电压标、面板贴纸、专利贴纸、标签贴纸检验通则
丝印及标签通用检验标准
丝印及标签通用检验标准德卡科技有限公司检验标准名称: 丝印及标签通用检验标准图号:拟制:审核:标准化:IQC会签:批准:版本更改单号更改人更改日期版本更改单号更改人更改日期新归档 0 /1 /名称:丝印及标签通用检验标准目次1、范围…………………………………………………………………………………….. ,2、规范性引用文件…………………………………………………………………………..,2.1 标准文件…………………………………………………………………………..,2.2 标准材料………………………………………………………………………….., 3、术语和定义……………………………………………………………………………….., 4、印刷技术及其产品的鉴定要求…………………………………………………………..,4.1 总则………………………………………………………………………………..,4.2 UL 认证………………………………………………………………………………..,4.3 耐紫外光性能……………………………………………………………………..,4.4 喷淋试验…………………………………………………………………………..,4.5 鉴定状态的保持…………………………………………………………………….., 5、批生产中印刷质量要求……………………………………………………………………..,5.1 总则………………………………………………………………………………..,5.2 颜色………………………………………………………………………………..,5.3 印刷尺寸线性公差………………………………………………………………..,5.4 印刷外观质量……………………………………………………………………..,5.5 印刷内容…………………………………………………………………………..,5.6 附着力 (7)5.7 耐溶剂性 (8)5.8 耐磨性 (9)5.9 硬度 (9)5.10 耐手汗性 (10)5.11耐醇性测试 (10)5.12温度冲击测试 (11)I名称:丝印及标签通用检验标准丝印及标签通用检验标准前言本标准根据德卡科技有限公司产品设计要求而制定。
标签、贴纸类材料检验标准(修订版)-精品
5.5.2用游标卡尺测试长宽高是否符合标准要求;
5.6粘性检查(首样确认时必须抽测)
5.6.1将材料平贴于对应产品上,检测是否容易脱落。
5.6.2将标签或贴纸平整的贴在对应产品表面,安排高温烘烤试验。试验条件:温度60℃,时间4H。待试验完毕后,检查标签是否是有变形、起泡、翘起及褶皱等。
5.3.6每批产品/材料必须有出货检验合格报告,报告内容与产品不符一律拒收。
5.4外观检查内容:
5.4.1检查产品材质外形是否是承样一致;
5.4.2检查印刷颜色与内容是否与承样一致,不可有多项、少项、易脱落或错漏现象;
5.4.3产品表面不可有折皱、破裂、粘有杂物、模糊无法识别现象。
5.5结构尺寸检查内容:
7.相关表单:
7.1『进料检验报告』
7.2『进料异常回馈单』
或以下采用全检方式,另有规定的除外。
5.1.2缺陷分类A类致命缺陷B类严重缺陷C类轻微缺陷
5.1.2.1致命缺陷(CRI):能导致危及生命或造成安全状态的缺陷(产品的极重要质量特性不符合规定).
