PLC梯形图顺序编程实例:小车循环运行
实例讲解丨小车往返运动编程案例

实例讲解丨小车往返运动编程案例一、小车往返运动用S7-200实现小车往返的自动控制,控制过程为按下启动按钮,小车从左边往右边(右边往左边运动)当运动到右边(左边)碰到右边(左边)的行程开关后小车自动做返回运动,当碰到另一边的行程开关后又做返回运动。
如此的往返运动,直到当按下停车按钮后小车停止运动。
▲电气接线图I/O分配表梯形图程序PLC接线图程序调试及结果分析▲控制平台操作面板当按下SB2即i0.0(鼠标点击i0.0f)接通后,Q0.0接通,小车右行(即指示灯Q0.0 亮)。
当小车运行碰到右限位开关SQ2即i0.4(用鼠标点击i0.4f,模拟SQ2被压下)接通,此时小车左行(指示灯Q0.0灭,指示灯Q0.1亮),当运行到左边碰到左限位SQ1即i0.3(鼠标点击i0.3f)接通,此时小车又往右运行(指示灯Q0.1灭,指示灯Q0.0 亮)。
如此往返运动下去直到按下SB1即i0.2(鼠标点i0.2f)接通,小车停止运行。
附:二、闪光电路当按下启动按钮后,要求在两秒钟内有一秒亮有一秒灭,如此反复,灯一闪一闪发光。
I/O分配表梯形图程序PLC接线图程序调试及结果分析把编写好的程序下载到西门子s7-200PLC中进行调试。
观察运行结果和实验要求是否相同。
通过在线控制面板进行调试,当按下在线控制面板上的I0.0f(即 I0.0 接通)此时Q0.0有输出,Q0.0所接负载灯就亮,同时启动定时器T37开始计时,当计时一秒后因T37动作,其常闭触点断开,所以Q0.0无输出,所接负载灯灭。
灯灭的同时启动定时器 T38,T38 计时一秒后,把串联在定时器T37的常闭触点断开,所以T37复位,T37常闭触点恢复常闭。
此时Q0.0 又有输出,所接负载灯又亮。
这样,输出Q0.0上所接的负载灯以接通一秒,断开一秒频率不停的闪烁,直到按下在线控制面板上的I0.1f(即I0.1接通),闪光电路不在继续工作。
若想改变灯闪烁的频率只要改变定时器的时间就能够达到改变要求。
PLC控制的车辆出入库管理梯形图控制程序
目录一、实习目的 (1)目录 (1)一、实习目的 (3)使我们在实习的过程中详细了解PLC的功用及其原理,为以后的实习工作打下良好的基础,也为即将到来的毕业设计奠定下坚实的基础 (3)4.梯形图 (6) (6)5. 设计原理 (8)三、实习总结 (8)一、实习目的使我们在实习的过程中详细了解PLC的功用及其原理,为以后的实习工作打下良好的基础,也为即将到来的毕业设计奠定下坚实的基础随着生产力和科学技术的不断发展,人们的日常生活和生产活动大量的使用自动化控制,不仅节约了人力资源,而且很大程度的提高了生产效率,又进一步的促进了生产力快速发展,并不断的丰富着人们的生活。
目前,可编程控制器PLC主要是朝着小型化、廉价化、标准化、高速化、智能化、大容量化、网络化的方向发展,与计算机技术相结合,形成工业控制机系统、分布式控制系统DCS(Distributed Control System)、现场总线控制系统FCS(Field bus Control System),这将使PLC的功能更强,可靠性更高,使用更方便,适用范围更广。
本设计是基于PLC的车辆出入库管理系统,采用两位LED来显示车库内车辆的实际数量。
使用两个光传感器来监控车辆的进出并完成计数工作,车辆进入时经过两个传感器使显示数字加一,车辆外出时经过两个传感器使显示数字减一,但当车辆只经过一个传感器时不计数。
为了防止意外计数错误,本系统采用反复程序校验,来提高系统的可靠性。
首先,注意控制两个传感器之间的距离,用程序验证进出车库的是否是车辆,当人通过传感器时不计数;其次,采用逻辑互锁方式,启动加计数则要锁定减计数,产生加计数脉冲时则要锁定减计数脉冲,如此以保证可靠性;最后,及时的进行复位处理,以免车辆在传感器附近作往返运动时错误计数。
二、实习内容1.控制要求:题目编号:16编制一个用PLC控制的车辆出入库管理梯形图控制程序1)入库车辆前进时,经过1#→2#传感器后计数器加1,后退时经过2#→1#传感器后计数器减1,单经过一个传感器则计数器不动作。
三菱PLC编程实例

课题一PLC控制运料小车一、课题要求:要求:根据给定的设备和仪器仪表,在规定的时间内完成程序的设计、安装、调试等工作,达到课题规定的要求。
