模具尺寸与厚度计算
模具相关尺寸的计算:

模腔尺寸的计算: (1)、型腔的径向尺寸确定:按平均值计算,塑件的平均收缩率S为0.6% 7级精度模具最大磨损量取塑件公差的1/6;模具的制造公差£z=△/3取x=0.75。
LM1 5.98O+0.48 →6.26O-0.48 (LM1)o+£z=〔(1+s)Ls1-X△〕o+£z =〔(1+0.006)×0.26-0.75×0.48〕0+0.18=5.930+0.16 ②LM2 48O+0.48 →5.28O-0.48 (LM2)o+£z=〔(1+S) ×5.28-0.75×0.48〕o+£z =4.950+0.16 ③LM3 5.15O+0.48 →5.63O-0.48 (LM3)o+£z=〔(1+S) ×5.63-0.75×0.48〕o+£z =5.300+0.16 ④LM4 1O+0.48→1.38O-0.38 (LM4)o+£z=〔(1+S) ×1.38-0.75×0.38〕o+£z=1.100+0.12 ⑤LM5 18.89O+0.88→19.77O-0.88 (LM5)o+£z=〔(1+S)×19.77-0.75×0.88〕o+£z =19.230+0.29 ⑥LM60.96O+0.38→1.34O-0.38 (LM6)o+£z=〔(1+S) ×1.34-0.75×0.38〕o+£z =1.060+0.12 ⑦LM7∮2O+0.38 →∮2.38O-0.38 (LM7)o+£z=〔(1+S) ×2.38-0.75×0.38〕o+£z =2.100+0.12 ⑧LM8 ∮6.1O+0.58 →∮6.68O-0.38 (LM7)o+£z=〔(1+S) ×6.68-0.75×0.38〕o+£z =6.290+0.19 ⑨LM9 ∮0.77→1.05 (LM9) =〔(1+S)*1.05-0.75*0.38〕=0.86 o+0.13 ⑩LM10 10.5 →11.18 (LM10) =〔(1+S)*11.18-0.75*0.68〕 =10.74 (2)、型芯高度尺寸① H 4.7 →5.18 HM1 =〔(1+S)*5.18-0.75*0.48] =[(1+0.006)*4.7+0.5*0.48]=4.97 ② H 8.9 →9.48 HM2 =〔(1+S)*9.48-0.75*0.58〕 =[(1+0.006)*8.9+0.5*0.58] = 9.25 (3)、型芯的径向尺寸:① LM1=5.98 →5.98 LM1 =[(1+s)*Ls+x△] =[(1+0.006)*5.98+0.75*0.48]= 6.37 ②LM2=2.12 →2.12 LM2 =[(1+s)*Ls+X△] =[(1+0.006)*2.12+0.75*0.38] =2.42 (4)、型腔的深度尺寸① H m1 0.77 →1.15 Hm1 =〔(1+s)Hs1-x 〕 =〔(1+0.006)*1.15-0.5*0.38〕=0.97 Hm2 10.5 →11.18 Hm1 =〔(1+s)Hs2-x 〕 =〔(1+0.006)*11.18-0.5*0.68〕 =10.9 (5)斜导柱侧抽芯机构的设计与计算①:抽芯距(S) S=S1+(2→3)㎜ = +(2→3)㎜= +(2→3)㎜ =2.93+2.5㎜ =5.43㎜②:抽芯力(Fc) Fc=chp( cos -sin ) =[2*3.14*(3.1+1)∕2*10 ]*3.5*10 *1*10 *(0.15*cos30-sin30) =60.38N ③: 斜导柱倾斜角()斜导柱倾角是侧抽心机构的主要技术数据之一,它与塑件成型后能否顺利取出以及推出力、推出距离有直接关系。