5.1.2.2严重缺陷(MAJ):不构成致命缺陷但可能导致功能失误或降低原有使用功能的缺陷(产品的重要质量特性不符合规定)。
5.3包装检查内容:
5.3.1核对物料、料号、验收入库单、<<样品承认书>>四者品名规格是否一致;
5.3.2外包装是否完好、整洁干净、无脏污、潮湿现象,均有产品标识和日期管控;
5.3.4包装方式与承认要求必须相符,每版数量必须为整数且数量相同,每批只允许一个尾数,不同批次物料应分开放置;
5.3.5不可出现混料或错料现象;
2.适用范围:
标签-贴纸类材料检验标准

ISSUEIEPARTMENT制订单位:品保部ISSUEDATE发行日期:20PP.12.272)检验时间:3〜5s3)检验角度:平面呈90 °,上下左右转动在45°之内4)视力:裸视或矫正视力在1.0以上且无色盲5)检验设备:①游标卡尺②菲林5.3包装检查内容:5.3.1核对物料、料号、验收入库单、<<样品承认书 >>四者品名规格是否一致;5.3.2外包装是否完好、整洁干净、无脏污、潮湿现象,均有产品标识和日期管控;5.3.4包装方式与承认要求必须相符,每版数量必须为整数且数量相同,每批只允许一个尾数,不同批次物料应分开放置;5.3.5不可出现混料或错料现象;5.3.6每批产品/材料必须有出货检验合格报告,报告内容与产品不符一律拒收。
5.4外观检查内容:5.4.1检查产品材质外形是否是承样一致;5.4.2检查印刷颜色与内容是否与承样一致,不可有多项、少项、易脱落或错漏现象;5.4.3产品表面不可有折皱、破裂、粘有杂物、模糊无法识别现象。
5.5结构尺寸检查内容:5.5.1每批抽检材料测量常规和重要尺寸数量不小于20PCS5.5.2用游标卡尺测试长宽高是否符合标准要求;5.6粘性检查(首样确认时必须抽测)5.6.1将材料平贴于对应产品上,检测是否容易脱落。
5.6.2将标签或贴纸平整的贴在对应产品表面,安排高温烘烤试验。
试验条件:温度60C,时间4耳待试验完毕后,检查标签是否是有变形、起泡、翘起及褶皱等。
5.7耐酒精擦拭试验用棉签攒取95%勺酒精,来回擦拭标签或贴纸表面丝印的文字20次,结束后看丝印是否有脱落、模糊不清甚至消失。
6. 相关文件:6.1《进料检验管理程序》6.2《供应商管理程序》6.3《不合格品控制程序》7. 相关表单:7.1『进料检验报告』7.2『进料异常回馈单』。
标贴检验标准

文件编号 版本:A/00文件名称 标贴检验标准页码:第1页 共1页 生效日期:2014-11-14一. 目的:为使电池之原材料标贴成品电池外观.之质量要求有一定之标准。
特订定本标准以共同遵循 二. 适用范围:IQC 进料检验,IPQC 线上巡检,成品电池外观检验 三. 权责:3-1 IQC 进料检验 品质部。
3-2 IPQC 线上巡检 品质部 3-3 成品外观控制 生产部 四. 定义: 无。
五. 标准:注: S 表示严重缺点 AQL:0.4 AQL 依MIL_STD_105E 实施 A 表示主要缺点 AQL:1.0 B 表示次要缺点 AQL:1.5 检验项目检验内容检验标准检验方式 仪器.治具缺点类别 S A B 来料检验1.刀模 刀模切边挺直、不能有不平和未切断的现象按工程签样无● 2.内容 印刷内容准确无误,字体样式和颜色应与工程图纸及签样样板一样,无错字、多字、掉字、字体缺笔化等现象按工程签样 ● 3.印刷 不能有模糊不清和重影等现象,印刷的字体和一些图示应清楚明了,“LOGO ”应为标准印刷,印刷字体与刀模线要平行和垂直,不能歪斜 按工程签样● 4.正负极 包上电池标贴正负极要对得上五金窗口,误差±0.2MM 。
