焊工操作技能比赛评分标准
焊工操作技能比赛规则

生产部 2005年11月3日
焊工技术比武规则
一、比武时间:2004年5月28日中午13:00—14:00,评委和参赛选 手必须在 12:30按时到达比武现场。 二、比武地点:钢结构车间单一班与单二班作业区。 三、参赛选手:
单一班:户忠锋 付文龙 王 磊 单二班:张界亮 刘敬正 姬建峰 单三班:陈计修 姬红然 孙思源 单五班:李子彬 刘建设 魏军胜 单六班:刘 锋 惠祥立 惠祥随 四、比武步骤: 1、 参赛选手当场抽取号码,以号码为准确定选手比武场
0.9
1.0
1.1
1.2
1.3
工件厚 度
(mm)
接头 形式
表4 CO2焊接工艺规范参数
装配间 焊丝直 电弧电
隙
径
压
(mm) (mm) (V)
焊接电 流
(A)
气体流量 (L/min)
≤1.2 对接接 ≤0.3
1.5
头
2.0 2.5 3.0 4.0
6.0~ 8.0
开单面V 型坡口, 坡口角
度为 70°,钝 边高0.5 ~1.5
2)由于焊接过程中产生大量的焊接烟尘和金属蒸气,在封闭环境 内作业,要有良好的通风措施。
表5:CO2焊常见的缺陷及其产生原因和防止方法
缺陷名称
产生原因
防止方法
飞溅大
1.极性选择不合理 2.焊丝干伸长度长 3.电弧电压高 4.操作不熟练
1. 采用直流反接 2. 干伸长度控制在8~
12mm 3. 降低电弧电压 4. 加强技术培训提高操
上的飞溅,涂喷防堵剂,调整送丝速度(即电流)和电弧电压以及气
体流量。
3.2选择焊接材料
1)焊丝与母材的匹配见表1,选择原则为:焊缝的化学成分,机械
电焊工技能竞赛评分(标准)表

焊瘤
10 每处焊瘤扣2分,≥3处该项不得分。
2 外观质量
气孔
10 每处气孔扣3分,≥2处该项不得分。
夹渣
10 每处夹渣扣3分,≥2处该项不得分。
焊缝余高
10
焊缝余高0-3mm不扣分,≥5mm扣5分,≥10mm该项 不得分。
尺寸
10
尺寸误差在2mm以内不扣分,≥5mm扣5分,≥10mm 该项不得分。
外观表面
10 焊件表面保持完整美观,不得有划伤、修补。
3 时间要求
90分钟
10 超过规定时间5分钟扣除本项目分数。
4
安全文明 生产
安全环保
10
操作符合安全要求,焊后应对场地进行打扫、回 收焊接工具、用具。
5
合
计
100分
裁判员签字:
裁判长签字:
电焊工技能竞赛评分(标准) 电焊工技能竞赛评分(标准)表
参赛选手编号: 参赛选手编号:
05
水嘴架流程组焊
配 分
2011.9.14
试题名称
考核内容及要求 序 考核项目 号 ( Nhomakorabea分要素) 焊件水平固定 1 焊前准备 离地面50公分左 右 5
评分标准
得分
5
焊缝咬边
10
咬边深度≤0.5mm,焊口咬边长度≥10mm,该项不 得分。
焊工实操考试评分标准

焊工实操考试评分标准
1、方法:焊接一道固定管道焊口。
2、打分标准:焊瘤10分、外观10分、熔透性10分、夹渣10分、咬边10分、气孔10分。
(1)、焊瘤:焊接过程中,熔化金属流淌到焊缝之外未熔化的母材上所形成的金属瘤。
按表面成形情况实际打分。
发现一处扣1分。
(2)、外观:按表面综合情况实际打分。
发现一处裂纹扣3分,鱼鳞纹不均匀扣2分,未焊满扣1分,烧穿一处扣1分,表面成形差扣1分,焊口错边扣1分,焊缝不饱满或过饱满扣1分。
(3)、熔透性:指未焊透,焊接时接头根部未完全熔透的现象。
以管子焊口内壁为观察点,整个焊口全部融透为10分,把整个焊口看成十等份,融透占焊口的几份,则得几分。
(4)、夹渣:指由于焊接工艺不当,或者焊接材料不符合要求,在焊缝金属内部或熔合线内部有非金属物的现象。
