高速线材轧机概述
高速线材轧机概述

•
4、All that you do, do with your might; things done by halves are never done right. ----R.H. Stoddard, American poet做一切事都应尽力而为,半途而废永远不行
5.26.20215.26.202108:3008:3008:30:5708:30:57
回主页 回目录
高速线材轧机的机型有: ⑴、按轧辊直径分 大辊径φ250~290 mm,小辊径φ152~210 mm ⑵、按轧辊中心线相对于地面的角度分 15 0 / 75 0,45 0(侧交、顶交),平-立交替
回主页 回目录
高速线材轧机的机型有: ⑶、按轧辊的支撑状况分 双支点式,悬臂式 ⑷、按传动结构分 外齿传动,内齿传动
① 由扭转翻钢造成的工艺事故多 由于精轧机组使用的是椭圆-圆孔型系统,轧辊水平布 置,因此椭圆轧件在进入圆孔型时必须翻转 90 0,当轧件前 进速度提高时,轧件的翻钢(特别是细轧件)极易发生憋钢 (主要是翻转角度很难掌握)事故。
翻转 90 0
翻转 90 0
θ
回主页 回目录
②、多线轧制相互影响 水平轧机一般均为多线轧制,各轧制线之间不免相互影响。 当一条轧制线出现故障时,就必须全组停下来进行处理,因为 在高速轧制时,绝不允许进入防护罩内处理故障。
轧制方向
回主页 回目录
•
9、要学生做的事,教职员躬亲共做; 要学生 学的知 识,教 职员躬 亲共学 ;要学 生守的 规则, 教职员 躬亲共 守。21 .6.1521 .6.15T uesday , June 15, 2021
•
10、阅读一切好书如同和过去最杰出 的人谈 话。03:25:1503 :25:150 3:256/1 5/2021 3:25:15 AM
高速无扭轧机产线材(盘条)的机械性能与强度分析

高速无扭轧机产线材(盘条)的机械性能与强度分析引言高速无扭轧机是一种先进的轧制设备,广泛应用于金属材料的生产过程中。
本文将针对高速无扭轧机产线材(盘条)展开机械性能与强度分析,并对其特点、作用以及优化措施进行探讨。
一、高速无扭轧机的介绍与特点高速无扭轧机是一种新兴的轧制设备,主要用于生产高强度金属材料或特殊用途材料。
该设备具有以下特点:首先,高速无扭轧机采用无扭转子传递动力,避免了传统轧机中存在的齿轮传动的缺点,从而提高了轧制精度。
其次,高速无扭轧机通过加热处理和冷却处理等工艺,有效控制材料的结构和性能。
最后,高速无扭轧机的轧制速度快,生产效率高,节能环保。
二、高速无扭轧机产线材(盘条)的机械性能分析1. 强度分析高速无扭轧机产线材(盘条)的机械强度是衡量材料强度指标的重要参数之一。
通过对产线材料进行拉伸试验,可以得到材料的屈服强度、抗拉强度和延伸率等参数。
通过对多组试验数据的统计分析,可以得到产线材料的均值和标准差,评估产线材料的机械强度。
2. 特性分析除了强度之外,高速无扭轧机产线材(盘条)的机械特性还包括韧性、硬度、冲击韧性等。
这些特性与材料的微观结构和化学成分密切相关。
通过对产线材料进行金相显微镜观察和扫描电子显微镜观察等分析手段,可以揭示材料的晶粒结构、晶界结构和相组成等信息,从而进一步解释产线材料的机械特性。
三、高速无扭轧机产线材(盘条)的强度分析1. 强度评估高速无扭轧机产线材(盘条)的强度是影响材料可靠性和使用寿命的重要因素。