包起成品不能有超边刮手,和漏电芯现象治具实贴 贴标治具● 5.污点污点直径不能大于0.5MM,表面颜色和光泽度要均匀一致,不能有色差,无色斑、油斑、飞墨、毛刺、颗粒、白点、划伤等现象距离30公分目视6秒目测●6.试贴 将标贴贴在外壳上边缘不能有多余的白边出现或有露电芯的现象,刀模线要与电池边缘对齐,粘性要强,以免影响外观 ● 7.划痕划痕长度不能超过1MM 且同一面不能出现三条划痕●8.尺寸和材质用菲林尺和卡尺分别测量标贴长、宽和厚度尺寸,要与工程图纸一致,标贴材质应符和工程图纸设计要求 按工程签样图纸菲林尺、卡尺 ●9.序列号和 条形码 可读无重码,读数应相互一致,清晰无断码,用洒精来回擦拭20次,序列号和条形码不可擦掉 距离30公分目视6秒 目测 ●10.高温检测将标贴贴在成品电池上,置于60℃的高温箱内24h ,该实验结束后取出在环境20±5℃的条件下搁置2h,看标贴是否有翘边儿和脱胶现象高低温试验箱●11.防伪标检验防伪标方向,同一张不能有方向不一致现象 距离30公分目视6秒目测成品外观检验/IPQC 巡检11.漏电芯介纸包标出来的成品,不能有漏介纸和电芯现象 距离30公分目视6秒目测● 12.错位包出来的成品不能有错位现象,错位不能超过0.5MM ● 13.气泡 气泡直径不能大于0.5MM ,且同一面不能出现两个气泡以上 ● 14.针孔 正面不能出现三个以上的针孔 ● 15.超边成品包好后不能有超边刮手现象●QA 出货检验 16.内容 1.标贴内容要与内部评审或定单上的内容相符(包括唛头) 2.每一批次都要抽检电芯喷码容量和标贴上容量是否一致, 有无混料。
铝箔贴纸检验细则
发放单位
XX 公司
通 用 技 术 标 准
标准编号: 版本号: 生效日期: 共 2 页 第 1 页
铝箔贴纸检验细则
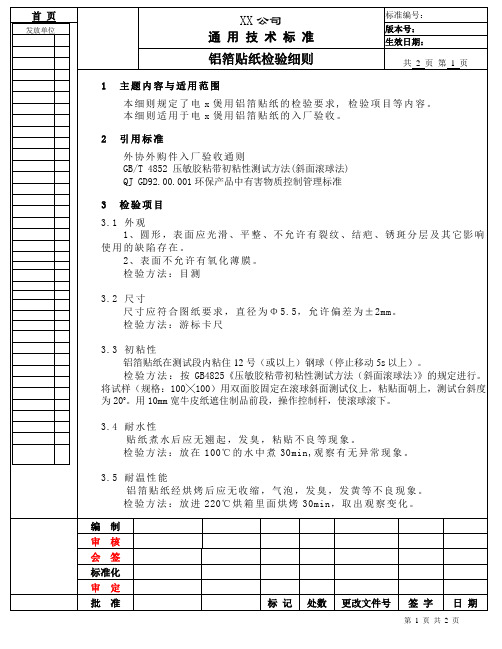
1 主题内容与适用范围
本细则规定了电 x 煲用铝箔贴纸的检验要求, 检验项目等内容。 本细则适用于电 x 煲用铝箔贴纸的入厂验收。 2 引用标准 外协外购件入厂验收通则 GB/T 4852 压敏胶粘带初粘性测试方法(斜面滚球法) QJ GD92.00.001 环保产品中有害物质控制管理标准 3 检验项目
3.1 外 观 1、 圆 形 , 表 面 应 光 滑 、 平 整 、 不 允 许 有 裂 纹 、 结 疤 、 锈 斑 分 层 及 其 它 影 响 使用的缺陷存在。 2、 表 面 不 允 许 有 氧 化 薄 膜 。 检验方法:目测 3.2 尺 寸 尺 寸 应 符 合 图 纸 要 求 , 直 径 为 Φ 5.5 , 允 许 偏 差 为 ± 2mm 。 检验方法:游标卡尺 3.3 初 粘 性 铝箔贴纸在测试段内粘住 12 号(或以上)钢球(停止移动 5s 以上)。 检 验 方 法 : 按 GB4825《压敏胶粘带初粘性测试方法(斜面滚球法) 》的规定进行。 将试样(规格:100╳100)用双面胶固定在滚球斜面测试仪上,粘贴面朝上,测试台斜度 为 200。用 10mm 宽牛皮纸遮住制品前段,操作控制杆,使滚球滚下。 3.4 耐 水 性 贴纸煮水后应无翘起,发臭,粘贴不良等现象。 检 验 方 法 : 放 在 100 ℃ 的 水 中 煮 30min, 观 察 有 无 异 常 现 象 。 3.5 耐 温 性 能 铝箔贴纸经烘烤后应无收缩,气泡,发臭,发黄等不良现象。 检 验 方 法 : 放 进 220 ℃ 烘 箱 里 面 烘 烤 30min , 取 出 观 察 变 化 。 编 审 会 审 批 制 核 签 定 准 标 记 处数 更改文件号 签 字 日 期
彩盒贴纸通用检验标准
印刷清晰、完整、正确、套色准确
MA
无错印、漏印、明显重影、套印偏差可按3.2.1控制
颜色
印刷品各部份颜色均应与确认样相一致
MI
以确认样之上、下限为界
粘性