夹渣一处扣2分,严重者扣3分。
(5)、咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷。
咬边占整个焊口的十分之几,就扣几分。
(6)、气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫气孔。
出现一个气孔扣2分。
机电部
2012年11月22日。
焊工评分标准

>2~3mm得1分;
>3mm或<0mm得0分
正面焊缝
余高0-3mm
5
0~1mm得3分;
>1~2mm得2分;
>2~3mm得1分;
>3mm得0分
正面焊缝
宽度12~14mm
5
12~13mm得3分;
>13~14mm得2分
>14mm或<12mm得0分
正面焊缝
宽度差≤3mm
5
0~1mm得3分;
焊
缝
外
观
焊瘤、气孔、夹渣
烧穿、夹焊丝缺欠
5
每出现1处(个)
缺欠扣5分扣完为止
焊缝咬边深度≤0.3mm,两侧咬边总长度不超过28mm
5
咬边深度≤0.3mm
①累计长度每7mm扣2分
②累计长度超过28mm得0分。
未焊透深度≤1mm,总长度不超过24mm
4
未焊透深度≤1mm,累计长度每6mm扣1分,累计长度超过24mm得0分。
>1~2mm得2分;
>2~3mm得1分;
>3mm得0分
施焊后尺寸不符合技术要求
9
每件工件扣3分
现场整理
清扫现场
3
未做扣3分
关闭电源
3
未做扣3分
评委签字:
焊工操作技能比赛评分表
CO2气体保护焊评分表
试件明码:本项得分:
配分
考核内容
考核
要求
配
分
评分
标准
检测结果
得
分
40
操作准备
设备调试
3
未作扣3,损坏设备取消考试资格
焊工操作技能比赛评分表
焊工技能测评标准及评分表
分值
合格标准
焊后清理 5 设备复位、工具摆放整齐、清理试件、打扫场地
扣分标准 每项不正确或遗漏扣1分
得分 得分
焊接用时
分值
合格标准
5
焊前准备、焊接过程及焊后清理共计时间为60分 钟
扣分标准 每超过5分钟扣1分
结果检验
检验项目 焊前、焊后检验 检验员
外观检验
内部质量检验
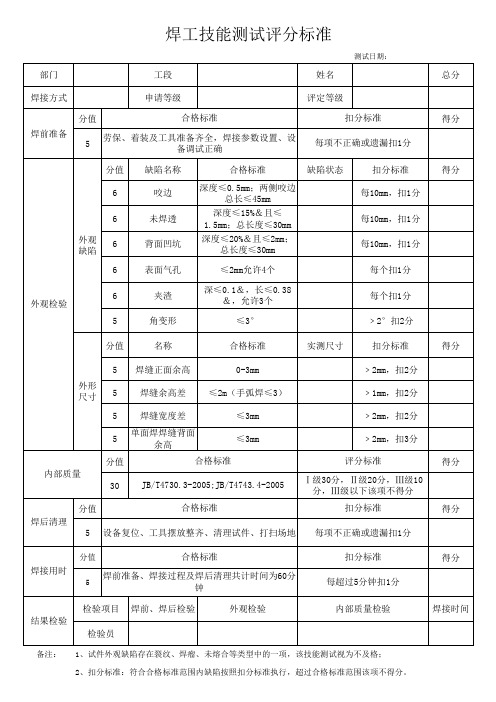
备注:
1、试件外观缺陷存在裂纹、焊瘤、未熔合等类型中的一项,该技能测试视为不及格; 2、扣分标准:符合合格标准范围内缺陷按照扣分标准执行,超过合格标准范围该项不得分。
焊缝正面余高 焊缝余高差
0-3mm ≤2m(手弧焊≤3)
﹥2mm,扣2分 ﹥1mm,扣2分
5 焊缝宽度差
≤3mm
﹥2mm,扣2分
内部质量
5
单面焊焊缝背面 余高
≤3mm
分值
合格标准
30 JB/T4730.3-2005;JB/T4743.4-2005
﹥2mm,扣3分
评分标准 Ⅰ级30分,Ⅱ级20分,Ⅲ级10
深度≤15%&且≤ 1.5mm;总长度≤30mm
深度≤20%&且≤2mm; 总长度≤30mm
≤2mm允许4个
深≤0.1&,长≤0.38 &,允许3个
≤3°
扣分标准 每10mm,扣1分 每10mm,扣1分 每10mm,扣1分
每个扣1分 每个扣1分 ﹥2°扣2分
得分
分值
名称
合格标准
实测尺寸
扣分标准
得分
5 外形 尺寸 5
焊工技能测试评分标准
部门
工段
姓名
测试日期:
总分ห้องสมุดไป่ตู้
电焊操作技能比赛评分标准

质量评分标准
班组:_________ 得分:______
考核项目考核技术要求
标准
分
评分标准实得分
焊接质量标准1、焊缝表面不允许有裂纹、未熔合、气孔、夹渣、
烧穿、塌陷等缺陷;
40 有任何一种缺陷扣3分
