开口设计原则:钢网开口设计必须符合宽厚比和面积比:宽厚比(Aspect Ratio)=开口的宽度(W)/ 钢片厚度(T)>1.5面积比(Area Ratio)=开口面积(L×W)/ 开口孔壁面积[2×(L+W)×T]>2/3钢网要求PCB板位置居中,四角及中间张力≥30N/cm。
红胶钢网开孔要求
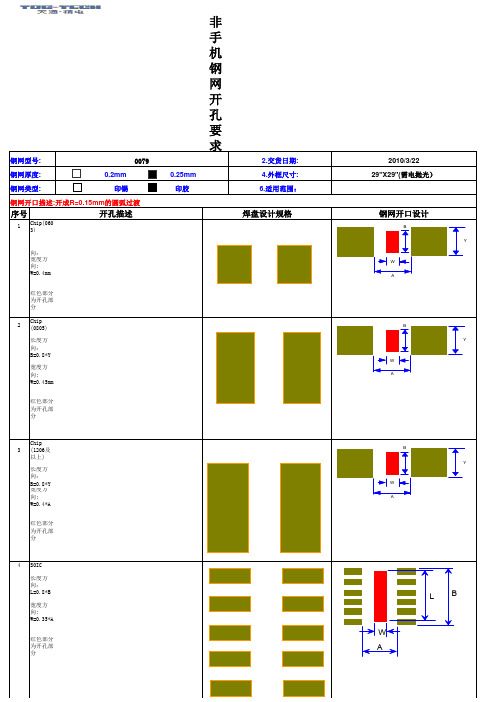
非手机钢网开孔要求
序号
1
Chip(0603)
长度方向:B=0.8*Y 宽度方向: W=0.4mm
红色部分为开孔部分2
Chip (0805)长度方向:B=0.8*Y 宽度方向: W=0.45mm
红色部分为开孔部分
3Chip (1206及以上)长度方向:B=0.8*Y 宽度方向: W=0.4*A
红色部分为开孔部分
4SOIC
长度方向:L=0.8*B 宽度方向: W=0.35*A
红色部分为开孔部分
5
SOT89C=3.8mm D=1.0mm B=1.5mm
红色部分为开孔部分
6SOT23
长度方向:L=0.8*X 宽度方向: W=0.4mm 宽度方向: B=1/2Y
红色部分为开孔部分
7SOT143
长度方向:L=0.8*Y 宽度方向: W=0.4mm 宽度方向: A=1/2X
红色部分为开孔部分
8SOT223
开孔描述焊盘设计规格钢网开口设计
6.适用范围:
0.2mm 0.25mm 0079
钢网开口描述:开成R=0.15mm 的圆弧过渡
2010/3/2229"X29"(需电抛光)
印锡 印胶
钢网型号:钢网厚度:钢网类型:
2.交货日期:4.外框尺寸:L
W
A
Y
B
W A
Y
B
W A
Y
B
W A
L
B
C
D
B
X
L
Y
B
W
W
A
X
Y
L
A。
红胶网开孔规则
XXX有限公司开网要求文件编号:工程文件---作业指导书版本:2.0红胶网制作通用要求文件修订履历目录文件修订履历表1.目的2.适用范围3.定义4.规范内容4.1红胶钢网制作要求4.2红胶AI胶网制作要求钢网制作通用要求1 目的本文件旨在为设计印刷红胶网提供指导,规范SMT所有红胶网制作标准,为产品品质提供必要的保证,仅供加工红胶网开孔做参考,不做其它用途。
2 适用范围适用于红胶贴片工艺制程。
3 定义无4 规范内容4.1制作要求资料:以GERBER文件+PCB为准;开口要求:按照提供的文件及附件修改要求;MARK点: 1.红胶钢网PCB面半刻,需制作至少两个Mark点,钢网与印制PCB板上的Mark 点位置应一致,一般四拼板的PCB应制作四个钢网Mark点,一对为对应PCB辅助边上的Mark,另一对为对应Block上对角距离最远的一对Mark点。
(注意:选用Mark点时不宜选用在3MM范围内有另外同类型Mark点的点).2.红胶AI胶网在自动或者非自动印刷时为对位方便,一般在对角刻两个通孔定位作为定位点。
PCB板上的MARK点和板边MARK点都需要开拭.开口尺寸:以非印刷面为准,并在非印刷区域要备注机型,钢网编号及制作日期;钢片厚度:按照邮件要求选择厚度;网框:736*736;颜色:银白色或绿色;印刷格式:PCB外形居中;贴网方式:贵公司标准。
1 0402 钢网开口:W =0.24B = 105%*Y1 0603钢网开口:W =0.26B = 110%*Y当0603元件间隙大于0.7mm时,宽开0.32mm2 0805 钢网开口:W =0.32B =110%*Y当0805元件间隙大于0.9mm时, 宽开0.35mm31206及以上钢网开口:W=0.42B=110%*Y当1206元件间隙大于1.2mm时,按40%开孔4 二极管1)、1206及以下:W=30%*AB=100%*Y 2)、1206及以上:W=35%*AB=100%*Y5 三极管1)、0805开W1=0.3,L=110%L1其它类W1=38%*W,L=110%L16 8Pin及以下IC、排阻开成长方形:1)、宽A开成间隙的30~35%;2)、长与PIN脚一样齐。
SMT钢网开孔管理规范

SMT钢网开孔管理规范规范钢网的设计,确保钢网设计的标准化。
2 适用范围本公司所有钢网的设计和制作。
(客户有特殊要求时,依客户要求执行)3 定义钢网:亦称模板,是SMT印刷工序中用来做印刷锡膏或红胶的平板模具。