彩盒粘边牢固、无损烂、贴纸粘性好,粘后不易剥离
MA
可作适当的剥离试验
切边
切边整齐、完全、无损烂
MI
切深适中,易于剥离
质感
纸质韧度和质感与确认样相一致
MIL-STD-105E逐批检查抽样程序及抽样表(适用于连续批检查)。
GBGB7705-87平版装潢印刷品
3.0检验项目
3.1尺寸检验:(缺陷类别为MA)
按确认书所注之主要尺寸及其允许公差值。
3.2外观检验。
3.2.1套印误差。(单位:mm)
套印部位
权限误差
精细产品
一般产品
主要部位
≦0.08
≦0.1
1.3在正常检验中,对原材料实施抽检,依据MIL-STD-105E正常检验单次抽样普通Ⅱ类检验水平实施。
项目分类及允收质量水平:MA ―主要项目:AQL=0.65。
MI ―次要项目:AQL=2.5。
测试项目采用特殊检验S-2水平,AQL=1.5
1.4本标准适用于本公司各类产品的贴纸彩盒的进料检验。
2.0引用标准
文件修改履历表
序号
修订日期
修订内容
版本
页次
修订
核准
1
2009-1-1
原稿
A/0
会签栏:
总办:生管:工程:
采购:注塑:行政:
组装:品管:物料:
1.0内容与范围
1.1本标准为各类彩盒、贴纸的通用标准,如有本标准未规定之要求或与本标准有差异之要求,则应按确认书执行。
化工行业标准压敏胶标签纸

中华人民共和国化工行业标准压敏胶标签纸1主题内容与适用范围本标准规定了压敏胶标签纸(以下简称标签纸)产品规格、质量等级、技术要求、试验方法、检验规则及标志、包装、运输和贮存等要求。
本标准适用于各类纸张为基材的压敏胶标签纸。
2引用标准G B 191 包装储运图示标志G B 450 纸与纸板试样的采取G B 451 纸与纸板尺寸、偏斜度、定量、厚度及紧度测定方法G B 2792 压敏胶粘带180°剥离强度测定方法G B 4851 压敏胶粘带持粘性测试方法G B 4852 压敏胶粘带初粘性测试方法(斜面滚球法)G B 7125 压敏胶粘带厚度测定方法涡流法3产品分类3.1标签纸分卷筒及平张两类。
3.2标签纸的厚度为除去隔离纸后基材与胶层的厚度,其值由供需双方商定。
厚度极限偏差为±0.02m m。
3.3卷筒标签纸的宽度及其极限偏差应符合表1规定;卷筒标签纸的长度不应小于表1中的相应值。
3.4 卷筒标签纸的接头个数规定为:每200m不得多于2个,接头间隔、角度及总厚度应符合表2规定。
3.5平张标签纸的尺寸偏差、偏斜度应符合表3规定。
平张标签纸的尺寸规格用宽×长表示,具体量值由供需双方合同确定,即指表3中的公称尺寸。
4技术要求4.1外观压敏胶标签纸产品应平整无折皱、污渍、破损、掉粉等影响使用的缺陷,胶层应均匀无气泡、条纹、溢胶,卷筒产品应卷取结实,无明显卷曲和缝隙,端面应平整。
4.2产品性能指标应符合表4的规定。
4.3 印刷适宜性印刷用压敏胶标签纸,印刷结果应与合同规定的样品一致。
5试验方法5.1外观检验,在自然光下,距离样品20~50c m范围内用肉眼观察。
5.2尺寸规格及接头检验5.2.1 厚度测量按G B 7125规定的方法进行。
5.2.2 尺寸极限偏差、偏斜度检验按G B 451规定的方法进行。
5.2.3 接头材料总厚度,用精度不低于0.01m m的量具按G B 7125规定的方法测量接头处最大厚度,同时测量接头附近标签纸的平均厚度,两者之差即为接头材料总厚度。
[电子标准]-SJT 11236-2001
![[电子标准]-SJT 11236-2001](https://img.taocdn.com/s3/m/152cbc1bbcd126fff7050bd9.png)