二、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结果进行评价。
三、课题内容:其中启动按钮S01用来开启运料小车,停止按钮S02用来手动停止运料小车(其工作方式见考核要求2选定)。
按S01小车从原点起动, KM1接触器吸合使小车向前运行直到碰SQ2开关停,KM2接触器吸合使甲料斗装料5秒,然后小车继续向前运行直到碰 SQ3开关停,此时KM3接触器吸合使乙料斗装料3秒,随后KM4接触器吸合小车返回原点直到碰SQ1开关停止,KM5接触器吸合使小车卸料 5秒后完成一次循环。
四、设计要求:1、编程方法由实验老师指定:⑴用欧姆龙系列PLC简易编程器编程1⑵用计算机软件编程2、工作方式:A.小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“0”时小车连续循环,当S07为“1”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ1开关立即停止;当再按启动按钮S01小车重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02则小车完成一次循环后才能停止;3、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序;5、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。
五、输入输出端口配置:六、问题:小车工作方式设定:A.小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“0”时小车连续循环,当S07为“1”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ1开关立即停止;当再按启动按钮S01小车重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02小车完成一次循环后才能停止。
1、按工艺要求画出控制流程图:2、写出梯形图程序或语句程序3、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入及调试。
题目:小车自动往返
用PLC直接控制 用PLC直接控制的接线图:
端子 外接器件
I0 SB1
作 用
停车
I1
I1端子
起动
反转限位 正转限位 正转
Q3
LI2端子
反转
参考梯形图:
如果要求碰到限位开关时停5s 再反转,主电路和控制电路的 接线图不变,其参考梯形图如 图所示。
如果要求按下停车按钮,不管小 车处在什么位置,都必须在小车 回到压下SQ1时再停车。主电路 和控制电路仍不变,其参考梯形 图如图所示。
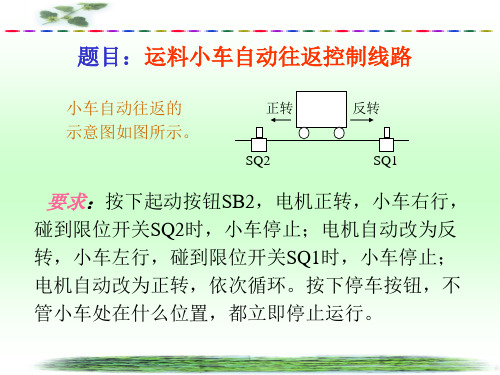
题目:运料小车自动往返控制线路
小车自动往返的 示意图如图所示。
正转 反转
SQ2
SQ1
要求:按下起动按钮SB2,电机正转,小车右行,
碰到限位开关SQ2时,小车停止;电机自动改为反 转,小车左行,碰到限位开关SQ1时,小车停止; 电机自动改为正转,依次循环。按下停车按钮,不 管小车处在什么位置,都立即停止运行。
PLC梯形图顺序编程实例:小车循环运行

网络 1
SM0.1
第1步:M0.1 初始步:M0.0 /
初始步:M0.0
符号 初始步 第1步
地址 M0.0 M0.1
注释 初始步 第1步
网络 2 Network Comment 启动皛:I0.0 初始步:M0.0 第2步:M0.2 第1步:M0.1
/
第4步:M0.4 行程縹:I0.3
第1步:M0.1
符号 初始步 第1步 第2步 第4步 启动按钮 行程开关SQ3
网络 3
地址 M0.0 M0.1 M0.2 M0.4 I0.0 I0.3
注释 初始步 第1步 第2步 第4步 启动按钮 行程开关SQ3
行程縹:I0.3 第2步:M0.2 第4步:M0.4 第3步:M0.3 /
第3步:M0.3
符号 第2步 第3步 第4步 行程开关SQ3
网络 4
地址 M0.2 M0.3 M0.4 I0.3
注释 第2步 第3步 第4步 行程开关SQ3
行程縹:I0.2 第1步:M0.1 第3步:M0.3 第2步:M0.2 /
第2步:M0.2
符号 第1步 第2步 第3步 行程开关SQ2