文件资料:制作钢网用到的Gerber资料、PCB及客户提出的特殊要求等信息。
4 职责N/A5作业内容5.1钢网及网框材料:5.1.1网框材料:钢网边框材料可选用空心铝框,标准网框尺寸为736mm*736mm(误差为±3mm的)正方形,网框厚度为40±3mm,网框底部应平整,其平整度不可超过1.5mm。
5.1.2 钢片材料:钢盘材料优选不锈钢板,厚度在0.1-0.3mm(有特殊要求的除外)。
5.1.3张网用钢网丝:钢丝网材料为不锈钢钢丝,其数目不应低于100目,其最小屈服张力不应低于45N。
5.1.4胶:在钢网的正面,在钢片与丝网结合部位及丝网与网框结合部位,必须用强度足够的胶水填充,所有的胶水不能与清洗钢网使用的溶剂产生化学反应。
5.2钢网标识及外形内容: 5.2.15.2.25.3 PCB 位置要求:一般情况下,PCB 中心,钢网中心,钢网外框中心需重合,三者中心距最大值不超过3.0mm 。
PCB 、钢片、钢网外框的轴线在方向上应一致,任两条轴线角度偏差不超过2 0。
5.4 钢网标识内容及位置:PCB 进板方向YX图一文件名称SMT钢网开孔管理规范文件版本A/0 生效日期XX文件编号XX页码第4 页共8 页5.4.1标识位置位于钢片的左下角(如图一所示),对其字体及文字大小不做要求,但要求其字符清晰易辩。
5.4.2钢网标识内容如下:5.5一般开口设计原则:钢网开口设计必须符合宽厚比和面积比:宽厚比(Aspect Ratio)=开口的宽度(W)/ 钢片厚度(T)>1.5面积比(Area Ratio)=开口面积(L×W)/ 开口孔壁面积[2×(L+W)×T]>2/3钢网要求PCB板位置居中,四角及中间张力≥30N/cm。
SMT钢网开孔规范(锡膏+红胶)
SMT钢网开孔规范(锡膏+红胶)移6-8mil,内切4-6mil。
焊盘宽度1:1开孔,长度外加8-12mil,裸铜板宽度加4mil。
内距各内切4-6mil。
对于无铅锡膏开口规范,不同元件的开孔形状内距、开孔PAD、焊盘大小等都有不同的规定。
例如,对于0402元件,当内距S小于16时,S等于16,当16小于S小于18时,内距为1:1,当S大于18时,S等于18.对于其他元件如0603、0805和1206及以上的元件、二极管、高电容、电晶体、单排连接器、四脚晶振类、五脚IC、大电感和排阻排容等,也都有各自的规定。
需要注意的是,对于某些元件,如引脚可外括4-6mil,固定脚需要用0.3线宽做架桥处理等,都需要特别注意。
1.PCB尺寸规范PCB四个角的宽度为16mil,长度外加8mil。
如果四个角较大,则需要相应缩小并向两边外移缩小的二分之一。
宽度开7.2mil,长度可外扩4-6mil。
宽度开8.8-9.2mil,长度可外扩6-8mil,开金手指状。
宽度开12-13mil,长度可外扩6-10mil,开金手指状。
宽度开16-17mil,长度可外扩8-10mil。
宽度开20-22mil,长度可外扩8-10mil。
宽度开24-27mil,长度可外扩8-12mil。
宽度开7.2mil,内切0.4pitch4mil,外扩4mil。
如果长度超过15.7mil80mil,则只内切,不外扩。
QFP 0.5pitch。
宽度开8.8-9.0mil,内切4mil,外加4-6mil。
0.65pitch宽度开12-12.5mil,长度内切25.6mil,外扩6-8mil。
0.4pitch宽度同上,内切4-6mil,外拉15.7mil6-8mil。
QFN BGA 0.5pitch 宽度同上,内切6-8mil,外加19.7mil6-10mil。
宽度同上,同切6-8mil,外加0.65pitch8-12mil。
25.6mil0.4pitch15.7mil直径开8.8mil。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SMT钢网通用开口规范1,无铅锡膏开口规范:
CHIP 元
件
元件名称开孔形状内距开孔PAD 0402
S<16时,S=16
16<S<18时,1:1
18<S时,S=18
W1:1,L<20时,L外
括2mil,大于22时
1:1,最大为24*28 0603
S<28时S=28
28<S<34,S 1:1
S>34时,S=34
宽度1:1开孔,长度
外加3-4mil.裸铜宽
加2-3mil.