通过对产线材料进行硬度测试和冲击试验等手段,可以获得材料的硬度值、冲击韧性和断裂韧性等参数,从而进行强度评估。
同时,还可以采用数学模型和有限元分析等方法进行强度计算和预测。
2. 化学成分分析高速无扭轧机产线材(盘条)的化学成分对其强度也有较大影响。
通过对产线材料进行成分分析,可以确定材料中各元素的含量,进而推断材料的机械性能。
常用的化学分析方法包括光谱分析、电子探针分析等。
高线生产简介

高速线材生产设备
二、轧机
高线厂15#~28#均为旋臂式轧机,15#~18#轧机布置 形式为平立交替式,传动方式为单独传动。19#~28#布置形 式为顶角45度,传动方式为集体传动。各架次轧机规格如下:
架次 规格 15#~18# φ285 19#~23# φ228 24#~28# φ170
(3)加热质量好。完全消除了粘钢、翻炉的限制,很大程度上消除了 钢坯黑印,坯料下表面也不会造成划伤
(4)能耗低。由于采用蓄热式,废气排放时经过蓄热式,蓄热体将高 温废气的热量留下给换向后的空气和煤气预热,大大降低了能耗损失。
高速线材生产设备
一、加热炉
高速线材生产设备
二、轧机
高线厂1#~14#均为短应线轧机,轧机布置形式为平立 交替式。短应力线轧机和闭口式轧机相比具有投资少,刚度 大、更换方便的特点。各架次轧机规格如下:
(1)尽量实现钢坯热送。
(2)避免强制加热,加热能力不足时可适当待温。
(3)轧制节奏允许时加大步距,减少钢坯在炉内停 留时间。
高速线材生产工艺
二、加热
4、钢坯除鳞 国内线材生产线钢坯高 压水除鳞是近几年才投入使 用的,因为以前国内线材产 品大多为建筑用材,对表面 质量要求不严格,而且线材 粗轧都有几架箱型孔,有较 好的去除氧化铁皮的效果。 随着线材产品的不断升级, 对线材产品表面质量的要求 不断提高,国内新投产的生 产线都配备了高压水除鳞设 备。
高速线材生产工艺
二、加热
1、原料
线材的原料为小方坯,一般为150*150或 160*160的连铸小方坯,单支重量一般在2~2.5吨。 由于一部分冷墩钢和硬线拉丝用线材需要有较高的 致密度,所以有些钢厂也开始采用初轧坯来做高线 的原料。
大盘卷高速线材生产线工艺与设备简介

润滑方式
集中稀油润滑
入口油温
40摄氏度
辊环侧油膜轴承报警温度
45-70摄氏度
17
主要设备性能
吐丝机 • 吐丝机位于夹送辊和LCC风冷线之间,用于将成品线材形成散卷并分配到
LCC辊道上。由三部分构成: • 吐丝锥:悬臂支撑,喇叭形,轴向与水平面成10°倾斜。 • 吐丝管 • 带散齿轮的传动轴
2021/4/6
步 进 梁 加 热 炉
高 压 水 除 鳞
六 道 次 粗 轧
1 # 飞 剪 切 头 尾
六 道 次 中 轧
1 # 水 冷 箱
2 # 飞 剪 切 头 尾
四 道 次 预 精 轧
2 # 水 冷 箱
3 # 水 冷 箱
3 # 飞 剪 切 头 尾
5 机 架 减 定 径
热提
装升
机
待
续
2021/4/6
6
大盘卷生产工艺流程
2)计算出所获得的晶粒度和机械性能.
3)结合在线控制,第一支钢就可以获得所需要的性能.
4)水箱数量和压力的选择.
5)各钢种相变的温度曲线.
6)生产一种新的钢种,将化学成分输入,就可获得水冷控制曲线,有利 于产品质量控制和新产品开发.