2、焊缝咬边深度≤0.5mm,
咬边总长度≤60 mm;
10
焊缝咬边深度>0.5 mm扣3分,焊缝咬边深度≤0.5 mm,累计长度每10
mm扣1分
3、焊缝接头脱节≤1~2 mm,弧坑填满;10 每处焊缝脱节>2 mm扣2分,弧坑未填满,每处扣3分
4、正面焊缝余高0~3 mm 10 累计超差长度每3 mm扣2分
5、焊缝高度8mm;焊缝宽度10mm 10 累计每5 mm超差扣2分,累计超差长度超过30 mm不得分
6、焊缝边缘直线度误差≤3mm;10 超差不得分
合计 100分
组装评分标准
班组:_________ 得分:______
考核项目考核技术要求
标准
分
评分标准实得分
组装质量标准1、组装尺寸必须符合3650*1886*480;50 每偏差2mm扣3分,偏差5mm(包含)以上扣除全部配分
2、板与板之间成90°20 每偏差1°扣2分,其中只要有一个角度偏差6°以上扣除全部配分
3、面板加工应平整,每米内的凹凸值不应超过
3mm,且无明显的凹凸不平现象;
20 每一个凹凸面扣3分,配分扣完为止
4、焊缝处理的光洁均匀10
每一处不处理不到位的焊缝扣3分,达到3处处理不到位现象的扣除全
部配分
合计 100分。
电焊工操作技能比赛规则及评分标准[详]
![电焊工操作技能比赛规则及评分标准[详]](https://img.taocdn.com/s3/m/4d0c08f2b90d6c85ec3ac6e4.png)
第十九篇电焊工操作技能比赛规则一、参赛选手佩戴好劳保用品,持参赛证、岗位工种证、安全参加比赛。
二、比赛操作时间为100分钟,规定先焊仰板,再焊板试件。
试件固定高度不得高于800cm(以试件水平中心线为准)。
三、参赛选手在正式比赛前15分钟凭比赛抽签号分别到指定地点领取试件和焊材。
先进行试件组对,然后将组对好的试件交工作人员打号等待比赛。
四、参赛选手试电流只能在专门统一发给的试板上进行,不准在夹具上试电流,否则按违反考场规则处理。
五、比赛中不准使用电动工具。
六、氩电联焊是指氩弧焊打底,焊条电弧焊填充、盖面。
七、焊机、焊钳、把线均由厂家统一提供,氩气由承办单位准备。
八、试件在施焊过程中(包括焊缝层间清理)均应在焊接支架上进行,不得再变换位置和方向,如遇清理焊缝使试件移位,应在监考人员监督下恢复原位,试件未焊完不准取下(不包括最后表面清理),不得在试件上作任何标记,否则,该单项按0分处理。
九、施焊过程中,若试件焊废不予补发,但允许选手在比赛时间自行手工修复,焊缝的正、反表面不准修复补焊。
若经修复则该试件按零分处理。
十、由于停电及不可抗拒的原因影响操作时,选手有权提出,由裁判长核实裁定。
十一、比赛过程中,比赛选手若需要休息、饮水、上洗手间,一律计算在操作时间。
十二、比赛完毕,比赛选手应认真清理试件表面的焊渣、飞溅,但不能破坏试件焊缝的原始变形,清理好的试件交裁判人员检查,裁判人员如发现选手对试件未清理干净,有权督促选手返工,清理好的试件由裁判人员会同选手将试件交指定地点封号,并在比赛纪录上双方签字。
十三、每位参赛选手试件由组用统一的封闭物将钢印号封闭,重新进行编号后交评判组进行评分。
十四、参赛选手应本着公平竞争的原则进行比赛,不得损坏或拆卸比赛所提供的所有设施,若发现此类行为即取消该选手全部考试成绩。
评分细则电焊工种(仰焊大板项目)技能比赛评分表选手:参赛号:工位号:电焊工种(二保仰角焊项目)技能比赛评分表板状试件评分表外观评分表(一)项目:手工电弧焊板状仰焊δ=12mm外观评判组长:纪录员:评判员:时间:二氧化碳气体保护焊角仰焊试件外观评分表(二)项目:二氧化碳气体保护焊角仰焊,板260*100*12mm外观评判组长:纪录员:评判员:时间:。