网络 5
地址 M0.1 M0.2 M0.3 I0.2
注释 第1步 第2步 第3步 行程开关SQ2
行程縹:I0.1 第3步:M0.3 第1步:M0.1 第4步:M0.4 /
第4步:M0.4
符号 第1步 第3步 第4步 行程开关SQ1
网络 6
地址 M0.1 M0.3 M0.4 I0.1
注释 第1步 第3步 第4步 行程开关SQ1
PLC控制运料小车

项目七PLC控制运料小车的运行1.项目任务本项目的任务设计一个运料小车往返运动PLC控制系统。
系统控制要求如下:小车往返运动循环工作过程说明如下:小车处于最左端时,压下行程开关SQ4,SQ4为小车的原位开关。
按下启动按钮SB2,装料电磁阀YC1得电,延时20s,小车装料结束。
接着控制器KM3、KM5得电,向右快行;碰到限位开关SQ1后,KM5失电,小车慢行;碰到SQ3时,KM3失电,小车停止。
此后,电磁阀YC2得电,卸料开始,延时15s后,卸料结束;接触器KM4、KM5得电,小车向左快行;碰到限位开关SQ2,KM5失电,小车慢行;碰到SQ4KM4失电,小车停止,回到原位,完成一个循环工作过程。
整个过程分为装料、右快行、右慢行、卸料、左快行、左慢行六个状态,如此周而复始的循环。
图7-1 运料小车往返运动示意图2.任务流程图本项目的具体学习过程见图2-2。
图7-2 任务流程图学习所需工具、设备见表7-1。
表7-1 工具、设备清单1.功能图编程的特点功能图也叫状态图。
它是用状态元件描述工步状态的工艺流程图。
功能转移图与步进梯形图表达的都是同一个程序,其优点是让用户每次考虑一个状态,而不必考虑其它的状态,从而使编程更容易,而且还可以减少指令的程序步数。
功能转移图中的一个状态表示顺序控制过程中的一个工步,因此步进梯形图也特别适用于时间和位移等顺序的控制过程,也能形象、直观的表示顺序控制。
功能编程开始时,必须用STL使STL接点接通,从而使主母线与子母线接通,连在子母线上的状态电路才能执行,这时状态就被激活。
状态的三个功能是在子母线上实现的,所以只有STL接点接通该状态的负载驱动和状态转移才能被扫描执行。
反之,STL接点断开,对应状态就为被激活,前一状态就自动关闭。
状态编程的这一特点,使各状态之间的关系就像是一环扣一环的链表,变得十分清晰单纯,不相邻状态间的繁杂连锁关系将不复存在,只需集中考虑实现本状态的三大功能既可。
完整版三菱plc编程实例

1课题一 PLC 空制运料小车、课题要求:要求:根据给定的设备和仪器仪表,在规定的时间内完成程序的设计、安装、调试等 工作,达到课题规定的要求。
、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结 果进行评价。
、课题内容:其中启动按钮S01用来开启运料小车,停止按钮S02用来手动停止运料小车(其工作 方式见考核要求2选定)。
按S01小车从原点起动,KM1接触器吸合使小车向前运行直到 碰SQ 盯关停,KM 接触器吸合使甲料斗装料5秒,然后小车继续向前运行直到碰 SQ3开 关停,此时KM 接触器吸合使乙料斗装料3秒,随后KM 接触器吸合小车返回原点直到碰 SQ 开关停止,KM 接触器吸合使小车卸料5秒后完成一次循环。
正在演示中四、设计要求:1、编程方法由实验老师指定:⑴用欧姆龙系列PLC 简易编程器编程 ⑵用计算机软件编程2、 工作方式:A. 小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“ 0”时小车连 续循SQ1向前KM1甲料斗eSQ2KM2OSQ3乙料斗KM3环,当S07为“1 ”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ开关立即停止;当再按启动按钮S01小车重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02则小车完成一次循环后才能停止;3、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序;5、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。