2021/4/6
29
2021/4/6
30
在线水冷控制系统(CCT-ONLINE)
7 精/ 定
# 飞
高轧机线C通7#道
径 轧
剪 组水机
/ 9 # 水
吐 丝 机
散 卷 冷 却
集 卷
箱组箱
高线B通道
2021/4/6
7
大盘卷轧制线孔型系统
2021/4/6
8
钢种构成
高速无扭近轧机简介
十多年来高速线材技术有了不少新的发展,随着轧制速度的不断提高,精轧机普遍应用重型的顶交结构,8+2精轧机及其衍生的减定径机技术,完善的控炸控冷技术,一些高品质的线材的冶炼、连铸、轧制总体生产工艺的开放,节能环保的钢坯热送热装和蓄热式燃烧技术等,技术上的跃进带来了相应的效益。
线材是钢铁产品的重要品种之一,广泛应用于建筑和制品行业,目前,我国的线材轧机110套、线材占钢材总量的百分至二十左右、整体上看、我国线材生产水平尚有待进一步提高。
就线材生产和建设而言,面临任务十分艰巨,主要是有优化工艺和装备,提高线材产品的品种和质量。
20实际70年代以来,世界上主要产钢国家普遍采用全连续高速无扭线材轧机和控冷却技术。
作为线材生产的主要工艺装备手段。
我们要通过引进、消化、自行研制、掌握高速线材轧机先进技术的软件和关键设备的硬件、通过合作制造高速线材炸鸡设备和备品备件的国产化途径。
据资料介绍,第一台线材轧机问世于17世纪,是有锻坯成才的,线材轧机的进步是在20世纪,由横列式、半连续式、连续式直到高速轧机的诞生,其发展与其他技术一样也是时代的产物、是冶金技术、电传电控技术、机械制造技术的综合产物。
当时具有代表性的轧机有两种:一种是以美国摩根公司为代表研制的精轧机组集体传动的二辊式水平轧机;另一种是以德国施罗曼公司为代表的研制精轧机组单独驱动的平-立交替式轧机。
在线材生产中张力是有害的,张力是造成线材同条吃存差的主要原因。
轧件在未进入下一机架之前和后尾脱开前一机架之后、头尾都建立不了张力,与中间有张力段比较头尾尺寸大。
·············理想的办法是无张力轧制、但在高速轧制的情况下、细小轧件的活套控制很难、如采用微张力轧制和核素段轧机间的距离,则能将张力的危害减到最小、实现为张力必须提高传动精度,只有机组的集体传动才能达到这种要求。
高速线材轧机
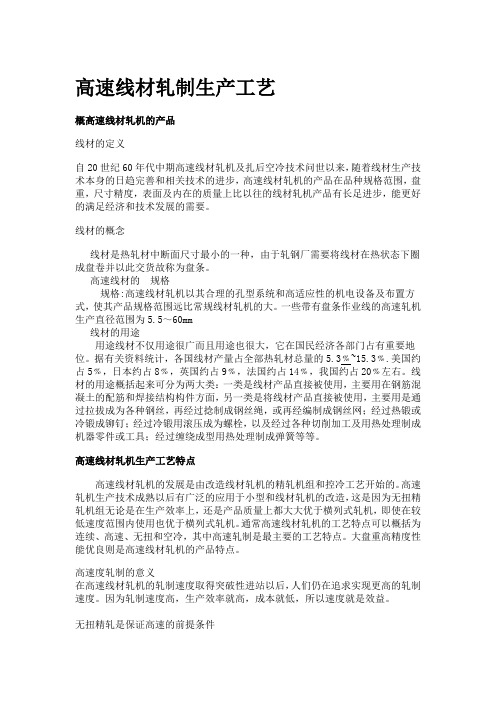
高速线材轧制生产工艺概高速线材轧机的产品线材的定义自20世纪60年代中期高速线材轧机及扎后空冷技术问世以来,随着线材生产技术本身的日趋完善和相关技术的进步,高速线材轧机的产品在品种规格范围,盘重,尺寸精度,表面及内在的质量上比以往的线材轧机产品有长足进步,能更好的满足经济和技术发展的需要。
线材的概念线材是热轧材中断面尺寸最小的一种,由于轧钢厂需要将线材在热状态下圈成盘卷并以此交货故称为盘条。
高速线材的规格规格:高速线材轧机以其合理的孔型系统和高适应性的机电设备及布置方式,使其产品规格范围远比常规线材轧机的大。
一些带有盘条作业线的高速轧机生产直径范围为5.5~60mm线材的用途用途线材不仅用途很广而且用途也很大,它在国民经济各部门占有重要地位。
据有关资料统计,各国线材产量占全部热轧材总量的5.3﹪~15.3﹪.美国约占5﹪,日本约占8﹪,英国约占9﹪,法国约占14﹪,我国约占20﹪左右。
线材的用途概括起来可分为两大类:一类是线材产品直接被使用,主要用在钢筋混凝土的配筋和焊接结构构件方面,另一类是将线材产品直接被使用,主要用是通过拉拔成为各种钢丝,再经过捻制成钢丝绳,或再经编制成钢丝网;经过热锻或冷锻成铆钉;经过冷锻用滚压成为螺栓,以及经过各种切削加工及用热处理制成机器零件或工具;经过缠绕成型用热处理制成弹簧等等。