电焊工实操比赛水平管要求及评分标准
电焊工比武技术文件一、命题标准本次比武依据《焊工国家职业标准》中的高级工标准命题。
内容由理论知识和实际操作两部分组成,理论知识占30%,实际操作占70%。
二、理论知识(一)试题类型:试题主要分判断题、单项选择题、问答题三类。
(二)考试时间:90分种。
(三)考试方式:采用闭卷笔试方式。
(四)复习参考资料:国家职业资格培训教程《焊工》(中国劳动社会保障出版社出版);职业技能鉴定指导《焊工》(中国劳动保障出版社出版);《电焊工》技能鉴定考核试题库(机械工业出版社)。
三、实际操作(一)实际操作项目管对接水平固定焊5G(焊条电弧焊SMAW);(二)赛件图样管对接水平固定焊5G(焊条电弧焊SMAW)(见附图HJ-2009-01)(三)技能评分标准1. 管对接水平固定焊5G(焊条电弧焊SMAW)评分标准(见开发区“献我力量”电焊工技能比武外观评分表一)(四)赛场准备设备、材料1、焊条电弧焊弧焊机选用ZX5-400整流焊机。
2、焊条:型号:E5015;规格:Ф2.5㎜、Ф3.2㎜;生产厂家:上海电力电力修造厂。
(五)试件组对1. 每位选手所领用试件,在组对前应检查是否符合要求,一般不准调换,若有异议,由裁判长裁定。
2. 参赛选手按抽签的比武轮次,按规定时间、地点自行进行试件组对。
3. 试件在组对过程中如不慎装废,选手可自行修复,但不得调换。
4. 试件组对规定如下:(1)组对时间为30分钟;(2)点固焊应采用与正式焊接相同的焊接方法和焊接材料;(3)所有试件应点固在正面坡口内。
管状试件Ф159×8、立板补焊试件点固不得超过3点,点固长度≤ 10mm。
(六)具体要求1. 比武操作时间为90分钟。
2. 比武中不得使用电动工具。
3. 选手可自备下列工具:面罩、锤子、扁铲、锉刀、钢丝刷、砂布、磨光机、锯条。
4. 管状试件、立焊补焊试件点固处不许放在仰焊(5点钟~7点钟)位置。
5. 试件全部采用单面焊。
6. 试件的焊接方向均采用两半圆自下而上焊接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
纽科伦公司第三届焊工比赛方案
为了提高电焊工的理论水平和实际操作技能,增强其工作责任心,提升其综合素质,在广大电焊工中形成良好的学习氛围,确保安全生产,纽科伦公司特举办第三届电焊工比赛。
一、主办部门:人力资源室;协办部门:生产部、技术部工艺室
二、比赛奖项设置
第一名:每月奖励120元,为期一年;颁发证书、奖杯;
第二名:每月奖励100元,为期一年;颁发证书;
第三名:每月奖励80元,为期一年;颁发证书;
第四名:每月奖励60元,为期一年;颁发证书;
三、比赛时间:2009年5月下旬
四、比赛项目:手工电弧焊(立焊)、二保焊(平焊)
五、裁判
裁判长:陈军(或李庆峰),副裁判长:仝琦伟;
裁判员:李书奇、孙有社、胡元礼。
六、比赛场地:另行通知
七、比赛说明
(一)、比赛项目:手工电弧焊(立焊角焊缝)、二保焊(平焊平焊缝)
(二)、比赛分理论考试和实际操作两部分。
试题依据《焊工国家职业标准》中高级工的标准及《金属焊接与切割作业》中相关内容制定。
1.理论考试满分100分,占50﹪权重。
2.实际操作100分,占50%权重。
(三)参赛人员
各班组对班组人员进行推荐或自行报名,比例为班组总人数的6%,将推荐名单于2008年5月25日前报生产部,由生产部报到行政部人力资源室,再由人力资源室统一安排时间考
试。
(四)考试方式
1、理论知识采用闭卷笔答方式进行,考试时间为120分钟。