五、输入输出端口配置:六、问题:小车工作方式设定:A.小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“ 0”时小车连续循环,当S07为“1”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ 开关立即停止;当再按启动按钮S01小车重新运行;C连续作3次循环后自动停止,中途按停止按钮S02小车完成一次循环后才能停止。
小车自动往返顺序控制的PLC
作周期后才停止工作。
图3运料小车自动往返顺序控制系统顺序功能图4.1 经验设计法[3>经验设计法是根据生产机械的工艺要求和生产过程,在典型单元程序的基础上,做一定的修改和完善。
使用经验设计法设计的梯形图程序,如图4所示。
根据系统控制要求小车在原位A(X2)处装料,在1号位(X3)和2号位(X4)两处轮流卸料。
小车在一个工作循环中有两次前进都要碰到X3,第一次碰到它时停下卸料,第二次碰到它时要继续前进,因此应设置一个具有记忆功能的内部继电器R1,区分是第一次还是第二次碰到X3。
小车在第一次碰到X3和碰到X4时都应停止前进,所以将它们的常闭触点与Y2的线圈串联,同时,X3的常闭触点并联了内部继电器R1的常开触点,使X3停止前进的作用受到R1的约束,R1的作用是记忆X3是第几次被碰到,它只在小车第二次前进经过X3时起作用。
它的起动条件和停止条件分别是小车碰到X3和X4,当小车第一次前进经过X3时,R1的线圈接通,使R1的常开触点将Y2控制电路中X3的常闭触点短接,因此小车第二次经过X3时不会停止前进,直至到达X4时,R1才复位。
此外,将R1的另一对常开触点与X0并联,为第二次驱动Y0装料做准备。
4.2 置位/复位指令设计法使用置位/复位指令设计的梯形图程序,如图5所示。
在程序中,每个过程对应一个内部继电器,用前级步对应的内部继电器的常开触点与转换条件对应的触点串联,作为后续步对应的内部继电器置位的条件,用后续步所对应的内部继电器的常开触点,作为有前级步对应的内部继电器复位的条件。
如小车在原位A处,按下SB1,X0接通,R1置位驱动Y0,开始装料并定时,用R1的常开触点与T0的常开触点串联作为R2的置位条件,用R2的常开触点作为R1的复位条件,当定时时间一到,R2置位驱动Y1,小车前进,R1复位。
为使系统能周期性循环工作,用R8(R8置位驱动Y3,小车后退)和R0的常开触点串联,与X0并联作为R1再次置位的条件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
行程縹:I0.1 第3步:M0.3 第1步:M0.1 第4步:M0.4 /
第4步:M0.4
符号 第1步 第3步 第4步 行程开关SQ1
网络 6
地址 M0.1 M0.3 M0.4 I0.1
注释 第1步 第3步 第4步 行程开关SQ1
第1步:M0.1 小车觺:Q0.0
第3步:M0.3
符号 第1步 第3步 小车右行
网络 1
SM0.1
第1步:M0.1 初始步:M0.0 /
初始步:M0.0
符号 初始步 第1步
地址 M0.0 M0.1
注释 初始步 第1步
网络 2 Network Comment 启动皛:I0.0 初始步:M0.0 第2步:M0.2 第1步:M0.1
/
第4步:M0.4 行程縹:I0.3
第1步:M0.1
网络 4
地址 M0.2 M0.3 M0.4 I0.3
注释 第2步 第3步 第4步 行程开关SQ3
行程縹:I0.2 第1步:M0.1 第3步:M0.3 第2步:M0.2 /
第2步:M0.2
符号 第1步 第2步 第3步 行程开关SQ2
网络 5
地址 M0.1 M0.2 M0.3 I0.2
ቤተ መጻሕፍቲ ባይዱ
注释 第1步 第2步 第3步 行程开关SQ2
网络 7
地址 M0.1 M0.3 Q0.0
注释 第1步 第3步 小车右行
第2步:M0.2 小车讆:Q0.1
第4步:M0.4
符号 第2步 第4步 小车左行
地址 M0.2 M0.4 Q0.1
注释 第2步 第4步 小车左行
符号 初始步 第1步 第2步 第4步 启动按钮 行程开关SQ3
网络 3
地址 M0.0 M0.1 M0.2 M0.4 I0.0 I0.3
注释 初始步 第1步 第2步 第4步 启动按钮 行程开关SQ3
行程縹:I0.3 第2步:M0.2 第4步:M0.4 第3步:M0.3 /
第3步:M0.3
符号 第2步 第3步 第4步 行程开关SQ3