模具设计计算公式
模具设计计算公式
在模具设计中,合理的计算公式是非常重要的。
以下是几个常用的模具设计计算公式。
1. 模具尺寸计算公式
在模具设计中,模具尺寸是非常重要的参数。
以下是计算模具尺寸的公式:
模具尺寸 = 零件尺寸 + 缩放系数 + 允许的公差
其中,零件尺寸是指实际零件的尺寸,缩放系数是指将零件尺寸按比例缩小后的尺寸,允许的公差是指在生产过程中允许的误差范围。
2. 模具压力计算公式
在模具设计中,模具的压力是非常重要的参数。
以下是计算模具压力的公式:
模具压力 = 零件面积× 材料的流动应力
其中,零件面积是指模具上受力的面积,材料的流动应力是指材料在模具中流动时所受的应力。
3. 模具强度计算公式
在模具设计中,模具的强度是非常重要的参数。
以下是计算模具强度的公式:
模具强度 = 材料的屈服强度× 模具截面面积
其中,材料的屈服强度是指材料在承受一定应力后开始产生塑性变形的应力值,模具截面面积是指模具在受力方向上的横截面积。
4. 模具温度计算公式
在模具设计中,模具的温度是非常重要的参数。
以下是计算模具温度的公式:
模具温度 = 热流量× 模具材料的热传导系数× 模具厚度
其中,热流量是指单位时间内通过模具表面的热量,模具材料的热传导系数是指材料传递热量的能力,模具厚度是指模具在受热方向上的厚度。
总结
以上是几个常用的模具设计计算公式。
在模具设计中,计算公式的正确性和合理性对于模具的质量和生产效率都非常重要。
因此,设计人员应该熟练掌握这些计算公式,以便更好地完成模具的设计工作。
各种冲压模具结构形式与设计
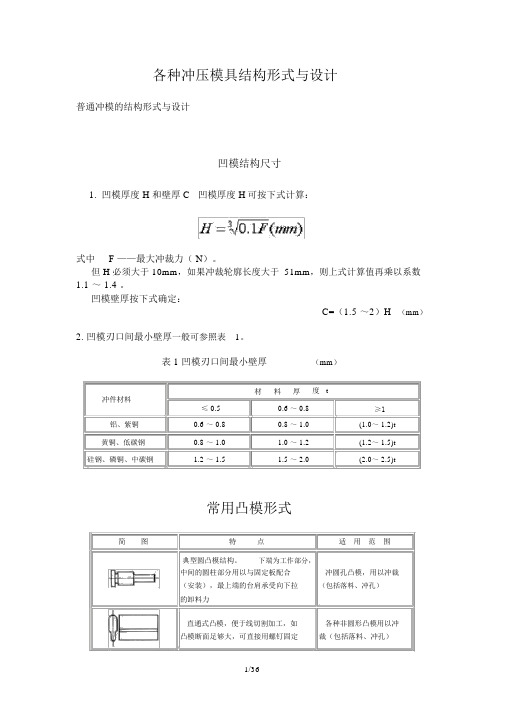
各种冲压模具结构形式与设计普通冲模的结构形式与设计凹模结构尺寸1.凹模厚度 H 和壁厚 C 凹模厚度 H可按下式计算:式中 F ——最大冲裁力( N)。
但 H 必须大于 10mm,如果冲裁轮廓长度大于 51mm,则上式计算值再乘以系数1.1 ~ 1.4 。
凹模壁厚按下式确定:C=(1.5 ~2)H(mm)2.凹模刃口间最小壁厚一般可参照表1。
表 1 凹模刃口间最小壁厚(mm)材料厚度 t冲件材料≤ 0.50.6 ~ 0.8≥1铝、紫铜0.6 ~ 0.80.8 ~ 1.0(1.0~ 1.2)t 黄铜、低碳钢0.8 ~ 1.0 1.0 ~ 1.2(1.2~ 1.5)t 硅钢、磷铜、中碳钢 1.2 ~ 1.5 1.5 ~ 2.0(2.0~ 2.5)t常用凸模形式简图特点适用范围典型圆凸模结构。
下端为工作部分,中间的圆柱部分用以与固定板配合冲圆孔凸模,用以冲裁(安装),最上端的台肩承受向下拉(包括落料、冲孔)的卸料力直通式凸模,便于线切割加工,如各种非圆形凸模用以冲凸模断面足够大,可直接用螺钉固定裁(包括落料、冲孔)断面细弱的凸模,为了增加强度和凸模受力大,而凸模相刚度,上部放大对来说强度、刚度薄弱凸模一端放长,在冲裁前,先伸入单面冲压的凸模凹模支承,能承受侧向力整体的凸模结构上部断面大,可直单面冲压的凸模接与模座固定节省贵重的工具钢或硬凸模工作部分组合式质合金组合式凸模,工作部分轮廓完整,圆凸模。
节省工作部分与基体套接定位的贵重材料冲裁凹模的刃壁形式简特点适用范围图刃壁带有斜度,冲件或废料不易滞留在刃孔内,因而减轻对刃壁的磨适用于冲件为任何形状、各损,一次刃磨量较少。
刃口尺寸随刃种板厚的冲裁模(但料太薄不磨变化宜采用)凹模工作部分强度好α一般取5′~ 30 ′刃壁带有斜度,漏料畅通,但由于适用于材料厚度小于3mm 刃壁与漏料孔用台肩过渡,因此凹模的冲裁模工作部分强度较差凹模厚度即有效刃壁高度。
刃壁带有斜度,冲件或废料不易滞留在刃孔内,因而刃壁磨损小,一次刃磨量少。