2、实际操作:组对、焊接时间为30分钟。
(五)、理论知识
试题以焊工工艺知识题为主,金属材料、焊接材料、焊接设备相关知识为辅。
试题分为判断题、单选题、多选题。
实行百分制(试题由工艺室于5月25日前准备好)。
(六)、实际操作
1、实际操作项目
实际操作试件规格见附图。
2、试件组对
(1)、参赛选手按抽签结果依次到指定地点进行试件组对。
(2)、领取试件和焊材,自行进行试件组对。
(3)、每位选手所领用试件,在组对前应检查是否符合要求,一般不准调换,若有异议,由裁判长决定是否调换。
(4)、组对时试件的间隙、钝边、反变形均由参赛选手自定。
(5)、试件在组对过程中如不慎装废,选手可以自行修复,但不得调换。
(6)、参赛选手应按规定穿戴劳动保护用品,辅助工具自备。
(7)、监考及工作人员对每名选手的各道工序认真监督确认,对不符合组对要求的应通知选手重新组对,未经检查合格认可的试件,一律不能用于比赛。
3、试件组对规定如下:
(1)组对时间为5分钟;
(2)试件定位焊规定采用与正式焊接相同的焊接方法和焊接材料;
(3)所有试件应点固在正面坡口内:板定位焊在钢板的两端,定位焊每段长≤20mm。
对接板两端不允许加引弧板和引出板,定位焊数不得超过三点,每段长度≤20mm;
4、试件的焊接方向规定如下:
板状对接焊采用一个方向焊接,不得由中间向两端焊或由两端向中间焊,立焊缝采用单道焊;
(七)具体要求
1、正式组对、焊接时间为30分钟。
2、参赛人员在正式比赛前15分钟到场。
开赛迟到10分钟(含10分钟)以上者,按自动弃权处理,焊接口令响后方可开始焊接。
3、选手试电流只能在废料上进行,不准在夹具上、试件上试电流,否则按违反考场规则处理。
4、比赛中不准使用电动工具。
5、试件在施焊过程中均应在焊接支架上进行,不得再变换位置和方向,如遇清理焊缝使试件移位,应在监考人员监督下恢复原位,除最后表面清理外,试件未焊完不准取下。
不得在试件上作任何标记,包括电弧划伤,若违反规则该单项按0分处理。
6、施焊过程中,若试件焊废不予补发,但允许选手在比赛时间内自行手工修复,焊缝的正、反表面不准修复补焊。
若经修复则该试件按2分/次扣分处理。
7、参赛选手要严格按指定的焊条/焊丝规格进行施焊,若发现违反规定者,则该试件不予评分。
8、比赛完毕,选手应认真清理试件表面的焊渣、飞溅,但不能破坏试件焊缝的原始成形,清理好的试件交监考人员检查,监考人员如发现选手对试件未清理干净,有权督促选手返工,清理好的试件由监考人员会同选手将试件交指定地点封号,并在监考记录上双方签字。
9、每位选手试件由监考人员统一做好记号后交探伤、并对外观进行评分。
等探伤结查出来后,对焊件进行二次评分。
(八)操作项目评分
实际操作单项满分为100分,总分为100分。
试件的检验要求:
板仰位:正、反面外观检查焊缝全长,两端各20mm焊缝不评分;100%X射线拍片,去除两端各20mm 焊缝不评分。
外观评分表(一)
项目:手工立焊、CO2焊平焊试件外观检查项目及评分标准(请技术工艺室修改确定)
注:1、焊缝未盖面、焊缝表面及根部已修补或试件做舞弊标记则该单项作0分处理。
2、凡焊缝表面有裂纹、夹渣、未熔合、气孔、焊瘤等缺陷之一的,该试件外观为0分。
(五)比赛用设备、材料
1、焊机:交流弧焊机、二保焊机
2、焊材:J422焊条、E506
3、试板准备:试板样式见附图,共需准备100块。
以上均由生产部于2009年5月25日前准备好。
2.板:平焊(二保手工焊) 材质:
焊丝型号:规格:Ф1.2焊丝
纽科伦(新乡)起重机有限公司
2009年5月25日。