高速线材轧机生产工艺特点高速线材轧机的发展是由改造线材轧机的精轧机组和控冷工艺开始的。
高速轧机生产技术成熟以后有广泛的应用于小型和线材轧机的改造,这是因为无扭精轧机组无论是在生产效率上,还是产品质量上都大大优于横列式轧机,即使在较低速度范围内使用也优于横列式轧机。
通常高速线材轧机的工艺特点可以概括为连续、高速、无扭和空冷,其中高速轧制是最主要的工艺特点。
大盘重高精度性能优良则是高速线材轧机的产品特点。
高速度轧制的意义在高速线材轧机的轧制速度取得突破性进站以后,人们仍在追求实现更高的轧制速度。
立恒高速线材生产介绍
高线二厂生产工艺流程
(单线图)
加热炉区
粗轧机组
中轧机组
保温辊道
1H 2V 3H 4V 5H 6V 7V S6飞剪
8V 9H 10V 11H 12V 13H
预精轧机组 1#侧活套 立活套
精轧机组
1#
1B 2B 3B 2B
水箱
ห้องสมุดไป่ตู้
S18剪 5#侧活套
水箱
吐丝机
散卷运输机
集卷站
夹送辊
第4页/共17页
预精轧机组
预精轧机组: 平立交替式轧机 4 架 采用交流电机传动 活套控制轧制
第9页/共17页
飞剪及精轧机组
飞剪: 最大剪切断面: 283 mm2 最大剪切力: 84KN 切头尾、废品剪切。
精轧机组: 45°顶交V型重载悬臂式轧 机10架 采用交流电机集体传动
第10页/共17页
测径仪及吐丝机
测径仪: 适用的速度范围8.7 120m/s 适用的最高温度980℃/s 测量精度±0.022mm
下集卷 •单芯棒运动式 • 收集卷高2400mm
第13页/共17页
P/F线
• 钩式运输线 • 全线长度约700m • 100个钩子 • 运输速度为0.25m/s
第14页/共17页
打捆机
• 卧式
• 最大压紧400T • 压紧后最大高度1.55m •Φ6.5/8.0线材各两扎共4道
第15页/共17页
往P/F线
原料库及上料台架
原料库可存放150*12000、连 铸坯4000吨,按炉次。 有三台行车上料,保障正常生 产。
上料台架驱动形式:液压 推进。 最大载荷:160 吨
第5页/共17页
高速轧机线材生产
1、线材生产的主要工艺装备手段:全连轧高速无扭线材轧机和控制冷却技术。
2、高速线材轧机:美国摩根公司的侧交45度;英国阿希洛公司的顶交45度;德国德马克公司的侧交15度/75度;意大利达涅利公司的平立交替高速线材轧机。
高速线材轧机的发展1.1线材轧机的发展与高速线材轧机的诞生A、横列式、半连续式、连续式、高速轧机B、二战结束时具有代表性的连续轧机:美国摩根公司为代表研制的精轧机组集体传动的二辊水平式轧机,德国施罗曼公司为代表研制的精轧机组单独驱动的平立交替式轧机,前者进行多线轧制时,椭圆轧件进入下一道必须扭转翻钢,最初为6架次,轧制速度为25.5m/s,当进一步提高速度是,首先受到进入精轧机活套的速度限制,当活套出口速度太高时甩尾、打结的故障频繁,后来改为8架次,速度提高到35m/s,活套入口速度则有14.1m/s降到13.8m/s,并且活套轧件的断面增大了,降低活套事故。
后者避免了扭转而且实现了单线轧制,但电机传动的速度精度低,不能控制在1%以内,达不到齿轮传动时相临轧机速比绝对不变的水平,结构高大,轧机高速运转震动大,速度不如前者,设备费用较前者贵近一倍,产品尺寸精度提高了20%,速度基本相同。
C、线材断面尺寸精度达到正负0.3mm时,若再提高精度对于低碳钢丝的拉拔就毫无意义了。
D、张力是造成线材同条尺寸差的主要原因之一。