模具尺寸与厚度计算
模具尺寸与厚度计算1. 引言模具设计是工程设计中的重要环节之一,合理的模具尺寸和厚度设计对于模具制造的质量和寿命具有重要影响。
本文将介绍模具尺寸和厚度的计算方法和相关注意事项。
2. 模具尺寸计算方法模具尺寸计算是指根据零件的设计要求和加工工艺要求,计算出模具各部分尺寸的过程。
模具尺寸计算方法应遵循以下几个步骤:2.1 确定零件的设计要求在进行模具尺寸计算之前,需要先明确零件的设计要求,包括零件的形状、尺寸、公差、配合要求等。
2.2 分析加工工艺要求根据零件的加工工艺要求,分析出模具需要具备的功能和结构形式。
这包括冲头、模穴、导向装置、顶杆等各部分的设计。
2.3 确定模具的外形尺寸根据零件的尺寸和加工工艺要求,确定模具的外形尺寸。
模具的外形尺寸应考虑到零件的缩水率、冲裁余量、磨具磨损等因素。
2.4 计算模具的内部尺寸在确定了模具的外形尺寸后,根据零件的公差要求,计算出模具的内部尺寸。
内部尺寸的计算应准确、合理,以保证模具加工精度和零件的质量。
3. 模具厚度计算方法模具的厚度设计是模具设计中的关键环节之一。
合理的模具厚度设计可以提高模具的使用寿命和零件的加工精度。
模具厚度计算应遵循以下几个步骤:3.1 确定模具材料确定模具的材料后,可以根据模具材料的强度、硬度等指标来计算模具的最小厚度和安全工作厚度。
3.2 考虑零件的材料和结构在计算模具厚度时,需要考虑零件的材料和结构对模具的压力和负荷的影响。
不同材料和结构的零件对模具的厚度要求也不同。
3.3 考虑模具的制造工艺模具的制造工艺也会对模具的厚度设计产生影响。
例如,模具的铸造工艺和热处理工艺都会对模具的厚度有一定要求。
3.4 安全系数的考虑在进行模具厚度计算时,还需要考虑安全系数的影响。
模具的厚度设计应保持一定的安全系数,以确保模具在使用过程中不会发生破损和失效。
4. 注意事项在进行模具尺寸和厚度计算时,还需要注意以下几点:•要充分考虑零件的加工工艺要求,确保模具能够满足零件的加工要求。
模具设计计算公式

模具设计计算公式介绍如下:
1.模具尺寸计算公式
•模具长度L = 零件长度+ 拉料量+ 压头高度+ 开料量+ 模板厚度
•模具宽度W = 零件宽度 + 拉料量 + 压头宽度 + 开料量 + 2 x 壁厚
•模具高度H = 零件高度 + 拉料量 + 压头高度 + 开料量 + 2 x 壁厚
2.模具压力计算公式
•模具最大压力Fmax = (K x A x S x T) + (K x B x S x T) 其中,K为系数,A为零件的侧面积,B为零件的底面积,S为
材料抗拉强度,T为材料的厚度。
3.模具材料选择公式
•模具材料的选择应考虑到模具的使用寿命、成本、加工性能等因素。
一般来说,模具材料应具有高强度、高硬度、高韧性、
良好的热导性和耐磨性等特点。
常用的模具材料有工具钢、合
金钢、硬质合金等。
4.模具加工工艺公式
•模具加工过程中需要进行多项计算,如切削速度、进给速度、切削深度、切削力等。
这些参数的计算公式与加工工艺有关,
可根据具体情况进行选择和调整。
以上是一些常用的模具设计公式,但具体情况仍需根据实际情况进行
选择和调整。
在实际模具设计过程中,还需要考虑到多个因素的综合作用,如模具的结构、零件的形状和尺寸、生产批量等。
模具计算公式
模具计算公式模具计算公式是根据模具设计的要求和具体形状,通过一些数学公式来计算出模具各个部分的尺寸和形状。
模具计算公式是模具设计的基础,它能够确保模具的准确性和合理性。