0805
S<38时S=38
38<S<44,S 1:1
S>44时,S=44
宽度1:1开孔,长度
外加4mil,裸铜宽度
加3-4mil. 1206及以上
当S>70时,内距1:1,当小
于70时内距加大6mil.内距
小于50时,加大8-12mil.
宽度1:1开孔,长度
外加5-6mil,裸铜板
宽度加4mil.
二
极
管
0805),当S<40时,内中扩大
8-12mil.大于40时,加大
4-8mil.
宽度1:1,长加4-6mil
1206):内距大于78时,1:1,
内距小于78时,内切至78。
最大内切不超过10mil.
宽度1:1,长加6-8mil
三
极
管
当S<40时,PAD两边外移至
40mil.
焊盘一般1:1开孔,
裸铜板外加2-3mil.
高
电
容
内距各内切4mil
宽度1:1开,长度外
加6-8mil.
电晶体固定脚内切三分之一,如果大
于120mil时,需要用0.3线
宽做架桥处理.
引脚可外括4-6mil.
单排连接器引脚宽度可根据IC pitch值
来开,如pitch值大于0.5mm
时,外扩6-12mil,内切
4-6mil.
固定脚,即耳朵外移
4mil,上下各加2mil.
四脚
晶振类长宽各外移2mil,中间切三分
之一的方角.
五脚IC 三只脚宽度按IC pitch值为标准或略大,然后两边脚外移1mil,长外加6-8mil.两只脚按1:1,或略缩2mil,再外扩
4-6mil.
大电感内距各内切4-6mil
宽度1:1.长外加8-12mil,裸铜板宽加4mil,中间架0.3宽度
板.
0402
排阻排容Pitch值为0.5mm, 内距保持
到18-20mil.
脚宽度8.8mil,长外
加6-8mil.如外四脚
较大,则相应缩小,并
向两边外移缩小的二
分之一.
0603
排阻排容Pitch值为0.8mm,内距保持
到30-32mil.
脚宽度16mil, 长外
加8mil.如外四脚较
大,则相应缩小,并向
两边外移缩小的二分
之一.
SW开关内切2mil,外扩6-8mil,如两
边有小脚,小脚外扩2-4mil. 如要求锡量多,靠上下两侧可再扩4mil.
0.4pitch 15-.7mil 宽度开7.2mil,长度可外扩
4-6mil.
开金手指状
内切2mil
0.5pitch 19.7mil 宽度开8.8-9.2mil,长度可外
扩6-8mil.开金手指状.
内切2mil
0.65pitch 25.6mil 宽度开12-13mil,长度可外扩
6-10mil.开金手指状.
内切2mil
0.8pitch 31.5mil 宽度开16-17mil,长度可外扩
8-10mil.
内切2mil
1.0pitch 39.37mil 宽度开20-22mil,长度可外扩
8-10mil.
内切2mil
1.27pitch 50mil 宽度开24-27mil,长度可外扩
8-12mil.
内切2mil
QFP 0.4pitch
15.7mil 宽度开7.2mil(0.18mm),内切4mil,外扩4mil.如长度超过80mil,则只内切,不外扩.
0.5pitch 19.7mil 宽度开8.8-9.0mil(0.22-0.23),内切4mil,外加4–6mil.
0.65pitch
25.6mil
宽度开12-12.5mil,长
度内
切
4-6mil,外扩
6-8mil.
QFN
0.4pitch
15.7mil
宽度同上,内切4-6mil,外拉
6-8mil.
0.5pitch
19.7mil
宽度同上,内切6-8mil,外加
6-10mil.
0.65pitch
25.6mil
宽度同上,同切6-8mil,外加
8-12mil.
BGA
0.4pitch
15.7mil
直径开8.8mil.
0.5pitch
19.7mil
直径开12mil.
0.8pitch
32mil
直径外二圈做17mil,其餘做15mil
1.0picth
40mil
直径外三圈做22mil,其餘做20mil
1.27picth
50mil
直径外三圈做28mil,其餘做24mil
2,点胶开口规范:
CHIP C、R、L、D、F等零件
三极管
L
W1
L1
W
W1=1/3 W
L1=1.1 L
若W低于30mil时,W1=1/2W W W1
W1=1/3 W
L1=1.1 L
排阻 IC QFP
W W1
L
W1=1/3 W 长度与L 相等
W
D
1/4 1/4
1/4 1/4 W 圆大小以QFP 短边为主做1/4W ,平均放中央五颗。
钢板厚度的选择:
⑴一般点胶钢板厚度在0.2mm以上
⑵点胶开口宽度小于8mil时,钢板厚度必须改为0.18mm
⑶点胶开口宽度小于7mil时,钢板厚度必须改为0.15mm
⑷开口宽度≧钢板厚度。