轧件在未进入下一架之前,和后尾脱开前一架之后,头尾都建立不了张力,与中间有张力段比较头尾尺寸大。
理想的办法是无张力轧制,但在高速轧制的情况下,细小轧件的活套控制很难。
如采用微张力轧制再尽可能缩短轧机间距,则能将张力的危害减到最小。
实现微张力轧制必须提高传动精度,只有机组集体传动能达到这种要求。
1.2高速线材轧机的发展1.2.1高速线材轧机机型高速轧机:一般是最大轧制速度高于40m/s的轧机。
特点:高速、单线、无扭、微张力、组合结构、碳化钨辊环和自动化,产品特点是盘重大、精度高、质量好。
高速线材轧机[资料]
高速线材轧机[资料]高速线材轧制生产工艺概高速线材轧机的产品线材的定义自20世纪60年代中期高速线材轧机及扎后空冷技术问世以来,随着线材生产技术本身的日趋完善和相关技术的进步,高速线材轧机的产品在品种规格范围,盘重,尺寸精度,表面及内在的质量上比以往的线材轧机产品有长足进步,能更好的满足经济和技术发展的需要。
线材的概念线材是热轧材中断面尺寸最小的一种,由于轧钢厂需要将线材在热状态下圈成盘卷并以此交货故称为盘条。
高速线材的规格规格:高速线材轧机以其合理的孔型系统和高适应性的机电设备及布置方式,使其产品规格范围远比常规线材轧机的大。
一些带有盘条作业线的高速轧机生产直径范围为5.5,60mm线材的用途用途线材不仅用途很广而且用途也很大,它在国民经济各部门占有重要地位。
据有关资料统计,各国线材产量占全部热轧材总量的5.3,~15.3,.美国约占5,,日本约占8,,英国约占9,,法国约占14,,我国约占20,左右。
线材的用途概括起来可分为两大类:一类是线材产品直接被使用,主要用在钢筋混凝土的配筋和焊接结构构件方面,另一类是将线材产品直接被使用,主要用是通过拉拔成为各种钢丝,再经过捻制成钢丝绳,或再经编制成钢丝网;经过热锻或冷锻成铆钉;经过冷锻用滚压成为螺栓,以及经过各种切削加工及用热处理制成机器零件或工具;经过缠绕成型用热处理制成弹簧等等。
高速线材轧机生产工艺特点高速线材轧机的发展是由改造线材轧机的精轧机组和控冷工艺开始的。
高速轧机生产技术成熟以后有广泛的应用于小型和线材轧机的改造,这是因为无扭精轧机组无论是在生产效率上,还是产品质量上都大大优于横列式轧机,即使在较低速度范围内使用也优于横列式轧机。
通常高速线材轧机的工艺特点可以概括为连续、高速、无扭和空冷,其中高速轧制是最主要的工艺特点。
大盘重高精度性能优良则是高速线材轧机的产品特点。
高速度轧制的意义在高速线材轧机的轧制速度取得突破性进站以后,人们仍在追求实现更高的轧制速度。
高速无扭线材精轧机组 Microsoft Word 文档
高速无扭线材精轧机组机架的轧辊箱与伞齿轮箱分开设置,由联轴节连接,高速运转时容易产生振动。
靡根型与德马克型轧机比较表(生产药.smm线材) 鑫波米尼·法列尔(Pomini Farrel)型精轧机组机架成平一立交替布置,机架间距为400~600mm,采用碳化钨辊环,辊径为笋156一170mm。
(李淑芳) gaosu wuniu xlaneaj Jjngzho Jjzu 高速无扭线材精轧机组(high一speed non- twist wire rod finishing mill train)轧件轧制时不扭转,成品的出口速度在50m/S以上成组的线材轧机。
高速无扭精轧机组主要有摩根型轧机、德马克型轧机、阿希洛型轧机、Y型轧机(见Y型精轧机组)以及波米尼·法列尔型等。
此外,还有克虏伯型、摩格斯哈玛型、达涅利型和台尔曼型等机组。
轧制速度与产t的关系表(笋6.smrn线材,每年有效作业时间为4200h) 汗提高线材精轧机组的乳制速度可以收到很高的经济效益l)大幅度提高产量。