下面是我个人设计的一些常用模具计算公式,供参考:1.挤压模具计算公式:挤出口宽度=Z/D挤出口长度=0.4*D胚料浮头高度=0.7*W(其中,W为挤出口宽度)浮腔流道长度=K*H(其中,K为系数,H为胚料浮头高度)浮腔面积=W*H模腔面积=(W+2*P)*(H+2*L)(其中,P为模孔周围距离,L为模孔到模腔边缘的距离)模孔面积=W*H2.注塑模具计算公式:注射腔面积=W*H模腔面积=(W+2*P)*(H+2*L)(其中,P为模孔周围距离,L为模孔到模腔边缘的距离)模孔面积=W*H冷却时间=w*V^0.3(其中,w为材料热导率,V为注塑物体体积)流道长度=K*H(其中,K为系数,H为注射腔高度)流道面积=W*H流道截面积=(W+H)*H3.压铸模具计算公式:冷却时间=w*V^0.3(其中,w为材料热导率,V为铸件体积)浇注系统长度=K*H(其中,K为系数,H为铸件高度)浇注系统面积=W*H型腔面积=(W+2*P)*(H+2*L)(其中,P为型腔周围距离,L为型腔到模孔边缘的距离)模孔面积=W*H4.塑料模具计算公式:型腔面积=(W+2*P)*(H+2*L)(其中,P为型腔周围距离,L为型腔到模孔边缘的距离)模孔面积=W*H冷却时间=w*V^0.3(其中,w为材料热导率流道长度=(W+H)*L(其中,L为流道长度与平均厚度的比例系数)流道面积=W*H流道截面积=(W+H)*H。
模具尺寸与厚度计算PPT(17张)
按照:母模0.8、公模1.2、來計算
7
模胚長寬尺寸計算
模 仁
模胚安 全距離
模具仁尺寸(mm)
< 80 80 ~ 200 200 ~ 500 500 ~ 800
800 <
安全距離(mm)
40 50 75 100 150
注:在遇見有比較特殊産品時,需要根據成型機做適當調整。
8
模板厚度与模仁參考表
母(定)模板厚 公(動)模板厚
計算模仁厚度
P.L.
公模仁 厚度
産品 高度
母模仁 厚度
計算公式
母(定)模仁厚度=産 品高度+(0.6~1.5)*
産品高度
公(動)模仁厚度=産品 高度+(1.2~2)*産品
高度
注:母模仁厚度最小不得少於25MM,公模仁厚度最小不得少於30MM,
以上計算公式需要針對産品結構的難易程度來做比例調整,一般部品就
公(動)模仁厚
母(定)模仁厚 公(動)模仁厚
母(定) 母(定)模板 公(動) 公(動)模板 模仁厚 厚比例 模仁厚 厚比例
>60
1.3
>50
1.6
70
1.7
70
1.7
90
1.65
85
1.75
120
1.68
110
1.8
150
1.86
140
1.8
<175
1.7
<150
2
9
常用模座類型
大水口﹕CI型 工字模 CT型 直身模
•
14、一个人的知识,通过学习可以得到;一个人的成长,就必须通过磨练。若是自己没有尽力,就没有资格批评别人不用心。开口抱怨很容易,但是闭嘴努力的人更加值得尊敬。
模具尺寸与厚度计算
產品(制件)尺寸 (mm) < 20
20 ~ 60
60 ~ 80 80 ~ 300 300 ~ 600
安全距離(mm)
25 30 35 40 45
註:在估算模仁尺寸時必須先將産品尺寸設定爲整數(模仁尺寸 最好爲整數),也應該根據産品結構的難易程度來調整安全距離, 因此安全距離並非定值;可根據產品尺寸与難易度做調整。 6
•
专注今天,好好努力,剩下的交给时 间。20.10.2420.10.2411:5411:54:3911:54:39Oct-20
•
牢记安全之责,善谋安全之策,力务 安全之 实。2020年10月24日 星期六11时54分39秒Saturday, October 24, 2020
•
相信相信得力量。20.10.242020年10月 24日星 期六11时54分 39秒20.10.24
谢谢大家!