---------------------------------------------------------------最新资料推荐------------------------------------------------------[电子标准]-SJT 11236-2001ICS 91.060.30P32备案号:8964- 2019L - JJ中华人民共和国电子行业标准SJ/T 11236- 2019防静电贴面板通用规范General specification forelectrostatic protection covers2019-05-17发布 2019-06-01实施中华人民共和国信息产业部发布前台本规范由信息产业部电子工业标准化研究所归口。
本规范负责起草单位:信息产业部防静电产品质量监督检验中心。
本规范参加起草单位:浙江金华天开电子材料有限公司、上海扬子木材总厂、江苏常州三井防静电器材厂、江苏常州新型建筑材料厂、山东金枫有限责任公司。
本规范主要起草人:姜俊平、瞿建邦、魏新富、蒋伟平、凤建平、徐斌、韩祥臣。
本规范委托信息产业部电子工业标准化研究所负责解释。
目次范围,⋯⋯ 1引用标准⋯⋯,⋯⋯ 1分类与命名,,。
⋯⋯ 1要求,............................。
⋯⋯3试验方法⋯⋯5质量评定程序 ..........................................13标识、包装、运输、贮存,⋯⋯ 14中华人民共和国电子行业标准防静电贴面板通用规范SJ/T 11236- 2019General specification for electrostatic protection covers1 范围1. 1 主题内容本规范规定了防静电1/ 20贴面板的分类与命名、技术要求、试验方法、质量评定程序和标志、包装、贮存、运输等要求。
本规范适用于 PVC热塑性防静电贴面板和三聚氰胺热固性防静电贴面板,其他防静电贴面板可参照使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3印刷字体、图样之内容、颜色及尺寸参照交制单及其附件或样稿、样品等;
4内容不得有模糊、脱落、掉字、错误等情形,颜色不得有色差。
2.实装
面板贴纸、专利贴纸经与相应零件实装配合须良好。如果相配合的零件粘贴处是凹入形状,粘贴物应与零件配合处四周留有0.2mm的间隙。
3.性能:
1POP贴纸:将贴纸贴于相应塑胶件上,置于常温中24H不可有翘起现象;
2彩盒贴纸:将贴纸贴于所用之彩盒上,置入烘箱中施与60℃烘烤4H,90%RH不可有翘起现象;
3面板贴纸、专利贴纸及警示标贴纸:每批来料取5PCS贴于相应的塑胶件指定位置上,放入恒温箱中进行高温60℃、相对湿度95%RH历时4小时、低温-20℃历时4小时后,试验样品翘起不超十分之一、不得有卷边、起泡、起皱、裂纹等不良现象。
5.判定合格与否都须记录,且对不合格之物料予以追踪处理,并将结果归档。
编制/日期:雷巧灵2013-3-04审核/日期:批准/日期:
深圳市好时达电器有限公司
电压标、面板贴纸、专利贴纸、标签贴纸检验通则
EDITION NO.
版本
A1
DOUMENT NO.
文件编号
ISSUE DATE发行日期
P用范围
本标准适用于公司所有面板、专利贴纸、电压标、警示标等贴纸进料检验。
二、检验内容:
1.外观检查:
1不得有污秽、破损和变色等缺陷;
三、抽检标准
1.外观检查依据MIL-STD-105EⅡ级正常单次抽检法,以AQL2.5来判定合格与否;
2.性能检查依据MIL-STD-105E S-3级正常单次抽检法,以C=0来判定合格与否;
3.实装检查依据MIL-STD-105E S-1级正常单次抽检法,以C=0来判定合格与否;
4.原则上抽检时以一次交货量为一检查批次;