随着轧制速度的提高,线材的小时产量同单线生产的年产量成正比地增加,多线生产年产量的增加在轧制速度超过80m/s时就不显著了。
由此可见,线材轧机成品速度的提高不是无限度的,在一定条件下应有最佳的速度(见表);(2)可提高质量。
高速线材轧机采用单线轧制以保证线材成品精度,成品尺寸偏差可控制在士0.lmm;(3)可增大盘重。
线材坯料断面尺寸是成品线速度的函数,坯料断面与其重量又是平方关系,故提高轧制速度是增大盘重的重要途径;(4)能降低产品成本。
由于产量和质量的提高、盘重和坯料断面尺寸的增加,因而产品成本降低。
摩根(Morgan)450精轧机组在当前线材生产中占主导地位,它的发展分为4个阶段:第一代摩根45。
轧机始于1966年,设计速度为som/s;第二代是从1971年开始,设计速度为65m/s;第三代从1976年开始,设计速度为75m/s;第四代从1979年开始,设计速度为95m/s以上,现在的摩根型45“轧机最高设计速度为14om/s。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4、粗轧机机型 与高速线材轧机相配套的粗中轧机也有发展,如:摆锻式粗 轧机,三辊行星轧机,紧凑式轧机等。
回主控制及自动化水平的要求非常高,主要体现 在: ⑴ 不采用计算机的常规控制系统 常规控制系统采用了大量的接触器、继电器并借助于光电检 测系统;这种控制系统的特点是靠硬件完成控制过程,工作不太 可靠,日常维护量大;
轧制方向
回主页 回目录
问题: 电机传动的速度精度低、速度不高、费用较贵和张力问题。 ⑴ 电机传动的速度精度低 速度精度不能控制在 1% 以内,相邻轧机的速度比不能做 到绝对不变,且波动较大;
轧制方向
C F1 v1 F2 v2
回主页 回目录
F1 v2
F2
v1
⑵ 速度不高 由于立式轧机结构庞大,轧辊在高速运转时震动大,所以 轧制速度并没有质的提高,仍未超过二辊水平机组;
回主页 回目录
⑵ 计算机加常规控制系统
计算机代替了部分或大部分的硬件控制内容,使得控制更加 可靠,修改工艺参数时,只需修改相应的计算机程序即可,而不 必更换大量的接触器和继电器。
回主页 回目录
③、多线轧制的产品尺寸精度低 多线轧制时,轧件的尺寸精度受同时轧制根数的影响,一 般较低。如:4线轧制时,轧件的断面尺寸精度为± 0.38mm, 3线轧制时为± 0.3mm,2线轧制时为± 0.25mm,1线轧制时 为± 0.2mm。
回主页 回目录
2、精轧机组单独传动平-立交替式轧机 特点:轧辊平 — 立交替布置,轧制无扭转,单独驱动, 单线轧制,轧制速度 35 m/s;
轧制方向
回主页 回目录
到 20 世纪 60 年代,线材轧机的轧制速度虽然已达到了 35 m/s,盘重 550 kg,较之以前有了很大的进步,但人们仍 在追求更高的速度。
因为提高了轧制速度就是提高产量。
回主页 回目录
2、高速线材轧机的机型 高速轧机是指最大轧制速度高于 40 m/s的轧机。 高速线材轧机的特点是:高速、单线、无扭、微张力、碳 化钨辊环、自动化; 高速线材产品的特点是:盘重大、精度高、质量好。
一家是以美国摩根公司为代表的精轧机组集体传动的二辊 水平式轧机;
另一家是以德国施罗曼公司为代表的精轧机组单独传动平 -立交替式轧机。
回主页 回目录
1、精轧机组集体传动的二辊水平式轧机 特点:多线轧制(4线),轧辊水平,集体传动,轧制 速度 35m / s;
轧制方向
回主页 回目录
问题: 由扭转翻钢造成的工艺事故多、多线轧制相互影响、多 线轧制的产品尺寸精度低。