底針板
下固定板
細水口模座
有托道套 直道套 道柱G.P
回針 面針板
12
細水口模座
13
直身模
14
細水口
15
Thank You !! Questions?? Comments…
16
•
树立质量法制观念、提高全员质量意 识。20.10.2420.10.24Saturday, October 24, 2020
標准兩板模結構
固定侧安装板 母模板
灌嘴
公模板
回位销 模脚
导柱 支撑板 上顶出板 下顶出板 可动侧安装板
1
標准三板模結構
固定侧安装板 剥料板 母模板
公模板 模脚 可动侧安装板
灌嘴
导柱
支撑板 上顶出板 下顶出板
2
注塑模具模板厚度计算方法
注塑模具模板厚度计算方法注塑模具模板厚度的计算听起来挺专业的,但其实也没那么复杂,大家别紧张。
咱们得知道,模板的厚度对模具的性能、耐用性可都是有直接影响的。
想象一下,就像是盖房子,基础得结实,房子才能屹立不倒。
模具也是一样,厚度不够,可能就会出现变形、损坏,甚至在生产时出现各种意想不到的问题,真是得不偿失。
厚度的选择一般要看材料的种类。
不同的材料有不同的强度,比如说,钢铁跟塑料比起来,当然是钢铁更强大,厚度可以稍微小一点。
而如果是一些强度比较低的材料,那就得厚一点,像个铁布衫似的,撑得住才行。
这个时候,咱们可以用一些公式来计算,虽然听上去有点高深,但别怕,其实就像玩数学游戏。
可以用力学的知识来推算,涉及到的就是一些常见的公式,像是应力、应变这些,听着复杂,其实就是计算力的大小,材料的承载能力。
再来聊聊模具的尺寸。
你想想,如果模具的尺寸很大,那模具的厚度也得相应增加,才能确保整个模具在工作时不出现塌架的情况。
就像是打篮球,篮筐再高,你得有跳得高的能力。
模板越大,承受的压力就越多,得做好充分的准备。
一般来说,厂家会根据具体的设计来考虑模板的厚度,确保每一块都能稳稳当当。
哦,对了,使用频率也是个因素。
你说,一个模具用得频繁,当然就得厚一些,厚的像个盾牌,耐磨耐打。
反之,使用频率低的,厚度可以适当减少,反正也不会经常用到嘛。
但注意啦,厚度太薄了,最终可能就像纸糊的房子,一碰就垮。
咱们还得考虑生产的材料,某些材料在注塑过程中会产生热量,如果模板厚度不够,可能会因为热胀冷缩而变形,简直是自讨苦吃。
大家都知道,模具的维护也很重要。
定期检查模具的厚度,确保没有磨损,像是给自己的车做保养一样,才能跑得又快又稳。
模板的厚度不但影响着生产的效率,还影响产品的质量。
薄了,可能会出现尺寸偏差,厚了又浪费材料,真是个两难的境地。
咱们还得考虑到经济成本。
适当的厚度能让生产成本降到最低,就像买菜,挑便宜的但不妨碍质量的,才是真本事。
塑胶模具推板厚度计算公式
塑胶模具推板厚度计算公式塑胶模具是制造塑料制品的重要工具,其质量和精度直接影响着塑料制品的质量和生产效率。
在塑胶模具的设计和制造过程中,推板厚度是一个非常重要的参数,它直接关系到模具的强度和稳定性。
因此,正确计算塑胶模具推板厚度是非常重要的。
在塑胶模具的设计中,推板是模具的一个重要组成部分,它承受着模具在注塑过程中的压力和挤压力。
因此,推板的厚度必须足够大,以保证模具在工作过程中不会发生变形或者破裂。
同时,推板的厚度也不能过大,否则会增加模具的制造成本和重量,影响模具的使用寿命和生产效率。
推板厚度的计算是一个复杂的工程问题,需要考虑多个因素,包括模具的结构、材料、工作条件等。
一般来说,推板厚度可以通过以下公式进行计算:t = K F L / (S W)。
其中,t为推板厚度,K为系数,F为模具在工作过程中的最大压力,L为模具的长度,S为模具材料的抗拉强度,W为模具的宽度。
在实际应用中,系数K的取值需要根据具体的模具结构和工作条件进行调整。
一般来说,K的取值范围在0.5~1.0之间。
当模具的结构比较复杂或者工作条件比较苛刻时,可以适当增大K的取值,以提高推板的稳定性和强度。
模具在工作过程中的最大压力F是推板厚度计算中的一个重要参数,它直接影响着推板的厚度。
通常情况下,可以通过模具的设计和工作条件来确定F的取值。
一般来说,F的取值范围在50~200MPa之间。
当模具的工作条件比较苛刻时,可以适当增大F的取值,以提高推板的厚度。
模具的长度L和宽度W也是推板厚度计算中的重要参数,它们直接影响着推板的厚度。
一般来说,模具的长度L和宽度W越大,推板的厚度就越大。
因此,在实际应用中,需要根据具体的模具结构和工作条件来确定L和W的取值。
模具材料的抗拉强度S是推板厚度计算中的重要参数,它直接影响着推板的厚度。
一般来说,模具材料的抗拉强度S越大,推板的厚度就越小。
因此,在实际应用中,需要根据具体的模具材料来确定S的取值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
P.L.
公模仁 厚度
産品 高度
母模仁 厚度
計算公式
母(定)模仁厚度=産 品高度+(0.6~1.5)*
産品高度
公(動)模仁厚度=産品 高度+(1.2~2)*産品
高度
注:母模仁厚度最小不得少於25,公模仁厚度最小不得少於30,以上計 算公式需要針對産品結構的難易程度來做比例調整,一般部品就按照: 母模0.8、公模1.2、來計算
3.模仁厚度的決定需要考慮加上冷卻水管後所需的基本厚度 ,與維持模仁強度的厚度。模仁強度主要考量是能承受射 出壓力,不致因射出壓力而導致模板變形,進而使產品產 生毛邊。模仁強度設計需考慮到a.射出壓力 b.產品投影 面積 c.產品高度 d.產品肉厚 e.產品外型 f.產品投影外 型 g.模穴總數量等。。。
模腳=上下頂出板+1.1*産品高度 上下頂出板:模具胚尺寸550*550 (也就是250T成型機)以下的按照 75計算,大於550*550以上的按照 120計算(如果客戶有指定就另計 算)。
模仁尺寸計算注意重點
1.估算尺寸的重點,在於如何判斷安全距離。 安全距離的 選擇,對模具成本的影響很大!
2.依產品的大小特征及產品的結構確定模仁大小厚度﹐按模 仁寬度必須放置在兩個模腳 之間﹐模仁長度盡量不超過 回位梢的距離確定模座大小。
20 ~ 60 60 ~ 80 80 ~ 300 300 ~ 600
安全距離() 25 30 35 40 45
安全距離
註:在估算模仁尺寸時必須先將産品尺寸設定爲整數(模仁尺寸 最好爲整數),也應該根據産品結構的難易程度來調整安全距離, 因此安全距離並非定值;可根據產品尺寸与難易度做調整。
計算模仁厚度
上固定板 母模板 A 推板
公模板 B
托板
方鐵 C 底針板
下固定板
大水口模座
有托道套 直道套 道柱
回針 面針板
上固定板
脫板
母模板 A
推板
公模板 托B板 托銷
方鐵 C 底針板
下固定板
細水口模座
有托道套 直道套 道柱
回細水口
Thank You !! Questions?? Comments…
母(定) 模仁厚
>60
70 90
120 150
<
母(定)模板 厚比例 1.3 1.7 1.65 1.68 1.86
1.7
公(動) 模仁厚
>50
70 85
110 140
<
公(動)模板 厚比例 1.6 1.7 1.75 1.8 1.8
2
常用模座類型
大水口﹕型 工字模 型 直身模
細水口﹕ 型 工字模 簡化型細水口﹕ 型 工字模
模胚長寬尺寸計算
模 仁
模胚安 全距離
模具仁尺寸()
< 80 80 ~ 200 200 ~ 500 500 ~ 800 800 <
安全距離()
40 50 75 100 150
注:在遇見有比較特殊産品時,需要根據成型機做適當調整。
模板厚度与模仁參考表
母(定)模板厚 公(動)模板厚
公(動)模仁厚
母(定)模仁厚 公(動)模仁厚
標准兩板模結構
固定侧安装板 母模板
灌嘴
公模板
回位销 模脚
导柱 支撑板 上顶出板 下顶出板 可动侧安装板
標准三板模結構
固定侧安装板 剥料板 母模板
灌嘴 导柱
公模板
模脚 可动侧安装板
支撑板 上顶出板 下顶出板
模具厚度計算
模具厚度=上固定板+母模板+公模 板+模腳+下固定板
上下固定板:模具胚尺寸550*550 (也就是250T成型機)以下的按照 45計算,大於550*550以上的按照 75計算(如果客戶有指定就另計 算)。
模仁長款安全尺寸計算
計算公式
產 産品 品 模
制仁 件長 長
產品(制件)寬 模仁寬
()
安全距離 & ,能夠抵抗成型時, 射出壓力對模仁側壁施加的側向力。
• 產品(制件)寬 + 2 = 模仁寬 • 產品(制件)長 + 2 = 模仁長
模仁長寬安全尺寸參考表
產產品品 ((制制件件))
產品(制件)尺寸() < 20