回主页 回目录
2、盘重与坯重 当成品轧制速度在 43 m/s时,盘重一般为 600 kg左右;而 当成品轧制速度提高到 50 ~ 75 m/s时,盘重可增加到1000 ~ 2000 kg左右。所以,盘重随轧制速度的提高而增加。 增加盘重就必须提高坯重,方法有两个:增加坯料长度和增 加坯料的断面尺寸。
回主页 回目录
高速线材轧机的机型有: ⑴、按轧辊直径分 大辊径φ250~290 mm,小辊径φ152~210 mm ⑵、按轧辊中心线相对于地面的角度分 15 0 / 75 0,45 0(侧交、顶交),平-立交替
回主页 回目录
高速线材轧机的机型有: ⑶、按轧辊的支撑状况分 双支点式,悬臂式 ⑷、按传动结构分 外齿传动,内齿传动
回主页 回目录
3、品种与质量 高速线材轧机的产品品种主要是圆形和螺纹圆形。规格以 φ5.5 ~ 13 mm为主,近年又发展到φ14 ~ 18 mm,并有向大 规格发展的趋势。钢种可基本上覆盖全部钢种范围,但以非合金 钢和低合金钢为主。 线材产品质量包括:外形、尺寸精度、表面质量、化学成分、 金相组织和力学性能。
回主页 回目录
线材轧机的进步是在 20 世纪,由横列式、半连续式、连 续式直到高速轧机,每一次进步都使得线材的轧制速度、产品 质量和盘重有所提高,而真正发展迅速的是高速轧机。
高速轧机的发展得到了冶金技术、电传电控技术、机械制 造技术、高精度检测技术和计算机技术的有力支持。
回主页 回目录
二战结束后(1945年),世界上工业发达的国家线材生产 的发展方向仍然沿着高速和连续两个主要方向发展,其代表有 两家:
轧制方向
回主页 回目录
① 由扭转翻钢造成的工艺事故多 由于精轧机组使用的是椭圆-圆孔型系统,轧辊水平布 置,因此椭圆轧件在进入圆孔型时必须翻转 90 0,当轧件前 进速度提高时,轧件的翻钢(特别是细轧件)极易发生憋钢 (主要是翻转角度很难掌握)事故。
翻转 90 0
翻转 90 0
θ
回主页 回目录
②、多线轧制相互影响 水平轧机一般均为多线轧制,各轧制线之间不免相互影响。 当一条轧制线出现故障时,就必须全组停下来进行处理,因为 在高速轧制时,绝不允许进入防护罩内处理故障。
回主页 回目录
三、高速线材轧机的发展
回主页 回目录
1、轧制速度的发展 2、坯重与盘重 3、品种与质量 4、粗轧机机型 5、控制与自动化 6、高速轧机技术的新进展
1、轧制速度的发展 高速线材轧机的代表是摩根公司研制的摩根高速线材轧机, 其轧制速度的提高经历了六代。 保证速度:43m/s → 100 m/s,提高了1.3倍; 最大辊径时轧制速度:50m/s → 120 m/s,提高了1.4倍; 电机最大转速时的轧制速度:60 m/s → 140 m/s,提高了 1.33倍;
高速线材轧机
一、高速线材的诞生 二、高速线材轧机的机型 三、高速线材轧机的发展
回主页 回目录
一、高速线材的诞生
第一台线材轧机问世于17世纪,第一台真正的线材轧机诞 生于1817年,为横列式。直到19世纪末,线材轧机仍以横列式 为主,其间虽有连续式线材轧机问世,但由于盘重小、质量差、 生产效率不如横列 式,因此未得到发展。
轧制方向
回主页 回目录
⑶ 费用较贵 平-立交替机组的设备费用高于水平二辊机组约100%, 尺寸精度提高 20%,速度并无提高,显然经济性不高。
回主页 回目录
⑷ 张力问题 张力在线材生产中是有害的,它会造成线材同条尺寸不均, 两头大中间小。解决的办法是采用微张力轧制,尽可能地减少 张力的危害。实现微张力就必须提高传动精度,在高速状态下, 只有集体传动能达到这一要求。